Класс точности и поле допуска метрической резьбы
Что необходимо знать при проектировании соединительных элементов
В документации на крепёжные соединения нередко можно встретить обозначение вида:
Обозначение резьбы
Винт М10-6gх30 … ГОСТ ……
или например
Thread М10 х 1,5 – 6g7g
В приведенном обозначении 6g указывает на класс точности и поле допуска наружной резьбы (7g – это обозначение поля допуска диаметра выступов, но об этом в другой статье). Обозначение поля допуска отдельного диаметра метрической резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение.
Схема полей допусков метрической резьбы
Стандартно в массовом производстве используется 6g для изделий с наружной и 6H для изделий с внутренней резьбой. Давайте рассмотрим, что показывает это обозначение на нашем примере.
Практический смысл допуска сводится к разности между наибольшим и наименьшим допустимыми контролируемыми размерами. Современное индустриальное производство крепежа позволяет с высокой точностью накатывать резьбу в узком диапазоне заданных параметров: по сути, меньшая величина допуска пропорциональна стойкости специального инструмента для изготовления резьбы. То есть, учитывая стоимость инструмента для формирования резьбы, крепеж изготовленный в более зауженном допуске, будет стоить дороже. Величина допуска 6 среднего размера d2 определяется по таблице и составляет 132 мкм.
Современное индустриальное производство крепежа позволяет с высокой точностью накатывать резьбу в узком диапазоне заданных параметров: по сути, меньшая величина допуска пропорциональна стойкости специального инструмента для изготовления резьбы. То есть, учитывая стоимость инструмента для формирования резьбы, крепеж изготовленный в более зауженном допуске, будет стоить дороже. Величина допуска 6 среднего размера d2 определяется по таблице и составляет 132 мкм.
Поле допуска и основное отклонение
Допуски среднего диаметра d2 наружной и внутренней резьбы
Основное отклонение резьбы характеризует расположение допуска к номинальному диаметру, его знак указывает положение относительно теоретической нулевой линии. Геометрически основное отклонение зависит от шага резьбы. В нашем случае (g для P=1,5 мм) его табличное значение -32 мкм.
Числовые значения основных отклонений диаметров наружной и внутренней резьбы
Графически, допуск и основное отклонение болтовой резьбы (резьбы винта) можно представить следующим образом:
Допуски по размерам наружной метрической резьбы 6g
Смотреть таблицу
Еще одно важное замечание из приведенных данных, касаемое внутренней резьбы: стандартно изготавливаемая гайка с полем 6H, не имеет зазора в размере D для нанесения дополнительного покрытия, что необходимо учитывать при проектировании болтовых соединений. Уменьшать сообразно величину допуска или использовать иное поле основного отклонения. Схематичное изображение внутренней резьбы имеет вид:
Допуски по размерам внутренней метрической резьбы 6H
Смотреть таблицу
Вывод. Класс точности и поле допуска метрической резьбы имеют решающее значение при выборе типа, толщины и коррозионной стойкости антикоррозионного покрытия. Это необходимо учитывать при заказе. Об этом в отдельной статье.
Наш инженерный центр осуществляет расчет и оказывает услуги по нанесению антикоррозионного покрытия на детали метизной группы. Имея большой опыт в сфере проектирования и организации поставок коррозионно-стойкого крепежа, мы готовы решать задачи, где высокое качество является обязательным требованием.
Чем нарезать резьбу – виды и назначение инструмента
- Главная
- Ручной инструмент
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.
Содержание
- Внутренняя резьба
- Наружная резьба
Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
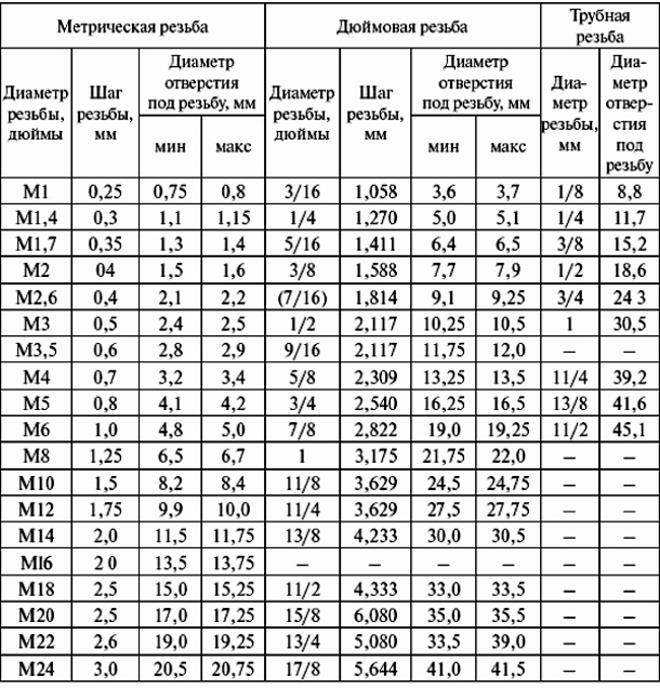
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков.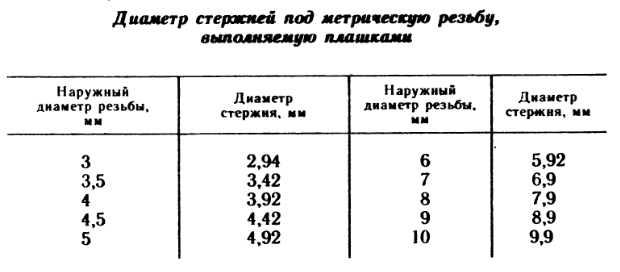
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
ПОДЕЛИТЬСЯ
Таблица резьб(UNF-UNC) | Главные и второстепенные диаметры
Переключение навигации
Поиск
Меню
Счет
- К Ли Лехнер
- 16 мая 2022 г.


В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
В этом посте вы найдете краткую справочную таблицу для UNC/UNF — унифицированных национальных потоков. Если вы плохо знакомы с какой-либо терминологией, прокрутите таблицу вниз, и вы найдете список определений, которые помогут вам лучше. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.ТАБЛИЦА РЕЗЬБЫ (UNF-UNC РЕЗЬБА)
| Обозначение резьбы | UNF/UNC | Число витков на дюйм | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| 0-80 | УНФ | 0,060 | 0,047 | |
| 1-64 | УНК | 64 | 0,073 | 0,056 |
| 2-56 | УНК | 56 | 0,086 | 0,067 |
| 2-64 | УНФ | 64 | 0,086 | 0,069 |
| 4-40 | УНК | 40 | 0,112 | 0,085 |
| 5-40 | УНК | 40 | 0,125 | 0,098 |
| 5-44 | УНФ | 44 | 0,125 | 0,100 |
| 6-32 | УНК | 32 | 0,136 | 0,104 |
| 6-40 | УНФ | 40 | 0,136 | 0,111 |
| 8-32 | УНК | 32 | 0,164 | 0,130 |
| 8-36 | УНФ | 36 | 0,164 | 0,134 |
| 10-24 | УНК | 24 | 0,190 | 0,145 |
| 10-32 | УНФ | 32 | 0,190 | 0,156 |
| 1/4-20 | УНК | 20 | 0,250 | 0,196 |
| 1/4-28 | УНФ | 28 | 0,250 | 0,211 |
| 16-18 5/18 | УНК | 18 | 0,313 | 0,252 |
| 16/5-24 | УНФ | 24 | 0,313 | 0,267 |
| 3/8-16 | УНК | 16 | 0,375 | 0,307 |
| 3/8-24 | УНФ | 24 | 0,375 | 0,330 |
| 16-14 июля | УНК | 14 | 0,438 | 0,360 |
| 16-20 июля | УНФ | 20 | 0,438 | 0,383 |
| 1/2-13 | УНК | 13 | 0,500 | 0,417 |
| 1/2-20 | УНФ | 20 | 0,500 | 0,446 |
| 16-12 сентября | УНК | 12 | 0,563 | 0,472 |
| 16-18 сентября | УНФ | 18 | 0,563 | 0,502 |
| 5/8-11 | УНК | 11 | 0,625 | 0,527 |
| 5/8-18 | УНФ | 18 | 0,625 | 0,565 |
| 3/4-10 | УНК | 10 | 0,750 | 0,642 |
| 3/4-16 | УНФ | 16 | 0,750 | 0,682 |
| 7/8-9 | УНК | 9 | 0,875 | 0,755 |
| 7/8-14 | УНФ | 14 | 0,875 | 0,798 |
| 1-8 | УНК | 8 | 1.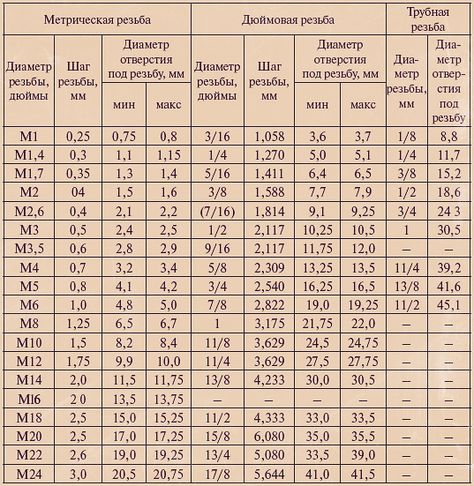 000 000 | 0,865 |
| 1-14 | УНФ | 14 | 1.000 | 0,910 |
| 1 1/8-7 | УНК | 7 | 1,125 | 0,970 |
| 1 1/8-12 | УНФ | 12 | 1,125 | 1,035 |
| 1 1/4-7 | УНК | 7 | 1.250 | 1,095 |
| 1 3/8-6 | УНК | 6 | 1,375 | 1,195 |
| 1 1/2-6 | УНК | 6 | 1.500 | 1,320 |
| 1 3/4-5 | УНК | 5 | 1.750 | 1,534 |
| 2-4,5 | УНК | 4 1/2 | 2.000 | 1,759 |
Загрузить полную таблицу стандартных резьб
Введите адрес электронной почты ниже, чтобы получить доступ к полной стандартной резьбе в формате PDF
Основы резьб UNF и UNC
Резьбы UNF и UNC являются наиболее распространенными типами резьб UN (Unified National).
Резьба UNC
Резьба UNC представляет собой унифицированную резьбу с крупным шагом.
- Меньше перекрестных потоков
- Более быстрая сборка и разборка (обычно используется в массовом производстве)
- Большие припуски на резьбу позволяют наносить более толстые гальванические покрытия и покрытия
- Меньшее количество витков на расстояние по сравнению с мелкой резьбой
Резьба UNF
Резьба UNF представляет собой унифицированную резьбу с мелким шагом.
- Обеспечивает более точную настройку благодаря меньшему углу подъема спирали
- Требуется меньший крутящий момент для создания эквивалентного предварительного натяга болта
- Тонкая нить прочнее как на растяжение (из-за большей площади напряжения), так и на сдвиг (больший внутренний диаметр)
- Меньшая склонность к ослаблению, так как угол наклона резьбы меньше
- Обычно используется в тех случаях, когда требуется высокая прочность крепежа
Посадка на резьбу
Посадка на резьбу является мерой ослабления или натяжения сопрягаемой резьбы. Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
- Классы 1A (внешняя) и 1B (внутренняя): Чрезвычайно свободный допуск резьбовой посадки. Этот класс предназначен для быстрой и легкой сборки/разборки. (не указывается обычно)
- Классы 2A (внешняя) и 2B (внутренняя): Оптимальная резьба, сочетающая в себе производительность, производство, экономичность и удобство. (Наиболее распространенный — почти 90% всех коммерческих и промышленных крепежных изделий используют этот класс резьбовой посадки .
- Классы 3A (внешний) и 3B (внутренний): Предназначен для крепежных изделий с жесткими допусками, где важна точность элементов резьбы, а безопасность является критическим фактором при проектировании
Использование таблицы для выбора маскирующих колпачков и заглушек
Существует множество различных причин, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Заглушка
Простая версия подбора заглушки нужного размера заключается в том, что мы предлагаем найти заглушку с внутренним диаметром, который на 1-2 размера меньше основного диаметра резьбы, которую вы маскируете. . Вы хотите получить более плотное прилегание к таким процессам, как электронное покрытие.
Plug It
Для конических заглушек необходимо, чтобы малый диаметр точно соответствовал среднему диаметру заглушки (см. рисунок). Если это не точно, установите заглушку глубже в отверстие. Когда вы устанавливаете эти заглушки, вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Резьба UNF представляет собой мелкую резьбу , поэтому для затягивания дюбеля в отверстие потребуется больше оборотов. Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
ВИДЕО: Как замаскировать резьбовые отверстия
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предоставляет решения для маскирования для промышленных отделочников. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из крупнейших в мире линий отделки металлов.
Если вам нужно решение для маскировки или просто у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Вам также может понравиться…
Потоки UNC УНФ
Поделиться:
Опубликовано в Порошковое покрытие, Маскирующие нити, Электронное покрытие и гальваническое покрытие
Категории
Последние сообщения
Общая информация о резьбе: диаметры, шаг и резьба на дюйм
резьбовое соединение. Чтобы понять требования к резьбе на вашем чертеже, вам необходимо знать общую стандартную информацию о резьбе. В этой статье мы обсудим диаметры резьбы, количество витков резьбы на дюйм и шаг резьбы.
Чтобы понять требования к резьбе на вашем чертеже, вам необходимо знать общую стандартную информацию о резьбе. В этой статье мы обсудим диаметры резьбы, количество витков резьбы на дюйм и шаг резьбы.
Диаметры резьбы
Резьба имеет три диаметра: большой диаметр, меньший диаметр и диаметр делительного цилиндра. Эта терминология используется как для внутренних, так и для внешних резьб. Три диаметра резьбы определены ниже и показаны на рисунке 1.
Основной диаметр: наибольший диаметр резьбы. На внутренней резьбе главный диаметр измеряется от основания резьбы до основания. На наружной резьбе наружный диаметр измеряется от вершины резьбы до вершины.
Второстепенный диаметр: наименьший диаметр резьбы. На внутренней резьбе внутренний диаметр измеряется от вершины до вершины. На наружной резьбе внутренний диаметр измеряется от корня до корня.
Шаг Диаметр цилиндра: эффективный диаметр резьбы, где толщина резьбы равна расстоянию между витками. Это также диаметр по умолчанию, который необходимо использовать для проверки расположения резьбового элемента, если не указан меньший или больший диаметр.
Это также диаметр по умолчанию, который необходимо использовать для проверки расположения резьбового элемента, если не указан меньший или больший диаметр.
Диаметр делительного цилиндра — это диаметр, используемый для контроля в соответствии со стандартами ASME. Это диаметр по умолчанию, используемый для проверки, если не указано иное.
Рис. 1. Диаметры резьбыЧисло витков на дюйм и шаг резьбы
Шаг резьбы — это расстояние между двумя соседними витками резьбы. Чем больше расстояние между нитями, тем меньше нитей у вас будет на расстоянии общей длины резьбы. Это определяет, считается ли нить «грубой» или «тонкой». При сравнении крепежных изделий с одинаковым номинальным размером резьбы крепежное изделие с «мелкой» резьбой будет иметь больше резьбы на фиксированном расстоянии, чем крепежное изделие с «крупной» резьбой.
Дюймовые и метрические резьбы обозначают тип резьбы по-разному.
Дюймовая резьба измеряется как « витков на дюйм ». Это количество нитей на один дюйм длины резьбы.
Это количество нитей на один дюйм длины резьбы.
Метрическая резьба измеряется как «шаг резьбы ». Это расстояние между двумя соседними нитями.
Резьба с крупным шагом является типом резьбы по умолчанию в соответствии со стандартами ASME и ISO.
Рис. 2. Число витков резьбы на дюйм и шаг резьбыПример условного обозначения резьбы
Когда резьба обозначена на чертеже, информация будет включать номинальный размер (диаметр) и может включать количество витков резьбы на дюйм или шаг резьбы , в зависимости от того, используется ли дюймовая или метрическая резьба. Если на чертеже указан только номинальный размер, мы знаем, что нужно выбрать резьбу с крупным шагом, потому что она используется по умолчанию как для стандартов ASME, так и для стандартов ISO.
Например, на чертеже обозначена резьба ¼”. Когда мы смотрим на таблицу сверления и нарезки, мы видим, что для этого размера есть два варианта: ¼-20 и ¼-28.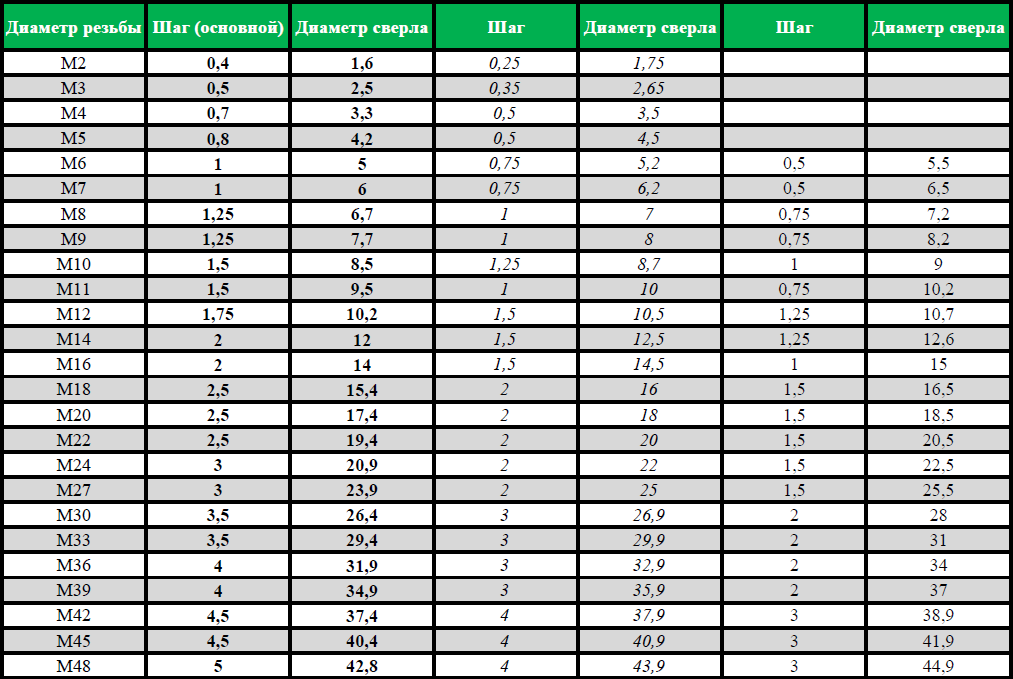 Это соответствует резьбе номинального диаметра ¼ дюйма с 20 витками на дюйм или 28 витками на дюйм. Вариант с меньшим количеством витков на дюйм — это грубая резьба. Поэтому мы бы выбрали вариант ¼”-20.
Это соответствует резьбе номинального диаметра ¼ дюйма с 20 витками на дюйм или 28 витками на дюйм. Вариант с меньшим количеством витков на дюйм — это грубая резьба. Поэтому мы бы выбрали вариант ¼”-20.
Аналогичным образом, если на чертеже обозначена резьба M8, мы видим, что таблица сверления и нарезания резьбы включает два варианта резьбы: M8x1 и M8x1,25. Это соответствует номинальному диаметру резьбы 8 мм с шагом резьбы 1 мм или 1,25 мм (расстояние между витками резьбы). Крупная резьба – это та, у которой большее расстояние между витками, поэтому крупная резьба – вариант М8х1,25.
Рис. 4. Таблица сверления и нарезания резьбы с метрической резьбойПоскольку в стандартах ASME и ISO по умолчанию используется крупный шаг, в таблицах сверления и нарезания резьбы всегда сначала отображается крупная резьба как для дюймовой, так и для метрической резьбы.
Посмотрите наше видео с объяснением диаметров резьбы, шага резьбы и резьбы на дюйм ниже: