1.4. Нарезание резьбы плашками и метчиками
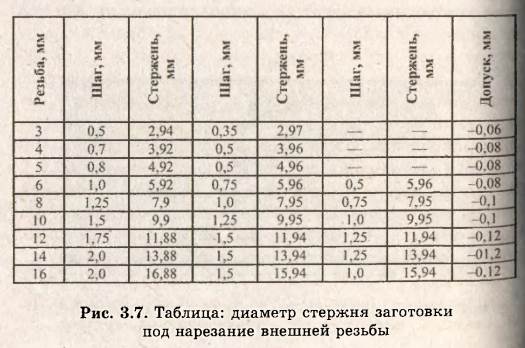
Нарезание резьб плашками. Для нарезания
наружной резьбы на винтах, болтах,
шпильках и других деталях применяют
плашки (рис. 1.15, а—д). Участок детали, на
котором необходимо нарезать резьбу
плашкой, предварительно обрабатывают.
Диаметр обработанной поверхности должен
быть несколько меньше наружного диаметра
резьбы: на 0,1—0,2 мм для метрической
резьбы диаметром 6—10 мм, на 0,12—0,24 мм
для резьбы диаметром 11 —18 мм, на 0,14—0,28
мм для резьбы диаметром 20—30 мм. Для
образования захода резьбы в начале
нарезаемой поверхности снимают фаску,
соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель
(патрон), который закрепляют в пиноли
задней бабки или в гнезде револьверной
головки. При нарезании резьбы скорость
резания v = З…5 м/мин для стальных, и
v=2…3 м/мин для чугунных и v = 10…15 м/мин
для латунных заготовок. Нарезание резьб
метчиками. Внутренние метрические
резьбы диаметром до 50 мм часто нарезают
метчиками. Обычно применяют машинные
метчики, что позволяет нарезать резьбу
за один рабочий ход. Для нарезания резьбы
в деталях из твердых и вязких материалов
применяют комплекты, состоящие из двух
или трех метчиков. В комплекте из двух
метчиков первый (черновой) выполняет
75 % всей работы, а второй (чистовой)
доводит резьбу до требуемого профиля.
В комплекте из трех метчиков первый
(черновой) выполняет 60 % всей работы,
средний (получистовой) — 30 % и третий
(чистовой) — 10 %. Метчики в комплекте
различают по длине заборной части,
наибольшая длина заборной части у
чернового метчика. В отверстиях с
прерывистой поверхностью, имеющей пазы
(канавки), резьбу нарезают метчиками с
числом канавок, не кратным числу пазов
на обрабатываемой поверхности. В этих
же целях и для нарезания глубоких
отверстий длиной более двух диаметров
применяют метчики с винтовыми канавками
(рис. 1.16, а). Направление винтовой канавки
метчика должно быть таким же, как и у
нарезаемой резьбы (правая канавка для
правой резьбы, левая — для левой).
Обычно применяют машинные
метчики, что позволяет нарезать резьбу
за один рабочий ход. Для нарезания резьбы
в деталях из твердых и вязких материалов
применяют комплекты, состоящие из двух
или трех метчиков. В комплекте из двух
метчиков первый (черновой) выполняет
75 % всей работы, а второй (чистовой)
доводит резьбу до требуемого профиля.
В комплекте из трех метчиков первый
(черновой) выполняет 60 % всей работы,
средний (получистовой) — 30 % и третий
(чистовой) — 10 %. Метчики в комплекте
различают по длине заборной части,
наибольшая длина заборной части у
чернового метчика. В отверстиях с
прерывистой поверхностью, имеющей пазы
(канавки), резьбу нарезают метчиками с
числом канавок, не кратным числу пазов
на обрабатываемой поверхности. В этих
же целях и для нарезания глубоких
отверстий длиной более двух диаметров
применяют метчики с винтовыми канавками
(рис. 1.16, а). Направление винтовой канавки
метчика должно быть таким же, как и у
нарезаемой резьбы (правая канавка для
правой резьбы, левая — для левой).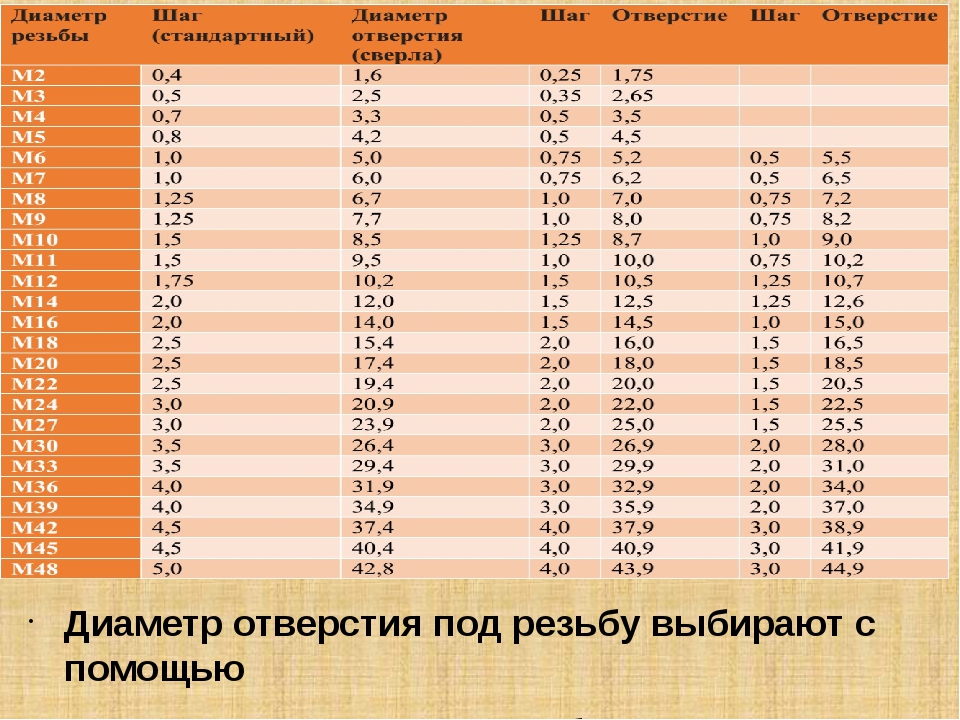
Рис. 1.15. Резьбонарезные плашки: а — круглая, б квадратная, в — шестигранная, г, д — трубчатая, — передний угол
Рис. 1.16. Метчик со специальной геометрией: а — с винтовыми канавками, б — бесканавочный, в — с расположением зубьев в шахматном порядке; — передний угол, — угол заточки на длине
При нарезании коротких сквозных резьб
в деталях из вязких материалов применяют
метчики с расположением зубьев в
шахматном порядке (рис. 1.16, в). Преимущество
таких метчиков заключается в том, что
в процессе их работы снижается трение,
улучшается процесс стружкообразования
и облегчается подвод смазочно-охлаждающей
жидкости.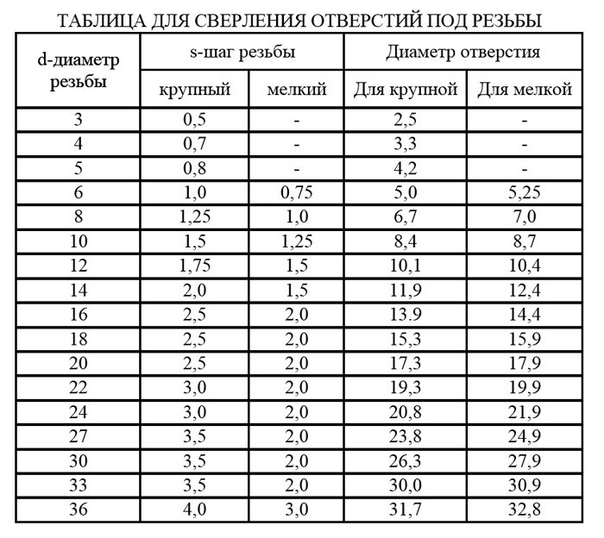
Нарезка резьбы метчиком: таблица и правила
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров.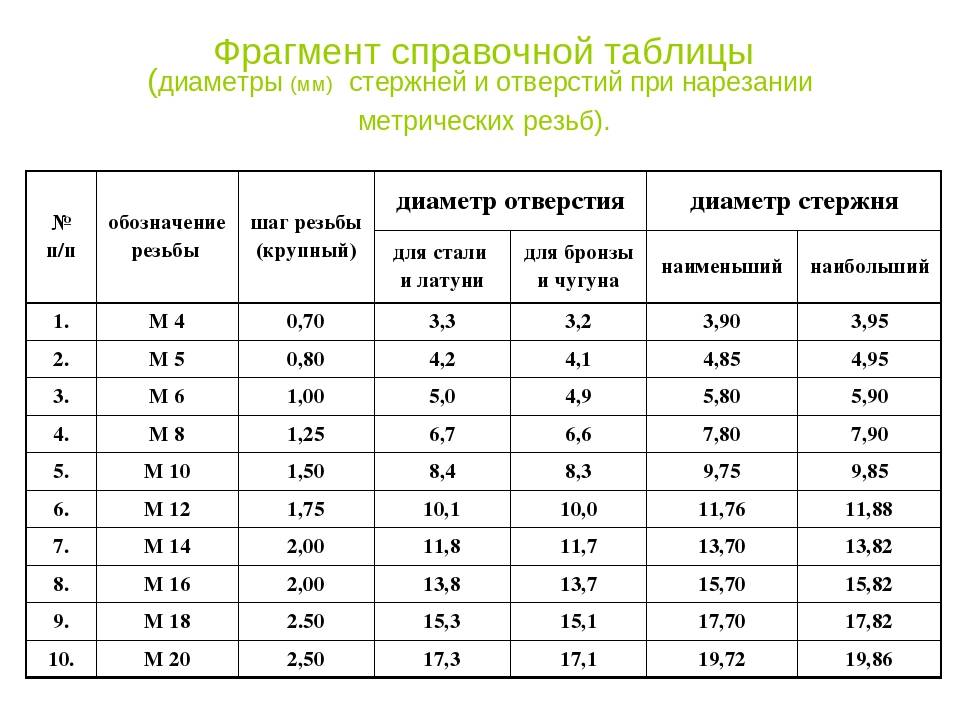 С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.

Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.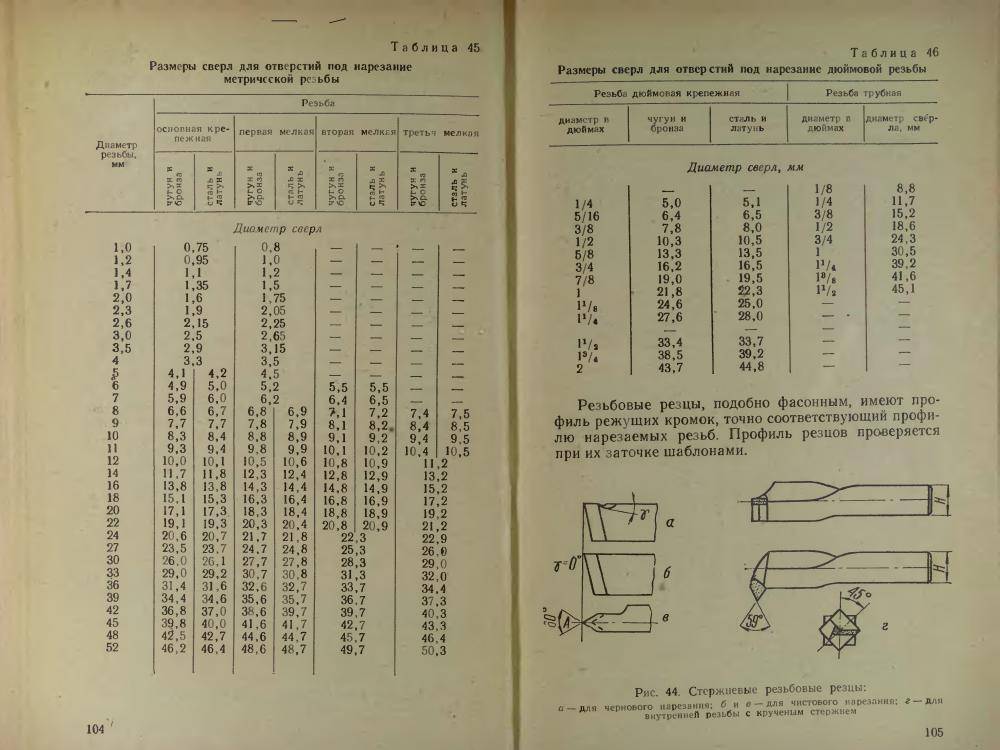
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
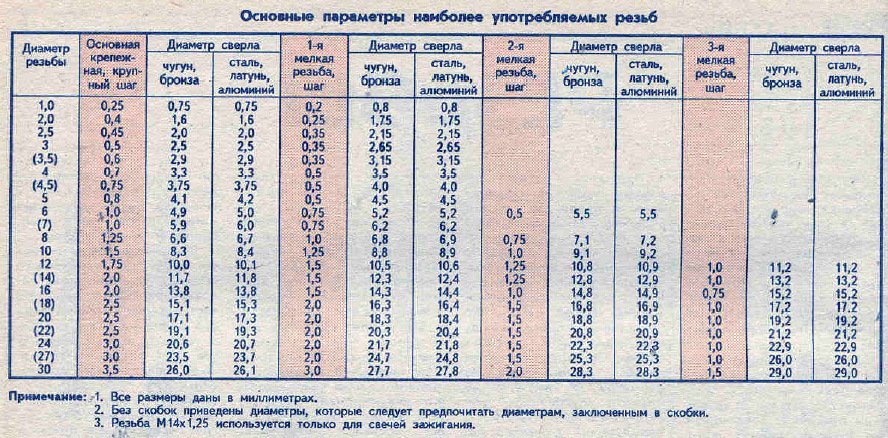
Как правильно определить диаметр отверстия?
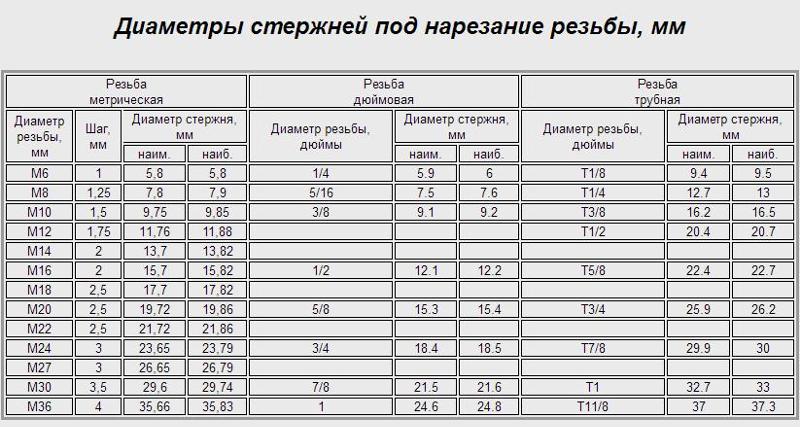
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.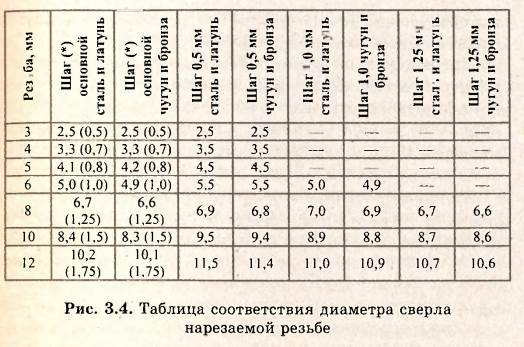
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
 Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.Методы нарезки
Для нарезки дюймовой резьбы можно использовать ручной и механизированный способ.
Ручную нарезку выполняют специальным инструментом — плашками и метчиками. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
- Деталь, на которой нарезается резьба, плотно фиксируется в тисках.
- Фиксируется инструмент для нарезания: плашка — в плашкодержателе, метчик — в воротке.
- Инструмент подготавливают к нарезанию. Метчик вставляют во внутреннюю часть трубы, а плашку — надевают на ее конец.
- Выполняют нарезку за счет вращения инструмента плашкодержателем или воротком.
Процедуру нарезания обычно повторяют несколько раз для получения лучшего результата.
Нарезание дюймовой резьбы механизированным способом выполняют на токарном станке.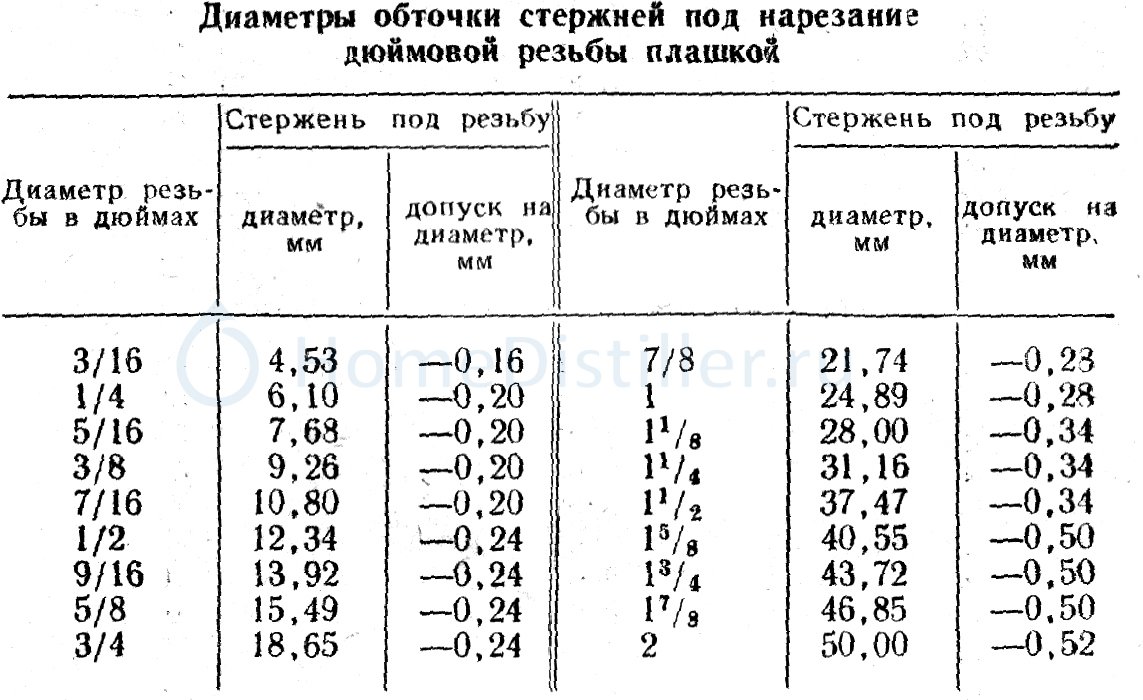 При этом соблюдается следующая последовательность операций:
При этом соблюдается следующая последовательность операций:
- Деталь зажимают в патроне станка. На ступоре станка фиксируют резец для нарезки.
- Снимают фаску на конце обрабатываемой детали.
- Настраивают скорость перемещения суппорта. При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
- Подводят резец к поверхности детали и запускают станок, включая резьбовую подачу.
Механизированная нарезка дюймовой резьбы отличается повышенной производительностью и качеством результата. Однако применять этот способ можно не для каждой трубы. Изделие должно обладать достаточной жесткостью и толщиной стенки, чтобы выдержать обработку на токарном станке. Кроме того, нарезка резьбы — это технологическая операция, которую должен выполнять квалифицированный токарь, имеющий соответствующие навыки.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Классы точности
В соответствии с ГОСТ предусматривается три класса точности дюймовой резьбы, обозначаемые цифрами 1, 2, 3. Степень точности возрастает с увеличением цифры класса. Так, к классу 1 относятся резьбы, к которым предъявляются минимальные требования по точности. Резьбы 3 класса являются наиболее точными, в отношении их размеров действуют наиболее жесткие требования.
Резьбы 3 класса являются наиболее точными, в отношении их размеров действуют наиболее жесткие требования.
При обозначении класса точности для указания типа резьбы также ставят литеры A (для наружной) и B (для внутренней). Соответственно, полные обозначения для наружных резьб представлены в виде 1А, 2А и 3А, а для внутренней — 1В, 2В и 3В.
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах.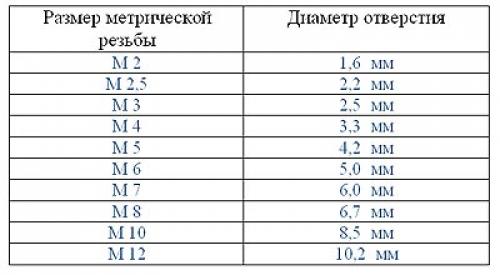 Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана.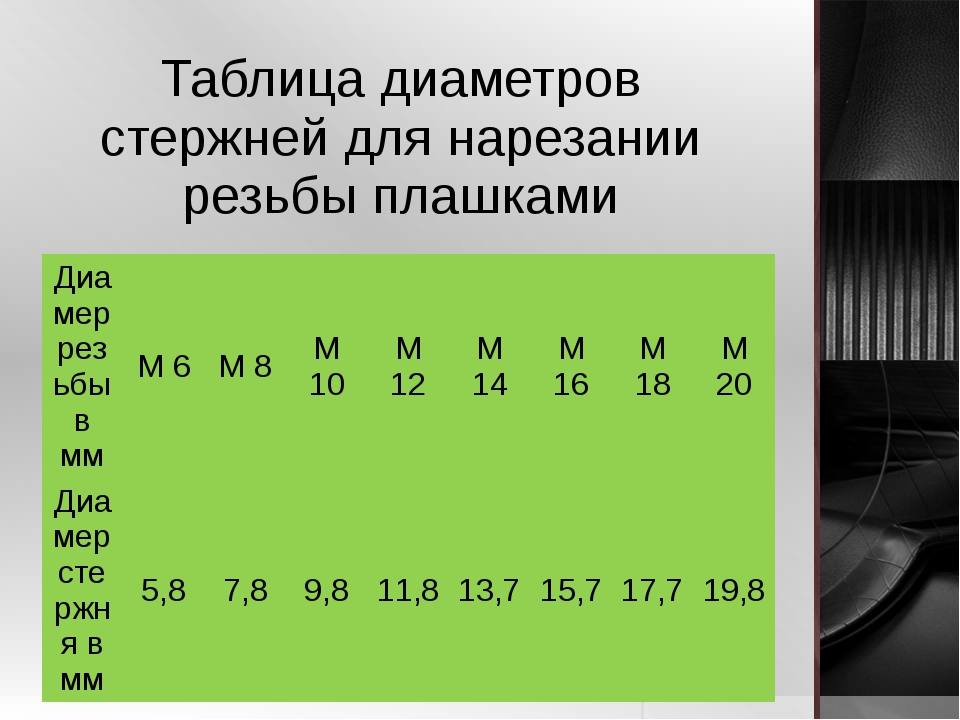 Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
221 Tap & Table – лучший новый ресторан в Форесте, Вирджиния
ПРЕДВАРИТЕЛЬНЫЕ ЗВОНКИ ДОБРО ПОЖАЛОВАТЬ14521 FOREST ROAD, FOREST, VA 24551 | 434-616-2071
ПОНЕДЕЛЬНИК-СРЕДА | 11:00 – 21:00
ЧЕТВЕРГ-СУББОТА | 11:00 – 22:00
ВОСКРЕСЕНЬЕ | 11:00 – 20:00
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ ДЛЯ СЧАСТЛИВЫХ ЧАСОВ | 14:00 – 18:00
221 — это местный ресторан с современной атмосферой и разнообразным меню американских блюд, в котором каждый найдет что-то для себя. В меню представлены стейки премиум-класса, фирменные коктейли, любимые блюда из морепродуктов, невероятные закуски, ремесленные лепешки и множество блюд, приготовленных вручную, доведенных до совершенства.
Я благодарен всем за поддержку в нашем постоянном развитии. Мы прилагаем все усилия, чтобы подавать вкусную еду и предоставлять вам лучший сервис в городе.
– Майк Серро // Управляющий партнерС понедельника по пятницу с 14:00 до 18:00
Приходите и насладитесь «счастливым часом» в ресторане 221 Tap & Table! Приятная атмосфера, вкусные напитки и вкусные блюда делают нас идеальным местом для отдыха после долгого дня. Наш счастливый час – идеальное место, чтобы расслабиться и пообщаться. Итак, собирайте друзей и присоединяйтесь к нам за весельем, смехом и вкусными напитками!
Закажите онлайн в 221 Tap & Table! Удобная система онлайн-заказа позволяет наслаждаться любимыми блюдами, не выходя из собственного дома. Среди множества вариантов вы обязательно найдете то, что вам по душе. Не ждите, закажите онлайн прямо сейчас и попробуйте вкус 221 Tap & Table!
ЗАКАЗАТЬ ОНЛАЙН
Выразите свою любовь и признательность подарочной картой от 221 Tap & Table! Наши подарочные карты — это идеальный способ подарить кому-то незабываемый ужин. Будь то романтический ужин или веселая вечеринка с друзьями, подарочная карта от 221 Tap & Table обязательно станет хитом. Подарите своим близким самое лучшее с подарочной картой от 221 Tap & Table!
Будь то романтический ужин или веселая вечеринка с друзьями, подарочная карта от 221 Tap & Table обязательно станет хитом. Подарите своим близким самое лучшее с подарочной картой от 221 Tap & Table!
КУПИТЬ ПОДАРОЧНЫЕ КАРТЫ
Завершите свои выходные поздним завтраком в ресторане 221 Tap & Table! В нашем меню представлен вкусный выбор блюд для завтрака и обеда, который обязательно удовлетворит любую тягу. Хотите ли вы классического завтрака или вкусного обеда, мы предоставим вам все необходимое. Не пропустите лучший бранч в городе, приходите в 221 Tap & Table Sundays!
БРАНЧ МЕНЮ
Сэкономьте время и обеспечьте себе место в 221 Tap & Table, позвонив заранее, чтобы зарезервировать место в очереди! Независимо от того, находитесь ли вы в пути или уже находитесь поблизости, быстрый предварительный звонок может занять ваше место и сократить время ожидания. Наш дружелюбный персонал будет рад помочь вам и гарантировать приятный ужин. Так зачем ждать в очереди, позвоните сегодня и зарезервируйте место в 221 Tap & Table!
В ПУТИ? ПОЗВОНИ СЕЙЧАС.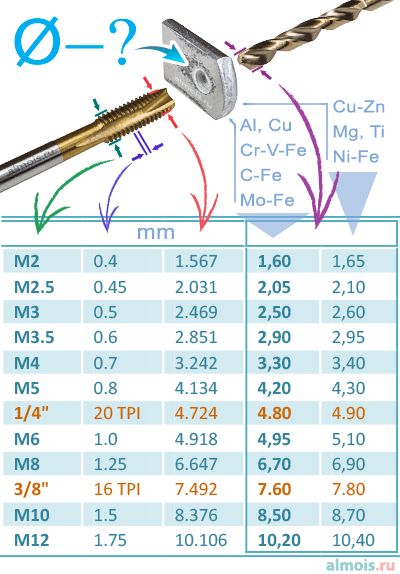
Наслаждайтесь любимыми блюдами из 221 Tap & Table, не выходя из собственного дома, с помощью нашей удобной опции заказа на вынос! Просто позвоните нам, оформите заказ, и мы подготовим его для вас в кратчайшие сроки. Не хотите готовить сегодня вечером? Позвольте нам позаботиться об ужине и насладиться вкусностями 221 Tap & Table, не вставая с собственного дивана. Сделайте заказ прямо сейчас и побалуйте себя вкусной едой сегодня вечером!
ЗВОНИТЕ В ВАШЕМ ЗАКАЗЕ
Тайна «постукивания двумя пальцами» за столом с дим-сам
Я помню, как впервые пошел есть дим-сам.
На этот раз я понятия не имел, какой опыт обучения меня ждет; Я просто знал, что когда эти двери откроются и великолепные запахи донесутся из кухни в зону ожидания, меня ждет угощение.
Как только я сел, я обнаружил, что не могу достаточно быстро воспринимать всю новую информацию. Заведение представляло собой зрелище — десятки и десятки больших круглых столов, за которыми сидели целые семьи, усеивали пол, а официанты быстро носились между ними, проносясь из кухни к голодным массам и обратно.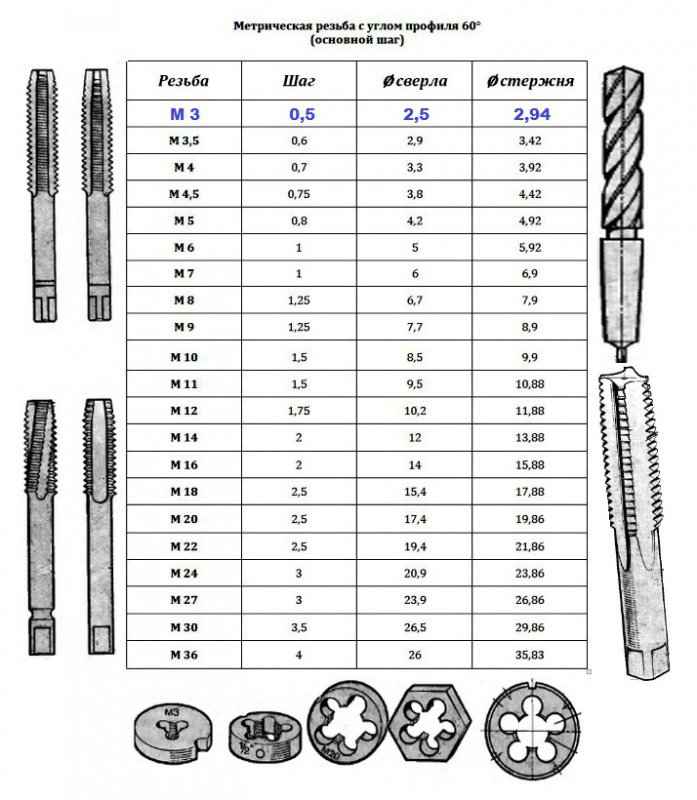
Но все взгляды были прикованы к тележкам, которые медленно, но неуклонно пыхтели, словно торговцы, торгующие вразнос товарами по оживленной улице, выкрикивая названия каждой тарелки, пробираясь сквозь толпу. Паровая булочка или шипящее блюдо могли попасться на глаза проголодавшемуся покупателю, и телега останавливалась, чтобы выгрузить свои сокровища. Пароход с лязгом приземлялся на стол, и сотрудница торопливо писала название блюда на листке бумаги, прежде чем быстро развернуться на каблуках, чтобы найти более прожорливых посетителей.
Изображение с Wikimedia Commons / Mailer diablo (CC BY-SA 3.0)«Шу Май!» Кланк. Писать.
«Ча Шу Бао!» Кланк. Писать.
«Сяо Лун Бао!» Кланк. Глухой звук. Писать. Писать.
Повозки все проезжали, пароходы все нагромождались; чем выше башня, тем выше достижение и тем больше удовлетворен заказчик.
Поскольку это был новый опыт для меня, я не мог не задавать вопросы на каждом шагу.
Но одна вещь особенно запомнилась мне; когда официанты наполняли наши чашки чая, он всегда постукивал двумя пальцами по столу. Когда он впервые сделал это, я подумал, что он, возможно, привлек внимание к этому конкретному участку скатерти, как будто его нужно было почистить или что-то в этом роде. Но после второго раза стало видно, что это сделано специально после того, как произошло что-то конкретное.
Любопытство взяло верх надо мной. « Почему ты постучал пальцами по столу после того, как официант налил тебе чай?
— спросил я. Я ожидал остроумного ответа (что-то про бычьи яички), но получил неожиданно увлекательную историю.
Согласно легенде, был император по имени Император Цянь Лун, который хотел путешествовать по миру, как и обычные люди. Он хотел видеть жизнь глазами своего народа без фанфар и престижа, которые в противном случае были бы нормальной частью его существования. Поэтому он надел одежду простолюдина и потребовал, чтобы его слуги обращались с ним как с равным.
Конечно, это должно было быть непостижимым для тех, кто сопровождал его в путешествии, но кто они такие, чтобы идти против требований императора? Так что они пошли вместе с ним, шагая в ногу с переодетой королевской особой.
В конце концов, они пришли в ресторан, и группе подали чай. Император, очень преданный уловке, взял на себя ответственность наливать чай своим слугам. Это не могло не шокировать слуг, которые обычно должны были выражать свою благодарность за такую честь поклонами или каким-либо другим способом, подобающим императору. Но это раскрыло бы его истинную личность, и джиг был бы готов — все бы знали, что их правитель сидит среди них.
Итак, слуги придумали простой способ отблагодарить своего императора за этот жест — постучать двумя пальцами по столу после того, как чай был налит. Таким образом, они могли выразить свою благодарность Императору Лонгу, не вызывая подозрений, что позволило группе продолжить свои путешествия, не выдавая себя настоящего.
(Это также оказалось весьма практичным приемом, поскольку постукивание по столу гораздо меньше мешало разговору, чем поворот и благодарность серверу. Этот жест прижился и сохранился до наших дней.)
Изображение с Wikimedia Commons / WiNG (CC BY-SA 3.0)Кому-то эта история может показаться мелкой — может быть, даже тривиальной, — но в тот момент я был совершенно очарован китайским этикетом. Маньеризмы и фразы, казалось, имели больше смысла, и я хотел узнать увлекательные истории, стоящие за ними.
К сожалению, этого не должно было быть во время этой трапезы — как раз когда он заканчивал свой рассказ, мимо нас проехала тележка, полная вкусной еды, и он не мог не дерзко еще раз подколоть мое невежество.