Нарезка резьбы метчиком | Компания «Астим»
Метчик позволяет получить резьбу в материале. У него есть хвостовая часть для фиксации в патроне станка и рабочая зона, которая и производит нарезку резьбы. Чтобы стружка не препятствовала нарезке, на режущей части существуют специальные канавки. При создании метчика за основу берут углеродистую или быстрорежущую сталь. Если знать правила подготовки отверстия и последующей работы, то получить в нужном месте резьбу не составит особого труда.
Вариации метчиков
Первоначально определяются свойства обрабатываемого материала и иные параметры. Внутренняя резьба может быть метрического или дюймового формата. Также возможен профиль цилиндрической или конической формы.
Разновидности в зависимости от способа нарезки.
Проходные — состоят из трех секторов. Первый — начальная нарезка, второй осуществляет промежуточную, а третий финализирует чистовым проходом.
Комплектные состоят из нескольких метчиков. Они действуют так же, как сектора проходного варианта. Причем если металл особо прочный, то в наборе может присутствовать целых пять инструментов.
Они действуют так же, как сектора проходного варианта. Причем если металл особо прочный, то в наборе может присутствовать целых пять инструментов.
Метчик может быть изготовлен как для ручной работы, так и для использования на станке. У машинно-ручного имеется хвостовик квадратной формы. При его применении используют специальный держатель и пару ручек-воротков.
Машинный метчик крепится в патроне станка для металлообработки. Если отверстие непроходное, то на инструменте отсутствует конусный конец. В работе используется вороток. Если требуется отверстие сквозного формата, то метчик имеет конусное окончание.
У каналов для устранения стружки форма так же различается на прямую, винтовую и укороченную.
Прежде чем приступать к нарезке резьбы, следует проделать отверстие. Его размер можно определить по таблице, указанной ниже.
Таблица соответствия диаметров (метрических), резьб и подготовительных отверстий для них
Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2. | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
М 5 | 4,2 | М 16 | 14,0 | М 39 | |
М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
 2
2Таблица соответствия диаметров (дюймовых), резьб и подготовительных отверстий для них
Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
1/8 | 8,8 | 7/8 | 28,1 |
1/4 | 11,7 | 1 | 30,5 |
3/8 | 15,2 | 1 1/8 | 35,2 |
1/2 | 18,9 | 1 1/4 | 39,2 |
5/8 | 20,7 | 1 3/8 | 41,6 |
3/4 | 24,3 | 45,2 |
Порядок изготовления резьбы
Сначала наносится разметка, согласно чертежам. Следом с помощью хорошо заостренного керна помечается место сверления.
Следом с помощью хорошо заостренного керна помечается место сверления.
Оно производится следом с небольшими оборотами под прямым углом. Предварительно сверло следует смазать. Потребуется дополнительная смазка в случае большой глубины.
Сохранить правильное направление и уменьшить конусность поможет использование зенкера.
Метчик со смазанным кончиком фиксируется в воронке под углом в 90 градусов по отношению к поверхности обрабатываемого материала. После первого оборота производится половина оборота назад. Таким образом удаляется стружка.
На заметку
Если металл вязкий (алюминий, медь), то метчик следует несколько раз вынимать и очищать от металлической стружки.
Если используется метчик не универсальный, то при сверлении актуален весь набор. Пропуск одного из метчиков может привести к порче инструмента, а также самой резьбы.
Чтобы избежать изменения градуса сверления, через две-три нити угольник поможет определить правильность положения метчика.
Чем стоит пользоваться в качестве смазки:
- в стальных сплавах — олифа, масло льна, эмульсии;
- в алюминии и сплавах на его основе — керосин;
- в меди и сплавах, где она преобладает — скипидар;
- если используется чугун или бронза, смазка не потребуется.
Размеры резьбонарезных сверл | Береговые застежки
| Размер мм | Шаг мм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 8,0 | 1,00 | 7.1 | 32 сентября | 7,0 | |
| 10,0 | 1,25 | 8,9 | 8,8 | 32.11 | |
| 12,0 | 1,25 | 27/64 | 10,8 | ||
| 12,0 | 1,50 | 27/64 | 10,5 | ||
| 14,0 | 1,50 | 1/2 | 12,5 | ||
| 16,0 | 1,50 | 14,75 | 37/64 | 14,5 | |
| 18,0 | 1,50 | 21/32 | 16,5 | ||
| 20,0 | 1,50 | 47/64 | 18,5 | ||
| 22,0 | 1,50 | 13/16 | 20,5 | ||
| 24,0 | 2,00 | 7/8 | 22,0 | ||
Свяжитесь с нами
Метрическая система ISO Крупная
| Размер мм | Шаг мм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 2,0 | 0,40 | 1,6 | 1,6 | 1/16 | |
| 2,5 | 0,45 | 2.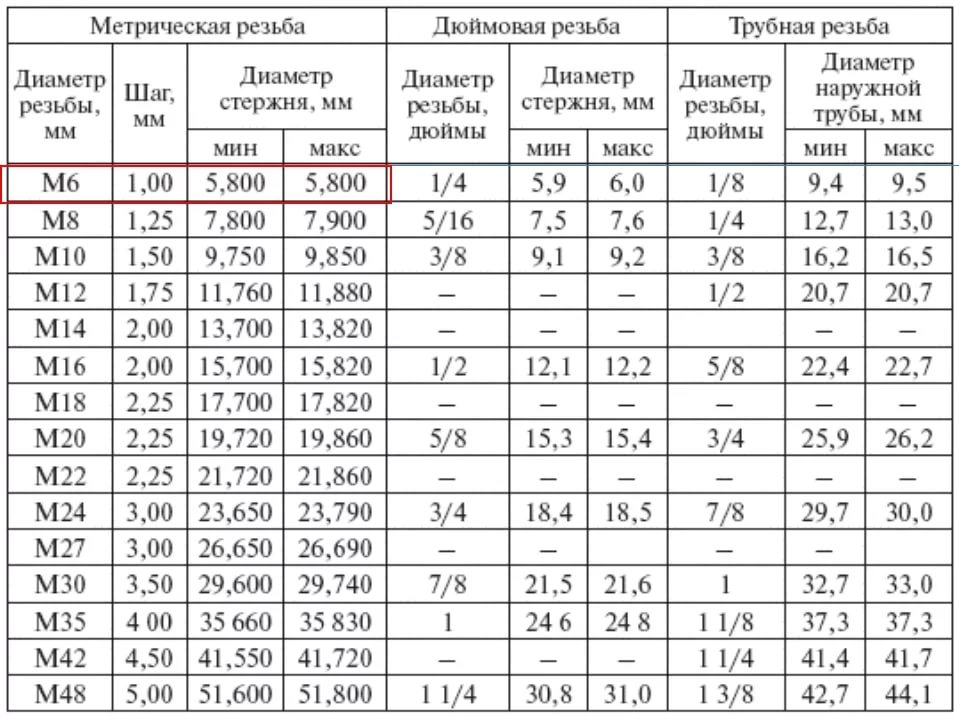 1 1 | 2,05 | ||
| 3,0 | 0,50 | 2,55 | 2,5 | ||
| 3,5 | 0,60 | 2,95 | 2,9 | ||
| 4,0 | 0,70 | 3,4 | 3,3 | ||
| 4,5 | 0,75 | 3,8 | 3,7 | ||
| 5,0 | 0,80 | 4,3 | 11/64 | 4,2 | |
| 6,0 | 1,00 | 5.1 | 13/64 | 5,0 | |
| 7,0 | 1,00 | 6.1 | 6,0 | 15/64 | |
| 8,0 | 1,25 | 6,9 | 6,8 | 17/64 | |
| 9,0 | 1,25 | 7,9 | 5/16 | 7,8 | |
| 10,0 | 1,50 | 8,6 | 32.11 | 8,5 | |
| 11,0 | 1,50 | 9,5 | 3/8 | ||
| 12,0 | 1,75 | 13/32 | 10,2 | ||
| 14,0 | 2,00 | 12,2 | 31/64 | 12,0 | 15/32 |
| 16,0 | 2,00 | 14,25 | 16 сентября | 14,0 | 35/64 |
| 18,0 | 2,50 | 15,75 | 15,5 | 39/64 | |
| 20,0 | 2,50 | 45/64 | 17,5 | 16/11 | |
| 22,0 | 2,50 | 25/32 | 19,5 | 49/64 | |
| 24,0 | 3,00 | 21,0 | 53/64 | ||
| 27,0 | 3,00 | 61/64 | 24,0 | 15/16 | |
| 30,0 | 3,50 | 26,5 | 1-3/64 | ||
| 33,0 | 3,50 | 1-11/64 | 29,5 | 1-5/32 | |
| 36,0 | 4,00 | 1-17/64 | 32,0 | 1-1/4 | |
Свяжитесь с нами
UNC UNS*
| Размер Дюйм | ниток на дюйм | Размеры резьбонарезных сверл | ||||
|---|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | |||||
| Дюйм | мм | Дюйм | ||||
| № 2 | 56 | 1,85 | 1,8 | |||
| № 3 | 48 | 2. 1 1 | 2,05 | 5/64 | ||
| № 4 | 40 | 2,35 | 3/32 | 2,3 | ||
| № 5 | 40 | 2,65 | 2,6 | |||
| № 6 | 32 | 2,85 | 2,8 | 7/64 | ||
| № 8 | 32 | 3,5 | 3,4 | |||
| № 10 | 24 | 3,9 | 5/32 | 3,8 | ||
| № 12 | 24 | 4,5 | 4,4 | 11/64 | ||
| 1/8* | 40 | 2,65 | 2,6 | |||
| 5/32* | 32 | 3,3 | 3.1 | 1/8 | ||
| 3/16* | 24 | 3,8 | 3,7 | |||
| 7/32* | 24 | 4,6 | 4,5 | |||
| 1/4 | 20 | 5,2 | 13/64 | 5.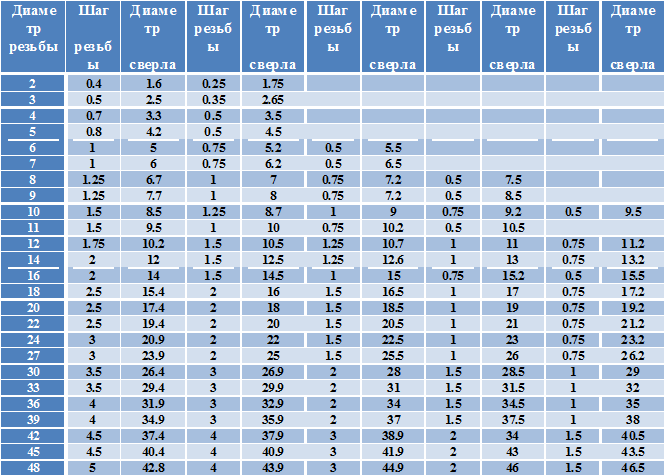 1 1 | ||
| 5/16 | 18 | 6,6 | 17/64 | 6,5 | 1/4 | |
| 3/8 | 16 | 8.1 | 8,0 | 5/16 | ||
| 16.07. | 14 | 9,5 | 3/8 | 23/64 | ||
| 1/2 | 13 | 11,0 | 10,8 | 27/64 | ||
| 16 сентября | 12 | 12,2 | 31/64 | |||
| 5/8 | 11 | 13,8 | 35/64 | 13,5 | 17/32 | |
| 16.11* | 11 | 15.25 | 15,0 | 19/32 | ||
| 3/4 | 10 | 21/32 | 16,5 | 41/64 | ||
| 13/16* | 10 | 23/32 | 18,0 | |||
| 7/8 | 9 | 19,5 | 49/64 | |||
| 1 | 8 | 7/8 | 22,5 | |||
| 1-1/8 | 7 | 25,0 | 63/64 | |||
| 1-1/4 | 7 | 1-7/64 | 28,0 | |||
| 1-3/8 | 6 | 31,0 | 1-7/32 | 1-13/64 | ||
| 1-1/2 | 6 | 1-11/32 | 34,0 | 1-21/64 | ||
Свяжитесь с нами
UNF UNS*
| Размер Дюйм | ниток на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| № 5 | 44 | 2,7 | 2,65 | ||
| № 6 | 40 | 2,95 | 2,9 | ||
| № 8 | 36 | 3,6 | 9/64 | 3,5 | |
| № 10 | 32 | 4. 1 1 | 4,0 | 5/32 | |
| № 12 | 28 | 4,7 | 4,6 | ||
| 1/8* | 40 | 2,65 | 2,6 | ||
| 5/32* | 32 | 3,3 | 3.1 | 1/8 | |
| 3/16* | 32 | 4.1 | 3,9 | 5/32 | |
| 7/32* | 32 | 4,9 | 4,8 | 3/16 | |
| 1/4 | 28 | 5,5 | 7/32 | 5,4 | |
| 5/16 | 24 | 6,9 | 6,8 | ||
| 3/8 | 24 | 8,5 | 8,4 | ||
| 16.07 | 20 | 10,0 | 25/64 | 9,8 | |
| 1/2 | 20 | 11,5 | 29/64 | ||
| 16 сентября | 18 | 33/64 | 12,8 | ||
| 5/8 | 18 | 14,5 | 37/64 | ||
16. 11* 11* | 16 | 16,0 | 5/8 | 15,75 | |
| 3/4 | 16 | 17,5 | 16/11 | ||
| 13/16* | 16 | 3/4 | 19,0 | ||
| 7/8 | 14 | 13/16 | 20,5 | ||
| 1 | 12 | 23,5 | 59/64 | ||
| 1* | 14 | 15/16 | 23,5 | ||
| 1 1/8 | 12 | 26,5 | 1 3/64 | ||
| 1 1/4 | 12 | 1 11/64 | 29,5 | ||
| 1 3/8 | 12 | 33,0 | 1 19/64 | ||
| 1 1/2 | 12 | 36,0 | 1 27/64 | ||
Свяжитесь с нами
BSW Whitworth
| Размер Дюйм | ниток на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| 1/16* | 60 | 1,2 | 3/64 | 1,05 | |
| 3/32 | 48 | 1,9 | 1,75 | ||
| 1/8 | 40 | 2,55 | 2,5 | 3/32 | |
| 5/32* | 32 | 3,2 | 1/8 | 2,95 | |
| 3/16 | 24 | 3,7 | 3,6 | 9/64 | |
| 7/32 | 24 | 4,5 | 4,3 | 11/64 | |
| 1/4 | 20 | 5. 1 1 | 5,0 | 3/16 | |
| 5/16 | 18 | 6,5 | 6,4 | 1/4 | |
| 3/8 | 16 | 7,9 | 5/16 | 7,8 | 19/64 |
| 16.07 | 14 | 9,5 | 9,2 | 23/64 | |
| 1/2 | 12 | 10,5 | 13/32 | ||
| 16 сентября | 12 | 12 | 15/32 | ||
| 5/8 | 11 | 13,5 | 17/32 | 33/64 | |
| 3/4 | 10 | 16,5 | 41/64 | 16,0 | 5/8 |
| 7/8 | 9 | 3/4 | 19,0 | 47/64 | |
| 1 | 8 | 22,0 | 55/64 | 27/32 | |
| 1-1/8 | 7 | 31/32 | 24,5 | 61/64 | |
| 1-1/4 | 7 | 28,0 | 1-3/32 | 27,5 | 1-5/64 |
| 1-1/2 | 6 | 33,5 | 1-5/16 | 33,0 | 1-19/64 |
| 1-3/4 | 5 | 39,0 | 1-17/32 | 38,5 | 1-33/64 |
| 2 | 41/2 | 44,5 | 1-49/64 | 44,0 | 1-3/4 |
Свяжитесь с нами
BSF
| Размер | Шаг мм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 3/16 | 32 | 4,0 | 5/32 | 3,9 | |
| 1/4 | 26 | 5,3 | 5,2 | 13/64 | |
| 5/16 | 22 | 6,8 | 17/64 | 6,7 | |
| 3/8 | 20 | 8,3 | 21/64 | 8,2 | 5/16 |
16. 07 07 | 18 | 9,5 | 3/8 | ||
| 1/2 | 16 | 7/16 | 11,0 | 27/64 | |
| 16 сентября | 16 | 1/2 | 12,5 | 31/64 | |
| 5/8 | 14 | 14,0 | 35/64 | 13,8 | 17/32 |
| 3/4 | 12 | 16,5 | 21/32 | ||
| 7/8 | 11 | 25/32 | 19,5 | 49/64 | |
| 1 | 10 | 57/64 | 22,5 | 7/8 | |
| 1-1/4 | 9 | 28,5 | 1-1/8 | 1-7/64 | |
| 1-1/2 | 8 | 34,5 | 1-23/64 | 1-11/32 | |
| 1-3/4 | 7 | 40,5 | 1-19/32 | 40,0 | 1-37/64 |
Свяжитесь с нами
Коническая труба BSTP
| Размер, дюйм | ниток на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| С расширителем | Без развертки | ||||
| мм | Дюйм | мм | Дюйм | ||
| 1/8 | 28 | 8,0 | 16. | ||