| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| HY300.rar |
| 397 kb |
| ТИР630.rar |
| 8.57 Mb |
| kdm2.djvu |
| 449 kb |
| don-150.pdf |
| 95 kb |
| Triton.pdf |
| 131 kb |
| vdu506m.djvu |
| 2.2 Mb |
| IR200.pdf |
| 220 kb |
| GD4002U2.djvu |
| 3.29 Mb |
| BPS213.zip |
| 5.20 Mb |
| Privod_TPR.zip |
| 1.21 Mb |
| karat100m.gif |
| 66.9 kb |
| Udar300_Chipmaker_Mercury.djvu |
| 2.47 Мb |
| ps5000.jpg |
| 998 kb |
| Origo_MigC141-151_MagC171-201-251.pdf |
| 589 kb |
| LKA150.pdf |
| 297 kb |
| Remote_Control_NO2.pdf |
| 226 kb |
| LKB400W.pdf |
| 1.08 Mb |
| DTA_400AC-DC.pdf |
| 1.19 Mb |
| Water_Cooler.pdf |
| 328 kb |
LTG_Tigma160-161. zip zip |
| 3.87 Mb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||


 chipmaker.ru.
chipmaker.ru.
Схема сварочного инвертора, описание работы на примере сварочного аппарата РЕСАНТА САИ 140
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй – с использованием оптодрайверов для силовых транзисторов.
ДВА ВАРИАНТА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СВАРОЧНОГО ИНВЕРТОРА РЕСАНТА САИ 140 | |
НАЖМИТЕ НА РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50.
 И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки.
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
 com/embed/K-_uEuDIY1k” frameborder=”0″ allowfullscreen=””/>
com/embed/K-_uEuDIY1k” frameborder=”0″ allowfullscreen=””/>
Адрес администрации сайта: [email protected]
Электрическая и принципиальная схема сварочного инвертора
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Принцип работы
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
Ток, исходящий от источника, должен быть понижен.
Важно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Сварочные работыТехнические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Конструкция инверторного сварочного аппарата
Внутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой.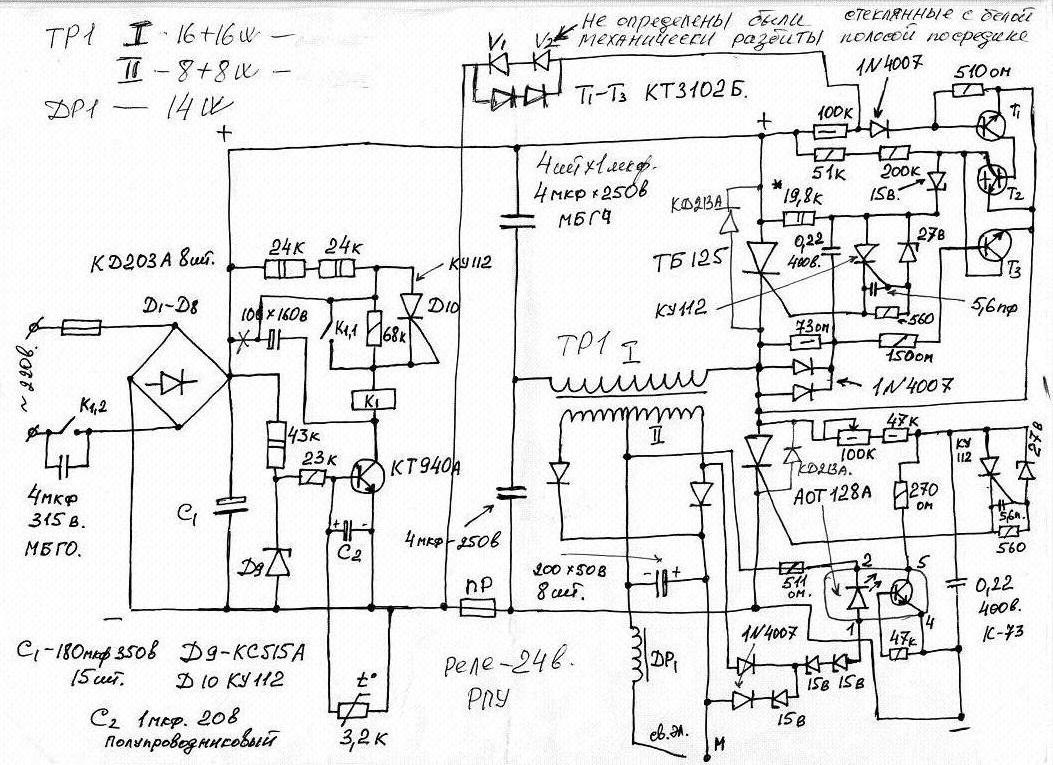 К основным модулям силового блока приписывают следующее:
К основным модулям силового блока приписывают следующее:
- выпрямитель напряжения,
- помеховый фильтр,
- преобразователь (он же инвертор),
- высокочастотный выпрямитель на выходе.
Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
Понижающий трансформаторВажно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.

Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Электронная платаПроблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
Правильное назначение
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
Интересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Аппараты аргонно-дуговой сваркиКак правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения.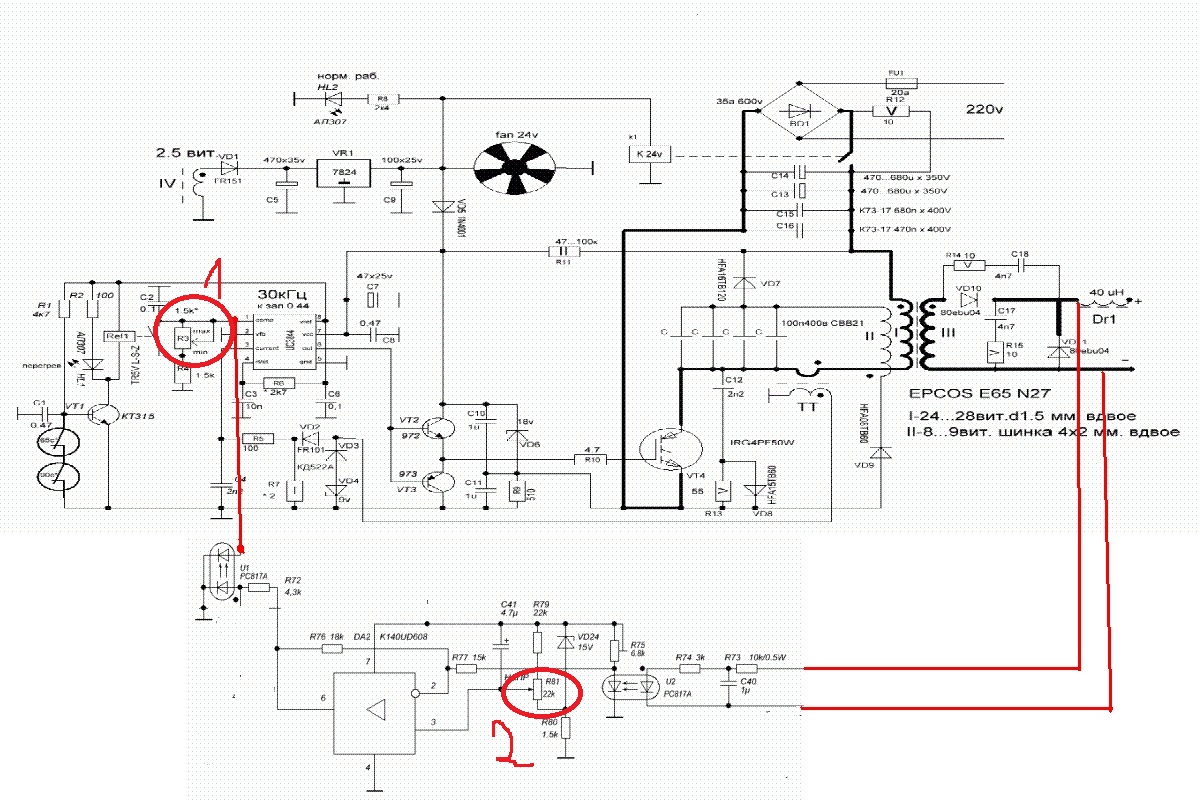 Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Совет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила. Электродом разрешается сваривать углом вперёд либо назад. Надо контролировать уровень прогрева металла.
Схемы сварочного аппарата
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
ЭлектросхемаКомпоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2.702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата. Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы. Если посмотреть на чертеж, отображаются лишь основные узлы.
Принципиальная схемаЭлектрическая
Стандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
Выпрямитель на схемеВажная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
Замыкания цепиТакже на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
Интересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Конденсаторы на схемеПринципиальная
Принципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Вторичный выпрямительПлюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления.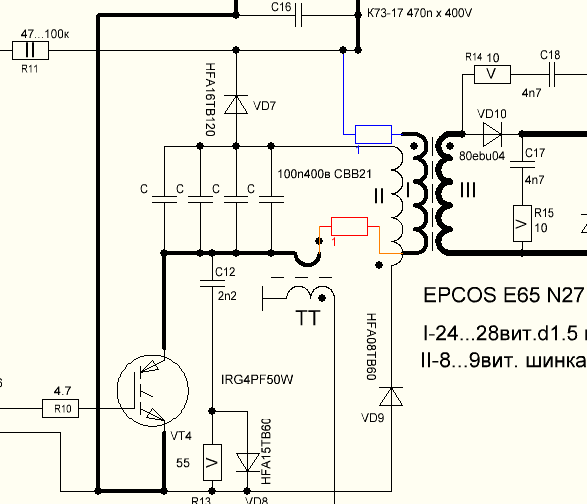 От блока обратной связи сигнал может поступить непосредственно на инвертор.
От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
Основные сведения про инверторные аппараты
По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора.
Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц.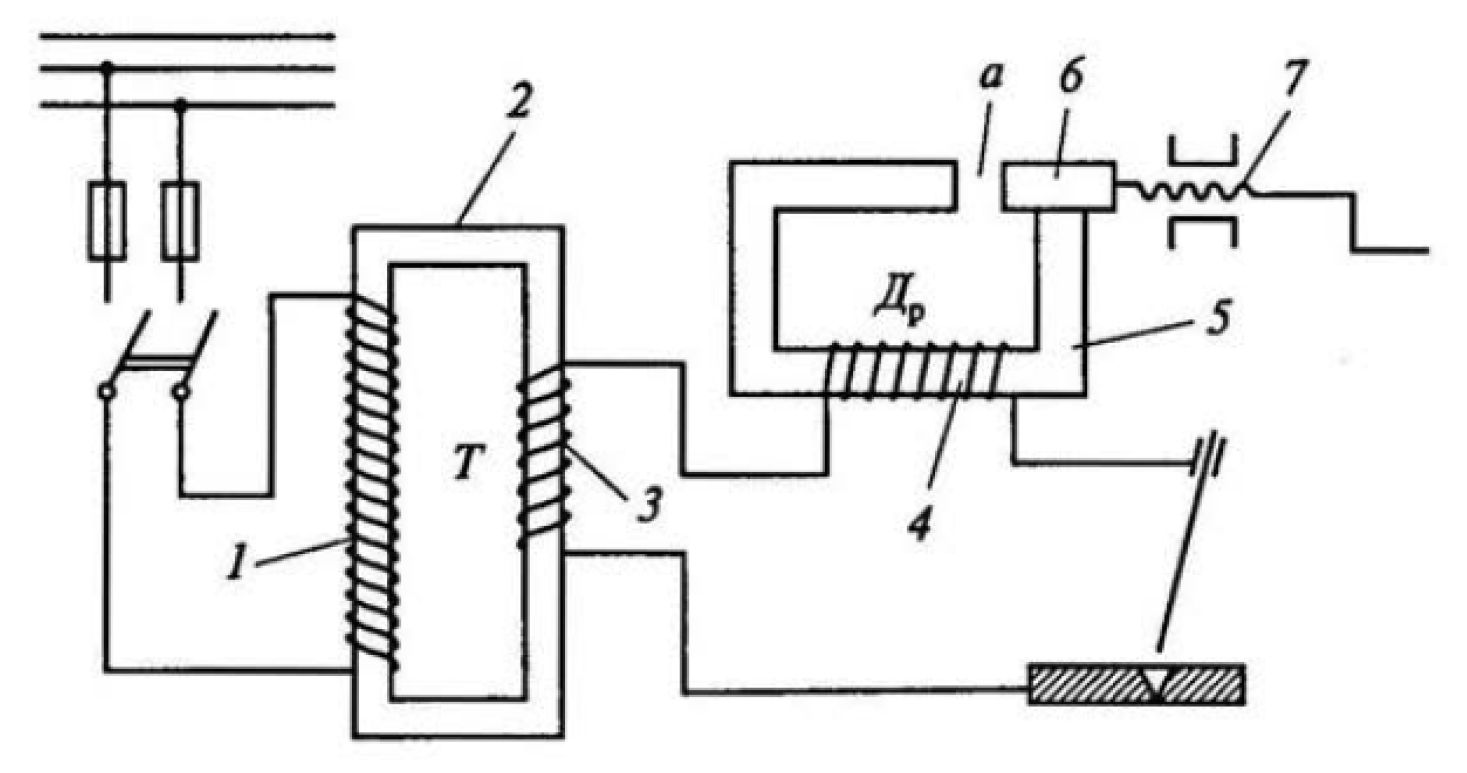 Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно.
Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
Рабочая частота инвертора
Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Принцип работы выпрямителя
Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Фильтры
Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов.
Инверторный каскад
Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
ВЧ-трансформатор
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем.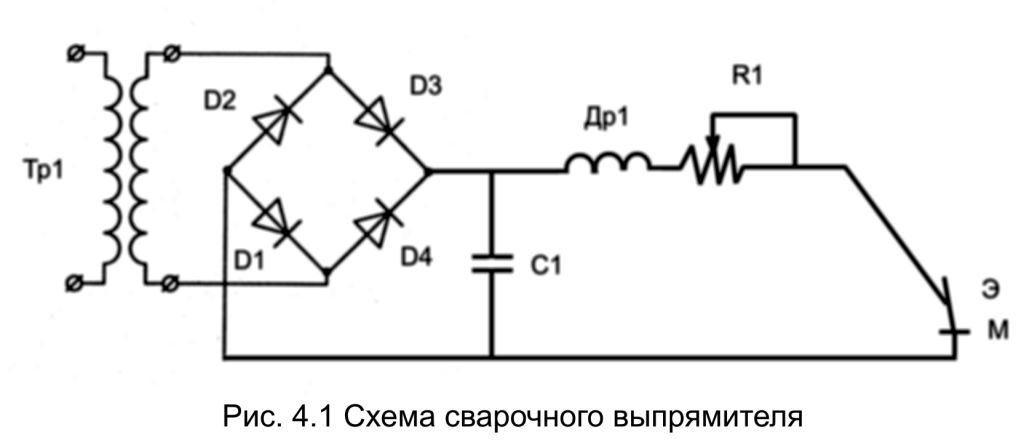 Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока.
Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока.
Выходной выпрямитель
Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
Принципиальная схема сварочного оборудования.
Context 1
… Принципиальная схема оборудования для импульсной ультразвуковой сварки вольфрамовым электродом и аргоном показана на рис. 1. Вольфрамовый электрод прошел через центральное отверстие ультразвукового преобразователя, ультразвукового рупора и ультразвукового излучателя. Ультразвук передавался ультразвуковым излучателем. Частота ультразвука составляла 20 кГц. Между ультразвуковым излучателем и поверхностью основного металла создавалось поле стоячей волны, которое и было существованием…
Контекст 2
…. 10 показывает микроструктуру наплавленного валика. Основной металл представляет собой типичную двухфазную структуру, включающую черную α-фазу и белую гранулированную β-фазу, как показано на рис. 10 (а). Характеристики термического цикла сварного шва в металле шва заключаются в высокой пиковой температуре и быстром охлаждении при сварке TIG [27]. На этапе высоких температур α …
Основной металл представляет собой типичную двухфазную структуру, включающую черную α-фазу и белую гранулированную β-фазу, как показано на рис. 10 (а). Характеристики термического цикла сварного шва в металле шва заключаются в высокой пиковой температуре и быстром охлаждении при сварке TIG [27]. На этапе высоких температур α …
Context 3
…. 10 показывает микроструктуру наплавленного валика. Основной металл представляет собой типичную двухфазную структуру, включающую черную α-фазу и белую гранулированную β-фазу, как показано на рис.10 (а). Характеристики термического цикла сварного шва в металле шва заключаются в высокой пиковой температуре и быстром охлаждении при сварке TIG [27]. На высокотемпературной стадии α-фаза и β-фаза превращались в высокотемпературную β-фазу, которая быстро укрупнялась. Грубая β-фаза превратилась в игольчатый мартенсит α ‘в результате …
Context 4
… TIG сварки [27]. На высокотемпературной стадии α-фаза и β-фаза превращались в высокотемпературную β-фазу, которая быстро укрупнялась. Грубая β-фаза трансформировалась в игольчатый мартенсит α ‘за счет быстрого охлаждения, формирующего защитную трансформацию. Металл сварного шва TIG представляет собой корзинчатую структуру и высокотемпературную β-фазу, как показано на рис. 10 (b). Конструкция корзины обладала хорошей пластичностью, сопротивлением ползучести и жаропрочностью и состояла из игольчатого мартенсита α ‘[3]. Рис. 10 (c) – (e) показывает микроструктуру металлов сварного шва в U-TIG. По сравнению с TIG, размер зерен U-TIG был явно уменьшен под действием ультразвука.Игольчатая …
Грубая β-фаза трансформировалась в игольчатый мартенсит α ‘за счет быстрого охлаждения, формирующего защитную трансформацию. Металл сварного шва TIG представляет собой корзинчатую структуру и высокотемпературную β-фазу, как показано на рис. 10 (b). Конструкция корзины обладала хорошей пластичностью, сопротивлением ползучести и жаропрочностью и состояла из игольчатого мартенсита α ‘[3]. Рис. 10 (c) – (e) показывает микроструктуру металлов сварного шва в U-TIG. По сравнению с TIG, размер зерен U-TIG был явно уменьшен под действием ультразвука.Игольчатая …
Контекст 5
… β-фаза трансформировалась в игольчатый мартенсит α ‘за счет быстрого охлаждения, формирующего защитную трансформацию. Металл сварного шва TIG представляет собой корзинчатую структуру и высокотемпературную β-фазу, как показано на рис. 10 (b). Конструкция корзины обладала хорошей пластичностью, сопротивлением ползучести и жаропрочностью и состояла из игольчатого мартенсита α ‘[3]. Рис. 10 (c) – (e) показывает микроструктуру металлов сварного шва в U-TIG.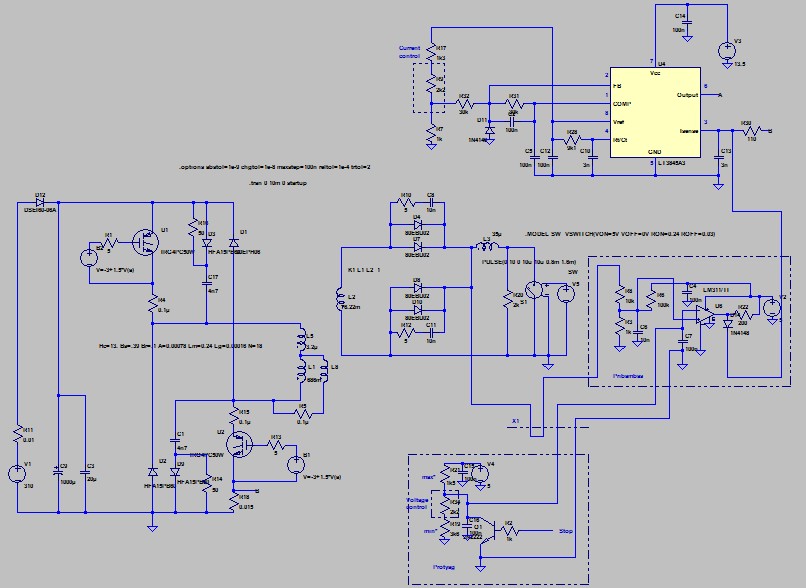 По сравнению с TIG, размер зерен U-TIG был явно уменьшен под действием ультразвука.Размер игольчатого мартенсита α ‘в U-TIG был меньше, чем в TIG. U-TIG и PU-TIG имели такое же изменение микроструктуры металла шва по сравнению с …
По сравнению с TIG, размер зерен U-TIG был явно уменьшен под действием ультразвука.Размер игольчатого мартенсита α ‘в U-TIG был меньше, чем в TIG. U-TIG и PU-TIG имели такое же изменение микроструктуры металла шва по сравнению с …
Контекст 6
… U-TIG и PU-TIG имели одинаковое изменение микроструктуры металла шва по сравнению с сваркой TIG. Добавление ультразвука в процесс сварки TIG может повысить энергию дуги и прочность сварочной ванны с перемешиванием, что может стимулировать зарождение α ‘фазы. Таким образом, микроструктура сварного шва была улучшена за счет использования U-TIG и PU-TIG.На рис. 11 показана средняя твердость металла шва при различных сварочных процессах. Средняя твердость металла сварного шва в TIG составляет около 348 HV. В U-TIG средняя твердость металла шва увеличивалась с увеличением мощности ультразвука. При использовании мощности ультразвука 0,9 кВт средняя твердость металла шва составила …
Context 7
… Рис. 8 и 10, зерно и мартенсит α ‘в U-TIG и PU-TIG, очевидно, были улучшены по сравнению с TIG.Плоскость скольжения и направление скольжения фазы BCC-β были {110} и <111> соответственно. Улучшение микроструктуры увеличило бы границы зерен, что затруднило бы скольжение и улучшило бы прочность. Плоскость скольжения и скольжение …
Схема сварочного аппаратаРуководство по техническому обслуживанию – Electronics Projects Circuits
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочных аппаратов. Некоторые модели имеют такое же управление, драйверы только IGBT, трансформатор и т. Д.Запущен … Электронные проекты, Схема сварочного аппарата. Руководство по обслуживанию. «проекты силовой электроники, схемы smps», Дата 2020.02.06
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочных аппаратов. Некоторые модели имеют такое же управление, драйверные этажи только IGBT, трансформатор и т. Д. Он был запущен в разных моделях за счет увеличения его мощности.
Список схем сварочного аппаратаAIKEN Weld Ranger 160 MWD160 AIKEN WELD RANGER 180 MWD180 AIKEN Weld Ranger 200 MWD200 AIKEN WELD WARRIOR 200 MWD200 Akai TE 7514AAAC ARC 200 аврора про стрелять м10 awelco 5679 дека МОС 168 дон 150 DTA 400AC постоянного тока Эдон МИГ 308 EWM Pico 162 forsag 160 250щ ВПЕРЕД 200 IGB Fubag IN 160 FUBAG IN 163 FUBAG IN 190 FUBAG IN 206 FUBAG IR160, IR180, IR200 FUBAG IN 130 Гысми 183 Gysmi 131 GYSMI160 GYSMI161 гысми 165 145 Gysmi 190 сварочный аппарат hugung IR 160180 IR200 ИИСТ 140М 160 IIST140 ИНСТРУКЦИИ Soldadora Inverter Invertec STT SVM129 A InvertecV250 InvertecV300 инвертор3200 IPC 25 V1.0 IPC 40 V1.0 IPC40H IWM 160 IWM 190 IWM 220 IWM 250 kemppi minarc 150 vrd 151 ver 11 см Kende ZX7 160 LAX320 LAX380 esab LHF250 LHF400 LHF630 LHF800 esab LHF405Pipeweld LHF615Pipeweld esab LHQ150 LTV150 Caddy150 Caddytig150 esab LKA150 esab LKA180 LKA240 ESAB AB LKB400W ЭСАБ AB LTh261 Tigma161 ESAB AB MIG200 MIGATRONIC automig MIG MMA160 mk300A ММА 160 Murex Transtig AC DC 200 norma200mp Origo MigC141 151 MagC171 201 251 esab pecahta 250k 230a 220k 190k 150a 160k основание пиастры 5680 пи 400 плазма престиж144 ИМПУЛЬС MMA250 ARC Красный Сварщик i2100 SS 160SE 6N sa97i14n sa97pa20 SAI 140 ENDU120J sai200 SAIPA 180А EZTIG160 SAIPA 315 TOPARC315 SAIPA 135 INMIG135 SAIPA 165 INMIG165 SAIPA 190 SAIPA 200 TOPMIG215C славтех 185 200 205 STURM AW97I20 SVI 160 SVI 205 TECNICA 141 161 DENZEL MMA 161 Tecnica 141 161 Tecnica 150152 170 168GE Tecnoweld Monster 170 telwin SUPERIOR PLASMA 90 HF Telwin Plasma 34 Telwin Technology 175 210 188CE GE TIG от EP2003 12 vd 200 WT 130S zx7 200 СPATRIOT MAXWELDER DC 180C AIKEN Weld Warrior 200i
СПИСОК ССЫЛОК ДЛЯ ЗАГРУЗКИ ФАЙЛОВ (в формате TXT): LINKS-26425a.zip
Как настроить сварочный аппарат MIG – настройки сварочного аппарата, газы и электроды
Как настроить сварочный аппарат MIG для сварки
Перед настройкой аппарата вам необходимо подготовиться и изучить несколько вещей, прежде чем нажимать спусковой крючок для зажигания дуги. Большая часть качества сварки зависит от настроек сварочного аппарата MIG или настройки машины и надлежащей подготовки. Перед настройкой станка вам необходимо получить ответы на следующие вопросы:
- Какой металл я буду сваривать?
- Какую толщину металла я буду сваривать?
- Как подготовить стык?
- Есть ли у меня подходящий газ и электрод / присадочная проволока?
- Как устроен сварщик?
- Где я могу найти таблицу настроек сварочного аппарата MIG или к кому обратиться за советом!
Какой металл я буду сваривать?
Тип металла, который будет свариваться, имеет большое влияние на настройку машины, электроды и газы, которые будут использоваться.Разные металлы имеют разную температуру плавления и по-разному удерживают это тепло. При настройке сварочного аппарата MIG вам необходимо точно знать, какой металл вы собираетесь сваривать. Не существует единой настройки, подходящей для каждого типа металла. Тремя наиболее часто свариваемыми MIG металлами являются:
- Углеродистая сталь / обычно обозначаемая как A 36 класс
- Нержавеющая сталь / сплавы на основе никеля
- Алюминий / цветные металлы
Какую толщину металла я буду сваривать?
Толщина металла оказывает большое влияние на настройки станка. Когда дело доходит до других процессов, таких как сварка Stick или TIG, вы можете использовать почти одинаковые настройки для металла различной толщины. Например, вы можете сваривать ¼ толстой пластины с той же настройкой, которая использовалась для сварки пластины толщиной 1 дюйм и т. Д.
Полудюймовая пластина для сварки MIG с переносом струи воздуха.С другой стороны, сварка MIG не работает таким образом ! Параметры нагрева сильно различаются в зависимости от толщины металла.Самая большая опасность с точки зрения качества сварки исходит от использования слишком низкой настройки нагрева. Например; в строительстве атомных электростанций сварка МИГ практически запрещена. Это произошло потому, что в прошлом было много сварщиков, которые не использовали достаточно тепла и в конечном итоге сваривали стыки, которые вообще не проникали. Сварка выглядит нормально, но несколько ударов молотком – и соединение разваливается. Даже правильная точечная сварка будет намного прочнее! Слишком холодная сварка MIG приведет к образованию сварного шва, но это только на поверхности стыка.Холодный сварной шов не менее полезен, чем заклеивание стыка каналом.
Как подготовить стык?
Настройка машины работает правильно только в том случае, если у вас есть правильно настроенное соединение. В идеале вы должны удалить всю ржавчину, краску, масла, грязь и прокатную окалину с зоны сварки. Это делается по трем причинам:
- Во-первых, чистый шов дает чистый сварной шов.
- Во-вторых, настройки машины будут различаться между грязными стыками и чистыми.
- Наконец, грязный сустав начнет брызгать и плевать увеличивает шансы получения ожогов или возгорания.
Есть ли у меня подходящий газ и электрод / присадочная проволока?
Важной частью настройки машины является выбор правильного газа и присадочной проволоки / электрода. Это область, которая варьируется в зависимости от всех вышеперечисленных факторов и многих других. Три наиболее часто используемых варианта или комбинации газа / электрода:
- Углеродистая сталь – Электрод ER70s с газом C25 (75% аргона и 25% диоксида углерода)
- Нержавеющая сталь – ER308L с газом C2 (98% аргона и 2% углекислого газа)
- Алюминий – ER4043 со 100% аргоном
Как настроить сварочный аппарат MIG?
Есть три настройки или элемента управления, которые устанавливают сварочный аппарат, и эти три: и в зависимости от того, какие газы используются, тип передачи тоже.Если вы не знакомы с типами переноса, прочтите, пожалуйста, Типы переноса сварочного аппарата MIG, потому что они сильно влияют на ваши настройки и способ сварки.
Сварочный аппарат MIGБолее новые аппараты, такие как MillerMatic 211 ниже, больше не нуждаются в контроле скорости подачи проволоки и напряжения. Вы просто поворачиваете циферблат на толщину, которую хотите сваривать, и настраиваете ее оттуда. Машинка делает все, кроме регулирования расхода газа.
MillerMatic 211 Сварочный аппарат MIG для начинающихНастройки напряжения и тип полярности
Для запуска используется тип напряжения, который почти всегда является положительным (+) электродом постоянного тока.Это означает, что ручка является положительной стороной цепи, или, можно сказать, электричество течет от металла к сварочной ручке. Этот параметр почти никогда не меняется, и если вам действительно нужно его изменить, вам нужно открутить внутренние выводы и перевернуть их.
Напряжение является основным параметром нагрева, который изменяется в зависимости от соединения, толщины металла, типа газа и положения сварного шва. Он выполняет большую часть регулирования и чаще всего используется для изменения настроек сварщика.Настройка напряжения зависит от размера используемого электрода, толщины металла и типа используемого газа. Поскольку сварочные аппараты MIG являются источниками питания постоянного или постоянного напряжения, напряжение при сварке не сильно колеблется.
Скорость подачи проволоки
Скорость подачи проволоки регулирует, насколько или насколько быстро проволока подается в сварное соединение. Скорость подачи проволоки регулируется в IPM или дюймах в минуту. Скорость подачи проволоки также служит другой цели для регулирования силы тока.При ручной сварке или сварке TIG основной настройкой является сила тока, но это напряжение, которое колеблется в зависимости от длины дуги. В MIG настройка напряжения остается неизменной, но сила тока меняется в зависимости от скорости подачи проволоки и вылета электрода. Представьте себе это; чем быстрее проволока подается в соединение, тем лучше контакт. Чем лучше контакт, тем больше силы тока проходит через провод и тем выше температура.
Millermatic 350P Двухроликовый алюминиевый толкающий каналРасход газа / тип газа или смесь
Наконец, тип газа и расход газа помогают регулировать тип переноса.Высокое процентное содержание аргона или гелия, добавленного в смесь, создает более горячую дугу. Основная цель настройки газа – обеспечить достаточное количество газа для защиты зоны сварки от воздуха. Расход газа регулируется в кубических футах в минуту или кубических футах в минуту. Это область, требующая экспериментов. В магазине может быть достаточно скорости 15 кубических футов в минуту, но на сквозняке может потребоваться скорость 50 кубических футов в минуту. Еще одна вещь, на которую следует обратить внимание, – не устанавливать слишком высокую газовую настройку. Слишком высокая скорость потока может вызвать турбулентность и засасывание воздуха, что приведет к загрязнению сварного шва.Выбор правильного расхода газа – это процесс проб и ошибок, который, в конечном итоге, представляет собой поиск оптимальной среды для всех настроек в текущих условиях сварки.
C25 MIG Сварочный газОбъединение напряжения, скорости подачи проволоки и потока газа / типа газа
Наконец, когда все эти настройки собраны вместе, он обеспечивает желаемый тип переноса и имеет достаточно тепла, чтобы должным образом проникнуть в металл без горения отверстие в стыке. Результатом проб и ошибок является то, что эксперименты в конечном итоге настраивают машину на то, чтобы произвести сварной шов, который нам нужен, который мы хотим или надеемся сделать.Все это звучит нормально, если инженер-сварщик или технолог не выполнил всю эту работу за вас. Если нет, то пора перейти к следующему разделу; Таблицы, настройки и руководства по сварке MIG.
Схемы сварки MIG, руководства по настройке и точные ответы
Наконец, если вам нужны точные ответы и рекомендации, вы можете прочитать это! Производители большинства сварочных аппаратов прилагают либо схему сварки MIG внутри аппарата, либо руководство по настройкам аппарата. Хочу отметить, что два одинаковых сварочных аппарата, произведенные одной компанией в одно и то же время, никогда не работают одинаково.Это всего лишь рекомендации, которые меняются от машины к машине! Каждая машина калибруется по-своему, и все зависит от ее использования и того, кто ее обслуживал.
Таблицы настроек сварочного аппарата MIG, руководства и таблицы для стали, нержавеющей стали и алюминия
Настройки сварочного электрода Lincoln MIG и таблица выбора газа настройки скорости и рекомендации по газу.После этих изображений я добавил диаграмму моих собственных настроек (работая над ней), которые являются золотой серединой рекомендаций производителя. Просто помните, что это всего лишь рекомендации, и каждая машина работает по-своему. Это игра проб и ошибок, которая требует именно этого, проб и ошибок! Проверьте свои настройки на куске металлолома, который очень близок по толщине к металлу, который вы будете сваривать. Он также должен быть установлен в положение, в котором вы будете выполнять сварку. Если вы не торопитесь, следуя этим шагам, вам будет намного легче выполнять сварку! Таблица выбора сварочного электрода MIGСпециальное примечание для студентов-сварщиков, изучающих, как настроить сварочный аппарат MIG
Вам необходимо научиться правильно НАСТРОЙКА СОБСТВЕННОЙ МАШИНЫ! Не ждите, что студент из следующей кабины выполнит вашу работу или кто-то, кто сваривал эту машину до вас! Легко подойти к правильно настроенной машине и взять ее на себя! Большинство рабочих мест не позволяют вам этого делать! Представьте себе это; Вы водите 10 часов и взорвали минимум 400 долларов, чтобы пройти испытание сварного шва! Теперь у вас могут быть серьезные навыки, но …Ой ой! Вы не знаете, как настроить сварочный аппарат MIG! Вы не только провалите тест, но и потеряете деньги, потраченные на то, чтобы попасть на место работы. Компаниям нужны настоящие сварщики, разбирающиеся в своем деле! Вам необходимо попрактиковаться в настройке множества разных сварочных аппаратов для разных типов сварки.
Условные обозначения сварки [объяснение со схемами]
Каким образом этот технический инструмент сварки может быть размещен надлежащим образом, если мы не разработаем процесс передачи полной информации от проектировщика рабочим.
Символы сварки содержат описание процедуры размещения любой информации на чертежах.
Получить сертификат профессионального сварщика недостаточно, пока вы не научитесь читать чертеж чертежника перед сваркой. Набросок символов сварки становится головной болью, если вы не знакомы с основами этих символов.
Этот набор символов упрощает общение между планировщиком и рабочими. Сварочный символ – это очень хорошо составленный язык, который необходимо освоить для лучшей занятости во всем мире.
Большинству сварщиков трудно интерпретировать сварочные символы, а на рынке не хватает обученных сварщиков. Малые и средние компании не могут использовать этот язык как необходимое условие для приема на работу. Я предлагаю им нанять третье лицо, чтобы помочь вашей команде с этим языком. Мы также предлагаем вам этот инструмент для загрузки символов сварки pdf для обучения вашей команды.
Сварочные символыМногочисленные тесты для типов сварочных знаков доступны для подтверждения вашей квалификации и сертификации.Этот язык кажется странным, но его можно освоить шаг за шагом, зная каждый символ. Понять эти символы по крупицам очень важно для повышения квалификации. Следуя этому руководству по символам, вы сможете достичь вершины своей карьеры. Подробно изучим схему сварочных обозначений.
Некоторые из этих символов выглядят хитро, но если их разбить, они выглядят сравнительно простыми. Эти символы демонстрируют детали шва перед сваркой, видимые сбоку и в поперечном сечении.
Мы объясним две системы интерпретации: систему A и систему B, а также следующие четыре раздела символов.
- Базовая платформа
- Базовая символ стыкового шва
- Другие базовые символы
- Дополнительные символы
Каждая секция и система требуют коллективного обучения, поскольку по отдельности никто не имеет смысла.
1. Базовая платформаБазовая платформа представляет собой простое изображение сварки и окружающих деталей в трех частях.
- Горизонтальная контрольная линия – место для размещения деталей типа и места сварки.
- Стрелка с линией выноски – Стрелка с линией выноски пересекает контрольную линию, чтобы указать место сварки.
- Хвостовая линия – находится на другом конце контрольной линии и разветвляется на две линии. Это необязательная строка для добавления дополнительных деталей, отличных от специфики. Он может включать в себя тип сварки, сварочное оборудование, стандарт сварки и любые другие параметры, характерные для данного конкретного проекта.
Удобны две системы рисования базовых символов, каждая из которых объясняется по-разному. В плане будет четкое упоминание системы A или B, но определенно не будет обеих в одном проекте.
Система AСистема A характеризуется пунктирной линией под горизонтальной контрольной линией. На изображении здесь изображен символ сварки в виде пунктирной линии, поэтому расположите сварной шов напротив стрелки.Символ сварки над контрольной линией рекомендуется для размещения сварного шва со стороны стрелки.
Система B
Система B не имеет пунктирной линии под горизонтальной контрольной линией. Когда вы видите символ сварки под контрольной линией, сварку следует разместить на стороне стрелки. Если мы заметим, что знак сварного шва находится над контрольной линией, сварку следует выполнять напротив стрелки.
2. Базовые обозначения стыковОднажды две пластины располагаются ровно и выровнены прямо и параллельно, стыковавшись друг с другом встык.Эти суставы бывают двух типов.
- Односторонние стыковые сварные швы
- Двусторонние стыковые сварные швы
Обозначение стыкового шва показывает требования к сварке, подготовку, тип сварного шва и площадку. Односторонний сварной шов можно сразу распознать по символам.
Квадратный стыковой сварной шов – Символ квадратного стыкового сварного шва отображает две пластины с квадратными концами и два квадратных угла.В такой ситуации подготовка к сварке не требуется.
Одинарная стыковая сварка V – Две пластины образуют угол в 45 градусов. Одна сторона каждой металлической пластины под углом 45 градусов на всю глубину в материал.
Одинарный стыковой сварной шов V с широким торцевым швом – То же, что и одинарный, но здесь подготовка под сварку под углом 45 градусов с одной стороны обеих пластин. Эта сварка опускается до 3/4 глубины пластины, оставляя часть вещества внизу. На этом суставе воспроизводится символ Ю.
Стыковая сварка с одинарным скосом – Угол в 45 градусов срезается на одной стороне листа, в то время как другой конец остается квадратным, как видно на символе.
Стык с одинарным скосом и широким основанием – Фаска под 45 градусов с одной стороны, а другая квадратная, но не доходит до основания, как показано на символе.
Одинарный U-образный стыковой сварной шов – В соответствии с обозначением U на обеих пластинах вырезан угол в 1/4 луны, а глубина толщины пластины составляет 3/4 толщины в секции соединения.
Одинарный J стыковой сварной шов – Здесь одна пластина имеет угловой вырез в 1/4 луны, а другая пластина имеет квадратный конец и не заходит глубоко в основание, как показано на символе.
Двухсторонние стыковые сварные швыЭтот тип аналогичен односторонней стыковой сварке, за исключением того, что обе поверхности подготавливаются и свариваются.
Двусторонняя сварка встык с V-образным вырезом – Каждая пластина здесь прорезает скос под углом 45 градусов на половину глубины.То же самое можно сделать на второй стороне, сделав символ X в форме. Стык проходит по всей длине пластин.
Двусторонний стыковой шов со скосом – Здесь одна пластина имеет два скоса под углом 45 градусов до середины. Вторая пластина не требует подготовки к сварке и сохраняет углы прямоугольными. Сварка выглядит как буква К.
Двусторонний U-образный стыковый сварной шов – Обе пластины вырезаются на 1/4 луны, оставляя толщину пластины от 1/4 до 1/2 в центре. При соединении листов сварным швом получаем U-образную форму, как на картинке.
3. Прочие базовые символыСамый распространенный тип соединения – стыковые и угловые швы. В отличие от стыковых швов, угловые швы имеют дополнительные символы, рассчитываемые дополнительно к угловому шву. У нас есть следующие базовые символы сварки, не относящиеся к стыковому шву, включая символ углового шва.
Скругление – Это примерно треугольное поперечное сечение. Он откладывает металл в углу стыка двух листов, сплавляется с основанием, образуя соединение.Самый распространенный стык между двумя пластинами, расположенными под прямым углом друг к другу.
Сварной шов – Здесь используются две пластины, одна с отверстием на другой простой металлической пластине. Электрозаклепка соединяет две пластины вместе, соединяясь в отверстии. Обозначение электрозаклепки показывает пробку в виде поперечного сечения верхней металлической пластины.
Точечная сварка сопротивлением – Обозначение представляет собой круг, похожий на форму любой точечной сварки. Создаем пятно с помощью электрического сопротивления тепла.
Сварка контактным швом – Точечная сварка шва показывает две параллельные линии в окружности, дающие изображение сварного шва с длиной, напоминающей паз.
4. Дополнительные символыЭти символы дополнительно поясняют характеристики сварки, способы и место сварки, а также необходимость окончательной отделки сварного шва в проекте.
Flush Finish – Этот символ объясняет, что нам нужно для завершения процесса.Поверхность должна находиться на прямой линии с уровнем плиты. Этого можно добиться путем механической обработки или заземления сварного шва.
Выпуклый – На дисплее символа отображается кривая, направленная наружу, как воздушный шар, от поверхности сварного шва.
Вогнутый – Символ имеет вогнутую форму внутри чаши. Угловой шов обычно заканчивает вогнутую поверхность.
Обратный шов – Нижняя часть подготовки сварного шва для V или U, выполняет начальный небольшой сварной шов внизу.Это добавит вещества всему сварному шву. Его символ – изогнутая линия под или на верхнем ярусе базового символа, в зависимости от стороны базовой линии.
Символ сварного шва – На чертеже показаны две точки, требующие сварки. Стрелка между двумя точками указывает на сварку по всей длине между метками.
Символ сварки на месте – Флаг – это символ, обозначающий сварку на месте, а не в мастерской.Он размещает флаг на исходном участке в стране, где проект требует завершения.
Прерывистый шов в шахматном порядке – Шов в шахматном порядке требуется поперек сечения с перерывами от одной стороны к другой. Выполните сварку швами поперек шва по всей длине шва с обеих сторон. Z-образный символ с линией через центр, отображающий результат 7 в зеркале. На нем показаны две 7 равных по размеру, перевернутые, образуя букву Z. Смещенные прерывистые изображения равны с обеих сторон, но перевернуты.
Буквенные обозначения сварочных процессовЕсли символы, относящиеся к процессу сварки, нуждаются в пояснении на чертеже, то требуется буквенное обозначение. Эти буквенные обозначения размещаем на хвосте горизонтальной линии.
Если нет спецификации, процесс сварки, хвост не указывается, как показано ниже
Вам тоже понравится …
12 различных типов сварочных процессов [Полное руководство]
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Процедура сварки чугуна [Пошаговое руководство]
Что такое сварка?
Сессия вопросов и ответов Что означают символы сварных швов?Это язык для общения между планировщиком и сварщиком.Базовая линия и стрелка указывают на область, где должно быть выполнено соединение. Включает в себя полные знания о процессе сварки, сварочном оборудовании, месте и форме сварного шва.
Объясните основные символы сварки?Стрелка соединяет символы сварки с горизонтальной базовой линией с внешней плоскостью одного листа соединения в центре требуемого сварного шва. Они явно доступны для обозначения точек сопротивления, шва, выступа, дуги и электрозаклепки.
Какой символ означает сварка в поле?Обозначение сварного шва состоит из флажка, который помещается на пересечении стрелки и контрольной линии. Этот флагшток указывает на сварку в полевых условиях, а не на заводскую сварку.
Как рисовать символы сварки?Стрелка указывает на область над черновиком чертежа, где требуется сварка. Эта стрелка прикреплена к линии выноски, которая пересекается с горизонтальной линией. Остальная информация находится в хвосте символов, противоположном стрелке.
Заключительные словаЯ перечислил шаг за шагом в качестве руководства для изучения символов сварки. К этому времени вы уверены, что этот язык общения между проектировщиками и рабочими несложен. Мы полностью это усвоили для проекта. Загрузите pdf-версию этого руководства по символам сварки, чтобы иметь возможность обращаться к ним.
Большинство сварочных аппаратов поставляются с обычно используемой таблицей внутри рамы, зная эти сварочные символы, вы легко сможете понять, как пользоваться такими инструментами.Это также дает вам дополнительную мощность при выборе лучших сварочных аппаратов для ваших желаемых целей.
Можно использовать для сварки согласно чертежу проекта. Данное пособие поможет вам в сдаче экзаменационного и сертификационного курса. Мы готовы оказать любую помощь в работе над вашим проектом.
Теперь я хотел бы услышать ваше мнение в моем поле для комментариев. Не стесняйтесь задать вопрос.
Загрузите здесь обозначения сварки pdf
Обновлено 2021 г .: Как использовать сварочный аппарат с механизмом подачи проволоки в первый раз
Существует два основных типа сварщиков: аппарат для ручной сварки и сварщик с механизмом подачи проволоки. Когда вы впервые учитесь пользоваться сварочным аппаратом с механизмом подачи проволоки, вы должны начать с простого в управлении и управлении аппаратом, что существенно упростит обучение.
Для начинающих, все еще изучающих термины. Чаще всего используются подача проволоки и сварка MIG как взаимозаменяемые.
Если вы еще этого не сделали, я настоятельно рекомендую вам обзавестись справочным руководством. Даже будучи опытным сварщиком, вы все равно будете обращаться к руководству. Так что лучше всего найти тот, который вам нравится, в начале работы, поскольку вы будете использовать его всю жизнь.На самом деле любой из них будет отлично работать. Все сводится к предпочтениям. Это тот, который я использую Audel Welding Pocket Reference
.Последнее обновление 26 ноября 2021 г., 16:42
Дополнительные книги по началу работы вы можете найти в нашей публикации в наших любимых книгах по сварке.
Сварщик с механизмом подачи проволоки намного проще в работе с первого раза по сравнению с аппаратом для ручной сварки.Эти сварочные аппараты и методы имеют некоторое сходство, некоторые из которых будут рассмотрены в этой статье.
В этом посте мы предполагаем, что у вас уже есть сварочный аппарат с механизмом подачи проволоки. Если вам нужен сварочный аппарат с механизмом подачи проволоки, который больше подходит для новичков, мы настоятельно рекомендуем Flux 125 Welder
.При использовании сварочного аппарата с механизмом подачи проволоки важно определить, сколько проволоки будет оставаться торчащей на конце медного сварочного наконечника сварочного пистолета.
Нажмите на спусковой крючок сварочного пистолета MIG до тех пор, пока электродная проволока не станет равной примерно 6 мм.Если торчит больше, срезаем излишки сварочными пассатижами.
Рекомендуемое количество составляет примерно три четверти дюйма в длину. Чтобы убедиться, что сварочный аппарат с механизмом подачи проволоки используется эффективно.
По сравнению со сварочными аппаратами , сварочные аппараты с механизмом подачи проволоки намного проще использовать . Однако с помощью аппарата для ручной сварки легче увидеть, где выполняется сварка. Неправильное использование сварочного аппарата может привести к выходу сварного шва из стыка .Следовательно, необходимо развивать навыки сварки с подачей проволоки.
Чтобы избежать этой проблемы, нужно сначала включить сварочный аппарат с механизмом подачи проволоки и дать ему поработать в течение минуты, прежде чем приступить к сварке. Затем начните сварку и следите за , чтобы не пропустить синие пятна . Это хороший знак, поскольку они указывают на то, что у вас хороший провар как с правой, так и с левой стороны сварного шва, а не на ситуацию, когда нет реального соединения.
Также , при использовании сварочного аппарата с подачей проволоки необходимо установить правильную скорость подачи проволоки .Это поможет вам предотвратить ваши будущие проблемы, которые могут быть результатом плохой настройки. Определение правильной скорости проволоки – не точная наука. Это требует проб и ошибок, чтобы все исправить.
Наилучший способ сделать это – отрегулировать сварку стального лома в качестве тестера.
Регулировка скорости несложная. Вы должны прислушиваться к звуку, который издает сварочный аппарат при укладке прямого сварного шва.
Если скорость подачи проволоки слишком высока, большая часть проволоки, выходящей из сопла, будет раскалена докрасна, и будет слышен громкий треск.Поэтому необходимо постепенно регулировать скорость сварочной проволоки, пока не будет слышен постоянный треск.
Как держать сварочный пистолет с механизмом подачи проволоки
Наиболее рекомендуется держать сварочный пистолет MIG в горизонтальном или почти горизонтальном положении, поскольку это позволяет лучше контролировать сварочную ванну, можно получить гладкие и красивые сварные швы, а также оптимизирует действие защитного газа на сварной шов. лужа.
Бывают случаи, когда удобно сваривать куски, наклоненные примерно на 10 или 20 градусов.Если это так, сварка выполняется в направлении вниз. С помощью этого метода достигаются более плоские валики и увеличивается скорость сварки.
В сварке МИГ / МАГ есть два режима движения пистолета:
- Слева: Оружие перемещается справа налево
- Справа: направление ружья слева направо
Эти переменные зависят от материала и толщины свариваемой детали.
Для сварки стали или аналогичных металлов направление сварки не имеет значения. При сварке алюминия необходимо использовать метод «левой руки».
B Перед тем, как приступить к сварке любого типа, убедитесь, что у вас есть необходимое защитное оборудование . Это особенно важно, если вы работаете с газом, что может иметь место при использовании сварочного аппарата с механизмом подачи проволоки. Это оборудование включает в себя защитные очки, сварочные перчатки, кожаный фартук, сварочную бандану, сварочную куртку, джинсовые брюки без манжетов и кожаную обувь.
Вам также следует избегать любого загрязнения окончательного сварного шва, которое также может повлиять на эффективность сварочного аппарата с подачей вина. Следовательно, поверхность неблагородных металлов следует очищать очень тщательно.
Перед запуском сварочного аппарата обязательно проверьте кабели, чтобы убедиться, что все соединения надежно выполнены, а также оцените наличие любых других повреждений. Затем вам нужно выбрать полярность электродов, проверив эти соединения.
Еще раз, в зависимости от свариваемого металла и толщины, существует три типа переноса присадочного металла :
- Переключение при коротком замыкании: в этом случае напряжение и сила тока находятся на самом низком уровне.Этот метод используется с проволокой малого диаметра для сварки тонких пластин с корневыми проходами.
- Шаровидный перенос: проволока плавится, и клетки крови падают в лужу. Этот метод подходит для сварки толстых листов и присадочных слоев.
- Перенос разбрызгиванием или разбрызгиванием: в этом случае увеличиваются напряжение и сила тока. Этот метод используется в среде инертного газа и подходит для сварки нержавеющей стали.
Это обычно тот шаг, который мне нравится проверять в таблице сварки для подтверждения размеров, типов сварных швов и т. Д.Вот тот, который я использую. Вы можете получить эту диаграмму сварки на Amazon, и она сэкономит вам часы времени при обучении сварке. (мы все еще используем ту же таблицу с годами сварки)
Проволока, которую вы подаете в машину, также важна, поэтому вам следует убедиться, что вы используете правильные приводные ролики. На производительность механизма подачи проволоки может влиять степень натяжения проволоки, поэтому вам следует проверить это, чтобы убедиться, что оно не слишком велико или слишком мало на ступице катушки с проволокой или приводных роликах.
Прежде чем возиться с машиной, вы должны найти время, чтобы прочитать руководство и понять, как лучше всего вносить изменения. В зависимости от толщины проволоки отрегулируйте напряжение и силу тока, которые вы будете использовать со своим сварочным аппаратом с механизмом подачи проволоки . Вы легко сможете это сделать, обратившись к некоторым справочным таблицам.
При сварке сварочным аппаратом с механизмом подачи проволоки следует использовать технику перетаскивания. При этом наконечник сварочного пистолета направлен назад в сторону сварочной ванны, а затем отведен от завершенного сварного шва.
Использование сварочного аппарата с механизмом подачи проволоки отлично подходит для новичков, потому что эту технику легче освоить.
Welder Примеры резюме и руководство на 2021 год
Вы сварщик. Вы решаете проблемы. Вы соединяете вещи вместе.
Но когда дело доходит до составления успешного резюме, вы застряли.
Какое резюме нужно сварщику?
Независимо от того, имеете ли вы опыт или только начинаете свой путь в сварочном деле, составление резюме – не самая простая задача.
Но у вас хорошее начало! Эта страница проведет вас через весь процесс создания резюме сварщика.
В частности, будем учиться.
- Как написать резюме сварщика, которое заставит ваш телефон просто звонить
- Как отличить свое резюме сварщика от других кандидатов [с главными советами и приемами
Все это звучит великолепно, но что значит готовое резюме сварщика похоже?
Вот пример резюме сварщика, созданного с помощью нашего собственного конструктора резюме:
Выглядит хорошо, не правда ли ?! Теперь ваша очередь.
Как оформить резюме сварщика
Как сварщик, вы понимаете важность отступления, чтобы оценить работу перед началом сварки.
Точно так же вам следует сделать шаг назад и выбрать формат, прежде чем писать свое резюме.
Это шаг, который нельзя пропустить!
Фактически, хорошо оформленное резюме подчеркивает ваши лучшие качества и его легче читать рекрутеру.
Наиболее часто используемый формат резюме – « в обратном хронологическом порядке », и мы можем понять, почему.Таким образом, это тот, который мы рекомендуем начинать с
Вот еще два формата, которые вы, возможно, захотите попробовать:
- Функциональное резюме – Этот формат больше касается ваших сварочных навыков, а не вашего профессионального опыта как сварщика. сварщик. Этот вариант – хороший выбор, если вы высококвалифицированный сварщик, но не имеете профессионального опыта.
- Комбинированное резюме – Как вы можете догадаться, комбинированное резюме смешивает «функциональный» и «обратный хронологический» форматы.Таким образом, этот формат фокусируется как на навыках, так и на опыте работы.
После того, как вы определились с форматом, пора сосредоточиться на макете резюме.
Вот что мы рекомендуем:
- Поля – Однодюймовые поля со всех сторон
- Шрифт – Выберите шрифт, который выделяется, но при этом остается профессиональным
- Размер шрифта – 11-12 пунктов для нормального текст и 14-16 пунктов для заголовков
- Межстрочный интервал – Используйте 1.0 или 1.15 межстрочный интервал
- Длина резюме – Сохраняйте все на одной странице. Если у вас возникли проблемы, ознакомьтесь с этими одностраничными шаблонами резюме.
Используйте шаблон резюме сварщика
Microsoft Word – одна из наиболее часто используемых программ для создания документов.
Однако программа не известна своей производительностью форматирования.
Мы все были там: вы составляете идеальное резюме, вносите одно небольшое изменение, а затем все разваливается.
Чтобы избавиться от головной боли, используйте проверенные и проверенные шаблоны резюме.
Что включать в резюме сварщика
Основные разделы в резюме сварщика:
- Контактная информация
- Опыт работы
- Сертификаты
- Образование
- Навыки
Чтобы действительно произвести впечатление на менеджера по найму, добавьте эти дополнительных разделов :
Для получения более подробной информации о том, какие разделы использовать, ознакомьтесь с нашим руководством Что добавить в резюме .
Как правильно получить контактную информацию
Неправильно указав контактную информацию, можно попрощаться со сварочной работой! Даже самое лучшее резюме не поможет избежать ошибок, связанных с неправильным номером телефона.
Раздел контактов должен включать:
- Полное имя
- Заголовок – В данном случае «Сварщик» . Сделайте это профессионально и конкретно для работы, на которую вы претендуете.
- Номер телефона – проверьте еще раз, затем еще раз проверьте это.Одна крошечная ошибка действительно может испортить ваши шансы.
- Адрес электронной почты – Используйте профессиональный адрес электронной почты ([email protected]).
- (необязательно) Соответствующие социальные сети – LinkedIn, Quora и т. Д.
- (необязательно) Местоположение – Подаете заявку на работу за границей? Укажите свое местоположение.
- Тим Фейкинг – опытный сварщик. 101-358-6095. [email protected]
- Тим Фейкинг – мастер сварки. [email protected]
Как написать резюме или цель резюме сварщика
Вот вам факт – исследования показывают, что рекрутеры тратят менее 6 секунд на каждое резюме.
Поразмыслив, это не сильно шокирует, особенно если учесть, что рекрутеры обычно просматривают резюме по сотне.
Так что всегда помните об этом при составлении резюме.
С учетом сказанного, что конкретно вы можете сделать, чтобы привлечь внимание рекрутера?
Ответ прост: используйте резюме резюме или цель .
По сути, это короткие абзацы, которые идут поверх резюме.
Хотя они похожи, у них есть свои различия.
Резюме – это краткое изложение ваших навыков и опыта в сварке из 2-4 предложений. Вы также можете рассказать о своих лучших сварочных достижениях.
- Профессиональный сварщик с более чем 10-летним опытом в области сварки TIG, MIG, стержневой и флюсовой сварки, а также работы с краном и сверлильным прессом. Способен читать чертежи и схемы. Ищу работу сварщика в компании X.
С другой стороны, цель резюме – это моментальный снимок ваших сварочных целей и стремлений в 2-4 предложения.
- Мотивированный сварщик ищет работу в строительной компании X. Увлечен изготовлением, ремонтом и установкой промышленного оборудования. Получите опыт выполнения сварочных проектов со скоростью, точностью и высоким стандартом качества в College X. Имеет опыт работы с FCAW, SMAW, GMAW и кислородно-топливной сваркой.
Итак, какой из них даст вам работу?
Как правило, сварщики с опытом работы должны делать резюме, в то время как сварщики, которые только начинают свою работу, должны стремиться к определенной цели.
- Если у вас возникли проблемы с «подведением итогов», вы можете вернуться к этому разделу после того, как остальная часть резюме будет написана.
Как выделить свой опыт сварочных работ
Квалификация важна, но ничто так не говорит менеджеру по найму, как соответствующий опыт работы. Раздел вашего опыта работы должен соответствовать этой структуре.
Конечно, ваши дизайнерские навыки очень важны, но не менее важен ваш профессиональный опыт. Вот как структурировать раздел опыта работы:
- Название должности
- Даты
- Название компании
- Обязанности и достижения
Механик по сварке
Строительство X
01/2015 – 03/2020
- Завершение большого сварочного проекта (стоимостью 400 тысяч долларов) с опережением графика на 3 недели
- Обучено 4 младших сварщика – завершение проекта улучшено на 12%
- Техническое обслуживание оборудования – экономия тысяч затрат на ремонт
Теперь вы можете заметить приведенные выше примеры ориентированы на выгоду.Многие сварщики совершают ошибку, просто перечисляя свои ежедневные обязанности вместо своих лучших достижений.
Вместо того, чтобы говорить:
«Сварка с ограничениями по времени»
Идите по:
«Завершили большой сварочный проект (стоимостью 400 тысяч долларов) на 3 недели раньше срока»
Итак, в чем разница между два?
Второй имеет « вау-фактор ». Он говорит рекрутеру, что не только сварщик может справиться с большими проектами, но и сварщик отлично распоряжается временем.
Что делать, если у вас нет опыта работы?
Может быть, вы недавно закончили институт, но не выполняли оплачиваемых сварочных работ?
Какой бы ни была причина, не волнуйтесь!
Пока вы можете показать, что у вас есть опыт, с вами все будет в порядке.
Но как показать свои навыки, если у вас нет опыта работы?
Ну создайте портфолио.
Вот несколько способов создать свое собственное портфолио (и получить за это деньги):
- Найдите несколько местных концертов
- Спросите своих друзей и знакомых, знают ли они кого-нибудь, кому нужны сварочные работы
- Работайте самостоятельно проекты, раскрывающие ваш талант
Используйте слова-действия, чтобы резюме сварщика стало популярным!
В большинстве резюме одни и те же скучные, безразличные слова.
И поскольку вы не хотите быть похожими на всех остальных, мы рекомендуем по возможности избегать этих слов.
Вместо этого добавьте несколько мощных слов, чтобы выделиться из толпы:
- Концептуально
- Разработано
- Определено
- Разработано
- Создано
- Инициировано
- Запущено
- Разработано
- Разработано
- Внедренный
- Представлено
Как добавить портфолио в свое резюме
Разделы портфолио добавляются так же, как вы добавляете свой опыт работы…
Под заголовком « Портфолио » или «Персональные проекты» укажите ссылку на свой веб-сайт ( или Behance / Dribble) и перечислите сварочные проекты, над которыми вы работали.
Портфолио – jimwelding.com
- Велосипед – Я починил раму на велосипеде моего соседа, которая сломалась пополам после аварии
- Автомобиль – Я помогаю со сваркой на друзьях снос автомобиля дерби
Если у вас нет у вас нет места для специального раздела портфолио, вы можете просто указать ссылку на свое онлайн-портфолио в разделе контактной информации.
Как указать право на образование
Следующий раздел в любом резюме сварщика – ваше образование.
Теперь все, что вам нужно сделать, это перечислить ваше самое актуальное или недавнее образование, которое обычно представляет собой курс сварки.
- Тип курса
- Название колледжа
- Годы обучения
- Средний балл, отличия, курсы и все остальное, что вы, возможно, захотите добавить
Программа сертифицированного сварщика
Американское общество сварки
2012-2014
Соответствующие тесты : Конструкционная сталь, нефтепроводы, листовой металл, химическая очистка Сварочная промышленность
Вот несколько часто задаваемых вопросов по образованию (и их ответы!):
Что делать, если я не закончил свой сварочный курс?
- Независимо от того, учитесь ли вы профессии или бросили учебу, вы должны упомянуть любое сварочное образование.
Должен ли я указать свое среднее образование?
- Вы должны указать высшее образование, которое наиболее соответствует должности, на которую вы претендуете.
Что идет в первую очередь, образование или опыт?
- Опыт сварки всегда на первом месте. Если вы только что заканчиваете сварочный курс, то это должно быть первое.
Остались вопросы? Ознакомьтесь с нашим руководством о том, как указать образование в резюме.
12 лучших навыков сварщика Резюме
Само собой разумеется, но менеджер по найму захочет убедиться, что вы опытный сварщик.
С учетом сказанного, менеджер по найму не будет знать, что вы можете сделать, если вы об этом не скажете.
Представьте себе: менеджеру по найму нужен человек, обладающий навыками сварки флюсовыми сердечниками, но вы забываете упомянуть, что вы профессионал в этом конкретном навыке. В этом случае вы упустите возможность получить работу.
Вот некоторые навыки, которые менеджер по найму хотел бы видеть от сварщика:
Навыки для сварщика
- FCAW
- SMAW
- GMAW
- Сварка газообразным топливом
- Сварка труб
- ISO9001 обучено
- 0.Подключение от 35 до 3/32
Soft Skills для сварщика
- Управление давлением
- Связь
- Управление временем
- Сотрудничество
- Решение проблем
- Как правило, старайтесь не переборщить с soft skills. Хотя межличностные навыки важны, их труднее доказать. Таким образом, многие рекрутеры склонны упускать из виду их важность. Практически любой может сказать, что они могут «выдерживать давление», но не многие люди могут выполнять сварку гибких стержней на продвинутом уровне.
Просмотрите наш мега-список из 100+ необходимых навыков в 2021 году.
Другие разделы резюме, которые вы можете включить
Вы рассказали о своем опыте, образовании и навыках.
Но достаточно ли этого, чтобы выделиться среди конкурентов?
Ну не совсем.
Есть еще несколько разделов, которые вы можете добавить, чтобы вывести свое резюме на новый уровень.
Фактически, следующие разделы могут быть различием между получением работы или нет …
Награды и сертификаты
Выиграли награду в области сварки, когда учились?
Были ли ваши сварочные работы отмечены наградами?
Любая награда обязательно произведет впечатление на менеджера по найму.Так что, если вы выиграли, обязательно упомяните их в своем резюме!
- «Лучший в своем классе» – Hinchley Falls College
- «Обучение обучению» – сертификат Coursera
Проекты
Вы увлечены сваркой?
Это именно то, что хочет услышать менеджер по найму!
Тот, кто занимается сваркой в выходные, более привлекателен для работодателя, чем тот, кто занимается сваркой только тогда, когда ему платят.
Вот некоторые из возможных примеров…
- Веб-сайт блога о сварке
- Побочные проекты, такие как постройка автомобиля
Языки
Хотя вряд ли они понадобятся в повседневной жизни сварщика , никогда не знаешь, когда язык будет рассматриваться как преимущество.Конечно, не повредит, не так ли ?!
Не забудьте отсортировать языки по уровню навыков, например:
- Родной
- Свободно
- Свободно
- Средний
- Базовый
Интересы и хобби
Теперь вы, вероятно, думаете: «Почему менеджеру по найму нужно знать о моем увлечении рыбалкой? ”
Ну, нет, но это показывает, что вы не просто робот, который просто работает.
Рекрутеры хотят видеть вас тем, с кем им будет приятно работать.
Не уверены, подходят ли ваши хобби и интересы ? Ознакомьтесь с нашим руководством.
Сопоставьте сопроводительное письмо с резюме
Итак, к настоящему времени у вас должно быть первоклассное резюме.
Но достаточно ли этого, чтобы победить сварщиков-конкурентов?
Один из самых простых способов вывести вашу заявку на вершину списка – это включить сопроводительное письмо в свое резюме.
Сопроводительное письмо мгновенно создает личные отношения.Понимаете, вы не просто отправляете одно и то же резюме в десять разных компаний. Вместо этого вы показываете, что хотите работать с , этой компанией , а не с любой, которая вас примет.
Создание сопроводительного письма – это еще один шанс для вас показать свои достижения и опыт.
Если вы не знаете, как составить убедительное сопроводительное письмо, просто следуйте инструкциям ниже.
Это выигрышная структура, и это то, что находится под каждым разделом:
Контактная информация
Ваша личная контактная информация, включая полную имя, профессия, адрес электронной почты, номер телефона, местоположение, веб-сайт (или Behance / Dribble).
Контактная информация менеджера по найму
Полное имя, должность, местонахождение, адрес электронной почты
Вступительный параграф
Сильное вступление привлечет внимание рекрутера, что заставит его прочитать все резюме. Итак, упомяните:
- Должность, на которую вы претендуете
- Краткое описание вашего опыта и лучшее достижение
The Body
После того, как вы зацепили менеджера по найму, вы можете просмотреть остальную часть своего прошлого.Вот некоторые из моментов, которые вы можете упомянуть здесь:
- Почему вы подаете заявку в эту конкретную компанию
- Что вы знаете о культуре компании
- Как ваши лучшие навыки актуальны для работы
- Если вы работали в аналогичные отрасли или должности
Заключительный параграф
Здесь вы:
- Завершите основные моменты
- Поблагодарите читателя за уделенное время
- Закончите призывом к действию. Что-то вроде: «Я хотел бы дополнительно обсудить, как мой опыт работы в качестве X может помочь компании с Y».
Формальное приветствие
Используйте официальное завершение, например « С уважением, » или « С уважением. ”
Если вам нужны дополнительные инструкции, обязательно ознакомьтесь с нашим пошаговым руководством на , как написать сопроводительное письмо .
Основные выводы
Поздравляем!
Следуйте инструкциям в этом руководстве, чтобы получить наилучшие шансы на выполнение следующей сварочной работы.
Теперь давайте быстро подведем итог тому, что мы узнали:
- Используйте обратный хронологический формат и правильный макет для вашего резюме сварщика
- Начните свое резюме с резюме или цели, чтобы сделать ваше резюме более читаемым
- Поговорите о Ваши лучшие достижения в разделе опыта работы
- Создайте портфолио своих лучших работ.Это должно включать высококачественные изображения.
- Напишите сопроводительное письмо к своему резюме
Рекомендуемая литература:
Работа и строительство | bartleby
Роль строителей
Строители – это люди с особой квалификацией, которые выполняют строительные работы с использованием различных инструментов и оборудования. Строительные рабочие в основном находят работу на стройплощадках, нанятых различными строительными компаниями. Строительные рабочие в основном относятся к категории рабочих-строителей.Строительные рабочие используют физическую силу и выносливость для выполнения требуемой конкретной задачи в строительстве.
Строительные рабочие играют разные роли на строительных площадках, некоторые из них описаны ниже.
Электрик
Электрики – это рабочие-строители, основное рабочее состояние которых включает прокладку электрических кабелей, установку оборудования, такого как двигатели, машины, выполнение электропроводки, участие в электрификации зданий, ремонте электрических неисправностей и пробоев цепей.Кроме того, эти строительные работы также должны обладать достаточными знаниями для чтения и интерпретации электрических чертежей и простых линейных диаграмм на строительных площадках.
Плотники
Плотники – это строители, которые специализируются на плотничных работах, связанных со строительством. Работа плотника заключается в чтении чертежей, предоставленных руководителями, для установки, возведения и ремонта конструкций из дерева и других материалов. Плотники измеряют, режут, соединяют и формируют материалы из пластика, дерева, стекловолокна и акрила с помощью электроинструментов на строительной площадке.
Трубопроводчик
Трубочники, работающие на стройплощадках, в первую очередь выполняют сантехнические и сопутствующие работы. Монтажники, работающие на стройплощадках, проектируют и строят схемы трубопроводов для систем водоснабжения, горячего и холодного водоснабжения и установки котлов для подачи пара. Помимо работы на стройплощадке, слесарь-монтажник работает и в частных домах и выполняет сантехнические работы.
Сварщики
Сварщики, работающие на строительных площадках, выполняют сварочные работы для соединения стальных балок, ферм, металлических колонн и нижних колонтитулов.Сварщики также выполняют неструктурную сварку, такую как соединение стальных стержней для формирования перил лестниц, металлических мостов между комнатами, установка и соединение трубопроводов и т. Д. Сварщики должны обладать исключительными знаниями и навыками в сварке, чтобы обеспечить точное и прочное соединение. Сварщик также должен иметь соответствующие навыки работы с различным сварочным оборудованием, чтобы обеспечить соединения, соответствующие установленным стандартам.