Выбор сверла для нарезания резьбы
Дата публикации: 09.11.2018 15:12
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы .


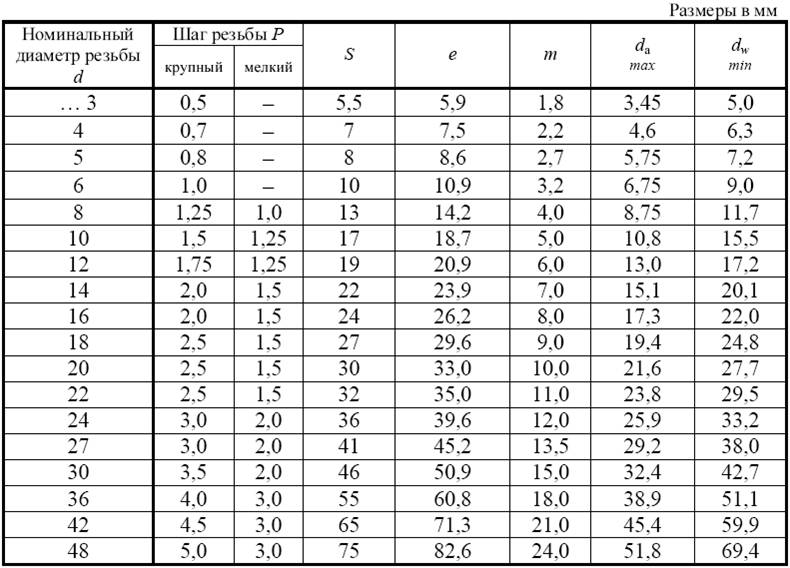
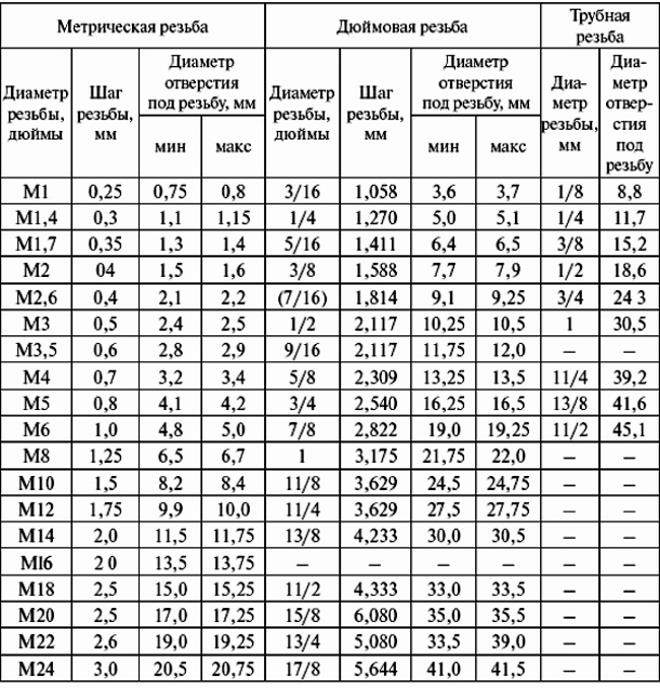
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
D резьбы | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм |
2 | 0. | 1.6 | 0.25 | 1.75 | –
| –
| –
| –
| – | –
| –
| –
|
3 | 0.5 | 2.5 | 0.35 | 2.65 | –
| –
| –
| –
| –
| –
| –
| –
|
4 | 0. | 3.3 | 0.5 | 3.5 | –
| –
| –
| –
| –
| –
| –
| –
|
5 | 0.8 | 4.2 | 0.5 | 4.5 | –
| –
| –
| –
| –
| –
| –
| –
|
6 | 1 | 5 | 0. | 5.2 | 0.5 | 5.5 | –
| –
| – | –
| –
| –
|
7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | –
| –
| –
| –
| –
| –
|
8 | 1. | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | –
| –
| –
| –
|
9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 8.2 | 0.5 | 8.5 | –
| –
| –
| –
|
10 | 1. | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | –
| –
|
11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | –
| –
| –
| –
|
12 | 1. | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13. | 13.5 | |
16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | –
| –
|
18 | 2.5 | 15.4 | 2 | 16 | 1. | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
22 | 2. | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23. | –
| –
|
27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | –
| –
|
30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1. | 28.5 | 1 | 29 | 0.75 | 29.2 |
33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
36 | 4 | 31.9 | 3 | 32. | 2 | 34 | 1.5 | 34.5 | 1 | 35 | –
| –
|
39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | –
| –
|
42 | 4. | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43. | 1 | 44 |
48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
 4
4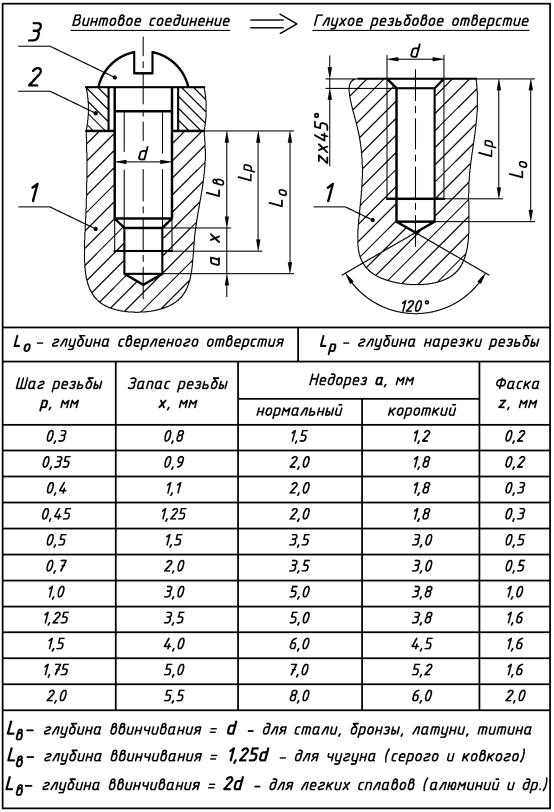
 75
75
 5
5 75
75 2
2 5
5 5
5 2
2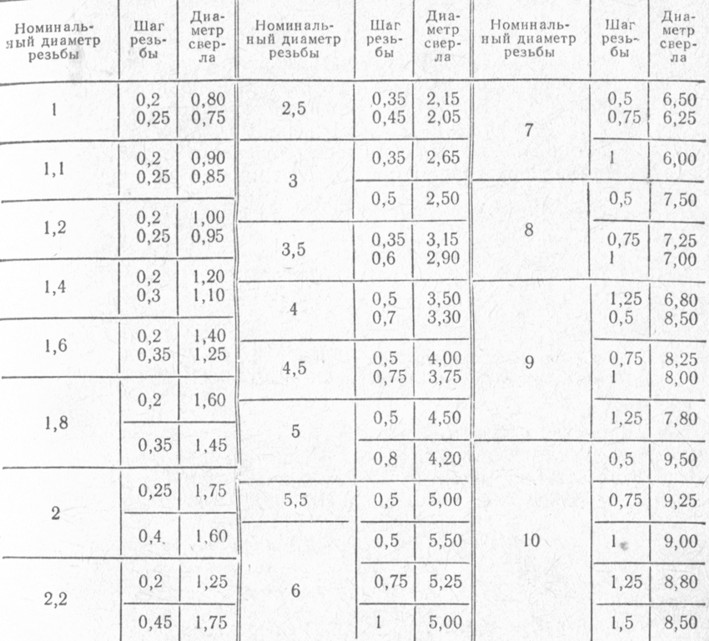 5
5 9
9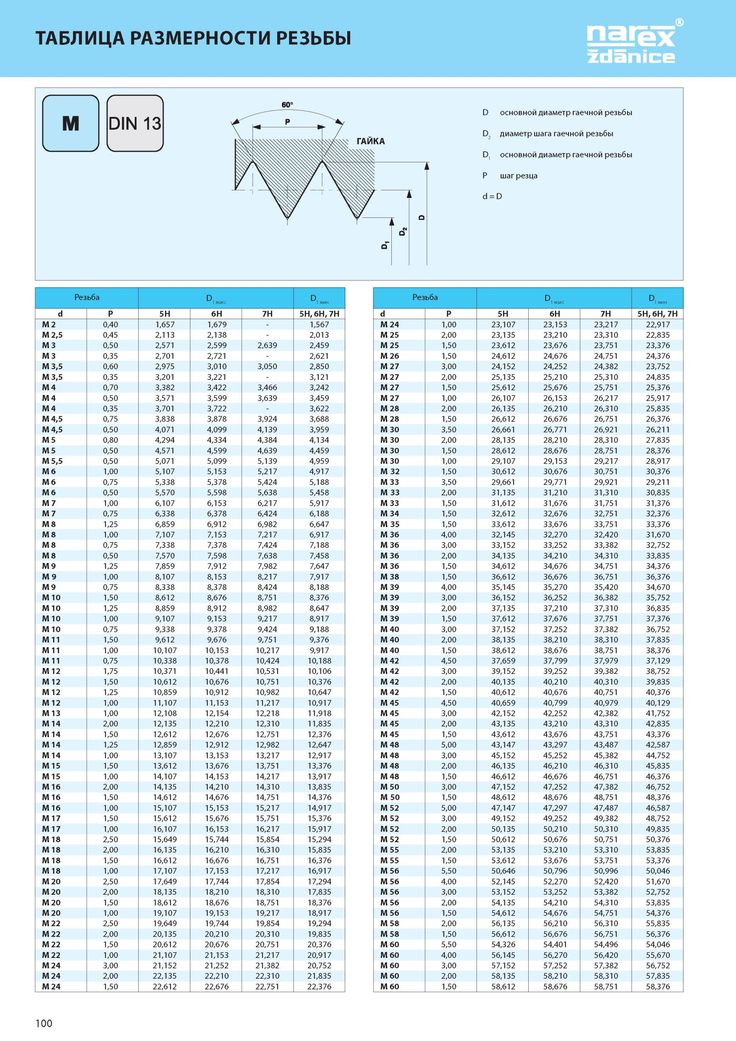 5
5 5
5
Трубная резьба: размеры, таблица, ГОСТ
Резьба – это спираль с постоянным шагом, нарезаемая на поверхности цилиндрической или конической формы. У некоторых людей существует устойчивое мнение что трубная и дюймовая резьба – это одно и то же, но это в корне не верно. Размеры трубной резьбы – это не диаметр в мм или дюймах, а число, которое показывает проходной диаметр стандартной трубы.
Размеры трубной резьбы – это не диаметр в мм или дюймах, а число, которое показывает проходной диаметр стандартной трубы.
Трубная резьба – это один из самых надежных методов создания разъемного соединения труб в водопроводных и газоснабжающих системах.
Резьба получается за счет формирования спиралевидного канала на внешней или внутренней поверхности трубы.
Резьбу этого класса получают или нарезкой, или накаткой. Получаемая любым из названных способов канавка резьбы должна отвечать все требованиями стандартов.
На территории нашей страны действует ГОСТ 6357-73 «Резьба трубная цилиндрическая».
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип – спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.
Второй тип – это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип – это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Размеры трубной резьбы
Размеры определены в соответствующих нормативных документах. Геометрические размеры сводятся к следующим параметрам:
- Диаметр;
- Количество шагов на 1 дюйм;
- Шаг между впадинами (вершинами).
На практике резьбу нарезают (накатывают) на трубах с размером диаметра от 1/8 до 6 дюймов.
На трубах с диаметром свыше 6 дюймов рекомендовано использовать сварку. Размер шага трубной резьбы составляет от 0,9 до 2,309. При этом количество витков на дюйм равно:
- 28 для трубы 1/8;
- 19 для труб 1/4, 3/8;
- 14 для труб от 1/2 до7/8;
- 11 для труб от 1 до 6.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
На шаблоне выгравировано наименование резьбы.
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Оцените статью:
Рейтинг: 0/5 – 0 голосов
Fastenerdata – ТАБЛИЦА РЕЗЬБЫ 10b
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Детали резьбы резьбовых соединений с восемью таблицами и видео, показывающими производство резьбы со ссылкой на историю резьбы.
нажмите на изображения
Быстрое просмотр
Процесс проката нити Холодные формы потока, и не займает материал . Продолжительный. наружный диаметр между большим и малым диаметрами готовой резьбы вращают между плашками из закаленной стали, имеющими обратную форму резьбы. Нити матрицы проникают в поверхность заготовки, образуя основания резьбы, и смещают материал в радиальном направлении наружу, образуя гребни. Металл не удаляется и не тратится впустую, а вытесняется.
Повышенная прочность на растяжение, сопротивление сдвигу и сопротивление усталости
Структура зерен нити не нарушена; вместо этого он преобразуется в непрерывные непрерывные линии, повторяющие контуры нити. Накатанные нити имеют повышенную стойкость к зачистке, потому что такие разрушения вынуждены происходить поперек, а не по ходу потока зерна.
Резьба изготавливается с полированными корнями и боковыми поверхностями, без дефектов поверхности, которые могут оказаться исходными точками усталостного разрушения. Поверхностные слои нити, особенно у корней, испытывают напряжения сжатия. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКИЙ ВИДЕО НАКАТКИ РЕЗЬБЫ НА ДВУХ МАТРИЦАХ
ОЧЕНЬ КОРОТКИЙ ВИДЕО НАКАТКИ РЕЗЬБЫ НА ПЛОСКОЙ МАТРИЦЕ
 youtube.com/embed/gRsEDd4R1gc?rel=0″> История нитей
youtube.com/embed/gRsEDd4R1gc?rel=0″> История нитей Бессон во Франции приводил к тому, что изделия из вырезания винтов, которая будет использоваться на планках в 1569 году. В 1641 году была улучшена привольная резка, Англия. В 1760 году Джоб и Уильям Вятт продвинулись дальше в нарезании резьбы. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модслея началась в 1789 году в качестве кузнеца, который изготавливал механизмы для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
Джозеф Уитворт
Модслей взяла в ученики Джозефа Уитворта, который оказался исключительно талантливым. Затем он работал у Джозефа Клементса, где они пытались построить вычислительную машину Бэббиджа, первый компьютер, и, наконец, открыли для себя мастерскую по изготовлению инструментов.
Уитворт поставил перед собой задачу разработать стандарт для нитей. Он также собирал болты со всей Англии, отмечая, какие размеры оказались наиболее полезными, и результаты различных форм резьбы. В 1841 году он предложил в качестве стандарта форму резьбы с прилежащим углом 55°, а верхние и нижние части резьбы закруглены с радиусом, равным 0,1373 шага.
Частично из-за огромного престижа, который Уитворт приобрел благодаря демонстрации своих машин на выставке Хрустального дворца в 1851 году, система Уитворта широко использовалась в Великобритании к 1860 году.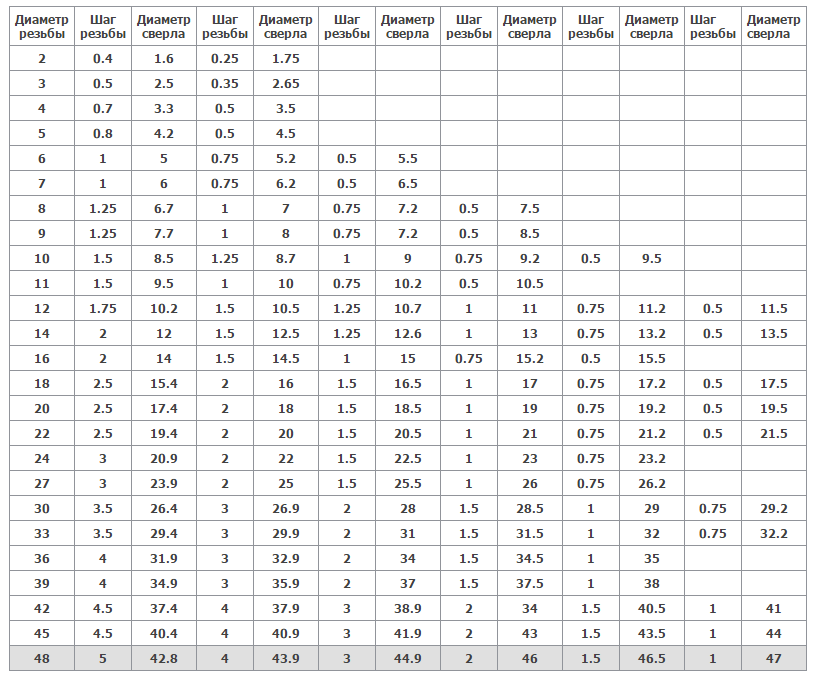 Позже была выпущена вторая серия с более тонкой резьбой (BSF British Standard Fine). ) был добавлен.
Позже была выпущена вторая серия с более тонкой резьбой (BSF British Standard Fine). ) был добавлен.
Уильям Селлерс
Американцы столкнулись с теми же проблемами из-за отсутствия стандартизации резьбы, что и Британия. Вызов принял Уильям Селлерс из выдающейся семьи американских техников. В 1864 году комитет Института Франклина рекомендовал принять систему резьбы Селлера. Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», а позже как «стандартная резьба США». и Единая нить.
Основное различие между формой нитей Селлера и Витворта заключается в том, что верхние и нижние части нитей (гребни и корни) уплощены. Сплющенный корень был плохим выбором. Такие угловые конфигурации в металлическом концентрате напряжения и процесса производства в любом случае приводят к высоким напряжениям в корнях резьбы. Результат – трещины и сломанные крепления. Эта проблема была не так заметна во времена Продавца, корни резьбы в любом случае имеют тенденцию к закруглению , поскольку инструменты, из которых изготавливаются болты, изнашиваются. Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.
Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.
Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы. Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрических резьб Systeme Internationale (SI) с углом резьбы 60 градусов.
Покрытия Комплект Ответственный отклонений Dimensal Data On Technical Implocal Domain Damension и Technical Information. приобретенный через агентства по стандартизации, он был завершен и скомпилирован Fasterdata и предназначен только для ознакомления; при обнаружении несоответствий они могут быть изменены без предварительного уведомления. fasterdata не дает никаких гарантий или заявлений относительно точности и достоверности такой информации и данных, и, чтобы обеспечить вашу заинтересованность, мы предлагаем вам связаться с соответствующим органом по стандартизации для получения полной точности, мелких деталей и вспомогательной информации. крепежные данные поддерживаются платными рекламодателями, и все страницы могут содержать платный или спонсируемый контент
крепежные данные поддерживаются платными рекламодателями, и все страницы могут содержать платный или спонсируемый контент
Fastenerdata — метрическая грубая резьба 200 г
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Метрическая грубая резьба
резьбовые застежки, болты, гайки, винты и крепления
| ISO Metric Coarse | Pitch | Diameter | Diameter | Diameter | Diameter | Diameter | Diameter | Diameter | Diameter | .0176Pitch Diameter | Minor Diameter male thread | Minor Diameter female thread | Thread Height male thread | Thread Height female thread | Tap Drill | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P | d=D | r | d2 =D2 | d3 | D1 | h4 | h2 | |||||||||||||||
| M1 | 0. 25 25 | 1.00 | 0.036 | 0.838 | 0.693 | 0.729 | 0.153 | 0.135 | 0.75 | |||||||||||||
| M1.1 | 0.25 | 1.10 | 0.036 | 0.938 | 0.793 | 0.829 | 0.153 | 0.135 | 0.85 | |||||||||||||
| M1.2 | 0.25 | 1.20 | 0.036 | 1.038 | 0.893 | 0.929 | 0.153 | 0.135 | 0.95 | |||||||||||||
| M1.4 | 0.30 | 1.40 | 0.043 | 1.205 | 1.032 | 1.075 | 0.184 | 0.162 | 1.10 | |||||||||||||
| M1.6 | 0.35 | 1.60 | 0.051 | 1.373 | 1.171 | 1.221 | 0.215 | 0.189 | 1.25 | |||||||||||||
M1.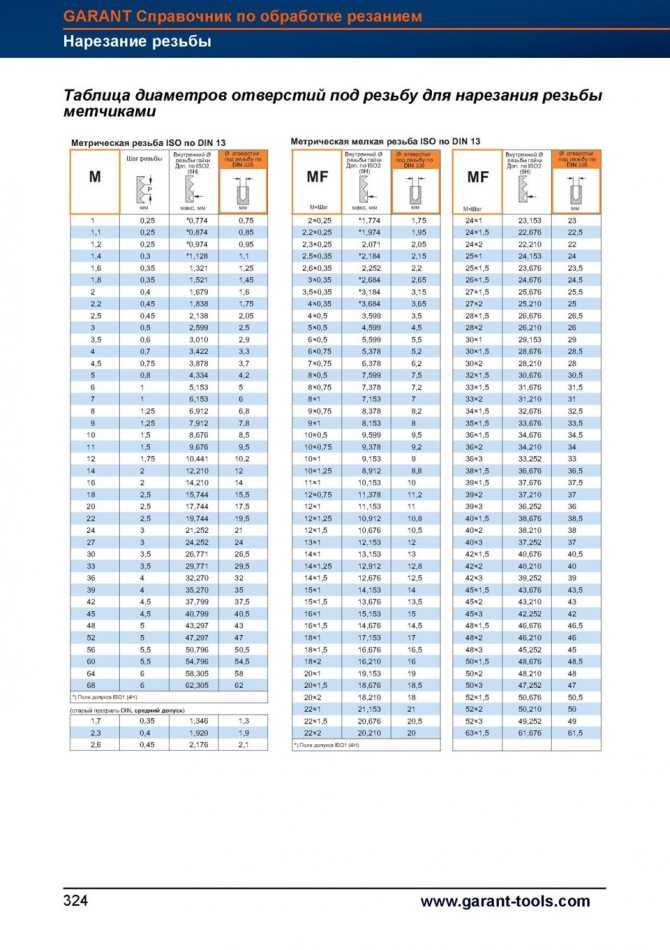 8 8 | 0.35 | 1.80 | 0.051 | 1.573 | 1.371 | 1.421 | 0.215 | 0.189 | 1.45 | |||||||||||||
| M2 | 0.40 | 2.00 | 0.058 | 1.740 | 1.509 | 1.567 | 0.245 | 0.217 | 1.60 | |||||||||||||
| M2.2 | 0.45 | 2.20 | 0.065 | 1.908 | 1.648 | 1.713 | 0.276 | 0.244 | 1.75 | |||||||||||||
| M2.5 | 0.45 | 2.50 | 0.065 | 2.208 | 1.948 | 2.013 | 0.276 | 0.244 | 2.05 | |||||||||||||
| M3 | 0.50 | 3.00 | 0.072 | 2.675 | 2.387 | 2.459 | 0.307 | 0.271 | 2.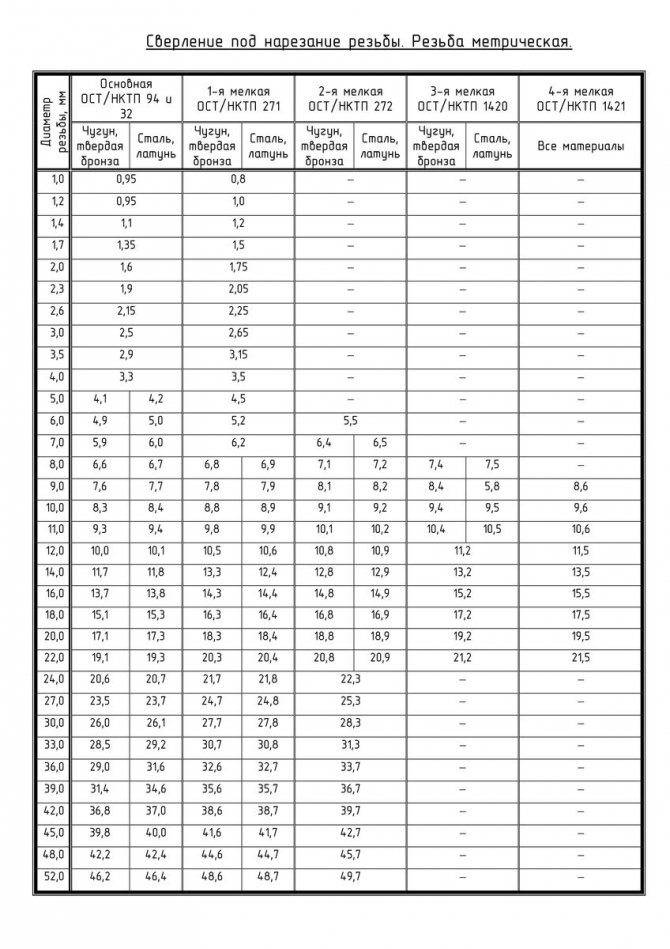 50 50 | |||||||||||||
| M3.5 | 0.60 | 3.50 | 0.087 | 3.110 | 2.764 | 2.850 | 0.368 | 0.325 | 2.90 | |||||||||||||
| M4 | 0.70 | 4.00 | 0,101 | 3,545 | 3,141 | 3,242 | 0,429 | 0,374 | 3,30 | |||||||||||||
| 3,30 | ||||||||||||||||||||||
| 3,30 | ||||||||||||||||||||||
| 3,30 | .01980.108 | 4.013 | 3.580 | 3.688 | 0.460 | 0.406 | 3.80 | |||||||||||||||
| M5 | 0.80 | 5.00 | 0.115 | 4.480 | 4.019 | 4.134 | 0.491 | 0.433 | 4.20 | |||||||||||||
| M6 | 1.00 | 6.00 | 0.144 | 5.350 | 4.773 | 4.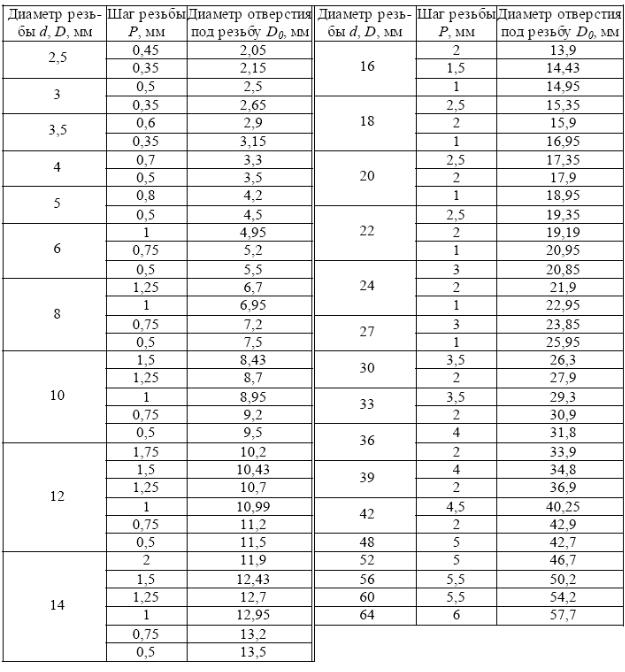 917 917 | 0.613 | 0.541 | 5.00 | |||||||||||||
| M7 | 1.00 | 7.00 | 0.144 | 6.350 | 5.773 | 5.917 | 0.613 | 0.541 | 6.00 | |||||||||||||
| M8 | 1.25 | 8.00 | 0.180 | 7.188 | 6.466 | 6.647 | 0.767 | 0.677 | 6.80 | |||||||||||||
| M9 | 1.25 | 9.00 | 0.180 | 8.188 | 7.466 | 7.647 | 0.767 | 0.677 | 7.80 | |||||||||||||
| M10 | 1.50 | 10.00 | 0.217 | 9.026 | 8.160 | 8.376 | 0.920 | 0.812 | 8.50 | |||||||||||||
| M11 | 1.50 | 11.00 | 0.217 | 10. 026 026 | 9.160 | 9.376 | 0.920 | 0.812 | 9.50 | |||||||||||||
| M12 | 1.75 | 12.00 | 0.253 | 10.863 | 9.853 | 10.106 | 1.074 | 0.947 | 10.20 | |||||||||||||
| M14 | 2.00 | 14.00 | 0.289 | 12.701 | 11.546 | 11.835 | 1.227 | 1.083 | 12.00 | |||||||||||||
| M16 | 2.00 | 16.00 | 0.289 | 14.701 | 13.546 | 13.835 | 1.227 | 1.083 | 14.00 | |||||||||||||
| M18 | 2,50 | 18,00 | 0,361 | 16,376 | 14,933 | 15,394 | 1,534 | 1,353535353535353535353535353535353535353535353535353535353535353535353535393 | 1,534 | 1,394 | 1,534 | 1,394 | .2.50 | 20.00 | 0.361 | 18.376 | 16.933 | 17.294 | 1.534 | 1.353 | 17.50 | |
| M22 | 2.50 | 22.00 | 0.361 | 20.376 | 18.933 | 19.294 | 1.534 | 1.353 | 19.50 | |||||||||||||
| M24 | 3.00 | 24.00 | 0.433 | 22.051 | 20.319 | 20.752 | 1.840 | 1.624 | 21.00 | |||||||||||||
| M27 | 3.00 | 27.00 | 0.433 | 25.051 | 23.319 | 23.752 | 1.840 | 1.624 | 24.00 | |||||||||||||
| M30 | 3.50 | 30.00 | 0.505 | 27.727 | 25.706 | 26.211 | 2. 147 147 | 1.894 | 26.50 | |||||||||||||
| M33 | 3.50 | 33.00 | 0.505 | 30.727 | 28.706 | 29.211 | 2.147 | 1.894 | 29.50 | |||||||||||||
| M36 | 4.00 | 36.00 | 0.577 | 33.402 | 31.093 | 31.670 | 2.454 | 2.165 | 32.00 | |||||||||||||
| M39 | 4.00 | 39.00 | 0.577 | 36.402 | 34.093 | 34.670 | 2.454 | 2.165 | 35.00 | |||||||||||||
| M42 | 4.50 | 42.00 | 0.650 | 39.077 | 36.479 | 37.129 | 2.760 | 2.436 | 37.50 | |||||||||||||
| M45 | 4.50 | 45.00 | 0.650 | 42. 077 077 | 39.479 | 40.129 | 2.760 | 2.436 | 40.50 | |||||||||||||
| M48 | 5.00 | 48.00 | 0.722 | 44.752 | 41.866 | 42.857 | 3.067 | 2.706 | 43.00 | |||||||||||||
| M52 | 5.00 | 52.00 | 0.722 | 48.752 | 45.866 | 46.587 | 3.067 | 2.706 | 47.00 | |||||||||||||
| M56 | 5.50 | 56.00 | 0.794 | 52.428 | 49.252 | 50.046 | 3.374 | 2.977 | 50.50 | |||||||||||||
| M60 | 5.50 | 60.00 | 0.794 | 56.428 | 53.252 | 54.046 | 3.374 | 2.977 | 54.50 | |||||||||||||
| M64 | 6. 00 00 | 64.00 | 0.866 | 60.103 | 56.639 | 57.505 | 3.681 | 3.248 | 58.00 | |||||||||||||
| M68 | 6.00 | 68.00 | 0.866 | 64.103 | 60,639 | 61,505 | 3,681 | 3,248 | 62.00 |
 0197 M20
0197 M20