Проект Карла III Ребане и хорошей компании | Раздел недели: Водные растворы и смеси для обработки металлов – мытья, обезжиривания, нанесения покрытий, очистки и т.п. Составы для очистки и обезжиривания поверхности и нанесения покрытий. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Техническая информация тут Поиск на сайте DPVA Полезные ссылки О проекте Обратная связь Оглавление | Адрес этой страницы (вложенность) в справочнике DPVA.xyz: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах.
 Введите свой запрос: Введите свой запрос: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.xyz Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.DPVA.xyz не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.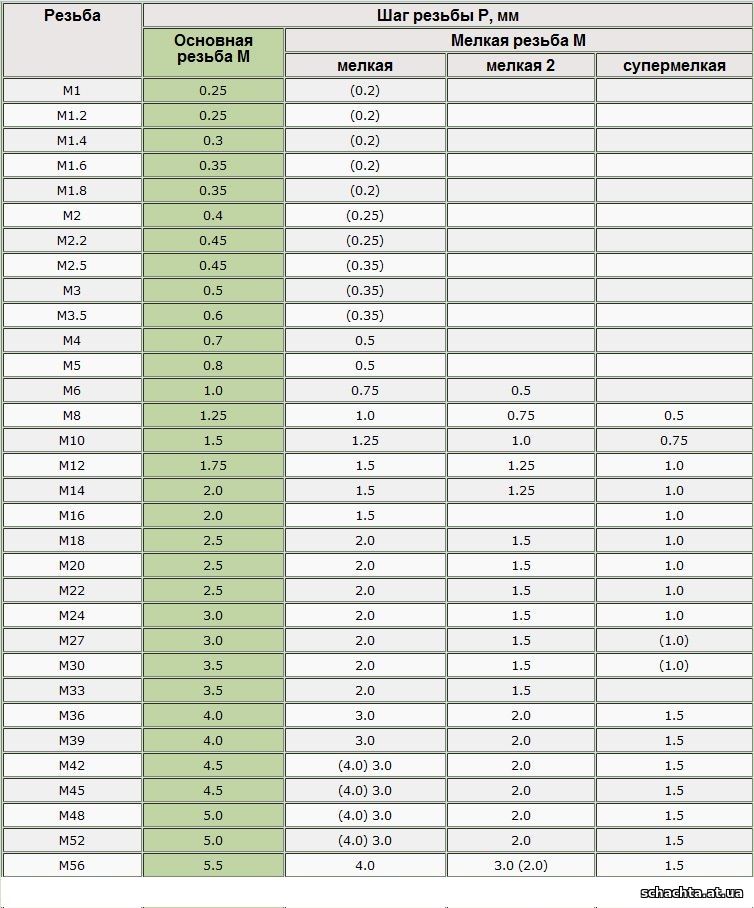 откл.
откл.  откл.
откл. Нарезка резьбы в деталях, особенности и советы
Внутреннюю резьбу нарезают с помощью метчиков. При нарезании резьбы диаметром до 8 мм вручную пользуются комплектом из трех метчиков: чернового, среднего и чистового, которые на цилиндрической части хвостовика имеют соответственно одну, две и три кольцевые риски.
Большое значение имеет правильный выбор диаметра отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднен, что ведет к срыву первых ниток резьбы или к заклиниванию и поломке метчика.
Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 – 2,4-2,5 мм и т. д. (см. таблицу).
Таблица 1. Диаметры сверл для высверливания отверстий под метрические резьбы.
Сначала резьбу нарезают первым метчиком, затем – вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении. Для охлаждения метчика и уменьшения усилия при нарезании резьбы применяют смазки: для алюминия – керосин, для меди – скипидар, для стали – эмульсию.
Бронзу н чугун режут без смазки.
При нарезании глухого отверстия его глубина должна быть больше, чем длина требуемой резьбы, на 3-4 мм.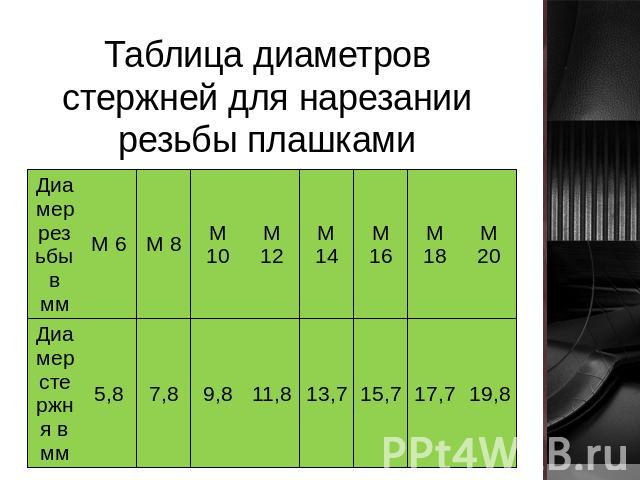 При этом необходимо периодически вывертывать метчик для удаления из отверстия стружки.
При этом необходимо периодически вывертывать метчик для удаления из отверстия стружки.
Наружную резьбу на винтах, болтах и шпильках нарезают вручную с помощью плашек. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице.
Таблица 2. Диаметры стержней под метрическую резьбу, выполняемую плашками.
| Наружный диаметр резьбы, мм |
Диаметр стержня, мм |
Наружный диаметр резьбы, мм |
Диаметр стержня, мм |
| 3 | 2,94 | 6 | 5,92 |
| 3,5 | 3,42 | 7 | 6,9 |
| 4 | 3,92 | 8 | 7,9 |
| 4,5 | 4,42 | 9 | 8,9 |
| 5 | 4,92 | 10 | 9,9 |
Стержень под резьбу должен иметь чистую поверхность; нельзя нарезать резьбу на стержнях, покрытых окалиной нли ржавчиной, так как в этом случае плашки быстро изнашиваются. Перед нарезанием резьбы стержень зажимают в тисках так, чтобы его конец выступал над уровнем губок тисков немного больше длины нарезаемой части, а на самом конце стержня снимают фаску.
Перед нарезанием резьбы стержень зажимают в тисках так, чтобы его конец выступал над уровнем губок тисков немного больше длины нарезаемой части, а на самом конце стержня снимают фаску.
В начале нарезания резьбы необходимо следить за тем, чтобы плашка врезалась в стержень без перекоса. При перекосе плашки профиль резьбы искажается, а зубья плашки могут сломаться.
Литература: В. Г. Бастанов. 300 практических советов, 1986г.
1167
Мастерская радиолюбителя
- КВ конвертеры на вещательные диапазоны
- Схема лампового УМЗЧ Дьеря Плахтовича на пентодах 807, Г-807 (60 Вт)
- Тетродный однотактный ламповый усилитель на 6П7С (7 Вт)
- Что такое о гальванопластика и гальваностегия
Инструкции по нарезанию резьбы из листового металла — SendCutSend
Установка и стоимость
Нарезание резьбы на деталях добавляет минимум 9 долларов к общей сумме вашей корзины. Цены начинаются от 3 долларов за одну операцию.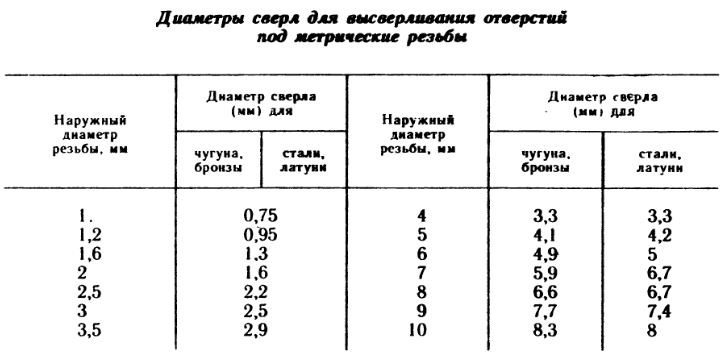 Смотрите нашу удобную диаграмму здесь для примеров. Посетите нашу страницу обработки для получения информации о типичных сроках выполнения врезки и других услуг.
Смотрите нашу удобную диаграмму здесь для примеров. Посетите нашу страницу обработки для получения информации о типичных сроках выполнения врезки и других услуг.
| Количество деталей | Общая стоимость | Математика |
| 1 | $12 | 3 доллара за отверстие x 4 отверстия = 12 долларов |
| 2 | 19,20 $ | 3 доллара за отверстие x 8 отверстий = 24 доллара 24 долл. США x 20% скидка за количество = 19,20 долл. США |
| 10 | 85,20 $ | 3 доллара США за отверстие x 40 отверстий = 120 долларов США 120 долларов США x 29% скидка за количество = 85,20 долларов США |
| 40 | 288,00 $ | 3 долл. США за отверстие x 160 отверстий = 480 долл. США 480 долл. США x 40 % скидка на количество = 288 долларов США |
Понимание типов и размеров резьбы для крепежа
Зацепление резьбы
Зацепление резьбы, по сути, просто причудливый способ сказать: «какой процент резьбы на этом болте зацеплен (или правильно соединен) с резьбой на этот орех? То же самое работает и с резьбовыми отверстиями и соответствующими крепежными элементами. Здесь важно знать свои материалы.
Здесь важно знать свои материалы.
Чтобы убедиться, что ваши детали обладают необходимой прочностью для ваших применений, вы должны обязательно учитывать такие факторы, как растяжение и сдвиг.
Шаг резьбы
Шаг резьбы — это показатель, отражающий количество витков резьбы в заданном пространстве. Существует несколько способов обозначения шага резьбы:
- SAE (Общество инженеров-автомобилестроителей)
- Метрическая система
- ANSI (Американский национальный институт стандартов)
Измерение диаметра — это просто линия пересечения прямо через середину вашей геометрии, которая, в данном случае, является вашим отверстием для резьбы и используемой застежкой.
SAE представлен в следующем формате: ½-20. Это измерение читается как диаметр полдюйма с 20 витками резьбы на дюйм длины резьбы.
Метрическая представлена в таком формате: М10-1,25. Это измерение читается как диаметр 10 мм с шагом 1,25 мм между каждой резьбой.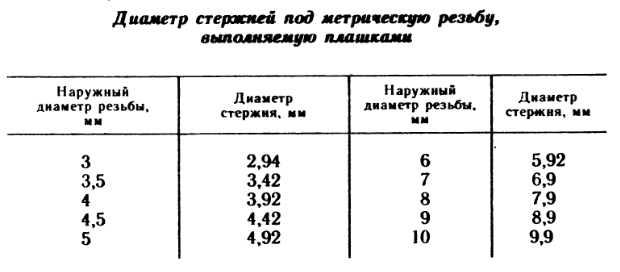 Таким образом, вместо подсчета витков на дюйм метрическая система напрямую измеряет расстояние между двумя витками в миллиметрах.
Таким образом, вместо подсчета витков на дюйм метрическая система напрямую измеряет расстояние между двумя витками в миллиметрах.
ANSI уникальный зверь и имеет свои собственные стандартизированные размеры, которые читаются следующим образом: 10-24. Они, как и две другие системы, просто отражают определенный стандартизированный размер крепежа. Если вам нужен один из них, вы, вероятно, уже знаете, а если вы не уверены, есть диаграммы для подробной проверки размеров.
Крупная резьба и тонкая резьба
Вам также необходимо понимать разницу между грубой и тонкой резьбой применительно к вашему проекту.
Крепеж/отверстия с крупной резьбой имеют больший шаг по сравнению с мелкой резьбой. Это просто означает, что на каждое крепление/отверстие приходится меньше резьбы. Напротив, тонкие резьбы, как правило, имеют меньший шаг и, следовательно, большее количество резьб. Достаточно легко, да?
В большинстве случаев вы, вероятно, будете использовать грубую резьбу, но в некоторых случаях предпочтительнее использовать отверстие/застежку с мелкой резьбой.
Если вы думаете, использовать метчик с мелкой резьбой или нет, рассмотрите эти плюсы и минусы, но помните, что это не исчерпывающий список:
Плюсы мелкой резьбы размер
Минусы тонкой резьбы
- Более склонны к заеданию и истиранию
- Менее подходит для высокоскоростной сборки из-за заедания
- Нужны более длинные резьбовые зацепления
Рекомендации по размеру и размещению метчика
Компания SendCutSend автоматически изменяет размер отверстий, чтобы они идеально соответствовали нужному метчику! Тем не менее, вы все равно захотите ссылаться на нашу таблицу размеров отверстий при расчете минимального требуемого расстояния от других элементов выреза.
Нам потребуется, чтобы центр всех резьбовых отверстий находился на расстоянии не менее следующего расстояния от других элементов выреза: размер летки/2 + минимальное расстояние от летки до края для выбранного материала.
Минимальное расстояние от отверстия до кромки измеряется от края резьбового отверстия до ближайшего элемента выреза. Спецификацию можно найти на странице информации о каждом отдельном материале по толщине заготовки.
Ниже приведена таблица доступных размеров метчиков SendCutSend. Каждый размер метчика соответствует требуемому размеру сквозного отверстия, который потребуется в вашей конструкции.
Используйте приведенную выше формулу, чтобы убедиться, что расстояние между резьбовыми отверстиями и другими элементами выреза достаточно для обеспечения оптимальной производительности для ваших приложений.
Thread/Tap Hole Size Chart
| Tap | Hole Size | MM |
| 4-40 | 0.091″ | 2.32 |
| 6 -32 | 0,116″ | 3,00 |
| 8-32 | 0. 138″ 138″ | 3.51 |
| 10-32 | 0.164″ | 4.17 |
| 1/4-20 | 0.209″ | 5.31 |
| 1/4 -28 | 0.221″ | 5.62 |
| 5/16-18 | 0.266″ | 6.76 |
| 5/16-24 | 0.278″ | 7.07 |
| 3/8-16 | 0,323″ | 8,21 |
| 3/8-24 | 0.341″ | 8.67 |
| 1/2-13 | 0.435″ | 11.05 |
| 1/2-20 | 0.459″ | 11.66 |
| M2 x 0.4 | 0.065″ | 1.66 |
| M2.5 x 0.45 | 0.083″ | 2.11 |
| M3 x 0.5 | 0.102″ | 2.60 |
| M4 x 0.7 | 0,134″ | 3,41 |
| M5 x 0.8 | 0.170″ | 4.32 |
M6 x 1. 0 0 | 0.203″ | 5.16 |
| M8 x 1.25 | 0.274″ | 6.96 |
| M10 x 1.5 | 0,344″ | 8,74 |
Правильный выбор метчика для толщины материала
В идеале вам нужно как можно большее зацепление/глубина резьбы. В зависимости от приложения вы можете обойтись гораздо меньшими затратами. Для наилучшей прочности вы должны стремиться к соотношению диаметра болта к глубине в 1-1,5 раза.
Например, болт 8-32 должен иметь глубину резьбы/материала приблизительно (0,136–204 дюйма).
Доступные материалы для нарезания резьбы
- 0,063–0,500 дюйма 5052/6061/7075 Алюминий
- 0,063–0,250 дюйма Медь
- 0,063–0,250” Латунь
- 0,060–0,500” Нержавеющая сталь 304
- 0,059–0,500” Мягкая сталь
- 0,050–0,250” 4130 Хроммолибден
- 0,125–0,250” Делрин
- 0,250–0,500” ПЭВП
- 0,125–0,250” АБС
Латунь
0,040″ – 0,250″
Медь
0,063 дюйма и 0,250 дюйма
Сталь G30
0,036″ – 0,059″
Мягкая сталь
0,030″ – 0,250″
Quick File Setup & Design Points
- Размер отверстий в соответствии с размером сверла для данного метчика, используя нашу таблицу во избежание искажения.
 Вы можете найти ширину штампа, используемого для формирования наших гибких материалов, на странице информации о каждом отдельном материале. Ознакомьтесь с нашими рекомендациями по изгибу для получения дополнительной информации.
Вы можете найти ширину штампа, используемого для формирования наших гибких материалов, на странице информации о каждом отдельном материале. Ознакомьтесь с нашими рекомендациями по изгибу для получения дополнительной информации.
 Вы можете найти ширину штампа, используемого для формирования наших гибких материалов, на странице информации о каждом отдельном материале. Ознакомьтесь с нашими рекомендациями по изгибу для получения дополнительной информации.
Вы можете найти ширину штампа, используемого для формирования наших гибких материалов, на странице информации о каждом отдельном материале. Ознакомьтесь с нашими рекомендациями по изгибу для получения дополнительной информации.- TAPPAPING только доступно перпендикулярно основной поверхности
- Минимум 1 ″ x 1,5 ″ Размер детали для нажатия
- Максимум 36 ″ x 46 ″ Размер детали для постукивания
Что ожидать на законченных деталях
9005. Детали могут иметь небольшой остаток светлого масла
Заключительное заявление
Мы надеемся, что это руководство поможет вам спроектировать свои детали для достижения большего успеха вместе с нами, и мы просим вас найти время, чтобы просмотреть другие страницы с рекомендациями, чтобы убедиться, что все выглядит великолепно. В конце концов, это сэкономит нам всем огромное количество времени и энергии!
В конце концов, это сэкономит нам всем огромное количество времени и энергии!
Если у вас есть конкретные вопросы относительно вашего дизайна, которые не описаны в наших рекомендациях, не стесняйтесь обращаться по адресу [email protected]. Наши дружелюбные и талантливые люди свяжутся с вами как можно скорее!
Контрольный список перед полетом
- Файл представляет собой файл двумерного векторного формата.
- Все отверстия и вырезы имеют толщину материала не менее 50% для деталей, вырезанных лазером.
- Все отверстия и вырезы имеют размер не менее 0,070 дюйма для большинства деталей, вырезанных гидроабразивной струей.
- Все отверстия и вырезы имеют размер не менее 0,125 дюйма для всех деталей, обработанных на станках с ЧПУ.
- Файл создается в масштабе 1:1, предпочтительно в дюймах или миллиметрах.
- Все объекты находятся на одном слое
- Все случайные точки, повторяющиеся линии, пустые объекты и текстовые области были удалены.
- Нет фигур с открытыми контурами
- Все формы были объединены, объединены или объединены
- Весь текст был преобразован в контуры или контуры
- Вырезанный текст (перевернутый текст) имеет перемычки или нанесен трафаретом

Fast-Spec, Inc.
Звоните по телефону 817-226-6444Нестандартный крепеж, изготовленный по уникальным спецификациям
Продукты- Анкерные изделия
- Болты/винты с шестигранной головкой
- Зажимы
- Изготовленные на заказ детали
- Электрика
- Метрические застежки
- Гайки
- Резиновые изделия
- Винты
- Изделия с розетками
- Резьбовые стержни и шпильки
- Инструменты
- Шайбы
Arlington, Texas 76012
Таблица сверления метчиком — стандарт 2B
| Размер метчика | Сверло для резки метчика | Накатное сверло | Минор θ | Майор θ | ||
|---|---|---|---|---|---|---|
| 0-80 | 3/64 | .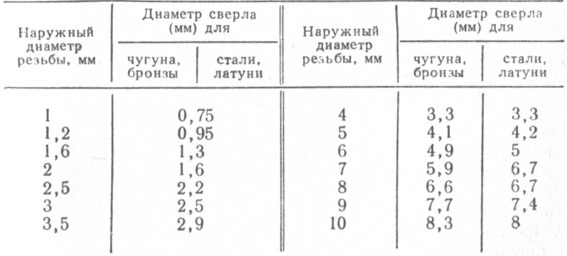 0469 0469 | 1,35 мм | .0531 | .0465/.0514 | .060 |
| 1-72 | #53 | .0595 | 1,7 мм | .0669 | .0580/.0635 | .060 |
| 1-64 | #53 | .0595 | 1,65 мм | .0650 | .0561/.0623 | .073 |
| 2-64 | #50 | .070 | 2,0 мм | .0787 | .0691/.0753 | .086 |
| 2-56 | #50 | .070 | 5/64 | .0781 | .0667/.0737 | .086 |
| 3-48 | #47 | .0785 | #43 | .089 | .0764/.0845 | .099 |
| 3-56 | #45 | .0820 | 2,3 мм | .0906 | .0797/.0865 | .099 |
| 4-40 | #43 | .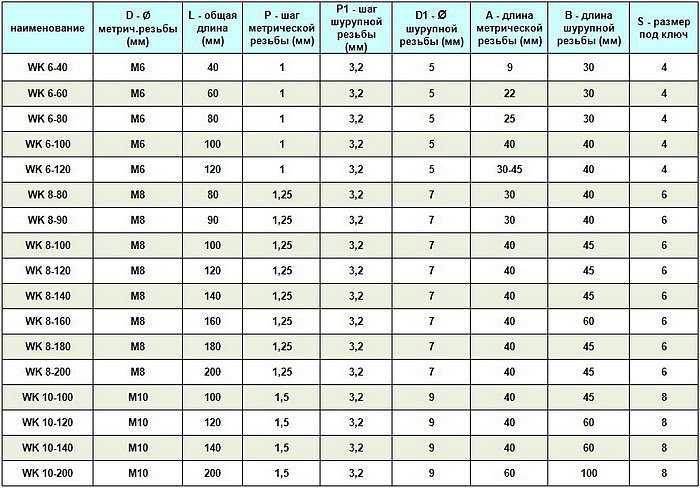 0890 0890 | #39 | .0995 | .0849/.0939 | .112 |
| 4-48 | #42 | .0935 | 2,6 мм | .1024 | .0894/.0968 | .112 |
| 5-40 | #38 | .1015 | #33 | .1130 | .0979/.1062 | .125 |
| 5-44 | #37 | .1040 | 2,9 мм | .1142 | .1004/.1079 | .125 |
| 6-32 | #36 | .1065 | 3,1 мм | .1220 | .104/.114 | .138 |
| 6-40 | #33 | .1130 | 3,2 мм | .1260 | .111/.119 | .138 |
| 8-36 | #29 | .1360 | #25 | .1495 | .130/.139 | .164 |
| 10-24 | #25 | .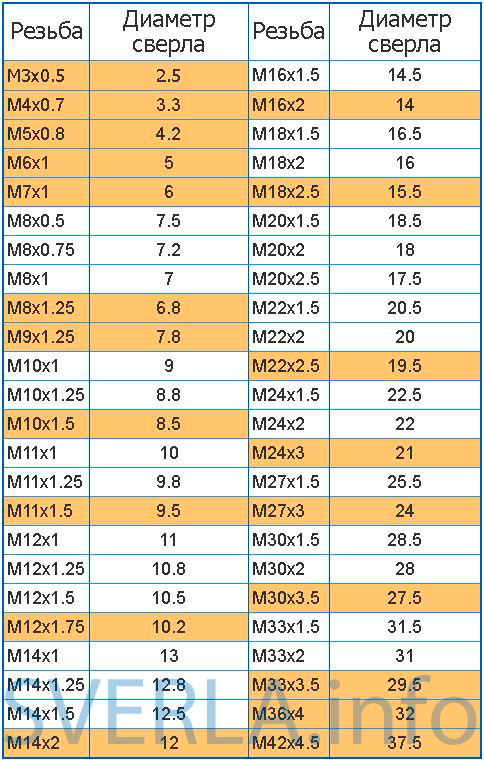 1495 1495 | 11/64 | .1719 | .145/.156 | .190 |
| 10-32 | #21 | .1590 | #16 | .1770 | .156/.164 | .190 |
| 12-24 | #16 | .1770 | 5,0 мм | .1968 | .171/.181 | .216 |
| 12-28 | #14 | .1820 | #8 | .1990 | .177/.186 | .216 |
| 12-32 | 3/16 | .1875 | * | * | .182/.190 | .216 |
| 1/4-20 | #7 | .2010 | #1 | .2280 | .196/.207 | .250 |
| 1/4-28 | #3 | .2130 | А | .2340 | .211/.220 | .250 |
| 1/4-32 | 7/32 | . 2188 2188 | * | * | .216/.224 | .250 |
| 16-18 5/18 | Ф | .2570 | л | .2880 | .252/.265 | .312 |
| 16/5-24 | я | .2720 | М | .2950 | .267/.277 | .312 |
| 16/5-32 | 9/32 | .2813 | * | * | .279/.286 | .312 |
| 3/8-16 | 5/16 | .3120 | С | .3480 | .307/.321 | .375 |
| 3/8-24 | В | .3320 | Т | .3580 | .330/.340 | .375 |
| 3/8-32 | 32.11 | .3438 | * | * | .341/.349 | .375 |
| Размер метчика | Сверло для резки метчика | Накатное сверло | Минор θ | Майор θ | ||
|---|---|---|---|---|---|---|
| 16-14 июля | У | . 3680 3680 | 13/32 | .4062 | .360/.380 | .437 |
| 16/7-20 | 25/64 | .3906 | З | .4130 | .383/.395 | .437 |
| 16/7-28 | Д | .4040 | * | * | .299/.407 | .437 |
| 1/2-13 | 27/64 | .4219 | 15/32 | .4688 | .417/.434 | .500 |
| 1/2-20 | 29/64 | .4531 | 12,25 мм | .4823 | .446/.457 | .500 |
| 1/2-28 | 15/32 | .4688 | * | * | .461/.470 | .500 |
| 9/16-12 | 31/64 | .4844 | 17/32 | .5312 | .472/.490 | .562 |
| 16-18 сентября | 1/2 | .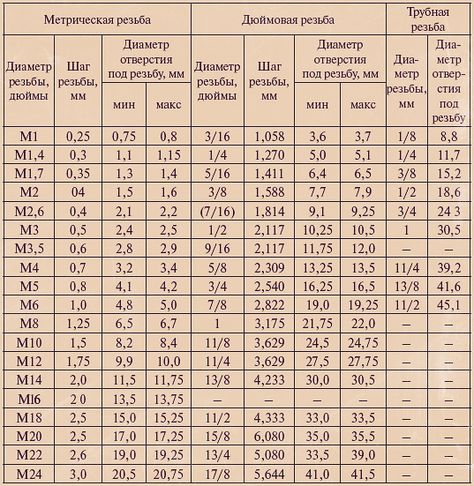 500 500 | 13,5 мм | .5315 | .502/.515 | .562 |
| 16-24 сентября | 33/64 | .5156 | * | * | .517/.527 | .562 |
| 5/8-11 | 17/32 | .5313 | 14,75 мм | .5807 | .527/.546 | .625 |
| 5/8-18 | 16 сентября | .5625 | 15,25 мм | .6004 | .565/.578 | .625 |
| 5/8-24 | 37/64 | .5781 | * | * | .580/.590 | .625 |
| 16-12.11 | 41/64 | .6094 | * | * | .597/.615 | .687 |
| 16-24.11 | 41/64 | .6406 | * | * | .642/.652 | .687 |
| 3/4-10 | 21/32 | . 6563 6563 | 45/64 | .7031 | .642/.663 | .750 |
| 3/4-16 | 16.11 | .6875 | 23/32 | .7188 | .682/.696 | .750 |
| 3/4-20 | 45/64 | .7031 | * | * | .696/.707 | .750 |
| 13/16-12 | 47/64 | .7344 | * | * | .722/.740 | .812 |
| 13/16-16 | 3/4 | .750 | * | * | .745/.759 | .812 |
| 13/16-20 | 49/64 | .7656 | * | * | .758/.770 | .812 |
| 7/8-9 | 49/64 | .7656 | * | * | .755/.778 | .875 |
| 7/8-14 | 51/64 | . 7969 7969 | * | * | .798/.814 | .875 |
| 7/8-20 | 53/64 | .8281 | * | * | .821/.832 | .875 |
| 15/16-12 | 55/64 | .8594 | * | * | .847/.865 | .937 |
| 15/16-16 | 7/8 | .8750 | * | * | .870/.884 | .937 |
| 15/16-20 | 57/64 | .8906 | * | * | .883/.895 | .937 |
| 1-8 | 7/8 | .8750 | * | * | .865/.890 | 1 |
| 1-12 | 59/64 | .9219 | * | * | .910/.928 | 1 |
| 1-20 | 61/64 | .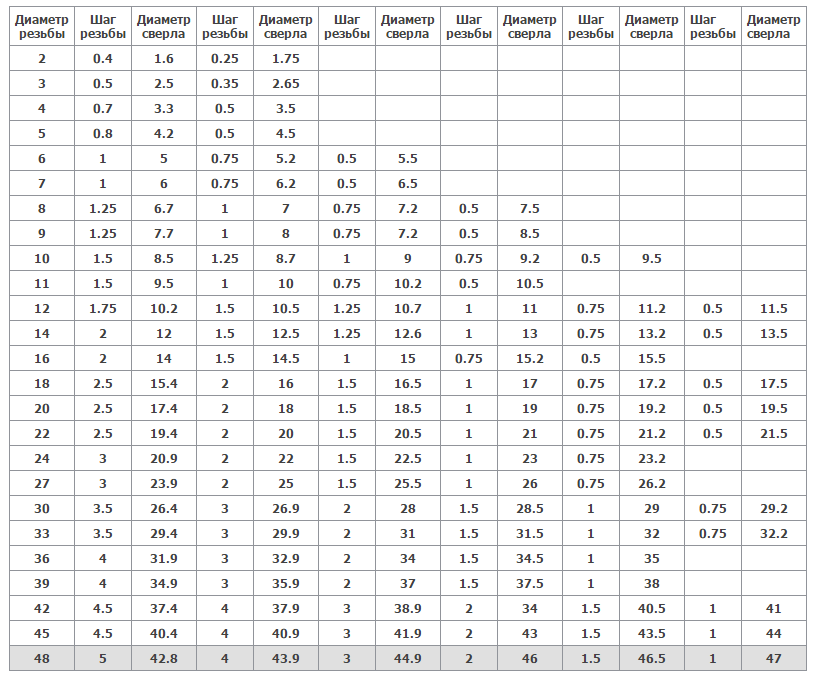 9531 9531 | * | * | .946/.957 | 1 |
Таблица сверления метчиков – метрическая H6
| Размер метчика | Сверло для резки метчика | Накатное сверло | Минор θ | Майор θ | ||||
|---|---|---|---|---|---|---|---|---|
| M1,6 x 0,35 | 1,25 | .0492 | 1,45 | .0571 | 1,22/1,321 | .0481/.0520 | 1,6 | .0630 |
| M1,8 x 0,35 | 1,45 | .0571 | #51 | .0670 | 1,371/1,421 | .0540/.0559 | 1,8 | .0709 |
| M2 x 0,4 | 1,6 | .0630 | 1,8 | .0709 | 1,567/1,679 | .0620/.0661 | 2,0 | .0787 |
| M2,2 x 0,45 | 1,75 | . 0689 0689 | 2,0 | .0787 | 1,648/1,713 | .0649/.0674 | 2,2 | .0866 |
| M2,5 x 0,45 | 2,05 | .0807 | 2,3 | .0906 | 2,013/2,138 | .0793/.0842 | 2,5 | .0984 |
| M3 x 0,5 | 2,5 | .0984 | 7/64 | .1094 | 2,459/2,599 | .0968/.1023 | 3,0 | .1181 |
| M3,5 x 0,6 | 2,9 | .1142 | 3,2 | .1260 | 2,850/3,010 | .1122/.1185 | 3,5 | .1378 |
| M4 x 0,7 | 3,3 | .1299 | 3,7 | .1457 | 3,242/3,422 | .1276/.1348 | 4,0 | .1575 |
| M4,5 x 0,75 | 3,7 | .1457 | 4.1 | . 1614 1614 | 3,580/3,688 | .1406/.1452 | 4,5 | .1772 |
| M5 x 0,8 | 4,2 | .1654 | #14 | .182 | 4.134/4.334 | .1628/.1706 | 5,0 | .1969 |
| M6 x 1,0 | 5,0 | .1969 | 7/32 | .2188 | 4.917/5.153 | .1936/.2029 | 6,0 | .2362 |
| M7 x 1,0 | 6,0 | .2362 | Ф | .2570 | 5,773/5,917 | .2273/.2330 | 7,0 | .2756 |
| M8 x 1,25 | 6,7 | .2638 | 7,4 | .2913 | 6,647/6,912 | .2617/.2721 | 8,0 | .3150 |
| M8 x 1,0 | 7,0 | .2756 | 19/64 | .2969 | 6.917/7.153 | . 2723/.2816 2723/.2816 | 8,0 | .3150 |
| M10 x 1,5 | 8,5 | .3346 | У | .3680 | 8,376/8,676 | .3298/.3416 | 10,0 | .3937 |
| M10 x 1,25 | 8,7 | .3425 | 9,4 | .3701 | 8,647/8,912 | .3404/.3509 | 10,0 | .3937 |
| M12 x 1,75 | 10,2 | .4016 | 11,2 | .4409 | 10.106/10.441 | .979/.4111 | 12,0 | .4724 |
| М12 х 1,25 | 10,8 | .4252 | 11,5 | .4528 | 10.647/10.912 | .4192/.4296 | 14,0 | .5512 |
| M14 x 2,0 | 12,0 | .4724 | 33/64 | .5156 | 11.835/12.210 | .4659/.4807 | 16,0 | . 6299 6299 |
| М16 х 2,0 | 14,0 | .5512 | 19/32 | .5938 | 13.835/14.210 | .5447/.5594 | 18,0 | .7087 |
| M16 x 1,5 | 14,5 | .5709 | 15,25 | .6007 | 14.376/14.676 | .5660/.5778 | 18,0 | .7087 |
| M18 x 2,5 | 15,5 | .6102 | 39/64 | .6094 | 14.933/15.394 | .5879/.6061 | 18,0 | .7087 |
| M18 x 1,5 | 16,5 | .6496 | 17,25 | .6791 | 16.376/16.676 | .6447/.6565 | 20,0 | .7874 |
| M20 x 2,5 | 17,5 | .6890 | 18,75 | .7382 | 17.294/17.744 | .6809/.6986 | 20,0 | .7874 |
| M20 x 1,5 | 18,5 | . 7283 7283 | 19,25 | .7579 | 18.376/18.676 | .7235/.7353 | 20,0 | .7874 |
| M22 x 2,5 | 19,5 | .7677 | * | * | 19.294/19.744 | .7596/.7773 | 22,0 | .8661 |
| M22 x 1,5 | 20,5 | .8071 | * | * | 19.294/19.744 | .7596/.7773 | 22,0 | .8661 |
| M24 x 3,0 | 21,0 | .8268 | * | * | 20.752/21.252 | .8170/.8367 | 24,0 | .9449 |
| M24 x 2,0 | 22,0 | .8661 | * | * | 21.835/22.210 | .8596/.8744 | 24,0 | .9449 |
| M27 x 3,0 | 24,0 | .9449 | * | * | 23. 752/24.252 752/24.252 | .9351/.9548 | 27,0 | 1.0630 |
| M27 x 2,0 | 25,0 | .9843 | * | * | 24.835/25.210 | .9778/.9925 | 27,0 | 1.0630 |
| M30 x 3,5 | 26,5 | 1.0433 | * | * | 26.211/26.771 | 1.0319/1.0540 | 30,0 | 1.1811 |
| M30 x 2,0 | 28,0 | 1.1024 | * | * | 27.835/28.210 | 1.0959/1.1106 | 30,0 | 1.1811 |
| M33 x 3,5 | 29,5 | 1.1614 | * | * | 28.706/29.211 | 1.1302/1.1500 | 33,0 | 1,2992 |
| M33 x 2,0 | 31,0 | 1.2205 | * | * | 30.835/31.210 | 1.2140/1. 2287 2287 | 33,0 | 1,2992 |
| M36 x 4,0 | 32,0 | 1,2598 | * | * | 31.670/32.270 | 1.2469/1.2705 | 36,0 | 1.4173 |
| M36 x 3,0 | 33,0 | 1,2992 | * | * | 31.093/31.670 | 1.2241/1.2469 | 36,0 | 1.4173 |
| M39 x 4,0 | 35,0 | 1,3780 | * | * | 34.093/34.670 | 1.3422/1.3650 | 39,0 | 1,5354 |
| M39 x 3,0 | 36,0 | 1.4173 | * | * | 35.319/35.752 | 1.3905/1.4076 | 39,0 | 1,5354 |
Таблица сверления трубных метчиков
| Номинальный размер отвода трубы | NPT и NPTF | |
|---|---|---|
| без развертки | с разверткой | |
| 1/16-27 | С | А |
| 1/8 – 27 | В | 21/64 |
| 1/4 – 18 | 7/16 | 27/64 |
| 3/8 – 18 | 16 сентября | 16 сентября |
| 1/2 – 14 | 45/64 | 16/11 |
| 3/4 – 14 | 29/32 | 57/64 |
| 1 – 11 1/2 | 1 9/64 | 1 1/8 |
| 1 1/4 – 11 1/2 | 1 31/64 | 1 15/32 |
| 1 1/2 – 11 1/2 | 1 23/32 | 1 45/64 |
| 2 – 11 1/2 | 2 3/16 | 2 11/64 |
| Номинальный размер отвода трубы | НПСМ | НПСК | НПФ |
|---|---|---|---|
| 1/16 – 27 | – | 1/4 | Д |
| 1/8 – 27 | Т | В | Р |
| 1/4 – 18 | 15/32 | 7/16 | 7/16 |
| 3/8 – 18 | .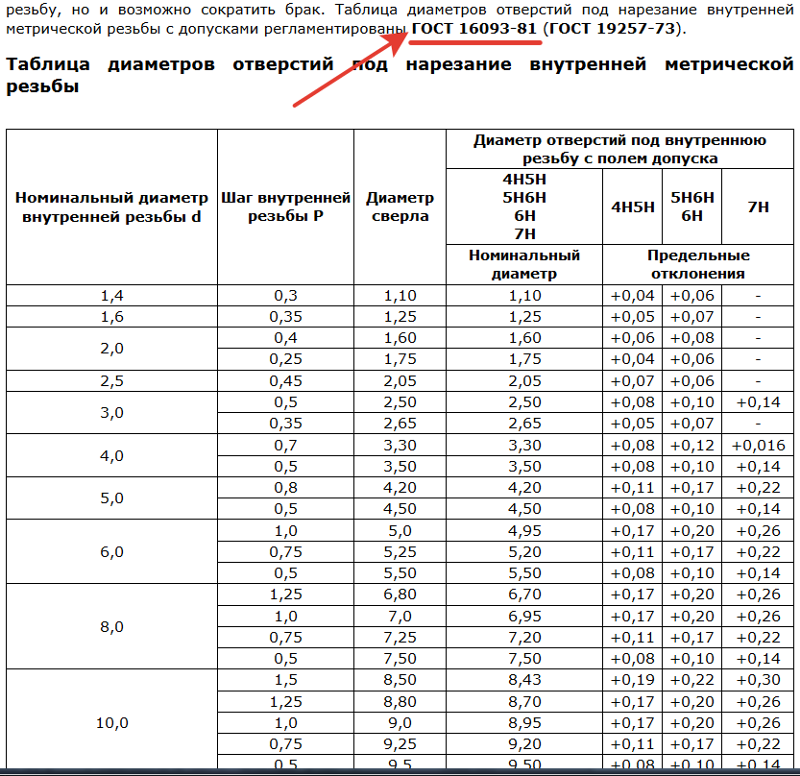 |