Выход и запасы резьбы, недорезы, фаски для метрических резьб (гост 10549-80), мм
Шаг резьбы Р | Запас резьбы ℓ5 | Недорез ℓ4 | Запас резьбы а | Фаска z | |
нормальный | короткий | ||||
1,00 | 3,0 | 6,0 | 4,0 | 2,0 | 1,0 |
1,25 | 3,5 | 8,0 | 4,0 | 2,5 | 1,6 |
1,50 | 4,0 | 9,0 | 4,0 | 3,0 | 1,6 |
1,75 | 5,0 | 11,0 | 5,0 | 3,5 | 1,6 |
2,00 | 5,5 | 11,0 | 5,0 | 4,0 | 2,0 |
2,5 | 7,0 | 12,0 | 6,0 | 5,0 | 2,5 |
3,00 | 8,5 | 15,0 | 7,0 | 6,0 | 2,5 |
3,50 | 10,0 | 17,0 | 8,0 | 7,0 | 2,5 |
Примечание. .
Диаметрd1,
отверстия под резьбу выбирается из
табл. 14.
.
Диаметрd1,
отверстия под резьбу выбирается из
табл. 14.
Таблица 14
Диаметры отверстий под нарезание метрической резьбы с крупным шагом (гост 19257-73)
Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Номинальный диаметр d1отверстия под резьбу с полем допуска | |
5H; 6H; 7H | 6G; 7G | ||
6 | 1,00 | 4,95 | 5,00 |
8 | 1,25 | 6,70 | 6,75 |
10 | 1,50 | 8,43 | 8,50 |
12 | 1,75 | 10,20 | 10,25 |
14 | 2,00 | 11,90 | 11,95 |
16 | 2,00 | 13,90 | 13,95 |
18 | 2,50 | 15,35 | 15,40 |
20 | 2,50 | 17,35 | 17,40 |
22 | 2,50 | 19,35 | 19,40 |
24 | 3,00 | 20,85 | 20,90 |
27 | 3, 00 | 23,85 | 23,90 |
Таблица 15
Отверстия сквозные под крепежные детали (гост 11284-75)
Диаметры стержней крепежных деталей d, мм | Диаметры сквозных отверстий d2, мм | |
1-й ряд | 2-й ряд | |
6,0 | 6,4 | 6,6 |
8,0 | 8,4 | 9,0 |
10,0 | 10,5 | 11,0 |
12,0 | 13,0 | 14,0 |
14,0 | 15,0 | 16,0 |
16,0 | 17,0 | 18,0 |
18,0 | 19,0 | 20,0 |
20,0 | 21,0 | 22,0 |
22,0 | 23,0 | 24,0 |
24,0 | 25,0 | 26,0 |
Примечание.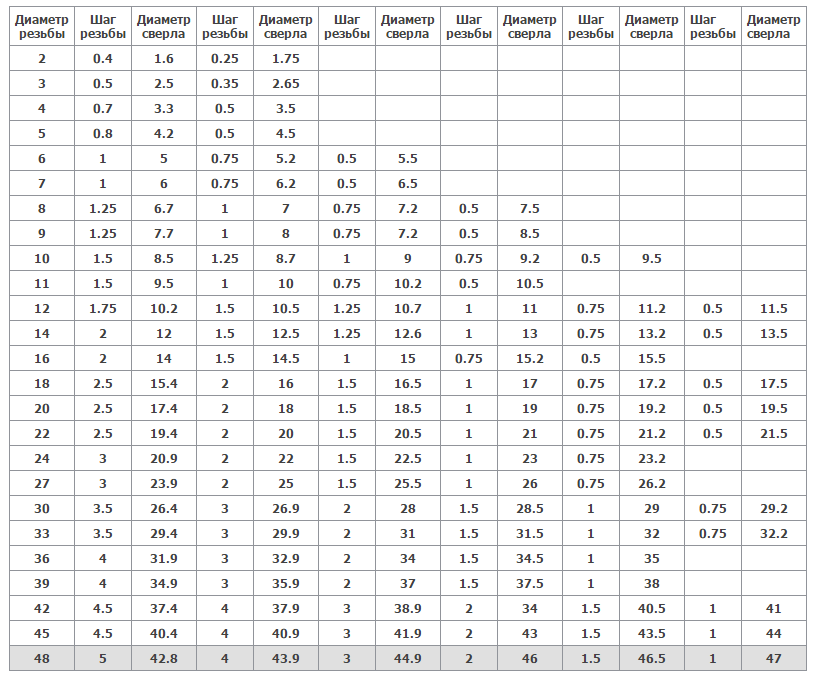
Соединение деталей при помощи крепёжных винтов
При помощи крепежных винтов можно скреплять две и более детали. Для этого в последней из них делается резьбовое отверстие, а в остальных – гладкие соосные отверстия диаметром, большим диаметра винта. Винт свободно проходит через гладкие отверстия скрепляемых деталей и ввинчивается в резьбовое отверстие последней из них (рис. 61, а, б). Глубина ℓ1ввинчивания винта зависит от материала детали и принимается равнойdдля стали, бронзы и латуни,1,25dдля ковкого и серого чугуна и2dдля легких сплавов (d– наружный диаметр резьбы винта).
В первой из скрепляемых деталей
делают зенковку (углубление под головку
винта). коническую
– для винтов с полупотайной и потайной
головками или цилиндрическую – для
винтов с цилиндрической головкой (табл.
Для подсчета длины винта необходимо составить сборочную размерную цепь (рис. 61, в, г). Полученный в результате подсчета размер округляют до ближайшего стандартного размера длины винта в соответствии с табл. 21. По этой же таблице определяют длину нарезанной части винта b. Составляя размерную цепь, необходимо обратить внимание на то, что у винтов с потайной и полупотайной головками потайная часть ее включается в длину винта (см. рис.61, а).
При вычерчивании соединения деталей при помощи винтов конструктивные размеры винтов берутся из соответствующих стандартов (табл. 16 – 20).
Диаметры d2отверстий в скрепляемых деталях для прохода винтов приведены в табл.15. Размеры зенковок под винты с полупотайной, потайной и цилиндрической головками даны в табл. 22. Фаски, запасы резьбы, выходы конца болтов и шпилек из гайки приведены в табл. 13.
Шлицы головок винтов на сборочных
чертежах, на видах сверху (или слева),
изображаются под углом 45к рамке чертежа в соответствии с ГОСТ
2. 315-68.
315-68.
Рис. 61
Винтпредставляет собой цилиндрический стержень с головкой на одном конце и резьбой для ввинчивания в одну из соединяемых деталей на другом (табл. 16 – 20). Винты, применяемые для неподвижного соединения деталей, называются крепежными, для фиксирования относительного положения деталей – установочными. По способу завинчивания они разделяются на винты с головкой под отвертку и с головкой под ключ. Головки винтов бывают различной формы, которая устанавливается соответствующим стандартом.
а) с потайной головкой, ГОСТ 17475-80; б) с полупотайной головкой, ГОСТ 17474-80;
в) с полукруглой головкой, ГОСТ 17473-80; г) с цилиндрической головкой, ГОСТ 1491-80;
д) с цилиндрической головкой и шестигранным углублением под ключ, ГОСТ 11738-75.
Таблица 16
размеры, таблицы с шагом и диаметром
Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия.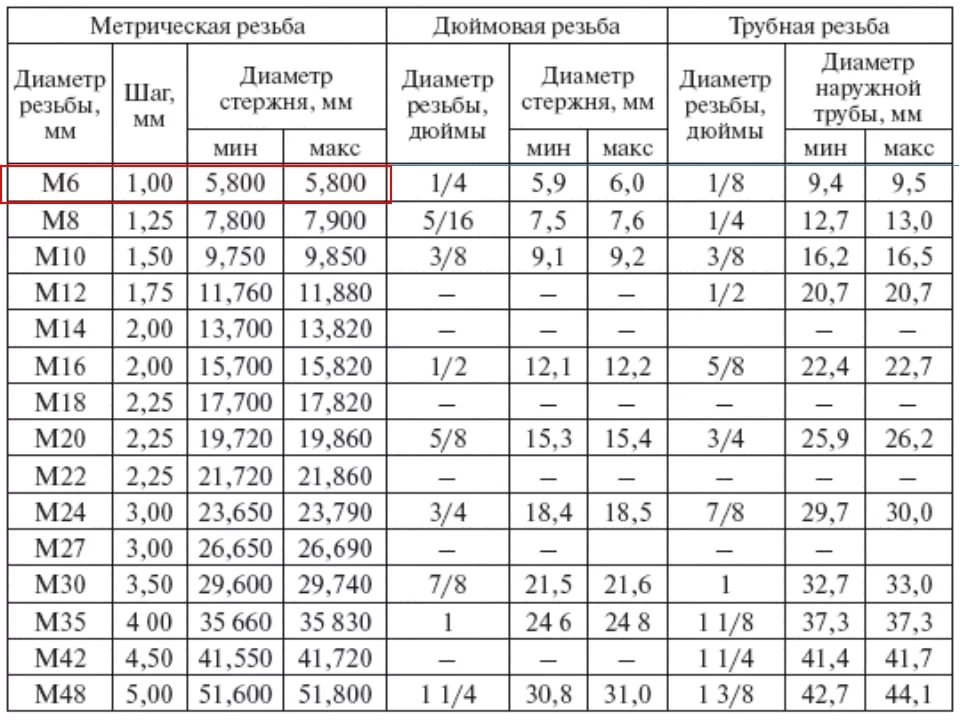 Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
- Сфера применения
- Основные параметры
- Геометрические размеры
- Применение табличной информации
- Правила маркировки
- Поля допусков
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.

- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.

Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
Основные параметры
Применяемая таблица метрических резьб с диаметрами и шагом позволяет быстро подобрать наиболее подходящее крепежное изделие. Создаваемые витки характеризуются несколькими основными параметрами:
- Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
- Размеры: диаметр и шаг. В большинстве случаев указывается только наружный диаметр нарезаемых витков, но в справочной литературе можно встретить и многие другие параметры. Важное значение имеет и шаг расположения бороздок друг относительно друга. При нарезании витков учитывается диаметр наружной или внутренней поверхности. На момент подготовки изделия мастер учитывает то, каких размеров должна быть заготовка. Существует и нормативная документация, которая позволяет подобрать более подходящий диаметр для получения резьбы с определенными параметрами.
- Резьба может располагаться внутри или снаружи изделия. Этот показатель определяет лишь особенности применяемой технологии нарезания поверхности. Для обработки наружной поверхности применяется токарно-винторезный станок с соответствующим резцом и плашка, для внутренней метчик и расточной резец. Инструмент подбирается в зависимости от того, какой точности нужно получить резьбу, и какой материал использовался при изготовлении заготовки.
 Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.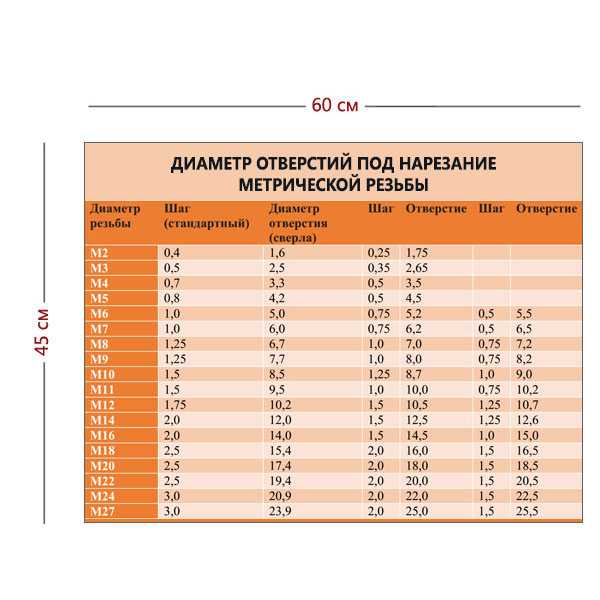
При производстве крепежных элементов учитываются и многие другие геометрические параметры. Они отображаются на создаваемом чертеже.
Геометрические размеры
В большинстве случаев таблица резьб содержит информацию о наружном диаметре и шаге расположения витков. Основные геометрические параметры, которые указываются на чертеже, следующие:
- Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра.
- Средний диаметр зависит от наружного и внутреннего расположения резьбы, в технической документации или таблицах указывается буквами D 2 и d2. Аналогичный параметр для внутреннего диаметра указывается в технической документации и на чертеже как D 1 и d 1.
- Витки, расположенные поблизости, характеризуются наличием вершин и впадин. Расстояние между ними называют шагом резьбы. Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
- Внутренний диаметр болта применяется для расчета напряжений, которые могут возникнуть при эксплуатации изделия. Слишком высокое напряжение становится причиной среза стержня.
- Ход резьбы, который создается одной винтовой парой, в большинстве случаев равен шагу. Этот параметр определяет линейное перемещение при одном повороте резьбовой пары. Параметр учитывается при создании различных ответственных механизмов.
- На создаваемых чертежах обозначается профиль витков буквой Н. В большинстве случаев профиль напоминает треугольник. Применяемые методы обработки определяют формирование скругленной фаски в качестве вершины.
 Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.При создании крепежных элементов выдерживаются стандарты ГОСТ.
 Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.
Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.Применение табличной информации
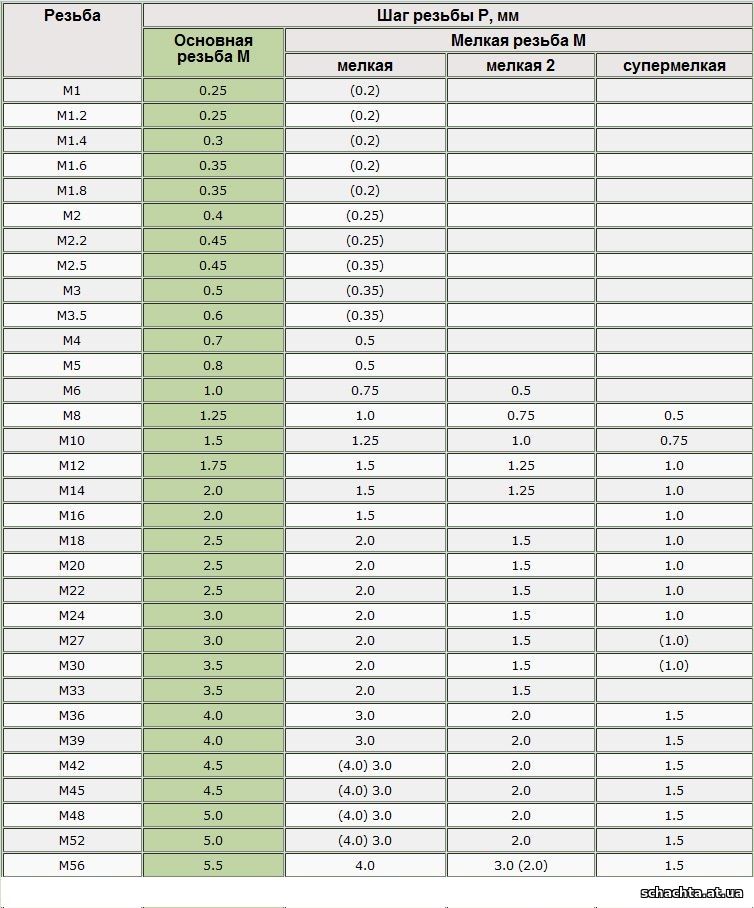
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
- ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
- ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
 Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков. За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу.
 youtube.com/embed/qM7DunV0Hmo”>
youtube.com/embed/qM7DunV0Hmo”> Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
- Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
При изготовлении и маркировке некоторых изделий длина свинчивания важна. Поэтому проводится указание подходящей буквы, после чего вертикальная линия и обозначения полей допуска.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
- Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
- Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
- В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
- Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
- Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.
Основы работы с потоками | Get It Made
Нити используются для соединения двух отдельных частей вместе, и каждая нить имеет соответствующую пару внешней резьбы (папа) и внутренней резьбы (мама). Наиболее распространенная форма крепежного изделия представляет собой гайку и болт, причем гайка имеет резьбу, нарезанную внутри цилиндрического корпуса (внутренняя резьба), а болт имеет резьбу, нарезанную снаружи цилиндрического корпуса (папа).
Терминология резьбы
На следующей диаграмме показаны основные размеры при определении резьбы:
Основной Диаметр – Основной диаметр представляет собой наибольший диаметр резьбы и измеряется от вершины резьбы до вершины (вершины резьбы).
Второстепенный диаметр – Второстепенный диаметр — это наименьший диаметр резьбы, измеряемый от основания резьбы до основания (нижняя часть резьбы).
Шаг – Это расстояние (мм) от одной резьбы до другой, его можно измерить от кончика до кончика или от канавки до канавки. Шаг также может быть определен как TPI, что означает число витков на дюйм.
Резьба Угол – Угол между гранями резьбы.
Правосторонняя резьба — Резьба соберется при вращении по часовой стрелке. “правая затяжка левая свободно”
Левая резьба – Резьба соберется при вращении против часовой стрелки.
Обозначения внутренней резьбы
На приведенном ниже рисунке показаны символы, которые можно увидеть на инженерном чертеже при наличии резьбового отверстия.
Описание метрической и дюймовой резьбы
Метрическая резьба
Метрическая резьба определяется обозначением серии резьбы «M», за которым следуют номинальный диаметр и шаг в миллиметрах. Если шаг не указан, это считается крупной резьбой, как показано ниже в метрической таблице крупной резьбы. Это стандарт ISO для простого обозначения крупной резьбы, поэтому вам не нужно запоминать шаг резьбы. Все резьбы считаются правыми, если не указано иное.
Рассмотрим резьбу M8 x 1,0 :
M = Обозначение метрической резьбы
8 = Номинальный диаметр (мм)
1,0 = Шаг (мм)
Дюймовая резьба сначала определяется с помощью основного диаметра резьбы количество нитей на дюйм в секунду.
Все резьбы считаются правыми, если не указано иное. Это обозначение чаще используется в Северной Америке.Рассмотрим резьбу 3/8 – 16 :
3/8 = Номинальный наружный диаметр (дюйм)
16 = Количество витков резьбы на дюйм
Резьба 3/8–16 считается крупной резьбой, резьба 3/8–24 имеет такой же номинальный диаметр; однако у него больше нитей на дюйм, что делает его тонкой резьбой.
Class Fit
Когда наружная и внутренняя резьбы сопрягаются, две детали соединяются вместе со степенью натяжения, определяемой посадкой двух резьб. Три набора классов резьбы были созданы для определения герметичности между резьбами. Имеется унифицированная форма резьбы, классы посадки:
Класс 1 – Свободная посадка. Нитки соберутся быстро вручную. Это полезно, когда требуется частая сборка и разборка. При использовании этого класса посадки рекомендуется использовать стопорное устройство (стопорную шайбу, стопорные гайки и т. д.). Посадка класса 1 встречается у большинства гаек и болтов.
Класс 2 – Стандарт ит. Нити будут собираться вручную, но для этого потребуются инструменты. Этот тип посадки предназначен для сборок, которые требуют разборки время от времени, но не постоянно. Класс 2 используется чаще всего.
Класс 3 – Плотная посадка. Эту посадку часто можно начать вручную, но для полной сборки всегда требуются инструменты. Эта посадка используется для стационарных сборок, не требующих разборки. Класс 3 обычно используется для установочных винтов.
Выноски
Выноски включаются в инженерный чертеж, чтобы указать производителю конкретную информацию об элементе. Четыре наиболее часто используемых обозначения выделены ниже:
Зенковка — операция вторичной обработки, используемая для создания цилиндрического отверстия большего размера для углубления головки крепежа.
Зенковка – Вторичная операция механической обработки, используемая для создания конической формы для углубления головки крепежа.
Диаметр – Диаметр определяется, если пилотное отверстие, просверленное до нарезания резьбы, уникально. Диаметр направляющего отверстия задает внутренний диаметр внутренней резьбы.
Глубина – Глубина резьбы определяется как сквозная или глухая. Сквозная резьба проходит через всю заготовку, поэтому глубину определять не нужно. Распространенной ошибкой является указание «THRU» в качестве сноски для темы. Если глубина не указана, по умолчанию резьба является сквозным отверстием. Глухая резьба обрабатывается на определенную глубину, поэтому требуется обозначение глубины.
Несколько вхождений — Когда одна и та же операция нарезания резьбы требуется для нескольких одинаковых отверстий, нет необходимости добавлять выноски для каждого отверстия. Лучше всего написать выноску на одном отверстии и указать количество одинаковых отверстий с резьбой в примечании. Пример того, как правильно отображать эту выноску, показан ниже.
Типы застежек
На рынке представлен широкий ассортимент механических застежек, в этом разделе мы покажем вам шесть наиболее распространенных застежек, которые вы можете ожидать, вместе с общепризнанными стандартными аббревиатурами для каждого типа.
- Hexagonal Head (HEX HD)
- Flat Head (FLAT HD)
- Fillister Head (FIL HD)
- Round Head (RND HD)
- Овальная головка (OVAL HD)
- Головка с торцевым ключом (SOC HD)
Таблица метрических резьб (грубая)
В следующих таблицах указаны основные размеры стандартных метрических резьб от .6 до M6 от M81 до M6. согласно ISO 724. Все единицы измерения указаны в миллиметрах (мм). Для получения более подробной таблицы метрических резьб нажмите здесь.
Мы рекомендуем моделировать резьбовые отверстия по размеру сверла под метчик и указывать размер и шаг резьбы на инженерном чертеже или аннотированном снимке экрана при проектировании деталей для производства.
Чтобы рассчитать размер сверла для метчика, необходимо вычесть шаг (мм) из номинального диаметра (мм). Например, отверстие с резьбой M4 имеет номинальный диаметр 4 мм и шаг 0,7 мм , поэтому размер резьбового сверла составляет 4 – 0,7 = 3,3 мм .
| **Размер – номинальный диаметр
(мм)** | **Шаг
(мм)** | **Метчиковое сверло
(мм)** | **Сверло с зазором
(мм)** |
|————————————–|———– ———-|—————————————|————– —————-|
| **M1.6** | 0,35 | 1,25 | 1,8 |
| **М2** | 0,4 | 1,6 | 2.4 |
| **М2,5** | 0,45 | 2 | 2,9|
| **М3** | 0,5 | 2,5 | 3.4 |
| **М3,5** | 0,6 | 2,9 | 3.9 |
| **М4** | 0,7 | 3.3 | 4,5 |
| **М5** | 0,8 | 4.2 | 5,5 |
| **М6** | 1 | 5 | 6. 6 |
| **М8** | 1,25 | 6,75 | 9|
| **М10** | 1,5 | 8,5 | 12 |
| **М12** | 1,75 | 10.25 | 14 |
| **М14** | 2 | 12 | 16 |
| **М16** | 2 | 14 | 18 |
| **М20** | 2,5 | 17,5 | 22 |
| **М22** | 2,5 | 19.5 | 25 |
| **М24** | 3 | 21 | 27 |
| **М30** | 3,5 | 26,5 | 33 |
| **М36** | 4 | 32 | 40 |
| **М42** | 4,5 | 37,5 | 46 |
| **М48** | 5 | 43 | 53 |
| **М56** | 5,5 | 50,5 | 62 |
| **М64** | 6 | 58 | 70 |
| **М68** | 6 | 62 | 74 |
Чтобы найти более полезную техническую информацию, перейдите на страницу наших руководств, чтобы узнать, как идеально проектировать детали для производства! Или, если все ваши детали готовы к производству, получите от нас бесплатную 24-часовую смету прямо сейчас.
Диаграмма буровых стержней – Google Suce
AllebildershoppingVideoSmapsNewsbücher
Sucoptionen
Bilder
Alle Anzeigen
Allegen
Drile Anzeigen
.0003 www.flowtechenergy.com › диаграммы › резьба бурильной штанги. ..
Таблица совместимости резьбы бурильных штанг – Знайте основы, типы, распространенные проблемы и категории резьбы бурильных штанг, используя таблицу совместимости резьб бурильных штанг.
Таблица размеров буровых штанг | N&N Drilling Supply Mfr.
nndrilling.com › Таблица размеров буровых штанг
Ознакомьтесь с нашей таблицей размеров буровых штанг или позвоните нам по телефону (800) 334-4927. Мы более чем рады помочь! … Размер, внешний диаметр, внутренний диаметр, резьба на дюйм, вес.
Ähnliche Fragen
Каковы стандартные размеры буровых штанг?
Можно ли нарезать резьбу на сверлильном стержне?
Из какой стали буровая штанга?
Какой длины буровая штанга?
ИНФОРМАЦИЯ О РЕЗЬБЕ БУРОВОЙ ШТАНГИ — Blue Demon
www.bluedemon.com › Pg8-drillrod
ИНФОРМАЦИЯ О РЕЗЬБЕ БУРОВОЙ ШТАНГИ. ПРЯМОЕ СОЕДИНЕНИЕ С ПРЯМОЙ РЕЗЬБОЙ, ЛИНЕЙНАЯ ТРУБА. Наименование, A, B, C, D, E, F, G, H. ПРЯМОЕ СОЕДИНЕНИЕ С ПРЯМОЙ РЕЗЬБОЙ3. E-Rod4, 15/16, 15/16 …
[PDF] БУРИЛЬНЫЕ ШТАНГИ И ПЕРЕВОДНИКИ — Отверстия
www.holeproducts.com › изображения › каталоги › hp_drill_rod_catalog
Компания Hole Products предлагает полную линейку высококачественных буровых штанг с обратной циркуляцией и двойными стенками, различных размеров и с разной резьбой …
Таблица совместимости резьб бурильных штанг — Pinterest
www.pinterest.com › … › Предметы › Наука
6 мая 2019 г. — Таблица совместимости резьб бурильных штанг — Знание основ, типов, общих проблем и категорий буровых штанг резьба с использованием резьбы бурильной штанги …
[PDF] Подъемное отверстие – MICON-Drilling
www.micon-drilling.de › Скачать › RaiseBore_draft_200327
подразумеваемая гарантия. Технические характеристики актуальны на момент печати. … Подъемный стержень с резьбой DI-22 … Резьба покрыта цинк-фосфатом / бондеризована.
[PDF] Afkos-Drill-Rod-Sizes.