Как подобрать сверло под метчик: таблица, технология нарезания
Для того чтобы нарезать внутреннюю резьбу при помощи ручного или машинного метчика предварительно необходимо просверлить черновое отверстие в заготовке. Чтобы избежать брака при выполнении данной операции и получить резьбу необходимого размера следует правильно выбрать сверло. Его размер зависит от типа резьбы, материала заготовки и других параметров.
Что такое метчик
Метчиком называется винт с режущими кромками, который вкручивается в глухое или сквозное отверстие для создания резьбы на его стенках. Данный инструмент применяется для работы с металлическими сплавами всех видов за исключением каленых стальных изделий. Закалку деталей рекомендуется производить после нарезания резьбы.
Существуют различные варианты метчиков, применяемых для черных и цветных металлов. Для более мягких сплавов на основе меди или алюминия применяются комплекты из 2 или 3 метчиков. Они делятся на черновые и чистовые и применяются последовательно друг за другом в порядке номеров, указанных в их маркировке. Также существуют так называемые шахматные метчики, позволяющие получить нужную резьбу за один проход.
Также существуют так называемые шахматные метчики, позволяющие получить нужную резьбу за один проход.
В некоторых случаях используются бесстружечные метчики или раскатники. Они формируют профиль резьбы не резанием, а выдавливанием ее в стенках чернового отверстия. При использовании раскатников диаметр отверстия должен быть еще больше, чем при использовании классических метчиков.
Конструктивно все метчики состоят из хвостовика и рабочей части. Хвостовик закрепляется в станке или ручном резьбонарезном инструменте, рабочая часть – формирует профиль резьбы. Внешняя резьба на наружной стороне рабочей части делится на заборный и калибрующий фрагменты. Заборный или режущий фрагмент состоит из нескольких первых витков. Он отвечает за непосредственной нарезание резьбы в отверстии.
По сторонам рабочей части метчика располагаются продольные канавки, делящие ее на так называемые перья. Эти канавки предназначены для отведения образующейся в процессе работы стружки. В зависимости от направления резьбы применяются правосторонние или левосторонние метчики.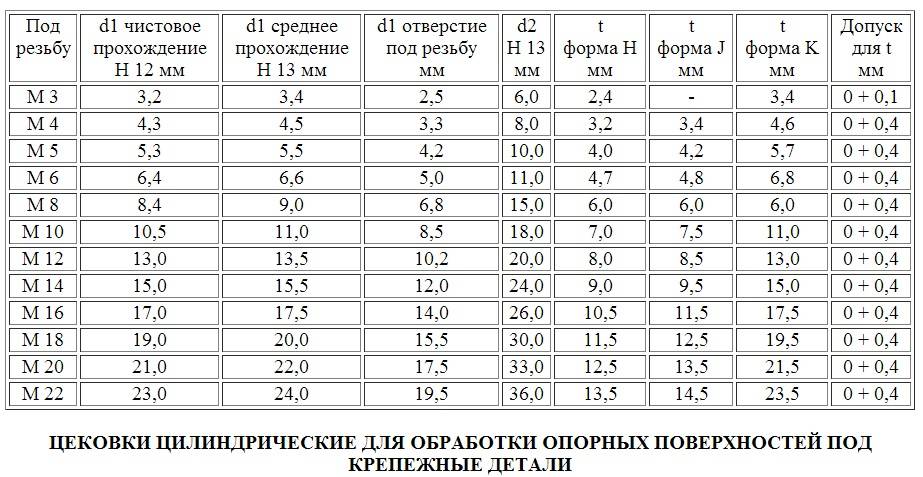 В процессе нарезания они вращаются в соответствующем направлении.
В процессе нарезания они вращаются в соответствующем направлении.
Что влияет на выбор сверла
На выбор сверла для создания предварительного отверстия при нарезании внутренней резьбы следует обращать внимание на следующие факторы:
- Размер и тип резьбы;
- Материал, в котором сверлится отверстие;
- Особенности используемой технологии.
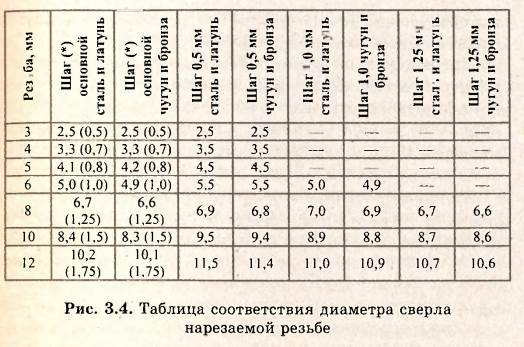
В ГОСТах и других регламентирующих документах приводятся таблицы размеров сверл, соответствующие той или иной резьбе. На промышленных предприятиях при необходимости создания резьбовых в технологическом процессе отверстий прописывается точный размер и допуск сверла. Данные для создания разных видов резьбы содержатся в различных документах. Основными среди них являются:
- ГОСТ 19257-73 – для метрических резьб;
- ГОСТ 21348-75 – для цилиндрической трубной резьбы;
- ГОСТ 18844-77 – при использовании бесстружечных метчиков.
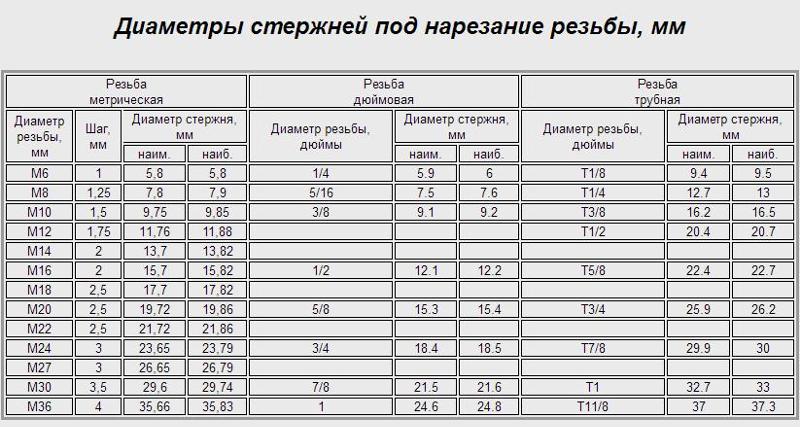
При отсутствии под руками такой таблицы или работе без отработанного технологического процесса для вычисления размеров необходимого сверла используются достаточно простые формулы.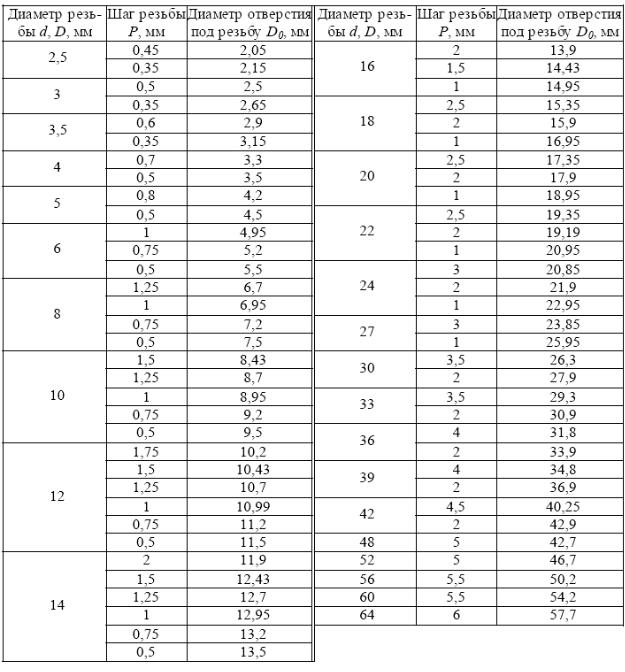
Например, при необходимости получения резьбы М12х1,5 следует из 12 вычесть 1,5. Таким образом для предварительного сверления нужно применять сверло диаметром 10,5 мм. Полученные дробные значение разрешается округлять до десятых частей в большую сторону.
В зависимости от материала изделия, в котором требуется создать резьбовое отверстие могут быть использованы сверла, изготовленные по разным технологиям. Обычно достаточно сверл из быстрорежущих стальных сплавов. Для более прочных материалов применяется твердосплавный инструмент.
Технология нарезания внутренней резьбы
Процесс создания резьбовых отверстий состоит из нескольких этапов. Поверхность заготовки тщательно зачищается. Затем производится сверление отверстия соответствующего диаметра.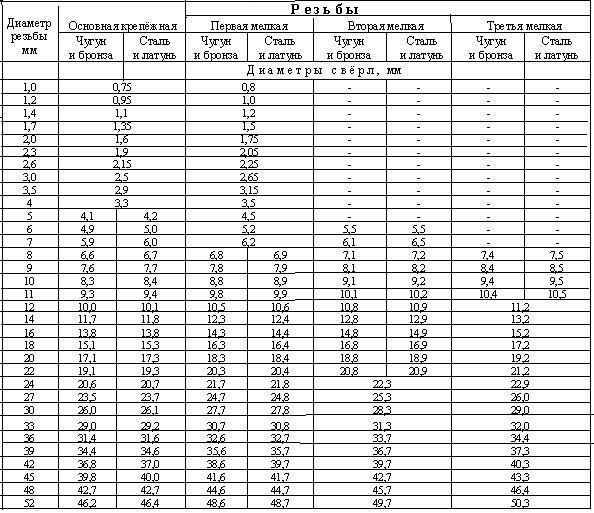 Для получения перпендикулярного отверстия заготовка должна быть плотно зафиксирована. Для удобства работы метчиком следует обработать отверстие зенковкой и снять с его края фаску. Также впоследствии это будет способствовать более удобному вкручиванию болтов и шпилек.
Для получения перпендикулярного отверстия заготовка должна быть плотно зафиксирована. Для удобства работы метчиком следует обработать отверстие зенковкой и снять с его края фаску. Также впоследствии это будет способствовать более удобному вкручиванию болтов и шпилек.
Участок с просверленным в нем отверстием смазывается. Без использования смазки черновые отверстия сверлятся только в бронзовых и чугунных изделиях. Обычно в качестве смазки на промышленных предприятиях используется специальная эмульсия. В бытовых условиях можно применять концентрированный мыльный раствор. Также для работы по стали или латуни используется льняное масло, для меди – скипидар, для алюминия – керосин.
При использовании ручного метчикодержателя инструмент следует располагать строго перпендикулярно к поверхности детали. Вращение метчика производят плавными аккуратными движениями. При появлении сопротивления, метчик выкручивается на несколько оборотов и операция повторяется.
Сверло-метчик из Китая.
 Набор из 6 штук
Набор из 6 штукОбзоры покупок
Написать обзорСверло-метчик из Китая. Набор из 6 штук
11.95 $
Ссылка на товарAliExpress.comВход
11.95 $
Ссылка на товарAliExpress.comВсем привет.
Сегодняшний обзор будет посвящен набору сверл-метчиков, приобретенных мною на просторах Aliexpress.
Так уж вышло, что в последнее время мне в руки начал попадать китайский инструмент, и, что самое удивительное, оказывался он довольно неплохого качества. Сперва меня удивили экстракторы сломанных болтов/винтов, затем это были ступенчатые сверла, потом было еще что-то, уже не помню что. Решив не останавливаться на достигнутом, я приобрел набор сверл-метчиков, которые и стали виновниками сегодняшнего обзора.
Итак, продавец был выбран совершенно спонтанно, но несмотря на это, показал себя с хорошей стороны. Посылка была отправлена спустя несколько дней после оплаты, причем она была снабжена полноценным треком, информацию по которому можно посмотреть здесь.
Пришел инструмент без какой-либо заводской упаковки. Сверла были помещены в обычный полиэтиленовый пакетик (даже два).
Итак, в комплекте у нас 6 сверл, которые можно считать современным комбинированным режущим инструментам. С помощью которого можно выполнить два вида обработки металла за одну операцию – сверление и последующее нарезание резьбы. Почему современным? Да потому, что еще относительно недавно ничего подобного в хозмагах не было и приходилось довольствоваться обычным сверлом и ручным метчиком. Причем для того, чтобы все получилось как надо, приходилось подбирать не только метчик нужного размера, но и сверло для проделывания отверстия. Если вдруг кому-нибудь интересно, то вот таблица подбора диаметра сверла под резьбу:
Сверла были обильно покрыты какой-то смазкой, после очистки от нее они стали выглядеть следующим образом:
Тут хочу сказать, что выглядят они более чем симпатично. Для упрочнения, режущая часть инструмента покрыта нитридом титана (желтенькое напыление), во всяком случае именно так указано на страничке продавца.
На хвостовике каждого сверла имеется маркировка, обозначающая марку стали, а так же параметры получаемой резьбы.
Итак, изготовлен инструмент из быстрорежущей стали HSS6542, которая является чем-то похожим на 6М5 (у нас) или М2 (в Европе). На сегодня это одна из самых популярных и востребованных быстрорежущих сталей, что объясняется ее относительно невысокой стоимостью и отличными характеристиками. Хим состав такой стали W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20; Сверла цельные, а не сварные (иногда, в целях удешевления процесса изготовления сверл большого диаметра, хвостовики изготавливают из обычной стали и просто приваривают их к режущей части).
Итак, в комплекте у нас сверла-метчики для нарезки резьбы: 10х1,5, 8х1,25, 6х1, 5х0,8, 4х0,7 и 3х0,5. В общем, самые ходовые параметры. Если кто не в курсе, то первая цифра означает диаметр, резьбы, а вторая – ее шаг (расстояние между витками).
Сейчас настало время небольших измерений. Для начала взвесим все, что находится в пакетике:
Теперь, для самоуспокоения, диаметр режущей части метчика самого большого сверла из комплекта:
И самого маленького:
Диаметр той части сверла, которая должна нарезать резьбу, всегда больше режущей части непосредственно сверла (масло масляное, но, надеюсь, понятно). Это очень хорошо видно на вот этой фотографии:
Диаметр хвостовика у всех сверл одинаковый.
Сверло-метчик применяют для обработки отверстий в сплошном металле, в котором впоследствии будут нарезать резьбу. Так как отверстие не подготовлено заранее в процессе литья, штамповки или ковки, первой ступенью инструмента будет сверло. Отрезок в виде метчика вступит вторым после первой операции – сверления.
 Из сплошного металла у меня под рукой оказался немного ржавый металлический прут, толщиной 8 миллиметров 🙂
Из сплошного металла у меня под рукой оказался немного ржавый металлический прут, толщиной 8 миллиметров 🙂Вот тут хочу сказать, что полноценная дрель была временно вывезена на дачу, а поскольку нонче не сезон для выездов на природу, то тест работоспособности проводился дома. Здесь нет ни сверлильного станка, ни тисков. В качестве привода, использовался аккумуляторный шуруповерт с подсевшей батареей 🙁 В качестве верстака с тисками – 2 дочкины книжки… Грусть-печаль…
Отсюда вывод – со своей задачей сверло-метчик справляется отлично. Если установить его в станок или хотя бы зажать в тиски то, в чем будет проделываться отверстие, то результат будет много лучше.
Я же, воодушевившись результатами, допустил оплошность, и наклонив металлическую пластину во время извлечения сверла после проделывания третьего отверстия, сломал его 🙁
Но, как говорится, нету худа без добра – теперь точно знаю, что оно было подвергнуто термообработке 🙂
Подводя итог всему, что тут было написано, могу сказать, что сверла получились неплохими.
На этом, пожалуй, все. Спасибо за внимание и потраченное время.
Aspire6930
Бог обзоров
Профиль Написать автору
Понравился обзор?
Поддержи автора, поделись с друзьями
Спасибо!
Интересные материалы
- 0.0
- 0.0
- 0.0
- 0.0
- 0.0
- 0.
 0
0 - 0.0
- 0.0
- 0.0
- 0.0
- 0.0
- 0.0
Показать все
материалыеще
+14122
 0
0ТОП авторов
ТОП за неделюBerezovy
Бог обзоров
Профиль
BA Резьбовые метчики и размеры сверл
Связанные ресурсы: оборудование
BA Резьбовые метчики и размеры сверл
Технические данные ANSI для проектирования оборудования
Технические метрические данные для проектирования оборудования
Резьба Британской ассоциации или винты BA Резьба
Резьба BA: стол для нарезания резьбы и зазора
ВА | Сверло с размером резьбы | Размер зазора | ||
мм | Номер или | мм | Номер, буква | |
5. | 8 | 6.10 | Д | |
1 | 4,50 | 16 | 5,50 | 2 |
2 | 4,00 | 22 | 4,85 | 10 |
3 | 3,40 | 29 | 4,25 | 18 |
4 | 3,00 | 32 | 3,75 | 24 |
5 | 2,65 | 37 | 3,30 | 29 |
6 | 2,30 | 43 | 2,90 | 32 |
7 | 2,05 | 45/46 | 2,60 | 36 |
8 | 1,80 | 50 | 2,25 | 41 |
9 | 1,55 | 53 | 1,95 | 45 |
10 | 1,40 | 54 | 1,75 | 49 |
11 | 1,20 | 56 | 1,60 | 52 |
12 | 1,05 | 59 | 1,40 | 54 |
13 | 0,98 | 62 | 1,30 | 55 |
14 | 0,78 | 68 | 1. | 57 |
15 | 0,70 | 70 | 0,98 | 60 |
16 | 0,60 | 73 | 0,88 | 65 |
 10
10 10
10
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 jpg”> ЦЕНТРАЛЬНЫЕ СВЕРЛА (ГРЕБЕНКА)
jpg”> ЦЕНТРАЛЬНЫЕ СВЕРЛА (ГРЕБЕНКА) ДЛИННЫЕ КОНЦЕВЫЕ ФРЕЗЫ
ДЛИННЫЕ КОНЦЕВЫЕ ФРЕЗЫ com
com 0595
0595 0595
0595 0890
0890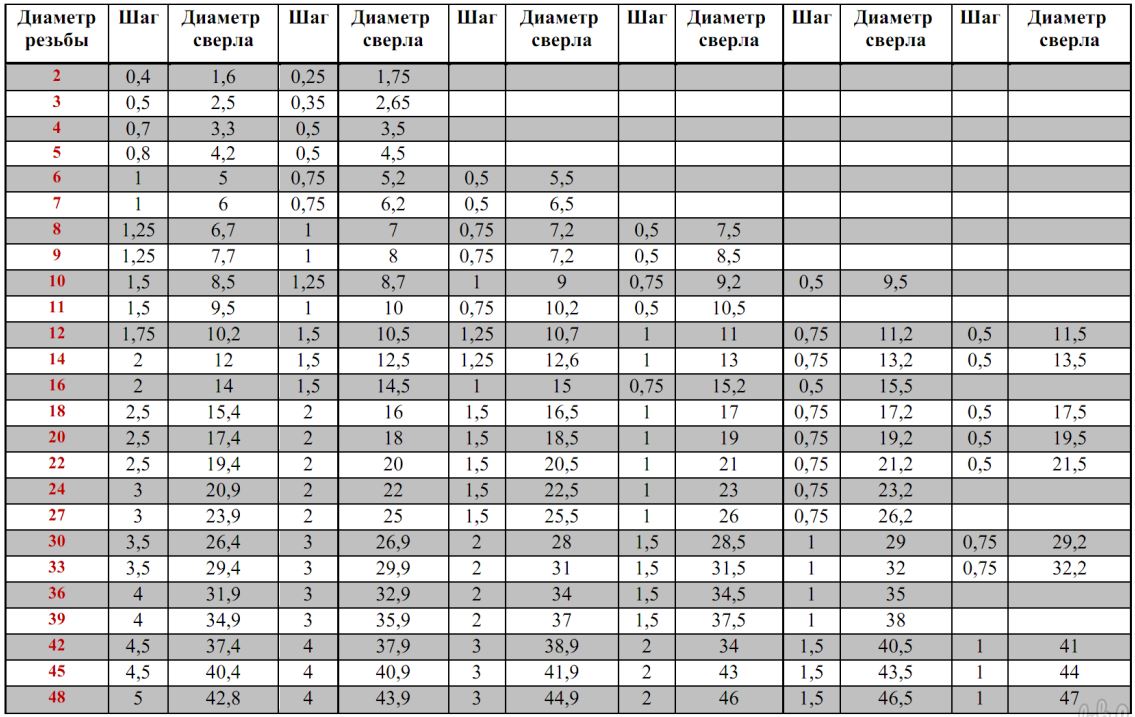 0935
0935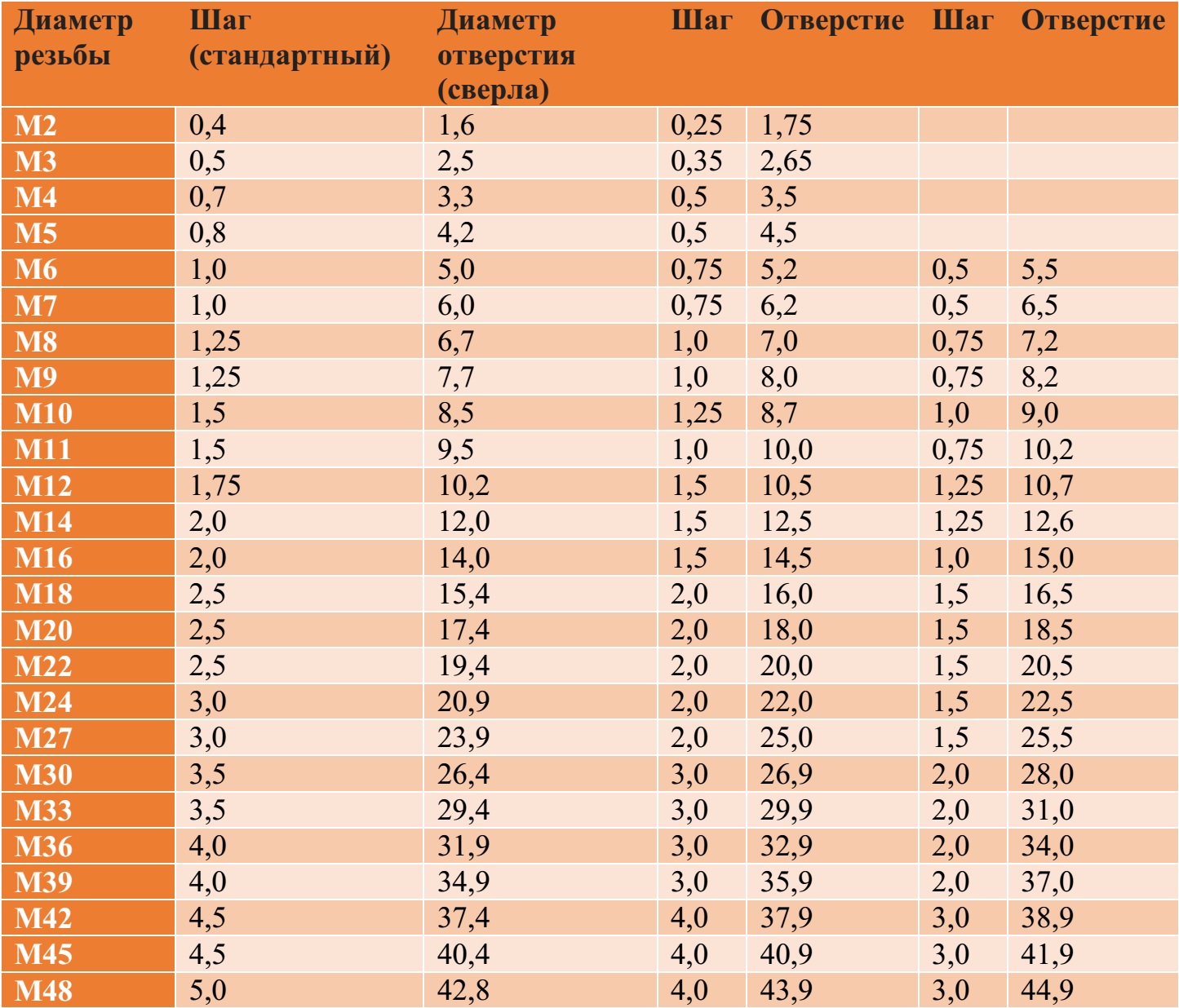 1360
1360 1360
1360 2010
2010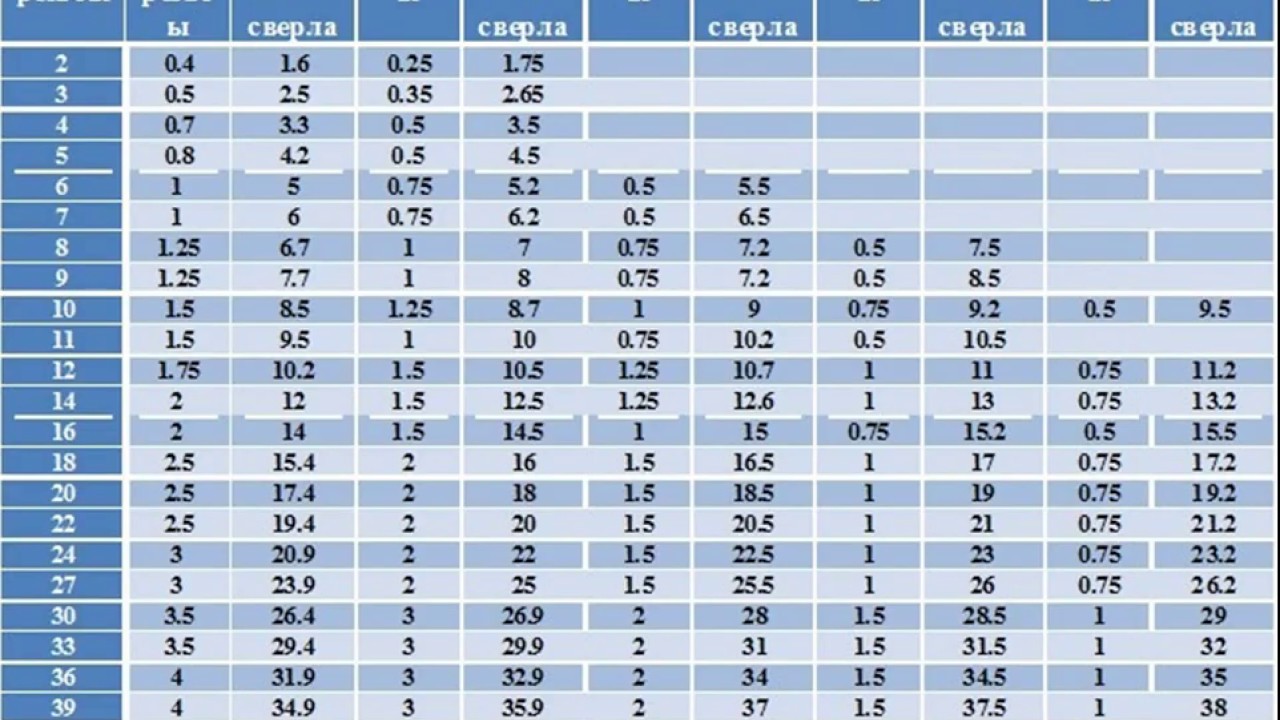 2130
2130 3680
3680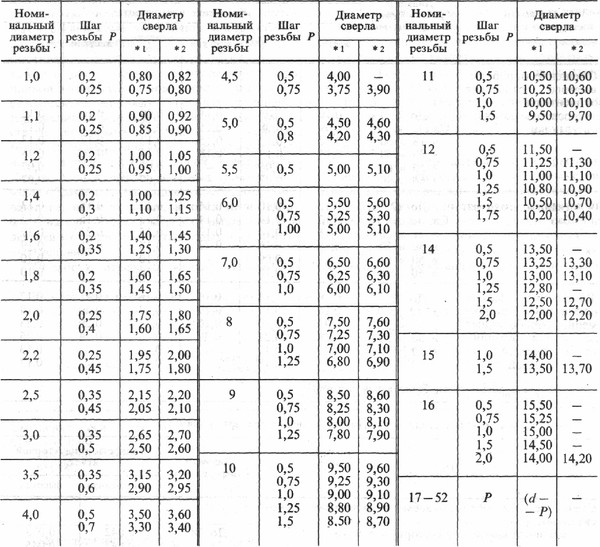 3906
3906 5312
5312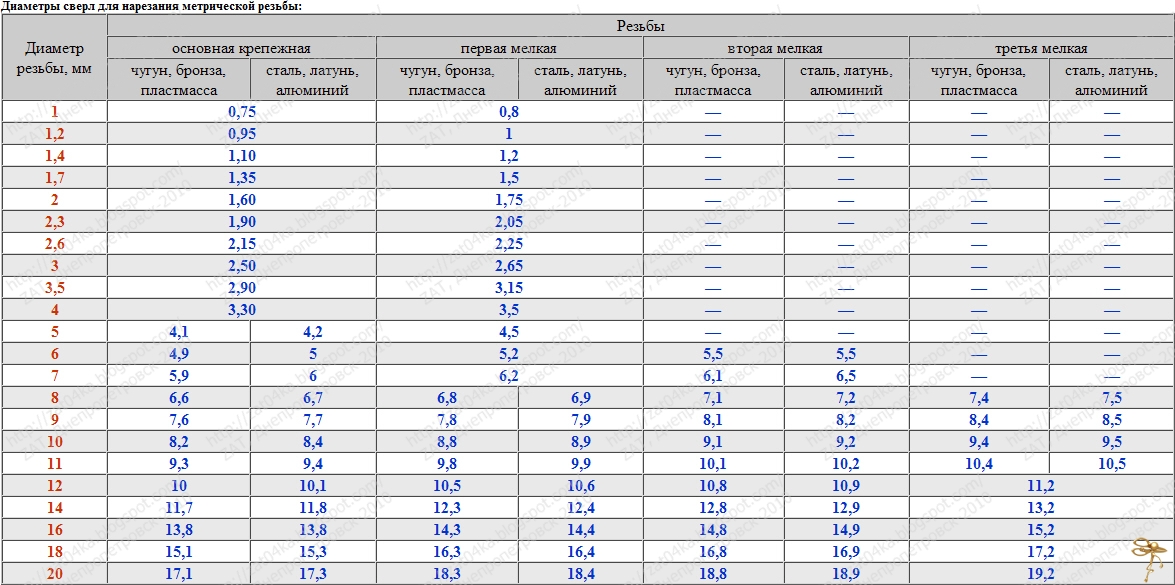 5781
5781