Схемы/Инструкции
|
Файл |
Описание |
Размер |
|
prestige144.djvu |
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD. |
507 Kb |
|
sai200.djvu |
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС. |
383 Kb |
|
inverter3200.djvu |
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства. |
318 Kb |
|
deca_mos_168. |
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA. |
383 Kb |
|
B31-5A.gif |
Приципиальная электрическая схема зарядного устройства B31-5A. |
980 Kb |
|
instructions.rar |
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород. |
1.11 Mb |
|
telwin_140.pdf |
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN. |
48.2 Kb |
|
Privod_EPU1-1. |
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения. |
2.82 Mb |
|
mip200_300.pdf |
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки. |
|
|
vduch450.djvu |
Схема силовой части инверторного сварочного источника ВДУЧ-350 |
194 Кb |
|
ospz-2m. |
Инструкция по эксплуатации Осциллятора ОСПЗ-2М. |
1.02 Mb |
|
rks14.pdf |
Паспорт и схема блока управления контактной сваркой РКС-14. |
356 Kb |
|
rus2004.djvu |
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта. |
114 Kb |
| mtr1201.djvu |
|
211 Kb |
|
rks502.djvu |
|
255 Kb |
|
pa-107.zip |
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить. |
754 Kb |
|
uza-150-80-y4.djvu |
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4. |
920 Kb |
|
dc250_31.djvu |
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия “Технотрон”. |
1.23 Mb |
|
Privod_ET-1.djvu |
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной. |
2.01 Mb |
|
13rp.djvu |
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей. |
493 Kb |
|
VD-0801. |
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.). |
214 Kb |
|
dc250.rar |
В архиве отсканированный паспорт инверторного сварочного источника DC250.31 НПП “Технотрон”, г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод – DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм |
4.83 Mb |
|
Agregat_ADD-3124.djvu |
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током. Ном. 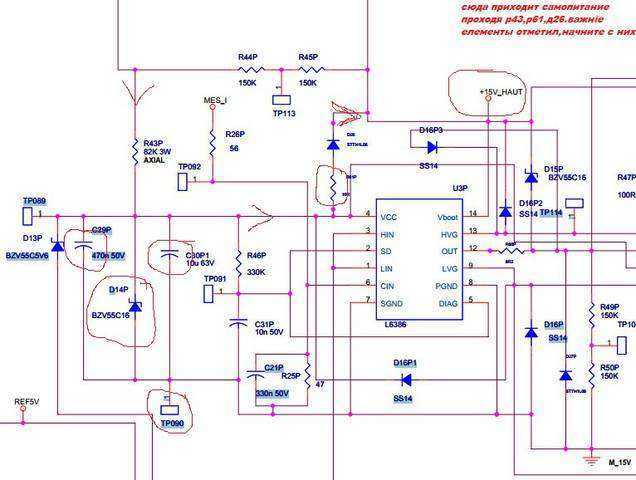 сварочное напряжение 32,6В сварочное напряжение 32,6ВНом.частота вращения 1800+/-30 об/мин. |
475 Kb |
|
Privod_ET6.djvu |
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом. |
2.62 Mb |
|
spektrometr.pdf |
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 – 1,5 кВт). |
1. |
|
zariadka.djvu |
|
357 Kb |
|
klasik_141.djvu |
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141. |
469 Kb |
|
PDG-508m.djvu |
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М. |
305 Kb |
|
busp2.djvu |
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1. |
1. |
|
vdg303-401.djvu |
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА. |
239 Kb |
|
nname.djvu |
Принципиальная электрическая схема однофазного полуавтомата типа …. |
92 Kb |
|
kama.djvu |
Руководство на сварочный дизель-генератор компании KAMA. |
1.19 Mb |
|
Сварочный источник ВДУ-601 |
Схема промышленного универсального сварочного источника ВДУ-601. |
185Кb |
|
Выпрямитель ТПП-160-70-У3.1 |
Схема промышленного зарядного ТПП-160-70-У3. 1 . Схема была срисована с агрегата при ремонте. 1 . Схема была срисована с агрегата при ремонте. |
98Кb |
|
Выпрямители ТПЕ ТПП |
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей: – щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч , – кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч . Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены. |
407Кb |
|
Инвертор |
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания. |
147Кb |
|
Инструкция эксплуатации |
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ. В документацию входит инструкция по эксплуатации, техническое описание, альбом электрических схем, инструкция по сигнатурному контролю и техническое описание и инструкция по эксплуатации фотоэлектрического преобразователя угловых перемещений модели ВЕ178А5. В документацию входит инструкция по эксплуатации, техническое описание, альбом электрических схем, инструкция по сигнатурному контролю и техническое описание и инструкция по эксплуатации фотоэлектрического преобразователя угловых перемещений модели ВЕ178А5. |
874Кb |
|
vdu504.gif |
Принципиальная электрическая схема сварочного источника ВДУ-504. |
355Кb |
|
mk300.djvu |
Фотографии внутренностей инверторного сварочного источника МК300А. |
283Кb |
|
Telwin.rar |
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схему с образца, в процессе ремонта, срисовали. Для просмотра схемы потребуется как минимум Pcad2000. |
92.1Кb |
|
fors_upr.djvu |
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом. |
51.3Кb |
|
Forsag125.rar |
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм! |
995Кb |
|
Udg-301.zip |
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе. |
725Кb |
|
Ru2005. |
Фотографии внутренностей инверторного сварочного источника Русь-2005 |
641Кb |
|
etu3601.djvu |
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ. |
2.24Mb |
|
invertorColt1300.djvu |
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT |
3.92Mb |
|
UDG-101.rar |
Техническое описание и схема сварочной установки типа УДГ-101 предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).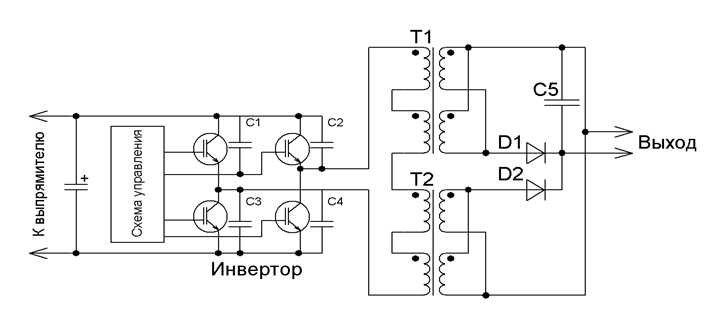 |
3.71Mb |
|
VDM4X301.djvu + |
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. |
1.01Mb + |
|
RVI-501.djvu |
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока. |
980 Kb |
|
A-547.djvu |
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода. |
360 Kb |
|
vdu-505.djvu |
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом. |
472 Kb |
|
ppk.djvu |
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой |
1.28 Mb |
|
vduch26.djvu |
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16 |
677 Kb |
|
liga.djvu |
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2. |
156 Kb |
|
VD-160i.pdf |
|
337 Kb |
|
Mpa.djvu |
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар. |
739 Kb |
|
Fora120.djvu |
Фотографии внутренностей инверторного сварочного источника Фора-120. Интересной особенностью источника является автогенераторный режим работы инвертора. 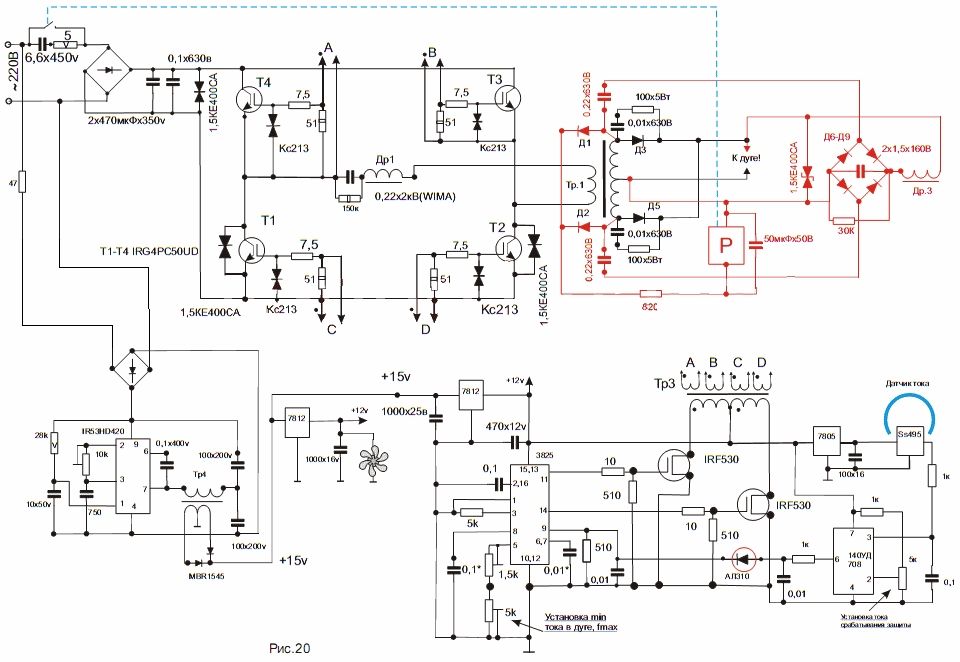 Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором). Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором). |
2.51 Mb |
|
Plazmorez.djvu |
Описание и схемы (правда пока без спецификации) на аппарат воздушно-плазменной резки АПР-150-1 |
216 Kb |
|
alplaz_04.djvu |
Инструкция и чертёжк Алплазу-04 и Мультиплазу 2500. Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия. |
406 Kb |
|
ultrasonik_400W.djvu |
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования. |
44. |
|
ims1600.djvu |
Фотографии внутренностей инверторного сварочного источника IMS1600. |
232 Kb |
|
BME-160.djvu |
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160. |
102 Kb |
|
PICO-160.djvu |
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160. |
436 Kb |
|
MAXPOWER_WT-180S.djvu |
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S. |
497 Kb |
|
lisa. |
|
443 Kb |
|
pdg101.djvu |
|
110 Kb |
|
Vir101.rar |
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИРЦ101 УЗ. |
8.81 Kb |
|
Piton.djvu |
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В). |
866 Kb |
|
Osppz. |
Руководство по эксплуатации осциллятора ОСППЗ-300 М1. |
157 Kb |
|
pulsar220.djvu |
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР. |
55.5 Kb |
|
vdu506.djvu |
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506. |
1.53 Mb |
|
Pylsar.djvu |
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР. |
334 Kb |
|
ThermalArc250S.pdf |
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики. |
486 Kb |
|
ThermalArc160S.pdf |
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.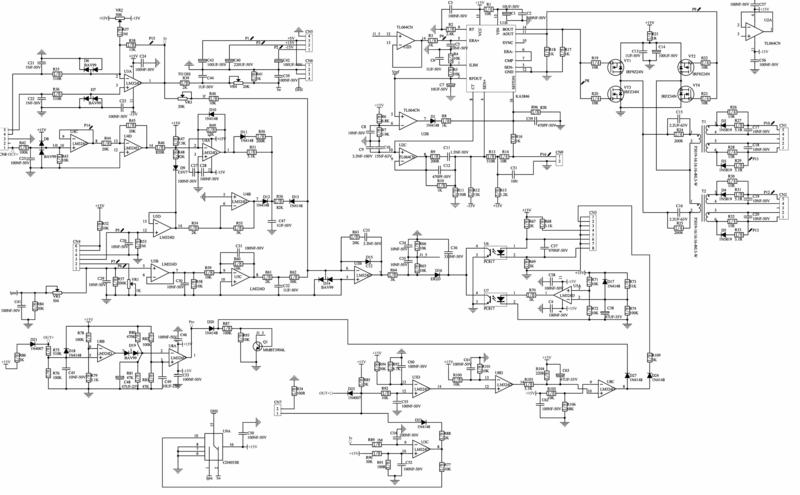 |
437 Kb |
|
invertec_130.pdf |
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.) известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника |
569 Kb |
|
udgu301.djvu |
|
579 Kb |
|
schemahf.djvu |
|
98 Kb |
|
lhf500.djvu |
|
123 Kb |
|
osc.djvu |
|
15 Kb |
|
maxstar150.djvu |
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы. |
710 Kb |
|
timer.djvu |
Инструкция по эксплуатации таймера TGE-2, модель 61925. |
340 Kb |
 djvu
djvu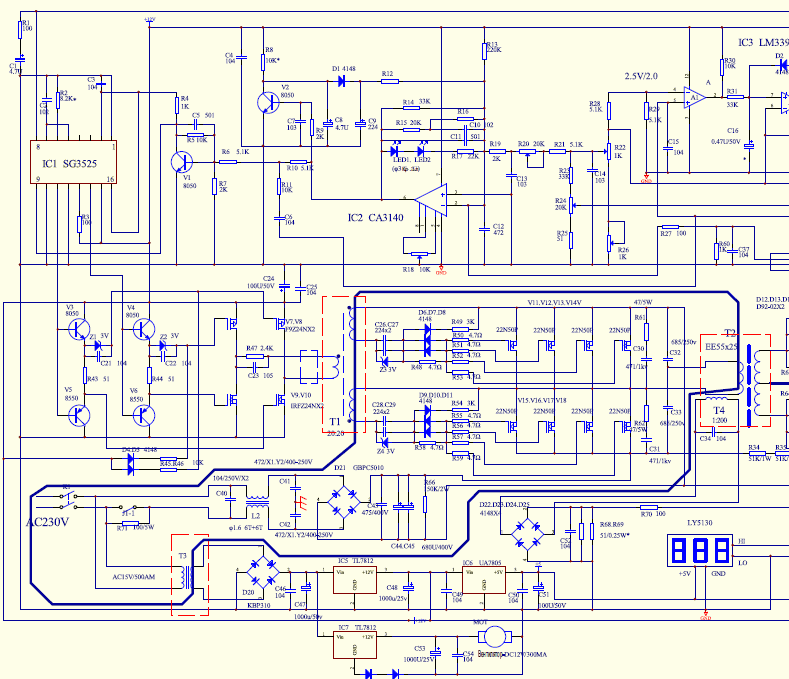 djvu
djvu Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора! djvu
djvu 4 Mb
4 Mb 71 Mb
71 Mb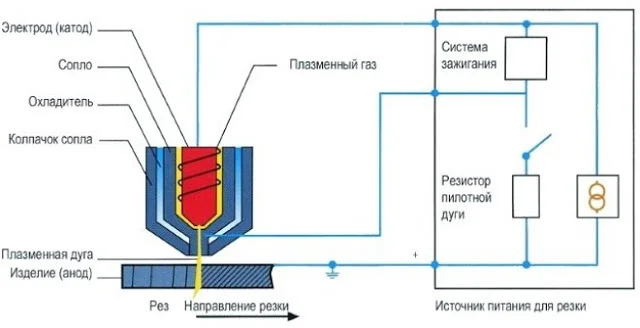 djvu
djvu 4 Kb
4 Kb djvu
djvu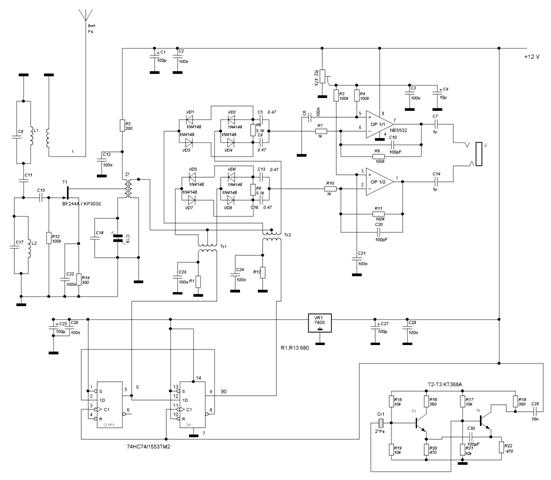 djvu
djvu
Схема сварочного инвертора
До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов. Во многих случаях эти устройства были неудобными, в основном из-за сложностей с их перемещением и высокой энергоемкости. Ситуация коренным образом изменилась, когда появилась схема сварочного инвертора, созданная на основе современных технологий. Получились небольшие легкие устройства с широким набором функций. Вся их работа осуществляется благодаря наличию в конструкции импульсного преобразователя, способного производить высокочастотные токи. Именно они обеспечивают быстрое зажигание сварочной дуги, поддерживают ее стабильное состояние в течение всего периода работы.
Во многих случаях эти устройства были неудобными, в основном из-за сложностей с их перемещением и высокой энергоемкости. Ситуация коренным образом изменилась, когда появилась схема сварочного инвертора, созданная на основе современных технологий. Получились небольшие легкие устройства с широким набором функций. Вся их работа осуществляется благодаря наличию в конструкции импульсного преобразователя, способного производить высокочастотные токи. Именно они обеспечивают быстрое зажигание сварочной дуги, поддерживают ее стабильное состояние в течение всего периода работы.
Содержание
Отличительные черты инверторов
Любое инверторное устройство по своей сути является блоком питания, внутри которого происходят физические процессы преобразования электроэнергии.
В сварочных инверторных устройствах они протекают по следующей схеме:
- На начальном этапе выполняется преобразование входного переменного напряжения (220 В, 50 Гц) в постоянный ток.
- На втором этапе осуществляется обратное превращение тока с постоянной синусоидой в переменный ток с высокой частотой.

- Затем созданное напряжение понижается, осуществляется окончательное выпрямление тока с сохранением требуемых высокочастотных показателей. Этот порядок нужно знать, если требуется собрать сварочный инвертор своими руками.
Именно такой порядок действий дал возможность для снижения размеров и веса инверторных устройств. Старая сварочная аппаратура функционировала совсем по другому принципу. Здесь снижение напряжения на первичной обмотке, приводило к росту силы тока во вторичной трансформаторной обмотке. Полученная таким образом сила тока огромного значения, позволила применить дуговой способ сваривания. Поэтому, на вторичной обмотке пришлось снизить количество витков, но увеличить одновременно размеры сечения проводника. Подобная схема делала конструкцию очень громоздкой и тяжелой.
Электрическая схема сварочного инвертора дала реальный шанс повысить частотные показатели рабочего тока до 60, а в некоторых моделях и до 80 кГц без увеличения массы и размеров. В схеме были использованы полевые транзисторы, взаимодействующие между собой на таких же высоких частотах. Они соединяются с трансформаторной катушкой и передают на нее ток с заданной частотой. Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. Выходные данные получаются, как и у обычной сварки, но габариты и масса инверторного устройства существенно отличаются в сторону уменьшения.
Они соединяются с трансформаторной катушкой и передают на нее ток с заданной частотой. Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. Выходные данные получаются, как и у обычной сварки, но габариты и масса инверторного устройства существенно отличаются в сторону уменьшения.
Взаимодействие основных узлов и деталей инвертора
На входе устройства обязательно нужен постоянный сигнал. Он получается с помощью сетевого выпрямителя, превращающего напряжение 220 вольт в постоянный ток. Основой конструкции этого модуля служит стандартный диодный мост и конденсаторы, сглаживающие пульсации после выпрямления.
Под действием высоких токов даже простейший диодный мост сильно нагревается и требует постоянного охлаждения в процессе работы. Во многих моделях установлен специальный радиатор и термический предохранитель, выполняющий отключение при нагреве моста до 90 градусов.
При подключении сварки к сети происходит сильное увеличение зарядного тока конденсаторов.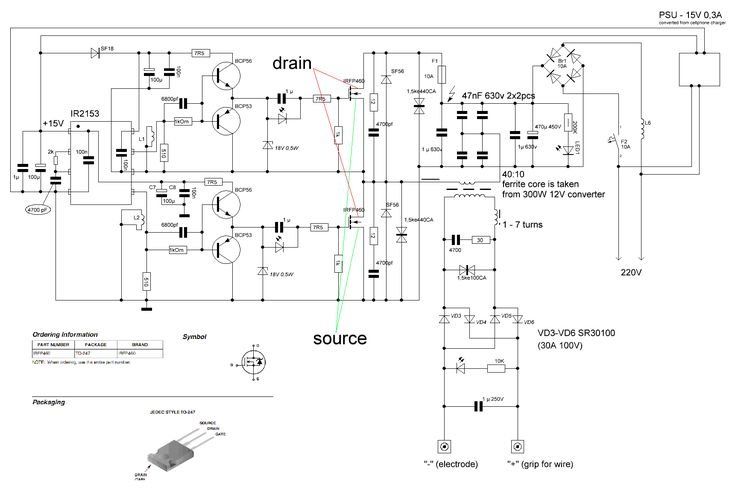 Возникает реальная опасность пробоя компонентов диодного моста. Защититься от этого помогает схема плавного пуска, снижающая уровень тока при включении. После выхода аппарата в нужный режим, эта схема отключается с помощью реле коммутации.
Возникает реальная опасность пробоя компонентов диодного моста. Защититься от этого помогает схема плавного пуска, снижающая уровень тока при включении. После выхода аппарата в нужный режим, эта схема отключается с помощью реле коммутации.
Пройдя через выпрямительный модуль, напряжение, увеличенное до 310 В, попадает на участок импульсного преобразователя с ключами – транзисторами. Данные компоненты превращают подводимое напряжение в импульсные сигналы прямоугольной формы, частотой 60-80 кГц. Ключевым транзистора во время работы также требуются радиаторы охлаждения.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. Он отличается компактными размерами и незначительным весом. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. В приемную обмотку поступают прямоугольные импульсы на 310 В и частотой 60-80 кГц. Одновременно с этим, напряжение во вторичной обмотке за счет малого количества витков понижается до 60-70 вольт, а выходной ток увеличивается до 110-130 А и окончательно выпрямляется.
С этой целью сигнал от трансформатора поступает к выходному выпрямителю. Именно здесь появляется постоянный ток, под действием которого возникает сварочная дуга. В схеме используются сдвоенные диоды, имеющие высокое быстродействие и определяющие максимальное потребление тока всего инвертора. Данные элементы также охлаждаются с помощью радиаторов.
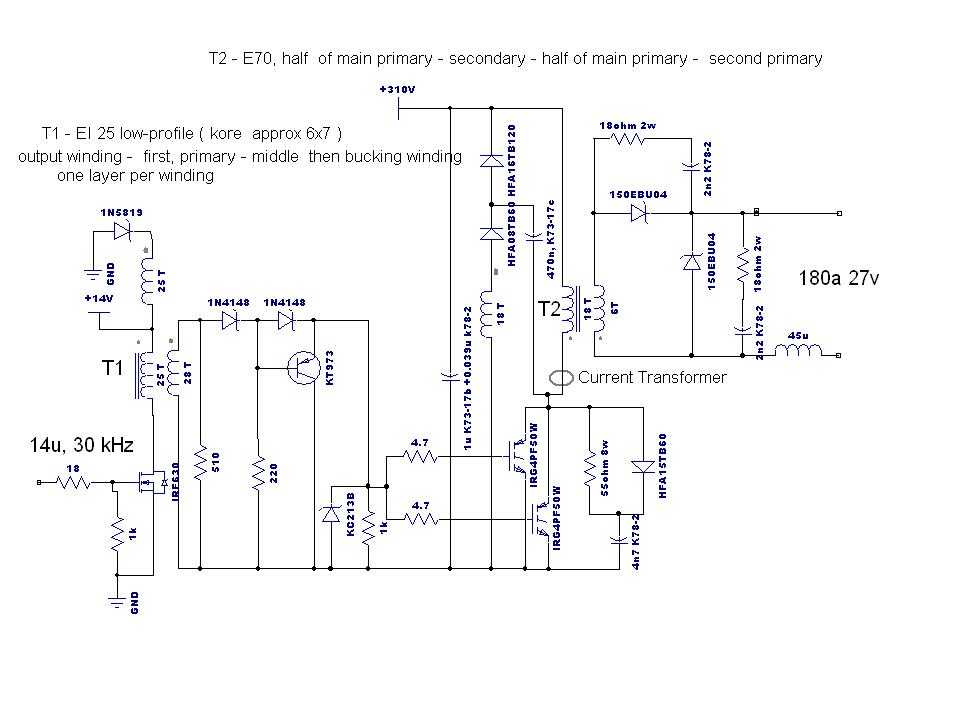
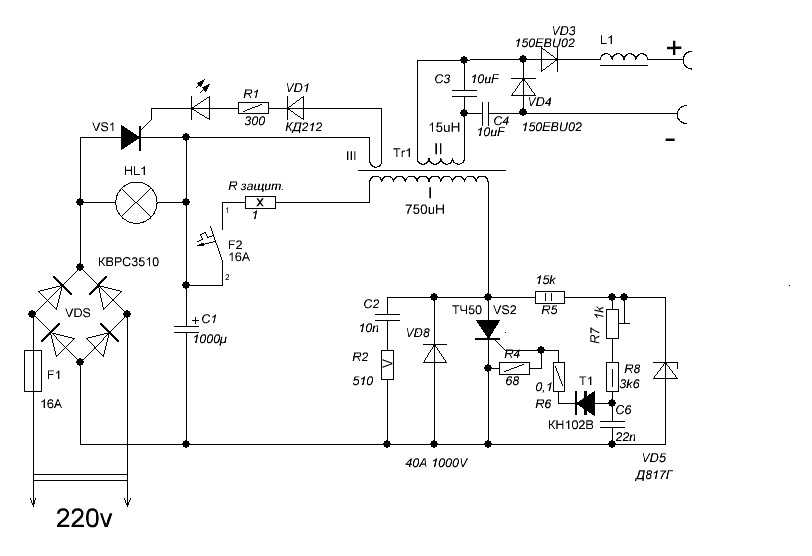
Принципиальная схема сварочного инвертора
Одной из основных функций инверторных сварочных установок является возможность увеличения частоты тока с 50 Гц стандартного значения, до 60-80 кГц, требуемых для работы. Все регулировки на выходе устройства производятся уже с высокочастотными токами, с использованием компактных малогабаритных трансформаторов. Частота увеличивается на том участке инверторной схемы, где предусмотрено расположение контура на основе мощных силовых транзисторов. На эти транзисторы возможна подача исключительно постоянного тока, поэтому на входе и выполняется выпрямление переменного напряжения.
Принципиальная схема сварочного инвертора условно разделяется на две составляющие. Это зона силового участка и цепь со схемой управления. Основным компонентом силового участка выступает диодный мост, где выполняется превращение переменного тока в постоянный. Такое преобразование приводит к возникновению импульсов, требующих сглаживания.
Это зона силового участка и цепь со схемой управления. Основным компонентом силового участка выступает диодный мост, где выполняется превращение переменного тока в постоянный. Такое преобразование приводит к возникновению импульсов, требующих сглаживания.
Сглаживание или фильтрация этих импульсов производится электролитическими конденсаторами, установленными за диодным мостом. Следует помнить, что напряжение, выходящее из моста, приблизительно на 40% превышает его величину на входе. Из-за этого диоды выпрямителя подвергаются сильному нагреву, и их работоспособность может заметно снизиться. Защита от перегрева элементов выпрямителя осуществляется радиаторами, включенными в конструкцию. Непосредственно на диодном мосту установлен термический предохранитель, отключающий питание при нагреве свыше 80-90 градусов.
Работа преобразователя приводит к созданию высокочастотных помех, попадающих через вход в электрическую сеть. Во избежание подобных ситуаций, перед выпрямителем производится установка фильтра, обеспечивающего электромагнитную совместимость. Такой фильтр включает в себя дроссель и конденсаторы.
Такой фильтр включает в себя дроссель и конденсаторы.
Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста. Они переключаются между собой с высокой частотой и формируют переменный ток с такой же частотой, в пределах десятков или даже сотен килогерц. Результатом таких преобразований является переменный ток высокой частоты с прямоугольной амплитудой.
На выходе инвертора требуется получить постоянный ток с показателями, достаточными для выполнения сварочных работ. Эта функция выполняется понижающим трансформатором, расположенным сразу же за транзисторной схемой. Окончательное получение постоянного тока на выходе производится выпрямителем высокой мощности, собранным на основе диодного моста.
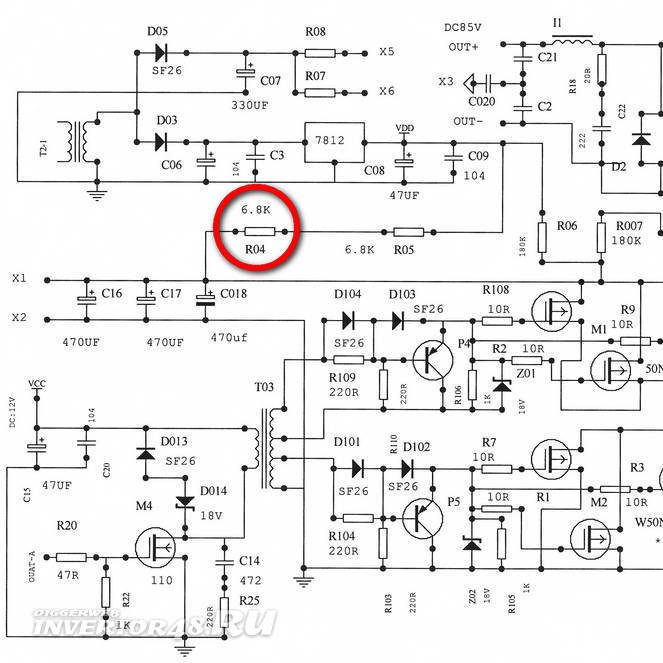
Защитные компоненты и схема управления
В процессе работы сварочный инвертор постоянно подвергается потенциальной опасности из-за возможных сбоев в сети и самой системе.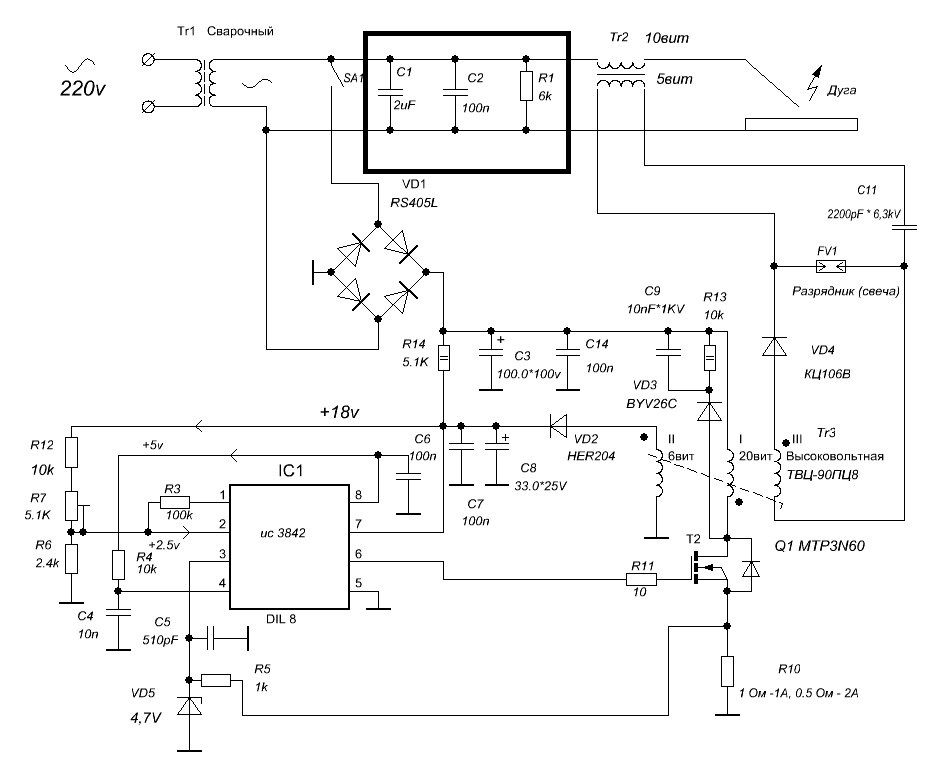 Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Предотвратить перегрев и сгорание транзисторов во время преобразований токов возможно при помощи специальных демпфирующих цепей. Другие блоки и узлы, присутствующие в электрической схеме и работающие под большими нагрузками, защищены элементами принудительного охлаждения. К каждому из них подключены термодатчики, отключающие питание при температурах нагрева, превышающих критическую отметку. Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Каждая схема инвертора оборудуется ШИМ-контроллером, обеспечивающим управление всей электрической схемой. От него поступают сигналы к разделительному трансформатору, силовым диодам и транзисторам. Для эффективного управления всей системой самому контроллеру также требуется подача установленных электрических сигналов. Такие сигналы вырабатываются операционным усилителем, к которому на вход подается выходной ток, преобразованный в инверторе. Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Как устранить неисправности инвертора
В некоторых случаях нарушения правил эксплуатации могут привести к выходу из строя даже самых надежных компонентов схемы сварочного инвертора. Основными причинами являются сбои в системах охлаждения, эксплуатация устройств в условиях повышенной влажности или запыленности. Большое количество пыли, осевшей на радиаторе, создает препятствие движению воздуха и своевременному отводу тепла. Поэтому производители рекомендуют периодически чистить аппаратуру.
Поиск возможных неисправностей нужно начинать от простого к сложному, поскольку современные схемы оборудованы многоступенчатой защитой от коротких замыканий и перегревов. Следует внимательно изучить инструкцию, где подробно указаны особенности эксплуатации конкретного устройства.
Среди основных причин возможных неисправностей можно выделить следующие:
- Напряжение в сети слишком высокое или низкое. Инвертор сохраняет свою работоспособность в пределах 170-250 вольт.
- Использование сетевого провода слишком большой длины или с небольшим сечением. Минимальное сечение должно быть не ниже 2,5 мм2, а длина питающего кабеля – не более 30 м.
- Длина стандартного сварочного кабеля не превышает 3 м, а сечение – 35-50 мм2. Нарушение этих параметров приводит к сбоям в работе.
- Некачественные контактные соединения силового и питающего кабеля.
В случае обнаружения неисправности, рекомендуется не ремонтировать сварочный инвертор самостоятельно, особенно если схема слишком сложная. Лучше всего – пригласить специалиста для проведения окончательной диагностики на соответствующем оборудовании.
Плюсы и минусы сварочных инверторов
Основными преимуществами инверторных устройств являются следующие:
- Использование современных технологий позволило снизить массу аппаратов до 5-12 кг, в зависимости от модели. Обычные сварочные агрегаты весят в среднем от 18 до 35 кг.
- Высокий КПД инверторов – до 90%. Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов.
- Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
- Универсальность и широкий диапазон регулировок позволяют работать с разными металлами, использовать разные технологии сварки.
- Множество полезных дополнительных опций: плавный пуск, антизалипание, форсаж и другие.
- Напряжение, подаваемое на дугу, отличается высокой стабильностью. С этой целью автоматика обеспечивает взаимодействие всех компонентов схемы, создавая наиболее оптимальные условия для работы.
- Даже простой инвертор может работать с любыми типами электродов.
- Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ.
 Обычные сварочные агрегаты весят в среднем от 18 до 35 кг.
Обычные сварочные агрегаты весят в среднем от 18 до 35 кг.В качестве минусов отметим недостатки, не оказывающие влияния на качество работ:
- Высокая стоимость инверторов, примерно на 20-50% превышающая цену обычной аппаратуры.
- Транзисторы обладают повышенной уязвимостью, а их стоимость иногда составляет 60% от цены всего устройства.
- Невозможность производить сварку инверторами в сложных условиях эксплуатации.

MOSFET%20схема%20сварка%20инвертор спецификация и примечания по применению
 org/Product”>
org/Product”> org/Product”>
org/Product”>MOSFET%20схема%20сварка%20инвертор Листы данных Context Search
| Каталог Лист данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
д 434 мосфет Резюме: T0220AB MOSFET 345 T0-220AB MOSFET MOSFET N BUK854-500IS 200B 100a MOSFET MOSFET 606 | OCR-сканирование | БУК100-50ДЛ БУК100-50ГЛ БУК100-50ГС БУК101-50ДЛ БУК101-50ГЛ БУК101-50ГС БУК102-50ДЛ БУК102-50ГЛ БУК102-50ГС БУК104-50Л д 434 мосфет T0220AB мосфет 345 Т0-220АБ мосфет МОП-транзистор N БУК854-500ИС 200Б 100а мосфет МОП-транзистор 606 | |
2006 – ан799 Аннотация: MOSFET 500V 15A MOSFET 55 nf 06 an799 микрочип tc1426 TC4431 приложение 348 MOSFET MOSFET 6A “MOSFET” 400V TC4425 | Оригинал | АН799 500В14АН ан799 МОП-транзистор 500В 15А мосфет 55 нф 06 микросхема ан799 тк1426 Приложение TC4431 348 мосфет МОП-транзистор 6А “МОП-транзистор” 400В TC4425 | |
БУК417-500Б Реферат: TOPFETs FETs T0-220AB mosfet BUK454-600 BUK617-500BE BUK551-100A PHILIPS MOSFET igbt Руководство по выбору полупроводников Philips Руководство Igbts | OCR-сканирование | T0220AB ОТ186 ОТ186 БУК856-400ИЗ БУК417-500Б полевые транзисторы Т0-220АБ мосфет БУК454-600 БУК617-500БЭ БУК551-100А PHILIPS МОП-транзистор igbt Руководство по выбору полупроводников Philips Руководство по IGBT | |
Т0-220АБ Реферат: PHILIPS MOSFET igbt mosfet переключатель BUK866 4001z | OCR-сканирование | БУК100-50ДЛ БУК100-50ГЛ БУК100-50ГС БУК101-50ДЛ БУК101-50ГЛ БУК101-50ГС БУК102-50ДЛ БУК102-50ГЛ БУК102-50ГС БУК104-50Л Т0-220АБ PHILIPS МОП-транзистор igbt МОП-переключатель БУК866 4001з | |
МОП-транзистор Реферат: AN9506 ISL6572 переключатель zvs драйвер SEM600 Lloyd H. Dixon ISL6752 ISL6753 индуктор переключающий MOSFET каталог MOSFET | Оригинал | ИСЛ6752ИСЛ6753 АН1262 ISL6752 ISL6753 АН1002 АН1246 ИСЛ6752ИСЛ6753ЗВС АН1002АН1246 МОП-транзистор AN9506 ISL6572 переключить драйвер zvs СЭМ600 Ллойд Х. Диксон ISL6752 ISL6753 индуктор переключающий мосфет каталог мосфетов | |
ссф7509 Резюме: MC33035 K1 mosfet SIL-PAD400 mosfet 400a 1335W MOSFet MOSFET B TO220 RthJA 400A mosfet | Оригинал | SSF7509 15 кГц MC33035 SSF7509 MC33035 МОП-транзистор K1 SIL-PAD400 мосфет 400а 1335 Вт MOSFet МОП-транзистор B ТО220 РтЯ МОП-транзистор 400А | |
схема контактов MOSFET Реферат: LM3641 MOSFET 2KV mosfet+on+09нг | Оригинал | LM3641 схема выводов MOSFET LM3641 МОП-транзистор 2 кВ мосфет+на+09нг | |
Мощный МОП-транзистор 200 кГц Резюме: транзистор c 558 mosfet 4b npn транзистор dc 558 транзистор dc 558 npn 12v 10A dc драйвер управления двигателем mosfet mosfet драйвер с npn транзистором ic 558 mosfet 300v 10a импульсный трансформатор привод pwm ic | Оригинал | Ан-558 AN010063-01-JP 112нс 200нс Мощный мосфет 200 кГц транзистор с 558 мосфет 4b npn-транзистор постоянного тока 558 транзистор постоянного тока 558 npn МОП-транзистор управления двигателем постоянного тока 12 В 10 А драйвер мосфета с транзистором npn ик 558 мосфет 300в 10а привод импульсного трансформатора pwm ic | |
2007 – LM25116 Реферат: Si7850DP TSSOP-20-EP amp mosfet принципиальная схема IC MOSFET QG 6 PIN mosfet | Оригинал | ЛМ25116 50 кГц ЦСОП-20ЭП дс300075 DS300156-01-JP ЛМ25116 Si7850DP ЦСОП-20-ЭП схема усилителя мосфета IC МОП-транзистор QG 6 PIN мосфет | |
1970 – МОП-транзистор-48В Аннотация: схема powr607 emmc 4700uF mosfet-n EIA96 ISPPAC-POWR607 eMMC DC-DC 5V-3,3V ISPPAC-POWR1014 | Оригинал | ГС-12В MOSFET8сек32сек 12VNMOSFET 12В12В страница-126- 32сек2сек ispPAC-POWR1220AT8 AldecActive-HDLHDL9-10 МОП-транзистор-48В мощность607 схема эммк 4700 мкФ мосфет-н ОВОС96 ИСППАК-POWR607 eMMC DC-DC 5В-3,3В ИСППАК-POWR1014 | |
837 мосфет Реферат: 912 MOSFET T0-220AB PHILIPS MOSFET igbt BUK108-50DL 50SP 200b MOSFET MOSFET 1053 MOSFET справочник | OCR-сканирование | БУК100-50ДЛ БУК100-50ГЛ БУК100-50ГС БУК101-50ДЛ БУК101-50ГЛ БУК101-50ГС БУК102-50ДЛ БУК102-50ГЛ БУК102-50ГС БУК104-50Л 837 МОП-транзистор 912 МОП-транзистор Т0-220АБ PHILIPS МОП-транзистор igbt БУК108-50ДЛ 50СП 200b мосфет МОП-транзистор 1053 руководство по МОП-транзисторам | |
2007 – IC MOSFET QG 6 PIN Резюме: MOSFET amp ic ZF 24060 14 В 10 А MOSFET 100 ампер MOSFET 200 кГц мощность MOSFET MOSFET 12 В 4A BAT54 IC MOSFET QG LM78L05 | Оригинал | LM2747 дс201509 50 кГц 250 кГц 50кГц1МГц 250 кГц 1 МГц ЦСОП-14 IC МОП-транзистор QG 6 PIN MOSFET усилитель ic ЗФ 24060 мосфет 14В 10А МОП-транзистор на 100 ампер Мощный мосфет 200 кГц мосфет 12В 4А БАТ54 IC МОП-транзистор QG LM78L05 | |
1995 – 10063 Резюме: SIEMENS MOSFET 14 MOSFET 10063 AN-558 IRF330 IRF450 SIEMENS MOSFET TI MOSFET RRD-B30M115 10063 | Оригинал | ТЛ/Г/10063 Ан-558 ТЛ/Г/10063 РРД-Б30М115/Печать ЦСП-9-111С2 10063 Сименс МОП-транзистор 14 мосфет 10063 Ан-558 IRF330 IRF450 сименс мосфет TI МОП-транзистор РРД-Б30М115 10063 | |
2001 – IRHNJ597230SCS Аннотация: международный выпрямитель SMD 30CLJQ100SCS IRHNJ597034SCS IRHG6110SCS IRHNJ57234SESCS IRFE130SCX 35CLQ045SCS IRHNJ597130SCS IRHNJ7430SESCS | Оригинал | 4047А ИРХНДЖ597130 ИРХНДЖ593130 О-254АА 22JGQ045SCV 22GQ100SCV 25GQ045SCS ИРХНДЖ597230СКС международный выпрямитель SMD 30CLJQ100SCS ИРХНДЖ597034СКС ИРХГ6110СКС ИРХНДЖ57234СЕСКС IRFE130SCX 35CLQ045SCS ИРХНДЖ597130СКС IRHNJ7430SESCS | |
2007 – МОП-транзистор 14В 10А Аннотация: IC MOSFET QG 6-контактный MOSFET AMP IC MOSFET 12V 4A 300 Amp MOSFET RCS 72 BAT54 FDS6898A LM2747 LM78L05 | Оригинал | LM2747 дс201509 50 кГц 250 кГц 50кГц1МГц 250 кГц 1 МГц ЦСОП-14 мосфет 14В 10А IC МОП-транзистор QG 6 PIN MOSFET усилитель ic мосфет 12В 4А МОП-транзистор на 300 ампер ркс 72 БАТ54 ФДС6898А LM2747 LM78L05 | |
2001 – ИРХНА57064СКС Резюме: IRHNJ597230SCS IRHNJ9130SCS IRHG6110SCS IRHY7434 IRHE57130SCS 8CLJQ045SCV IRHNJ57034SCS irfy9230 35CLQ045SCS | Оригинал | 94046Б ИРХНДЖ597230 ИРХНДЖ593230 О-254АА 22JGQ045SCV 22GQ100SCV 25GQ045SCS ИРХНА57064СКС ИРХНДЖ597230СКС IRHNJ9130SCS ИРХГ6110СКС ИРХИ7434 IRHE57130SCS 8CLJQ045SCV ИРХНДЖ57034СКС irfy9230 35CLQ045SCS | |
2005 – 5 мм Резюме: LDR 5 мм 300 кГц драйвер MOSFET IC ldr 10k LM2655MTC-ADJ 593D 594D LM2653 LM2655 MTC16 | Оригинал | LM2655 ЦСОП-16 300 кГц DS101284-04-JP LM2655 nat2000 5 мм лдр ЛДР 5мм Микросхема драйвера МОП-транзистора 300 кГц лдр 10к LM2655MTC-ADJ 593D 594Д LM2653 МТС16 | |
Силовой МОП-транзистор Реферат: МОП-переключатель Диод Шоттки 40В 2А Диод Шоттки 30В MOSFET | Оригинал | Si4642DY SiE726DF 1-1500 мкФ 47-680 мкФ Мощный МОП-транзистор МОП-переключатель Диод Шоттки 40В 2А диод шоттки 30v МОП-транзистор | |
2010 – Схема усилителя MOSFET Реферат: IC MOSFET QG IC MOSFET CFT top 256 en схема LM25116 модулятор RDS Si7850DP MOSFET 2KV | Оригинал | ЛМ25116 50 кГц ЦСОП-20ЭП DS300156-03-JP МХА20А схема усилителя мосфета IC МОП-транзистор QG IC МОП-транзистор CFT топ 256 ru схема ЛМ25116 модулятор РДС Si7850DP МОП-транзистор 2 кВ | |
2005 – СЛУП169 Реферат: slup206 peter markowski Руководство по проектированию и применению SLUP206 для высокоскоростных MOSFET IC SEM 2005 СПИСОК ДРАЙВЕРОВ МОП-транзисторов Драйвер IGBT-транзистора Bill Andreycak SLUA341 Синхронный выпрямитель MOSFET | Оригинал | SLUA341 SLUP169 slup206 Питер Марковски СЛУП206 Руководство по проектированию и применению высокоскоростных полевых МОП-транзисторов ИК СЭМ 2005 СПИСОК ДРАЙВЕРОВ МОП-транзисторов Драйвер IGBT MOSFET Билл Андрейчак SLUA341 синхронный выпрямитель mosfet | |
2007 – AC24V Аннотация: DC24V LM3102 | Оригинал | LM3102 ЭЦСОП-20 DC5VDC12VDC24VAC12VAC24V ДС300213-03-ДжП LM3102 AC24V DC24V | |
5a6 стабилитрон Реферат: Двойной MOSFET dip стабилитрон 6.2v 1w 10v ZENER DIODE 5A6 smd sot23 DG9415 | Оригинал | Si4418DY 130 мОм@ Si4420BDY Si6928DQ 35 мОм@ Si6954ADQ 53 мОм@ SiP2800 СУМ47Н10-24Л 24 мОм@ стабилитрон 5а6 двойной мосфет провал диод стабилитрон 6.2в 1вт 10В ЗЕНЕРСКИЙ ДИОД 5А6 смд сот23 ДГ9415 | |
2007 – MOSFET ВЧ усилитель Реферат: Схема усилителя MOSFET IC MOSFET QG LM25116 Si7850DP 13MOSFET 5256A | Оригинал | ЛМ25116 50 кГц ЦСОП-20ЭП дс300075 DS300156-01-JP МОП-транзистор ВЧ усилитель схема усилителя мосфета IC МОП-транзистор QG ЛМ25116 Si7850DP 13МОП-транзистор 5256А | |
2006 – S 170 МОП-транзистор Аннотация: 8203 двойной MOSFET S 170 MOSFET SOT323 MOSFET P MOSFET ЧАСТОТА ПЕРЕКЛЮЧЕНИЯ IPS09N03LA P-канальный силовой MOSFET SO-8 TDA21102 MOSFET, все MOSFET, эквивалентные книге | Оригинал | Б152-Х8203-Г4-С-7600 S 170 МОП-транзистор 8203 двойной мосфет S 170 МОП-транзистор МОП-транзистор SOT323 P ЧАСТОТА ПЕРЕКЛЮЧЕНИЯ MOSFET IPS09N03LA P-канальный силовой MOSFET SO-8 TDA21102 мосфет все mosfet эквивалент книги | |
2008 – АН1114 Реферат: smd транзистор 2t1 smps* ZVT AN1114A DELTA 2000 smps микросхема 1414 термистор ptc 10d DS01114A AN-1114 90 В переменного тока-230 В переменного тока | Оригинал | АН1114 ДС01114А АН1114 смд транзистор 2t1 смпс* ЗВТ АН1114А ДЕЛЬТА 2000 смс микросхема 1414 термистор ptc 10d Ан-1114 90В переменного тока-230В переменного тока | |
 org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”>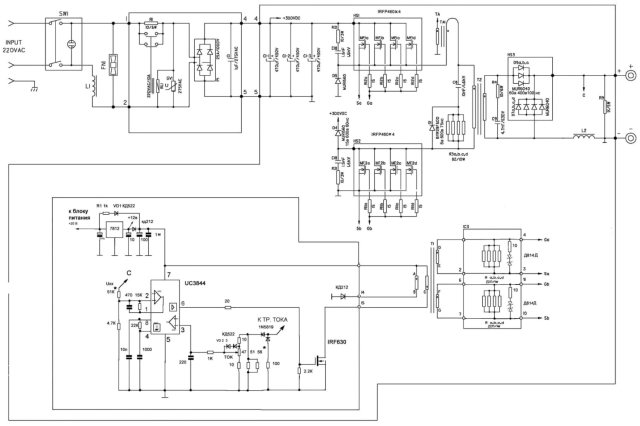 org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”> Предыдущий
1
2
3
. ..
23
24
25
Next
..
23
24
25
Next
SS-ARC200, Китай принципиальная схема сварочного аппарата igbt инвертора mma-200 сварочный аппарат zx7 Производитель и поставщик Цена на условиях FOB 35,0-62,0 долл. США/комплект
Базовая спецификация
| сварочный аппарат | igbt инвертор сварочный аппарат mma-200 |
|---|---|
| Инверторный сварочный аппарат | БТИЗ |
| Горячий старт | легкое зажигание дуги |
| Принадлежности | электрододержатель с кабелем и маской |
| Цвет | Оранжевый, красный, номер карты цветов опционально |
| Диаметр | 1,5-5 мм |
| Макс. Толщина сварки | стержень 5 мм |
| Вес | 3,2 кг |
| Номинальный рабочий цикл | 60% |
| Тип | Аппараты дуговой сварки |
| Метод охлаждения | Воздушное охлаждение |
| Номинальная входная мощность | 6,4 кВт |
| Номинальное входное напряжение | 220В |
Подробное описание
схема инвертора igbt инвертор mma-200 сварочный аппарат zx7 сварщик
Почему выберите sonscn?
Описание продукта
1. Изображение
Изображение
2. Подробное изображение
3. Особенности
6 96
6 1 90 Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,5 кг), но также гарантирует высокий коэффициент использования мощности .
2. Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство с собой повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивки. промышленность, большая высота, работа в полевых условиях, ремонт и домашний мастер.
3. Горячий старт: Обеспечивает легкое и идеальное зажигание дуги.
4. Охлаждение вентилятором: двойной вентилятор сводит к минимуму всасывание частиц, улучшает рабочий цикл , производительность сварки и продлевает срок службы.
5. Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
низкого напряжения, перегрузки по току, перегрева; безопасно и надежно.
6. Подходит для всех видов основных сварочных стержней, включая электроды с кислотным, щелочным и целлюлозным покрытием .
7. Suit for carbon steel,stainless,alloy steels and other require
4. Technical parameter
Technical parameter
| Parameters | ARC200 | Output Ток | 30–200 А |
| Input voltage | 220V(1ph) 50/60hz | Duty cycle | 60% |
| Input current | 30A | Welding rod | 1.5-4mm |
| No-load voltage | 80V | Suitable board | 1.5-11mm |
| Eiffciency | 85% | Protection class | IP21 |
| Input power | 5kw | Weight | 4kg |
| Выходное напряжение | 27 В | Размеры (см) | 31x13x20 |
 6pt;”>
6pt;”>
Упаковка и транспортировка
5. Упаковка
Упаковка
Обычно инверторный сварочный аппарат mma-200 имеет 2 способа упаковки.
1. Одна машина и аксессуары помещаются в 1 цветную или 1 картонную коробку
Затем 2 коробки помещаются в одну стандартную коробку.
2. Один станок и принадлежности помещаются в 1 пластиковый ящик для инструментов.
Тогда 2 ящика для инструментов помещаются в одну стандартную коробку.
1. | 2. Plastic tool box packing | ||
Box size | 36.5x15x28cm | Размер ящика для инструментов | 43x15x37 см |
Размер коробки | 38x33x31cm | Carton size | 43.5×31.5x39cm |
G.W/CTN | 16kgs | G.W/CTN | 18kgs |
20 FT’S | 1470pcs/735ctns | 20 FT’S (pcs) | 1040pcs/520ctns |
 Cardboard/color box Packing
Cardboard/color box Packing  2pt;”>
2pt;”>
6.Accessories
There are standard accessories and optional accessoies for your выбирать.
Стандартные принадлежности: 1. Разъем
2. Держатель электрода с кабелем.
Держатель электрода с кабелем.
3. Зажим заземления с кабелем.
Optional accessories: 1. Wire brush
2. Welding mask
3. Plastic tool box
Company Information
7. Work shop
Work shop
There are 5 workshops. При изготовлении инверторного сварочного аппарата ММА-200 , t компоненты вставляются в платы на станке, все платы производственного цеха сварщиков, сборочного цеха, окрасочного цеха и испытательного цеха. Каждая машина проходит 5 этапов проверки перед поставкой.
| Work shop | Worker | Machine | Quantity/day | Work time |
| Components insert in board | 10 | 3 | 1000 шт. | 10 часов |
| Boards work shop | 40 | 10 | 1000pcs | 10hours |
| Assemble workshop | 40 | 10 | 1000pcs | 10 часов |
| Полиграфический цех | 5 | 3 | 10hours | |
| Testing workshop | 10 | 10 | 1000pcs | 10hours |
8. Exhibition
Exhibition
Каждый год мы дважды посещаем Кантонскую ярмарку. Вы можете увидеть все наши инверторные сварочные аппараты mma-200 на ярмарке и проверить качество продукции. И мы очень рады, что вы посетили наш завод после ярмарки . Давайте поговорим с глазу на глаз.
9.Certification
Our inverter mma-200 welding machine got CCC,GMC,CE etc.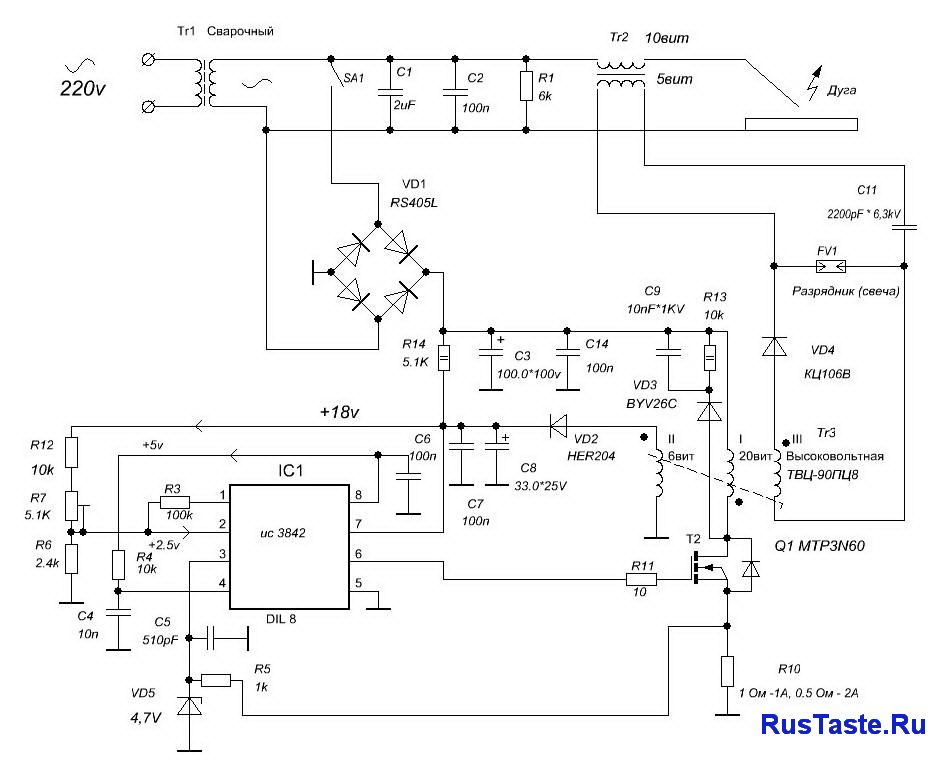
Our Services
Q:Where is your factory?
A: город Юнкан, провинция Чжэцзян, Китай.
В: Какой у вас сертификат?
A: CE и CCC. Все виды сертификатов могут быть предоставлены на основе большого количества закупок.
 0000pt; margin: 0.0000pt;”> В: Сколько времени займет запрос образцов?
0000pt; margin: 0.0000pt;”> В: Сколько времени займет запрос образцов? A: Вообще говоря, через 3 рабочих дня после получения платежа.
В: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу?
A: Это около 25-35 дней после получения предоплаты.
В: Каковы ваши условия оплаты?
A: T/T, наличными, Western Union или L/C.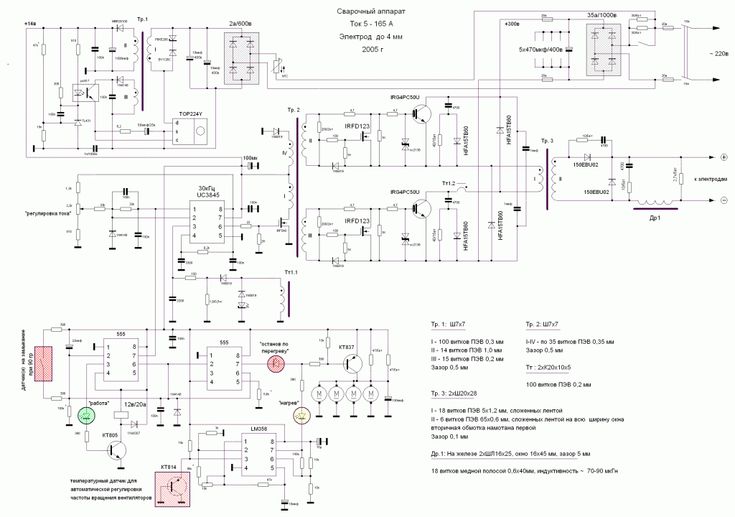
В: Каков охват вашего рынка в регионе?
A: Наши рынки по всему миру в каждом уголке, у нас есть 8 лет опыта во внешней торговле.
В: Какова ваша основная линейка продуктов?
A: В основном мы производим инверторные дуговые сварщики, сварочные аппараты TIG, сварочные аппараты MIG Стартер перемычек и ИБП.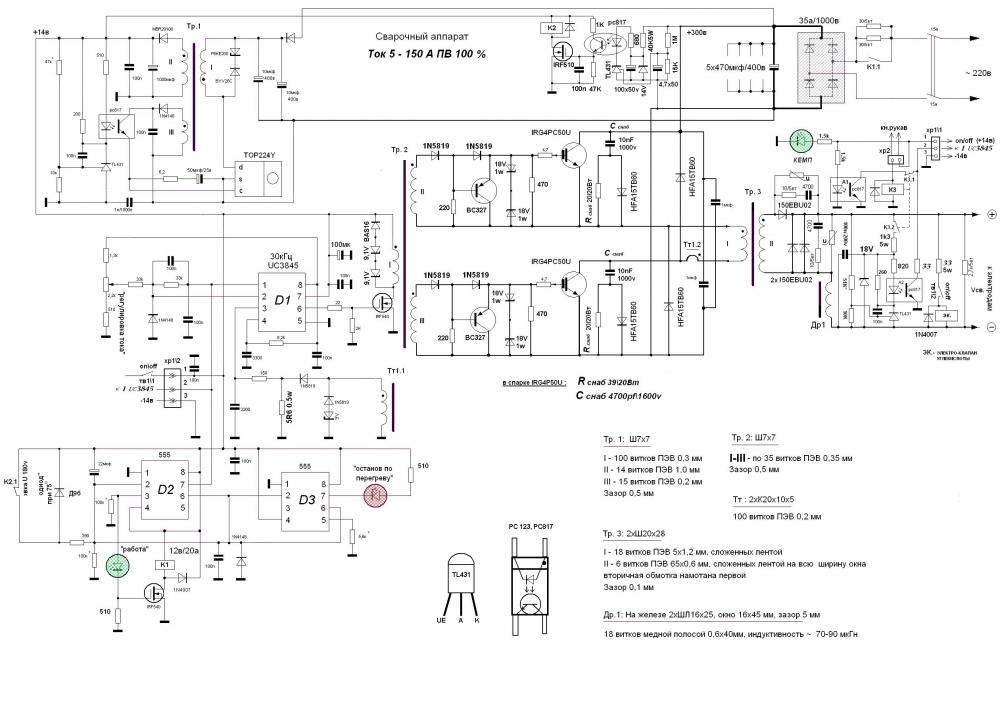 и т.д.
и т.д.
В: Как нам сохранить наши цены конкурентоспособными?
О: У нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов, чтобы постоянно экономить ваши затраты, соответствовать вашему графику разработки. удовлетворить ваши потребности в прототипировании или массовом производстве.
В: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
 0000pt; margin: 0.0000pt;”>
0000pt; margin: 0.0000pt;”> В: Какова ваша гарантия?
О: 12 месяцев. Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
Дополнительная информация
| Условия оплаты | Аккредитив, Т/Т, Вестерн Юнион, денежный перевод |
|---|---|
| Минимальный заказ | 50шт |
| Срок поставки Срок поставки | 25 дней |
| Доступен образец | Да Спросите образец |
| Информация о доставке | 15-35 дней после получения депозита |
| Порт FOB | Нинбо, Шанхай |
| Информация о загрузке | LCL, PALLET, FCL и по морю или по воздуху или по воздуху экспресс |
| Информация об упаковке | 1 комплект/коробка из пенопласта, в картонной коробке, 2 коробки 2 коробки/коробка Размер: 35×23,5×30см |
| Целевой рынок(-а) | Африка (кроме Ближнего Востока), Центральная и Южная Азия, Восточная Европа, Гонконг/Макао/Тайвань, Япония и Корея, Латинская Америка, материковый Китай, Ближний Восток, Северная Америка, Северная Европа, Океания, Юго-Восточная Азия, Западная и Южная Европа |
О нас
Завод электроприборов Yongkang SongShi
Завод электроприборов Yongkang Songshi является профессиональным производителем инверторных сварочных аппаратов, объединяя проектирование, производство и продажу в единое целое. Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. .
Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. .
Общая информация
| Год основания | 2002 |
|---|---|
| Капитал | 101 тысяча долларов США – 500 тысяч долларов США |
| Объем продаж | 2,5 миллиона долларов США – 5 миллионов долларов США |
| Торговая марка | SONSCN 松石 |
Экспортная информация
| Год экспорта | 2002 |
|---|---|
| Процент экспорта | 81% – 90% |
| Время доставки | 30 дней |
| Минимальный объем заказа | 50 |
| Условия оплаты | Аккредитив Т/Т |
Информация о производительности
| Производственные линии | 3 линии |
|---|---|
| Заводской размер | 3000 квадратных метров |
| Ежемесячная производительность | 12000шт |
| Инвестиции в производственное оборудование | 501 тысяча долларов США – 1 миллион долларов США |
| Количество сотрудников | 51 – 100 человек |
| Количество сотрудников НИОКР | 5 – 10 человек |
| Количество инженеров | 5 – 10 человек |
| Количество сотрудников отдела контроля качества | 5 – 10 человек |
Информация о заводе: Yongkang SongShi Electric Appliance Factory
| Страна/регион | Цзиньхуа, Чжэцзян, Китай |
|---|---|
| Адрес | No. 156 Huachuan Road, Новый район Чэнси, город Юнкан, 156 Huachuan Road, Новый район Чэнси, город Юнкан, |
| Почтовый индекс | 321300 |
| Знакомство с заводом | Yongkang Songshi Electric Appliance Factory является профессиональным производителем инверторных сварочных аппаратов, объединяющим проектирование, производство и продажу в единое целое. Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. |