Универсальная делительная головка типа УДГ. Паспорт
Содержание
- 1 Назначение.
- 2 Основные характеристики.
- 3 Точностные характеристики.
- 4 Порядок работы.
- 4.1 Прямая разметка (деление)
- 4.2 Простая разметка (деление)
- 4.3 Дифференциальное деление
- 4.4 Фрезерование спиральных канавок.
- 4.5 Фрезерование гипоидной цилиндрической зубчатой передачи
- 5 Монтаж делительной головки и регулировка.
- 6 Настройка делительной головки.
- 7 Правила хранения.
- 8 Указание мер безопасности.
- 9 Комплектация.
- 10 Сведения о консервации.
- 11 Гарантийные обязательства.
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Точностные характеристики.
Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
| №пп | Параметр | УДГ160 | УДГ200 | УДГ250 | УДГ320 | |
| 1 | Радиальное биение конической поверхности шпинделя: | |||||
| a) у основания конуса | 0.010 | 0.010 | 0.010 | 0.010 | ||
| b) на расстоянии 300мм от передней части шпинделя | 0,015 | 0.020 | 0.020 | 0.020 | ||
| 2 | Биение центральной точки | 0.010 | 0.010 | 0.010 | 0.010 | |
| 3 | Радиальное биение шпинделя по диаметру | 0.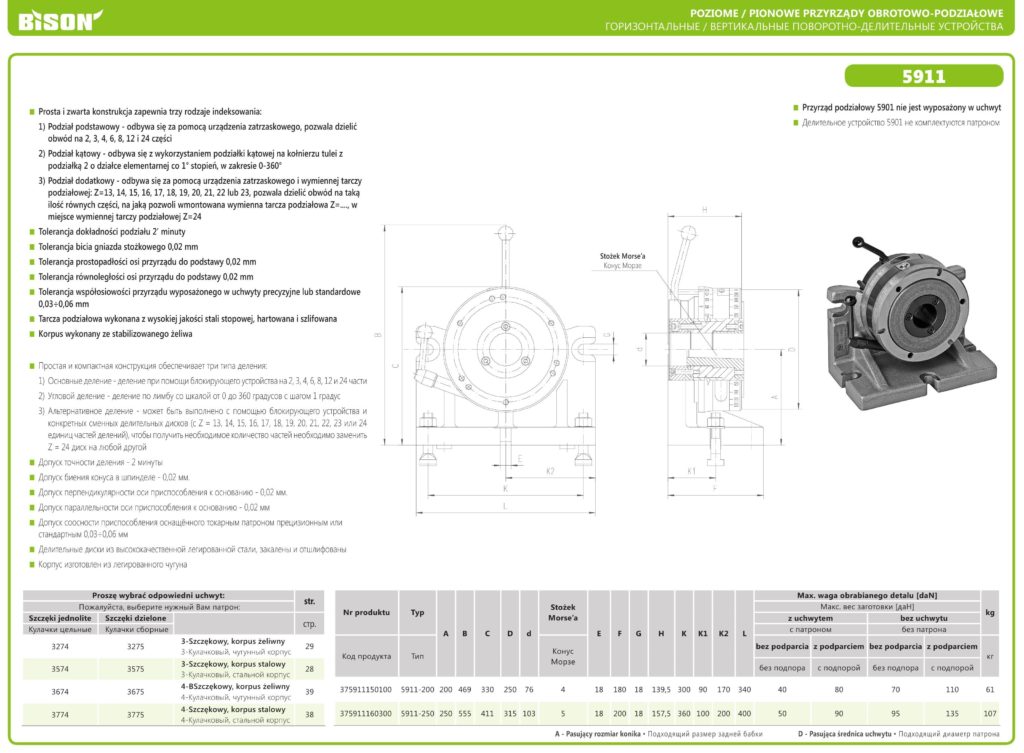 010 010 | 0.010 | 0.010 | 0.010 | |
| Периодическое осевое скольжение шпинделя | 0.010 | 0.010 | 0.010 | 0.010 | ||
| Биение передней поверхности шпинделя | 0.020 | 0.020 | 0.020 | 0.020 | ||
| 4 | Перпендикулярность оси шпинделя опорной поверхности | 0,02/300 | 0,02/300 | 0,02/300 | 0,02/300 | |
| 5 | Параллельность штифта к шпиндельной оси | 0.010 | 0.015 | 0.015 | 0.015 | |
| Параллельность оси шпинделя к поддерживающей поверхности | 0.010 | 0.015 | 0.015 | 0.015 | ||
| Отклонение оси шпинделя от Т-обраазнорго паза | 0.010 | 0.015 | 0.015 | 0.015 | ||
| 6 | Индивидуальная ошибка деления для одного полного оборота | 60″ | ±45″ | ±45″ | ±45″ | |
| Накапливаемая ошибка на любой ¼ окружности шпинделя | 70″ | 1′ | 1′ | 1′ |
Порядок работы.
4.1. Перед началом работы ознакомиться с комплектом технической документации.
4.2. Протереть комплект оборудования, удалить смазку ветошью, смоченной в бензине, насухо протереть тканью.
4.3. Смонтировать на станке делительную голову и соответствующие приспособления. Подготовить станок и оснастке к работе к работе. Выбрать способ разметки.
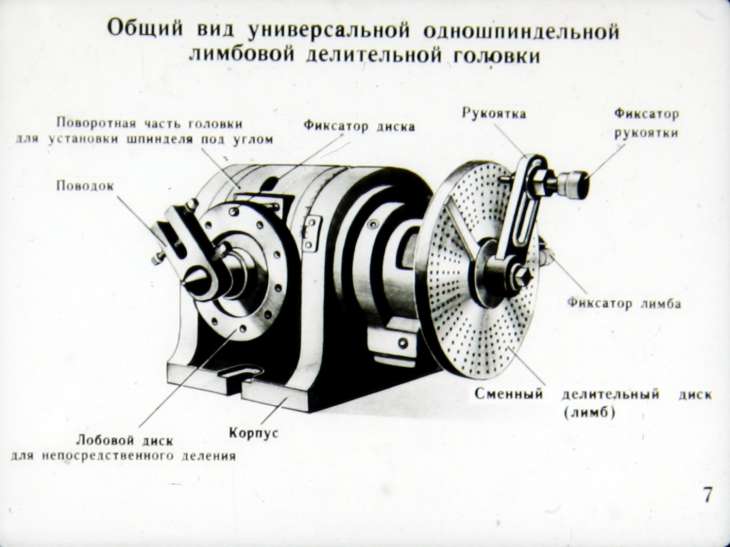
4.4. Управляющие элементы делительной головки и ее конструкция показаны на рисунке 1 и на рисунке 2.
1 – рукоятка для выключения червячной передачи;
2 – градуированный диск;
3 – рукоятка для блокировки шпинделя;
4 – фиксирующий штифт;
5 – делительная пластина;
6 – блокирующий штифт для делительной пластины;
7 – гайка для регулировки люфта между червяком и червячным колесом;
8 – зубчатый вал.
Делительная головка может работать в нескольких режимах:
Прямая разметка (деление)
При выполнении прямой разметки сначала надо освободить червячную передачу и колесо передачи и затем использовать градуированный диск на передней части шпинделя делительной головки также как линии разметки на корпусе.
После окончания разметки с помощью делительной головки, переходят к фрезерованию, и тогда шпиндель следует заблокировать с помощью рукоятки на шпинделе.
Простая разметка (деление)
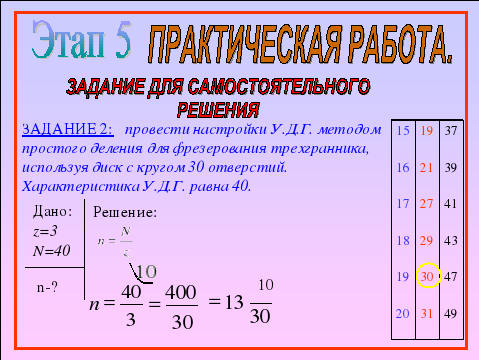
Простая разметка (деление) с помощью делительной головки на поверхности заготовки выполняется наиболее часто.
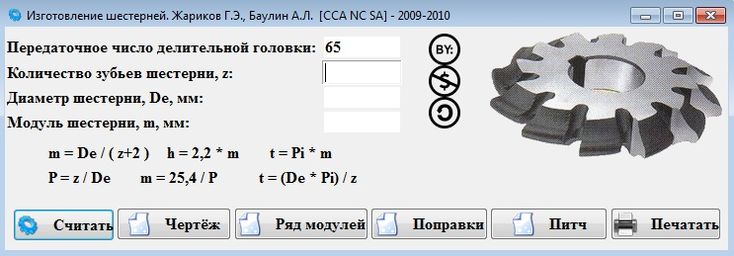
Количество поворотов делительной головки определяется как частное от деления, и вычисляется следующим образом:
n = 40 (кол-во зубьев на зубчатом колесе) / Z (кол-во делений на заготовке)
Следует отметить, что результат деления – не целое число, а дробное. Знаменатель представляет собой количество отверстий в кольце делительной пластины. Если знаменатель не соответствует количеству отверстий в делительной пластине, то деление возможно. Диск перемещается в следующее положение и фиксируется с помощью шпильки.
Если знаменатель дроби не соответствует количеству отверстий в делительной пластине, простое деление не может быть использовано, для этого применяют дифференциальное деление.
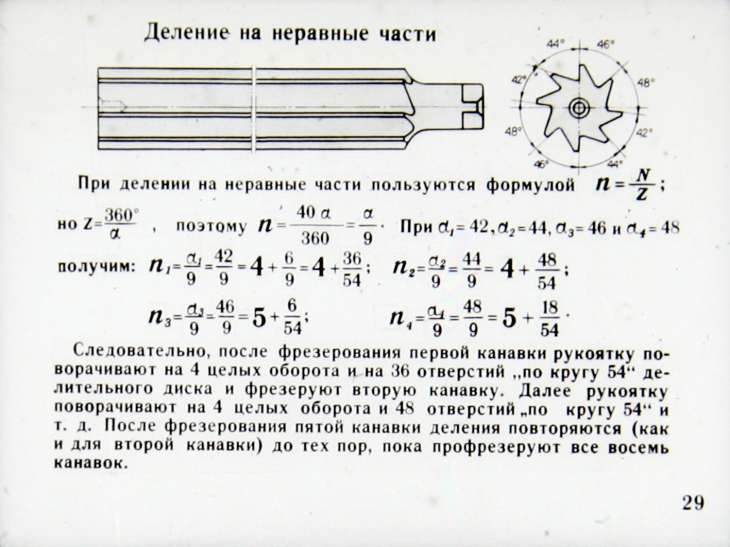
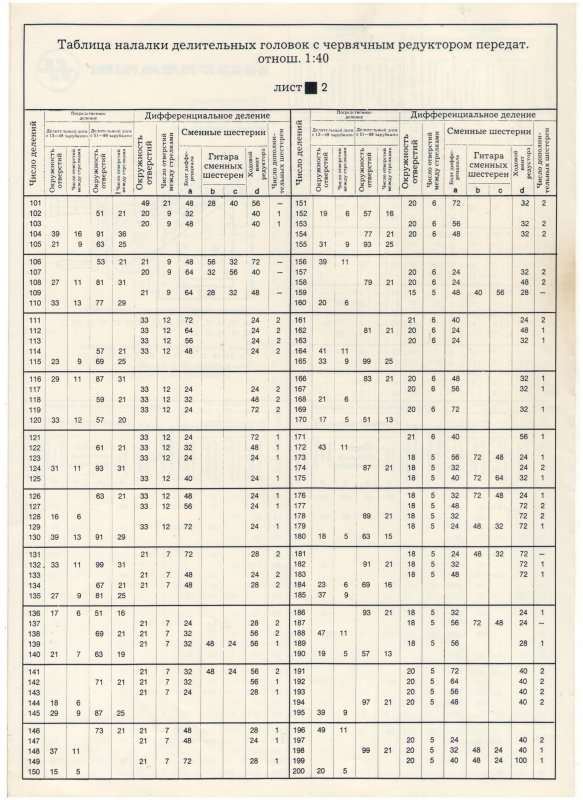
Дифференциальное деление
При необходимости, любое количество равных делений может быть получено при использовании метода дифференциального деления. При проведении дифференциального деления сначала разъединить блокирующий стержень делительной пластины от делительной пластины. Вставить оправку в коническое отверстие на заднем конце шпинделя и затем установить сменную зубчатую передачу в оправку. С помощью этой оправки момент передается через сменную зубчатую передачу . Затем вращая рукоятку делительной головки для поворота шпинделя. Шпиндель в свою очередь приводит в движение сменную зубчатую передачу.
При дифференциальном делении расчет сменой зубчатой передачи выглядит следующим образом:
где I – передаточное число сменной зубчатой передачи
X — требуемое значение
Z — количество зубьев сменной зубчатой передачи
A, B, C, D – количество зубьев сменной зубчатой передачи
Выбор требуемого значения X зависит от числа делений Z заготовки. Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Если X меньше чем Z то результат, подсчитанный по формуле — отрицательный. В этом случае стопорная шпилька должны быть повернута в направлении против направления делительной пластины.
Если X больше чем Z, то результат, подсчитанный по вышеприведенной формуле – положительный. В этом случае направление перемещения стопорной шпильки должно соответствовать направлению делительной пластины.
Подсчет числа поворотов шпильки является таким же что и в случае простого деления, но для дифференциального деления не следует брать действительное значение Z и следует взять допустимое значение X как замену. Расчет ведется по формуле, данной ниже:
Расчет ведется по формуле, данной ниже:
n=40/X
Сменить передачу, как показано на рисунке 3.
Фрезерование спиральных канавок.
(Делительная головка УДГ-160 должна быть оснащена креплением сменной передачи.)
При фрезеровании спиральных канавок, фиксирующая шпилька должна быть помещена в отверстие в делительной пластине и делительная пластина должна быть свободной.
Для фрезеровки спиральной канавки правильной формы, стол фрезерного станка до выполнения работы следует устанавливать под эффективным углом и его значение может быть рассчитано по следующей формуле.
где Ψ – угол поворота;
π – 3,14;
D — диаметр заготовки;
T – шаг спиральной канавки;
Передаточное число может быть выражено
где i – измененное передаточное число;
t – шаг фрезеровки;
T — ширина канавки;
a,b,c,d — количество зубьев механизме в зубчатой передаче.
Для фрезеровки левосторонней спирали промежуточное звено зубчатой передачи следует добавить, так что замена компонентов а и d приведет к смене направления. Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Фрезерование гипоидной цилиндрической зубчатой передачи
Операция фрезерования гипоидной цилиндрической зубчатой передачи аналогично нарезанию спиральных канавок, с разницей в выражении данных зубчатой передачи в формуле.
Вычисление изменения передаточного числа зубчатой передачи для фрезерования гипоидных цилиндрических зубьев осуществляется по формуле
где М – стандартный модуль зуба;
β – угол наклона зуба.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
Установочные размеры делительных головок представлены ниже
Для УДГ-160
Для УДГ-200, УДГ-250, УДГ-320
Рис.
 4 Присоединительные размеры делительных головок.
4 Присоединительные размеры делительных головок.В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54.7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68. 5 5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
Настройка делительной головки.
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
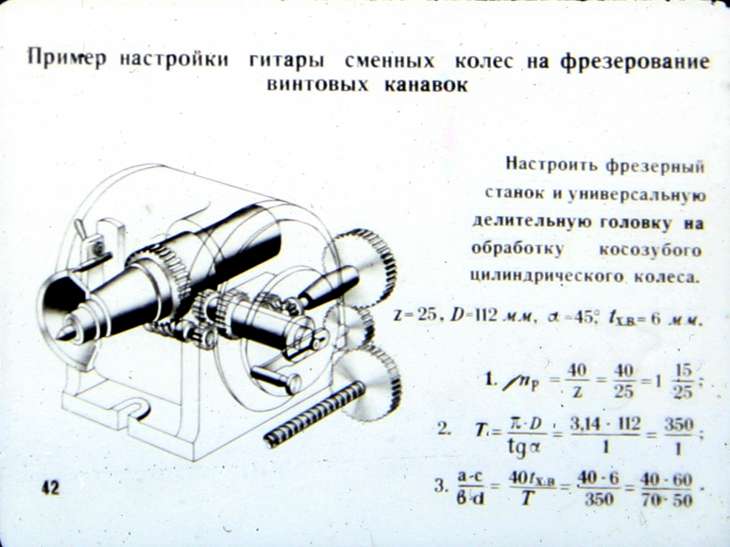
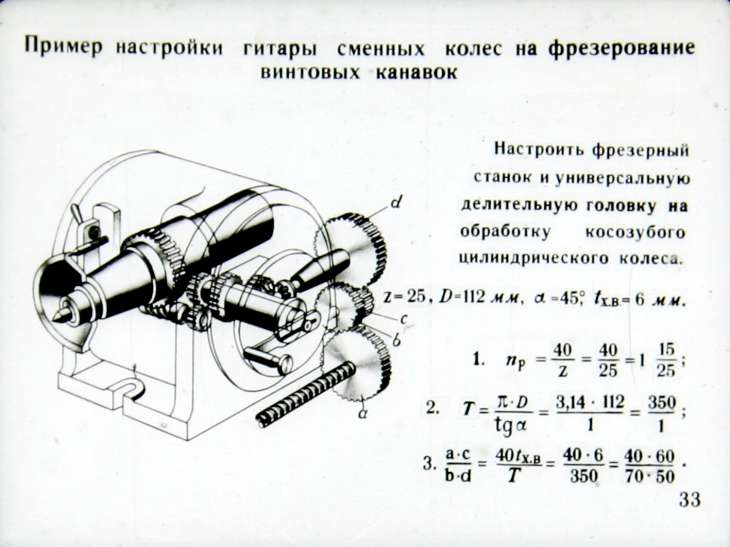
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об.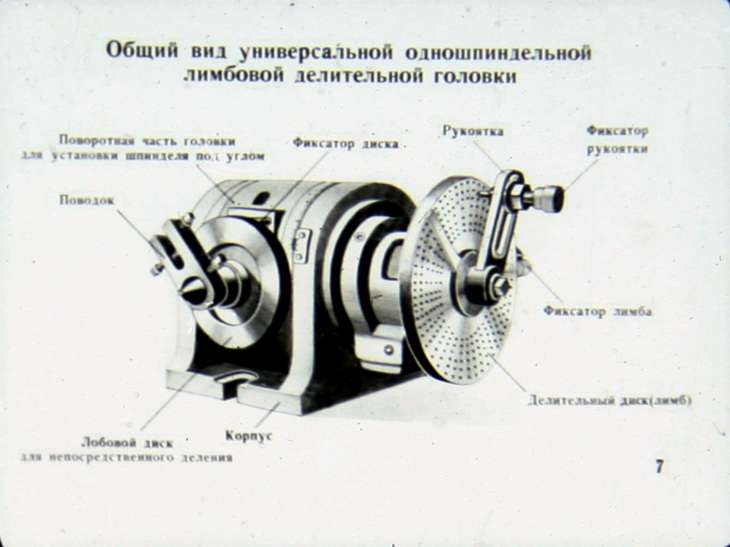 винта;
винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Правила хранения.
9.1. Хранить комплект оборудования в заводской упаковке в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относите
льной влажности не более 75%.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Указание мер безопасности.
Во избежание травматизма необходимо придерживаться правил безопасного труда, соблюдать технику безопасности при работе со станками. Делительную головку необходимо надежно крепить на станке в соответствие с требованиями ГОСТ 12.2.009-99. Не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Комплектация.
- Универсальная делительная головка — 1 ед.
- Задняя бабка – 1 ед.
- Устройство крепления зубчатой передачи (кроме УДГ-160) – 1 ед.
- Зубчатая передача (кроме УДГ-160) – 1 ед.
- Суппорт – 1ед.
- Центр токарный – 1 ед.
- Кронштейн – 1ед.
- Делительная пластина – 1ед.
- Трехкулачковый самоцентрирующийся патрон – 1ед.
- Техническая документация – 1 комплект.
Сведения о консервации.
10.1. Комплект оборудования универсальной делительной головки типа УДГ подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
10.2. Срок хранения комплекта без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Вверх
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Пожалуйста, введите Ваш E-mail, чтобы получить ссылку для скачивания этого файла
Универсальная делительная головка типа УДГ. Паспорт
01.07.2020
Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.
Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – обеспечивающие повышенную точность позиционирования в самых ответственных случаях.
Наиболее распространенным на практике является второй вариант, так как он оказывается уместен почти во всех ситуациях. И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).

- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.
Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.
Точностные характеристики.
Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
| №пп | Параметр | УДГ160 | УДГ200 | УДГ250 | УДГ320 | |
| 1 | Радиальное биение конической поверхности шпинделя: | |||||
| a) у основания конуса | 0.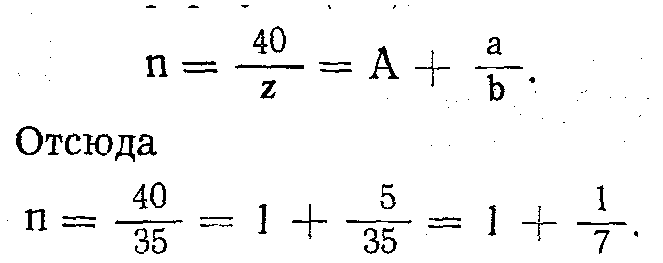 010 010 | 0.010 | 0.010 | 0.010 | ||
| b) на расстоянии 300мм от передней части шпинделя | 0,015 | 0.020 | 0.020 | 0.020 | ||
| 2 | Биение центральной точки | 0.010 | 0.010 | 0.010 | 0.010 | |
| 3 | Радиальное биение шпинделя по диаметру | 0.010 | 0.010 | 0.010 | 0.010 | |
| Периодическое осевое скольжение шпинделя | 0.010 | 0.010 | 0.010 | 0.010 | ||
| Биение передней поверхности шпинделя | 0.020 | 0.020 | 0.020 | 0.020 | ||
| 4 | Перпендикулярность оси шпинделя опорной поверхности | 0,02/300 | 0,02/300 | 0,02/300 | 0,02/300 | |
| 5 | Параллельность штифта к шпиндельной оси | 0.010 | 0.015 | 0.015 | 0.015 | |
| Параллельность оси шпинделя к поддерживающей поверхности | 0. 010 010 | 0.015 | 0.015 | 0.015 | ||
| Отклонение оси шпинделя от Т-обраазнорго паза | 0.010 | 0.015 | 0.015 | 0.015 | ||
| 6 | Индивидуальная ошибка деления для одного полного оборота | 60″ | ±45″ | ±45″ | ±45″ | |
| Накапливаемая ошибка на любой ¼ окружности шпинделя | 70″ | 1′ | 1′ | 1′ |
ТТХ
Отличие оснастки ЧПУ от механизмов с ручной подачей, в наличии независимого привода и подключения к электронной системе станка.
К тактико-техническим характеристикам приспособления относятся:
- мощность двигателя;
- частота вращения шпинделя;
- тип хвостовика и его размер;
- автоподача инструмента;
- размер радиального смещения резца;
- угол наклона хвостовика инструмента относительно оси шпинделя.
Для расточных головок в характеристиках указывается максимальный диаметр обработки.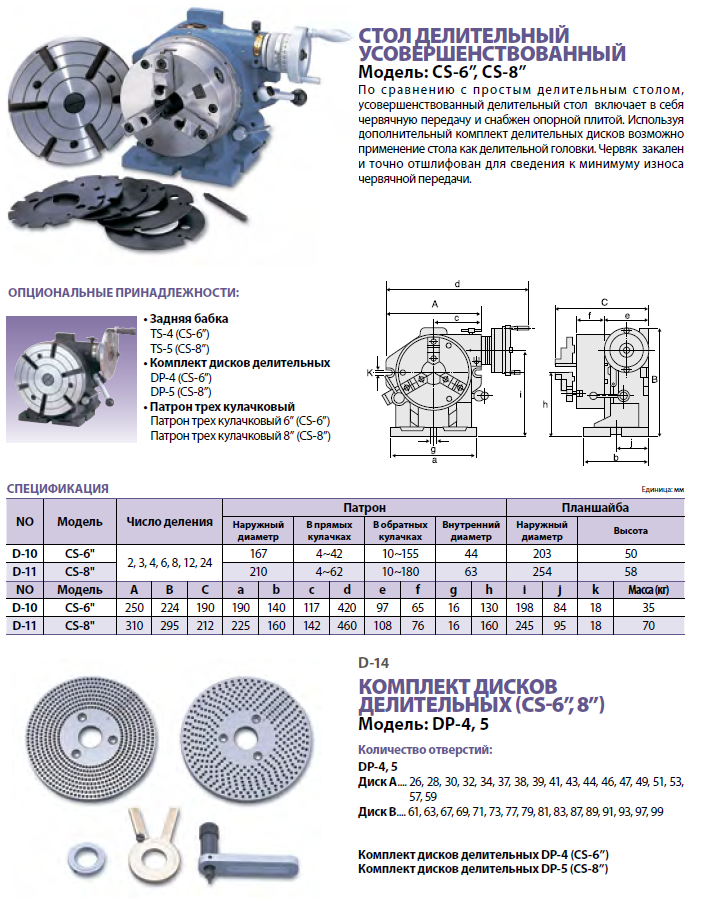 Размер рабочей части приспособления определяет минимальный размер отверстия, в которое сможет войти инструмент.
Размер рабочей части приспособления определяет минимальный размер отверстия, в которое сможет войти инструмент.
Важно!
Для фрезерных головок ЧПУ указывается максимальная подача и толщина снимаемой стружки за один проход, в зависимости от марки обрабатываемого металла.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
Установочные размеры делительных головок представлены ниже
Для УДГ-160
Для УДГ-200, УДГ-250, УДГ-320
Рис.4 Присоединительные размеры делительных головок.
В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54. 7 7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68.5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Настройка делительной головки.
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с участием неподвижного диска, очень популярный метод (в силу своей быстроты и отсутствия факторов негативного влияния).
- • Дифференциальное – возможно тогда, когда оснастка обладает дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление последовательно реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом связанные со шпинделем и винтом оборудования и поддерживающие продольную подачу.

VEVOR Делительная головка BS-0 5-дюймовый 3-х кулачковый патрон Набор делительных головок Прецизионная полууниверсальная делительная головка для фрезерного станка Поворотный стол Задняя бабка Фрезерный набор (5-дюймовый патрон)
Прецизионная делительная головка BS-0
Делительная головка не только выглядит отлично, но позволяет вам делать больше с вашим фрезерным станком: измерять определенные углы и делить окружность на равноотстоящие дуги.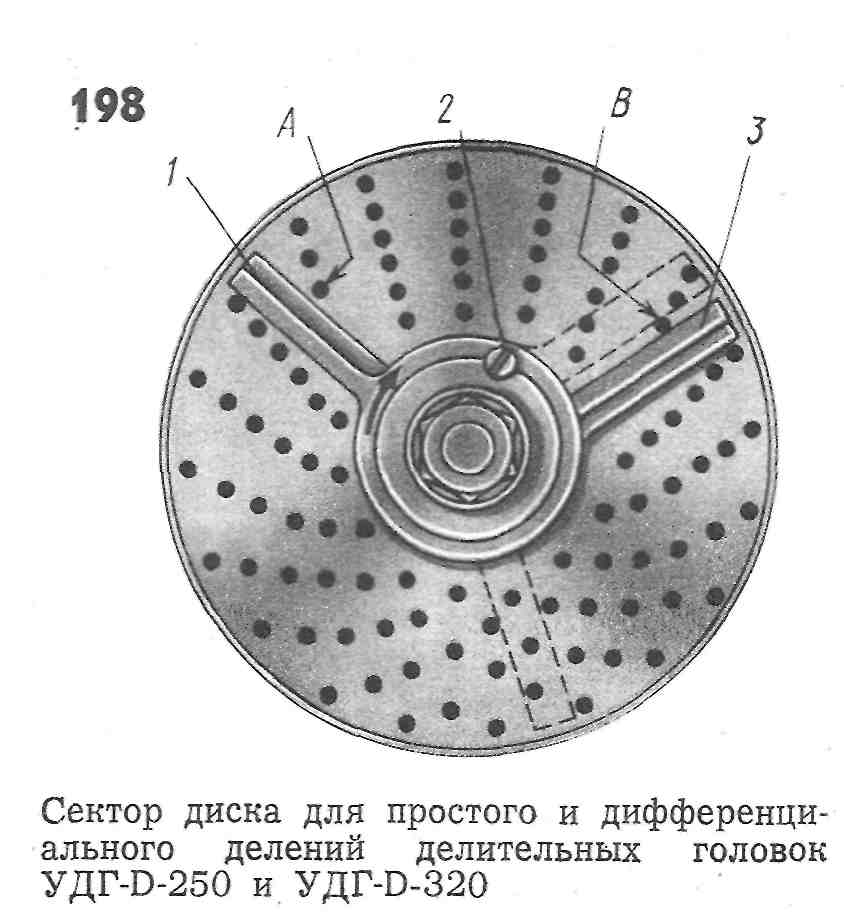 Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Он станет вашим идеальным помощником для обработки канавок фрезы, нарезания зубьев шестерен, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали.
Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Он станет вашим идеальным помощником для обработки канавок фрезы, нарезания зубьев шестерен, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и надежная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочный и прочный корпус
Делительная головка отличается долгим сроком службы благодаря своей жесткости. Он разработан с зеркальной отделкой, которая устойчива к износу и выглядит низкопрофильной.
Регулируемая передняя бабка
Делительная головка может наклоняться от 10° по горизонтали до 90° по вертикали. И это будет удобно, если вы хотите вырезать деталь под определенным углом.
Прямая делительная пластина
При повороте 1-го уровня, который выдавливает штифт, штифт входит в пластину, и вы можете разделить полный круг на 2, 3, 4, 6, 8, 12 или 24 части.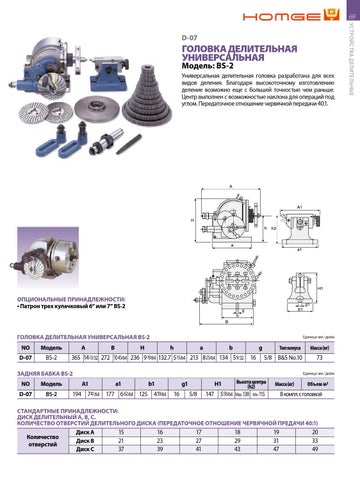 Другой уровень предотвращает вибрацию шпинделя во время обработки.
Другой уровень предотвращает вибрацию шпинделя во время обработки.
Более точные пластины
Высокая точность работы делительной головки достигается с помощью непрямых индексных пластин A, B и C. Все деления 2-50 могут быть выполнены, но некоторые от 51 до 380 не могут быть получены. Перед настройкой сверьтесь с инструкцией.
Прочная задняя бабка MT2
Задняя бабка MT2 обеспечивает надежную поддержку обрабатываемой детали. Это особенно полезно, когда заготовка относительно длинная и тонкая.
Широкое применение
Поворотный индексатор используется на столах фрезерных станков и других станков, включая сверлильные станки, шлифовальные и расточные станки.
Технические характеристики
Поворот: 6-1/2″
Центральная высота: 3-15/16″
Направленная конусная кошка: MT2
Вес: 23 кг (50,7 фунта)
Размеры упаковки: 410*235*205 мм (16*9*8 in)
Содержание пакета
HARD HARD. & Tools, Pay Less
& Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
BS-0 отлично, но позволяет вам делать больше с вашим фрезерным станком: измерять определенные углы и делить окружность на равноотстоящие дуги.
Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Он станет вашим идеальным помощником для обработки канавок фрезы, нарезания зубьев шестерен, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали.- Прочная конструкция
- Простота регулировки
- Высокая точность
- Надежная опора заготовки
Прочный и прочный корпус
Делительная головка отличается долгим сроком службы благодаря своей жесткости. Он разработан с зеркальной отделкой, которая устойчива к износу и выглядит низкопрофильной.
Регулируемая передняя бабка
Делительная головка может наклоняться от 10° по горизонтали до 90° по вертикали. И это будет удобно, если вы хотите вырезать деталь под определенным углом.
Прямая делительная пластина
При повороте 1-го уровня, который выдавливает штифт, штифт входит в пластину, и вы можете разделить полный круг на 2, 3, 4, 6, 8, 12 или 24 части.
Другой уровень предотвращает вибрацию шпинделя во время обработки.Более точные пластины
Высокая точность работы делительной головки достигается с помощью непрямых индексных пластин A, B и C. Все деления 2-50 могут быть выполнены, но некоторые от 51 до 380 не могут быть получены. Перед настройкой сверьтесь с инструкцией.
Прочная задняя бабка MT2
Задняя бабка MT2 обеспечивает надежную поддержку обрабатываемой детали. Это особенно полезно, когда заготовка относительно длинная и тонкая.
Широкое применение
Поворотный индексатор используется на столах фрезерных станков и других станков, включая сверлильные станки, шлифовальные и расточные станки.
Содержимое упаковки
- 1 X Делительная головка
- 3 X Делительные пластины
- 1 X Задняя бабка
- 1 X 125 мм 3-х кулачковый патрон
Технические характеристики
- Поворот: 6-1/2″
- Высота центра: 3-15/16″
- Вес Конус передней бабки: 7,5 кг (MT2
- 4
- 4
- ) фунтов)
- Размеры упаковки: 410*235*205 мм (16*9*8 дюймов)
RF-25 Зажим для мельницы, поворотные столы и делительная головка
RF-25 Зажим для мельницы, поворотные столы и делительная головкаЗакрепление, поворотные столы и делительная головка
Последнее обновление: вторник, 20 декабря 2022 г. , 19:53:50
Горный часовой пояс СШАДОМ
Милл Виз, Указание Мельничные тиски, параллельные Наборы, Параллельный разделитель,
Инструмент для тяги, Остановки работы, Искатели краев, защитные экраны, прецизионные блоки
, Рабочие прижимные зажимы, поворотные столы,
Быстрое позиционирование поворотного стола, Светильники, Делительная головкаФрезерные тиски
TE-CO Парлек PSW-6900 6-дюймовые широкоугольные тиски (Тайвань).
75 фунтов, отверстие 9-3/16 дюйма, глубина губок 1,75 дюйма.
Высота станины 2,875 дюйма +/-0,0005 дюйма.
Параллельность основания к основанию 0,0006″.
Перпендикулярность кулачков к станине 0,0005″.
Плоскостность основания 0,001″. Повторяемость в пределах 0,001″.
Закаленные станина тисков и пластины губок.
Внешние кромки направляющих. кузова обработаны. 80 000 PSI
с высоким содержанием никеля, ковкий чугун. Давление зажима 8200 фунтов.
краска и герметичный подшипник система. Большой прецизионный главный винт
и прочная губка с болтовым креплением обеспечивают более высокий крутящий момент
загрузок. Размеры промышленный стандарт. Другая причина
, почему я выбрал тиски Parlec, потому что почти эквивалент
, Курт Модель D675, когда полностью закрыто,
имеет гайку с подвижной губкой, выступающую сзади на 1,4 дюйма
, которая будет мешать перемещению стола на меньшей мельнице.
У Parlec нет большой выступающей гайки.
Одноместные тиски Parlec PWS-6900 список деталей Парлек флаерУказатель фрезерных тисков
Другие причины могут включать: чрезмерное изгибание машины,
Общий вопрос “Когда я обрабатываю поверхность
с помощью концевой фрезы, почему я получаю небольшой выступ?
после каждый проход?» Ответ может заключаться в том, что нужно указать (выровнять) фрезу
. Веретено
(нож) должен быть перпендикулярен столу.
неправильно отрегулированы/смазаны/изношены направляющие типа «ласточкин хвост»,
неправильно удерживаемый резак (например, сверлильный патрон),
изношенные подшипники шпинделя и/или затупившаяся/поврежденная концевая фреза.
Указание анимации цельной челюсти Parlec.
Слот на Также можно использовать верхнюю часть твердой челюсти.
Переместите кровать влево и вправо, внесите мелкие коррективы
положения тисков до обнулить, затем заблокировать его
вниз. Незначительный (+/-0,0001 дюйма) могут наблюдаться отклонения
, но обычно это производственные допуски.
Этот швейцарский Interapid DTI имеет разрешение 0,0005 дюйма.
См. инструкции о том, как установить геометрию наконечника &
см. иллюстрацию. Заблокируйте оси Y и Z
перед выравниванием неподвижной губки тисков.
Указание анимация тисков.
Обратите внимание, что в центре двигается только маленькая игла
, показывая, что
большая стрелка изменена на 0,030″.В оборудовании для блокировки фрезерных тисков
используются стальные пластины
толщиной 3/8 дюйма с закаленными Т-образными гайками, болтами и шайбы.
Двухпозиционная рукоятка скорости.Нажмите на связанные миниатюры #объявление
Доступные размеры по ширине:
3 дюйма (76 мм), 4 дюйма. (102 мм),
5 дюймов (127 мм), 6 дюймов (153 мм)
Наборы латунных прокладок для тисков в ассортименте или другие выравнивания
Нажмите на связанные эскизы #adПараллельно Наборы
Параллели точно удерживают заготовку или
закрепление на разной глубине в губках тисков.
6 дюймов в длину, 1/32 дюйма (0,032 дюйма) ультратонкий, 1/2 дюйма
через 1-11/16″ на 1/16″ приращения.
Требуется при работе вплотную к краю детали и/или
захвате в верхней части (1/16 дюйма) губок тисков.
Параллелизм +/-0,0001″.
затяжка гайка цангового крепления 5С когда он используется
в вертикальном положении. Чтобы разделять близко расположенные параллели,
я ставлю кусок пенопласта с закрытыми порами между ними.
Капля легкого приборного масла также проводить параллели с
тиски челюсти. Для более широких проемов я использую Курт сепаратор.
6 дюймов в длину, 1/8 дюйма в толщину, 1/2 дюйма через 1-5/8″
с шагом 1/8 дюйма, стандартный параллельный набор.
6 дюймов в длину, 1/4 дюйма в толщину, 3/4″ через
Параллельный набор с шагом 1-3/4 дюйма на 1/8 дюйма.
6 дюймов в длину, 1/2 дюйма в толщину, 7/8 “через 1-3/4″ на 1/8”
приращений, параллельный набор. Точность +/-0,0003 дюйма
Эти более толстые параллели образуют очень устойчивую часть
основания, когда есть достаточно места. для них.
Регулируемые параллели. Два комплекта удобно.
Может также использоваться для внутреннего измерения размеры.
4-1/2″ длинный волнистые параллели, сделанные из материал пружинной стали,
компресс при удерживании мелких предметов. Используйте один или два в время.
Одна слегка сжатая параллель будет поддерживать узкий кусок.
Параллельный набор длиной 3 дюйма.
Нажмите на связанные эскизыПараллельный сепаратор
Курт подпружиненный разделитель параллелей.
Удерживает ультратонкие параллели прекрасно сочетаются место.
Призматическая V-образная челюсть.Инструмент для дышла
Изготовлен ключ для дышла на 17 мм со встроенным
латунный молоток. Ослабьте мельницу закаленный орех и дать его
кран. Использовали концевую фрезу из твердого сплава 3/8″, чтобы просверлить отверстие в
Мастерская шестигранная (для прочности) глубокая розетка
для плотно прилегающая стальная ручка. С обеих сторон отверстия имеются фрезерованные лыски
. Контргайка входит внутрь
фрезерованные плоские кромки. Рукоять расположена посередине.
Латунная головка имеет плотно прилегающий штифт, запрессованный в
квадратных отверстий и удерживается с помощью 1/8 “шпилька.
На торцевой кромке бойка имеется тяжелая фаска под углом 45 градусов.
Более длинная ручка позволяет более плотную просадку и розетка
сохраняет гайку в хорошем состоянии. открытый Ключ
был короче и вызывал микрозаусенцы которые были
отбиты камнями, чтобы гнездо плавно вставлялось и выпадало.Рабочие остановки
5-осевой фрезерный упор со стержнем 1/4 дюйма; прочная конструкция
и универсальное низкопрофильное позиционирование (США).
Металлическую фиксирующую рукоятку
можно легко переставить, подняв вверх и вращение.
Один конец стального стержня прямоугольный (алмазная шлифовка)
, а другой конец полусферический.
Стопор поставлялся с Т-образной гайкой 5/8″, поэтому мне пришлось сделать
тот, который был от 1/2 дюйма до соответствовать Размер паза фрезера RF-25.
Т-образная гайка нарезана резьбой 5/16-18, чтобы соответствовать упору. оборудование
. Он не закален, но все еще хорошо работает.
Изготовлена алюминиевая ручка с глухим отверстием,
крепится с помощью 6-32 установочных винтов, для шестигранный ключ на 1/4 дюйма.
Три плоских винта с шестигранной головкой входят в зацепление с плоскостью.
Остановился накатка так это не держал бы грязь.
Стопорный стержень входит в зацепление с квадратным краем крепления 5C.
Цанга 5C имеет глубину стопор, ввернутый в его конец.
Изготовлен стальной стопорный стержень 1/4″ с резьбой 4-48,
может принимать различные типы ввинчивающихся наконечников циферблатных индикаторов.
В примере показан установленный наконечник, в котором используется шариковый подшипник из хромированной стали.
Этот стопор крепится с помощью двух резьбовых отверстий 1/2-13 в
задняя часть сплошной челюсти и находится ниже верхней части челюстей.
Этот рабочий упор, расположенный под деталью, крепится к
фрезерный стол и показана установка положения приспособление 5С.
Закрепите упор только на сплошной (эталонной) губке тисков
.
Закаленные хомуты.
Упор фиксирует положение левой детали, а правой Деталь
действует как распорка для выровняйте прижимное усилие.
Закрепите упор только на корпусе тисков. (эталонная) челюсть.
Специализированное правило, которое можно использовать на
токарные и фрезерные станки. Инструкции Stop-Loc.Кромкоискатели
Электронный кромкомер с хвостовиком 3/4″. 0,400″ 9Шаровой наконечник диаметром 0198 подпружинен, чтобы предотвращать
наносить ущерб от чрезмерного путешествия. После обнаружения фронта
обнуляет УЦИ, убрать перо, двигаться ось
1/2 расстояния от диаметра мяча (0,200 дюйма), а затем
ноль ДРО, опять же. Электронный искатель края руководство.
Анимация светодиодного искателя края. Обратите внимание, как эгоцентричный,
подпружиненный шарик позволяет передвигаться без повреждений.
См. больше тисков.
Разнообразные детекторы краев и центроискатели с
3/4″. Хвостовики 1/2 дюйма и 3/8 дюйма. Шпиндель вращается.
Вихревой тип (справа) лучше всего работает при
1000 об/мин. Бренд LS Starrett превосходит все остальные.
Использование центроискателя для обнуления ЦИ. Веретено
оборотов и дело в том по центру, слегка нажав на него.
Анимация поиска края.
Шпиндель вращается со скоростью около 1000 об/мин.
3/8 “диаметр Кромочный искатель Starrett с адаптером
вам не нужно менять цангу только для обозначения кромки.
Размер шага: 1/4″, 5/16″, 3/8″, 1/2″, 5/8″, 3/4″ и 1″.
Глубина ступеней варьируется от 0,100 до 0,200 дюймов.
Ступенчатый центральный индикатор для быстрого выравнивания.
Изготовлен из стержня из нержавеющей стали.
Шаги 1/4″, 5/16″, 3/8″, 1/2″.
Для наиболее точной индикации
использовать искатель центра или циферблатный тестовый индикатор.Нажмите на связанные миниатюры #объявление
Нажмите на связанные миниатюры #ad
Инструмент для центровки дюбелей. Датчики куда точнее.
Обязательно начните с центральное сверло, первое.
Удобно использовать на сверлильном станке.Защитные экраны
Небольшой низкий поликарбонатный экран толщиной 1/16 дюйма.
Алюминий основание имеет пять вклеенных магнитов.
Три установочных винта 6-32 удерживают экран в основании.
Большой экран из поликарбоната на магнитной основе. Стержень держателя из нержавеющей стали
с алюминиевым держателем края.Прецизионные блоки
Точные, 1-2-3, 2-3-4 и 2-4-6 (дюймы)
прецизионно отшлифованные, закаленные стальные блоки.
Резьбовые отверстия 3/8-16 и отверстия с зазором позволяют зажимать.
Показанные блоки 2-4-6
используются для придания жесткости установке.
Анимация, иллюстрирующая использование блоков точности
для помощь укажите таблицу RF-25.
Приспособление 1st Word от Sparro снято с производства.
Размеры паза стола фрезерного станка RF-25 где:
24 мм = 0 . 945″, 14 мм = 0 . 551″, & 10 мм = 0 . 394″.Прижимные зажимы
Для слотов RF-25 требуются Т-образные гайки 1/2 дюйма с использованием Шпильки 3/8″.Нажмите на связанные миниатюры #ad
Британские или метрические единицы
Доступны слоты разного размера
Доступны 2 модели, 1 шт. или 2 шт.:
3-5/8″ x 3/4″ и 5-1/2″ x 1-1/8″
Нажмите на связанные эскизы #ad
Набор прижимных зажимов.Поворотные столы
Шестидюймовый Фаза II+ поворотный стол. Идеальный размер для RF-25 9Стол 0198 (40 фунтов). Червячная передача может выйти из зацепления
разрешают свободное/быстрое вращение стола. Перед использованием, снимите
фиксирующую ручку указателя весов стола, которая находится над
передним левым фиксирующим рычагом стола, чтобы заполнить масляный резервуар
через отверстие. Окно пластикового бачка справа
от переднего рычага блокировки показывает уровень масла. Заполнил его до
середина окошка маслом для легких инструментов Starrett.
Руководство по поворотному столу Phase2+.Нажмите на связанные миниатюры #объявление
Нажмите на связанные эскизы #ad
Перемещение поворотного стола с помощью
держателя IndicOL с Циферблат Старретта
тестовый индикатор (вверху) и цанга 1/8 дюйма
, удерживающая циферблатный индикатор проверки (ниже).
Анимация, показывающая перемещение влево-вправо (ось X)
поворотного стола при перемещении
с помощью прецизионная шлифовка внутреннего края.
Анимация, показывающая передвижение вперед-назад (ось Y)
поворотного стола.
Нажмите на связанные эскизы #ad
4″ Поворотный стол Sherline имеет центр с резьбой 3/8-16
. что очень удобно при креплении деталей.
6-дюймовый стол имеет конус MT2 (1,5 градуса) в центре.
, поэтому я сделал коническую заглушку с 3/8-16 ниток.
Еще есть место для перемещения по внутреннему краю.
Вид снизу на 6-дюймовый поворотный стол, показывающий
болт, прочно удерживающий заглушку в отверстие МТ2.
Деталь латунной заглушки.6-дюймовый поворотный стол с 6-дюймовый 4-х кулачковый патрон установлен.
Просверлено сверлом размером с букву Q (0,332 дюйма) и раззенковано (конец 1/2 дюйма)
мм) четыре отверстия под 5/16-18 закаленный шестигранник болты.
Болты находятся посередине (45 градусов) между губками и резьбовыми отверстиями
, которые крепят заднюю часть пластина. Сначала перемещался поворотный стол
, затем перемещался патрон с помощью внешней поверхности.
Использование поворотного стола для разметки отверстий под болты
для патрона от 4 до 6 дюймов поворотная переходная пластина. Точность
(расширенное) центральное отверстие, используемое для обозначения центра детали в
4-х кулачковый патрон. Задействуйте все замки стола перед сверлением.Болты с шестигранной головкой M8-1,25 с потайной головкой используют существующие
отверстий пластины адаптера патрона. Закаленный 5/16-18 шестигранник
болты
крепят пластину к 6-дюймовому поворотному столу. Алюминиевая пластина
изготовлена из высокоточной (фрезерованной) заготовки.Узкий фрезерованный стержень с резьбой 3/8–16 прикручен болтами.
монтажных отверстий в нижней части поворотного стола.
Просто зажмите его в тиски нижней частью стола
опирается на верхняя часть прецизионно обработанных челюстей.
Стол выравнивается нормально, и это быстрее, чем
удаление и повторная установка 75 фунт Тиски Парлека.
4-5/8 дюйма по оси Z теряются, но если деталь маленькая, это не проблема.
Поворотный стол также лучше по центру.Быстрое позиционирование поворотного стола
Анимация, показывающая, как червячная передача может быть
разблокирована и выдвинута, чтобы позволить быстрое позиционирование стола.
Установка 4-дюймового поворотного стола на опорную плиту для быстрого монтажа
. На столе уже было три, 10-32
с резьбовыми отверстиями на дне. Использовал транспортировочные винты
, чтобы совместить три резьбовых отверстия 10-32 с пластиной.
Нижняя поверхность поворотного стола опирается на губки тисков.
Максимальный предел веса этого поворотного стола 25 фунтов.
Для дополнительных 1-3/4 дюйма (44 мм) Z пластина позволяет
зажим внутри губок плюс можно использовать параллели.
опорная плита имеет десять отверстий, которые совпадают с мельницей Taig
слотов стола крепление болтами 10-32 с Т-образными гайками.
Простой переходник с 3/8-16 на 10-32 для 4-дюймового поворотного стола
. У него есть отвертка слот.
Простой центрирующий болт поворотного стола;
Головка болта 3/8-16, обработанная под углом 45 градусов.
Этот дополнительный пузырьковый уровень из черного анодированного алюминия
для штативов имеет внутренний диаметр 60 мм. поднос. Он вмещал
все
моих разных штативных головок, кроме
Наклонный шар Manfrotto 498RC2. К точно установить пластину за
головка болта была срезана под углом на токарном станке.
С его помощью отверстие в детали быть плотно сосредоточенный
на Таблица. 0,35 мм (0,014 дюйма) было снято, чтобы открыть
пластину для 498RC2 с базой 60,5 мм.
Использование поворотный стол, три отверстия диаметром 6 мм были просверлены
через каждые 120 градусов, чтобы снимите установочные винты, фиксирующие основание.
Если винты выдвинуты примерно на 1 мм, они
удерживают пластину от вращения при голова прилагается.Светильники
Пример простого приспособления. Алюминиевая втулка
была обработана для крепления и центрирования детали с помощью
а 3/8-16 болт вкручен в центр стола.
Приспособление является формой приспособления.
Для изготовления сменной латунной шайбы
(сломанная пластмасса) I сначала просверлил 1-дюймовое отверстие в единственном прикладе
у меня был в наличии. Использовалась латунь, потому что это
для наружного применения, которое вертится на ветру.
Использовал ленточная пила, чтобы отрезать вафли.
Установка пластины на 1-дюймовый
оправка для изготовления диск толщиной 0,12 дюйма.
Держит фигуру с скучно 1-3/8″
отверстие с помощью небольшой 3-х кулачковый патрон.
Отфрезеровано по намеченной линии с помощью центральной фрезы,
2 зуба, 1/4 дюйма с покрытием TiN концевая фреза при 1900 об/мин.
Здесь я также использовал фрезу, чтобы сделать прямые пропилы.
ЦИ возвращает таблицу в центр (0,0).
Еще две детали нуждались в меньших 1-дюймовых отверстиях, поэтому я
решил сделать приспособления для соответствия центры.
Основание имеет шаг диаметром 1 дюйм. Ступицы
не такие толстые, как деталь, поэтому они будет плотно зажиматься.
Диск установлен на своей базе.
Красный Дайкем наносился перед скрайбированием.
Прокладка 1-3/8 дюйма удерживает/центрирует первую сделанную мной деталь.
Болт A 3/8-16 ввинчивается в поворотный стол.
Выровненная деталь затем трассируется с помощью писец.
Крепление удерживает часть над 9Таблица 0198 с зазором для конца
мельница прорезать насквозь.
На этот раз я использовал ленточнопильный станок
, чтобы сделать прямые пропилы.
Детали были обработаны с помощью дисковый шлифовальный станок.
Готовые детали с креплениями.
Изготовлена переходная пластина для установки 4-дюймового
центрированный поворотный стол на поворотном столе.Делительная головка
Делительная головка с центральной и встроенной собачкой.
1-1/2-8 резьба защищена прилагаемым пластиковым воротником.
Также показана регулируемая задняя бабка. Резьбовой (незавершенный) адаптер патрона
и дополнительные индексные пластины (сверху).
Делительная головка с Цанговый патрон 5С. голова может наклоняться
под разными углами. Инструкция по эксплуатации делительной головки Bemato.
Делительная головка производства Bemato. (Тайвань).
Эта головка теперь используется на Мельница РФ-25.
Используйте 4-кулачковый или цанговый патрон для точного центрирования.
Одна насадка из быстрорежущей стали может быть заточена до зубчатого профиля.
Результаты моей первой попытки. Трехкулачковый патрон сделал
не удерживает приклад точно по центру. Это легко исправить
с помощью 4-кулачкового патрона или цанг.
Теперь я переключился на шестерни с ЧПУ; изготовление
их с использованием 4-й оси А и эвольвентных фрез.
 Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Он станет вашим идеальным помощником для обработки канавок фрезы, нарезания зубьев шестерен, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали.
Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Он станет вашим идеальным помощником для обработки канавок фрезы, нарезания зубьев шестерен, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали. Другой уровень предотвращает вибрацию шпинделя во время обработки.
Другой уровень предотвращает вибрацию шпинделя во время обработки.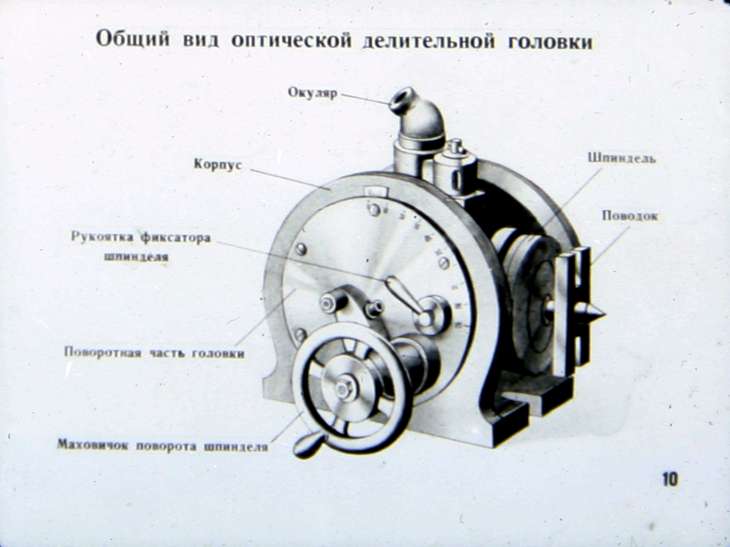 , 19:53:50
Горный часовой пояс США
, 19:53:50
Горный часовой пояс США



 Точность +/-0,0003 дюйма
Точность +/-0,0003 дюйма 







 Закаленный 5/16-18 шестигранник
болты
Закаленный 5/16-18 шестигранник
болты 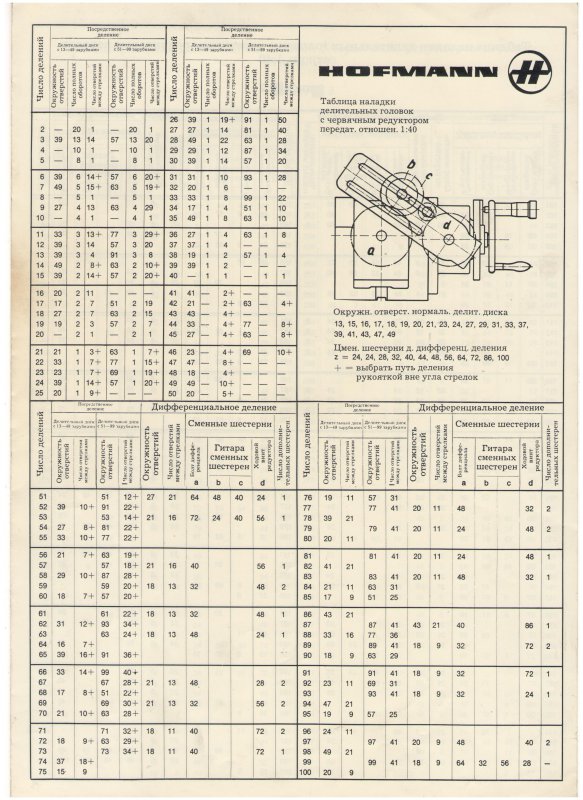 На столе уже было три, 10-32
На столе уже было три, 10-32  поднос. Он вмещал
все
поднос. Он вмещал
все  Использовалась латунь, потому что это
Использовалась латунь, потому что это 
