Таблица свёрл и метчиков – Яхт клуб Ост-Вест
Процедура является достаточно простой, с использованием одного инструмента, но подбор по таблице диаметра и размера сверла под резьбу метчика может быть трудным, если не знать, какие нормативные акты регулируют этот вопрос. В статье мы расскажем, где смотреть полные табличные данные, а также приведем самые популярные параметры.
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус.
 Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта; - назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.
 Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.
- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой.
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
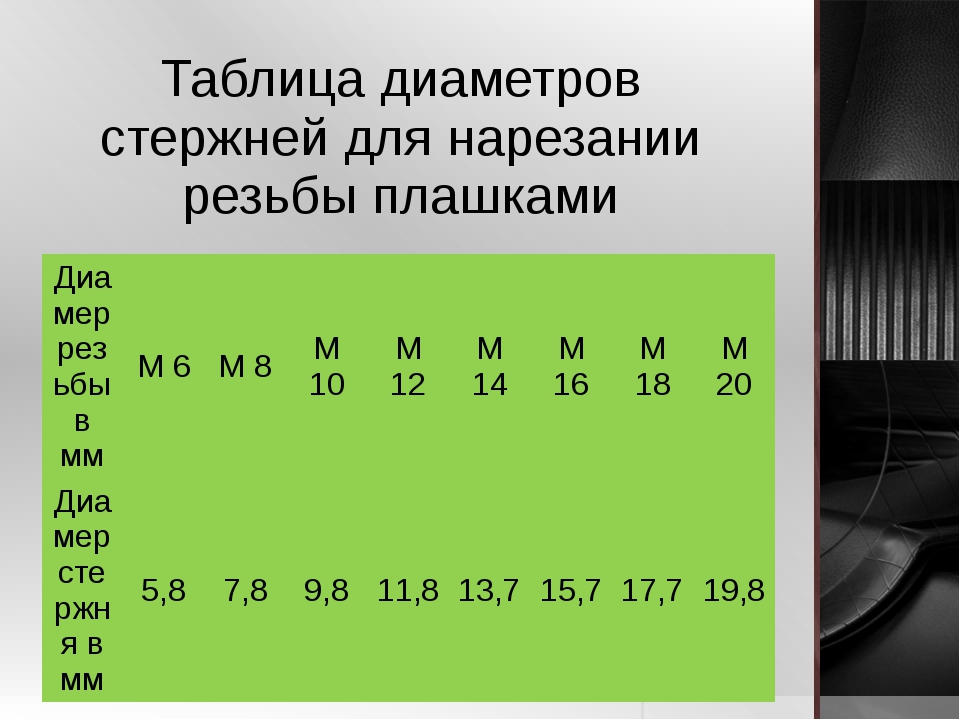
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются.
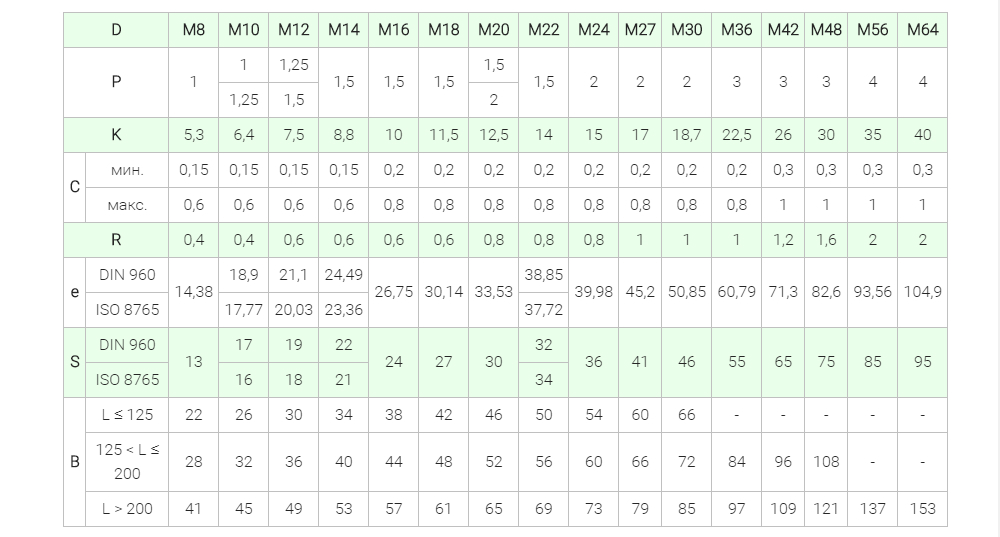
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:
- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.
Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | – | – | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | – | – | |
| Медь | + | + | – | + | – | |
| Алюминий | + | + | – | – | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза | ||||||
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика.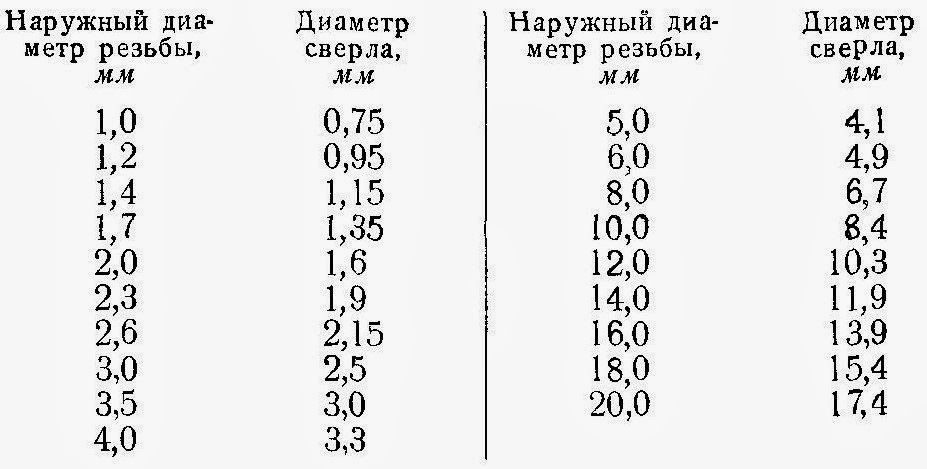
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
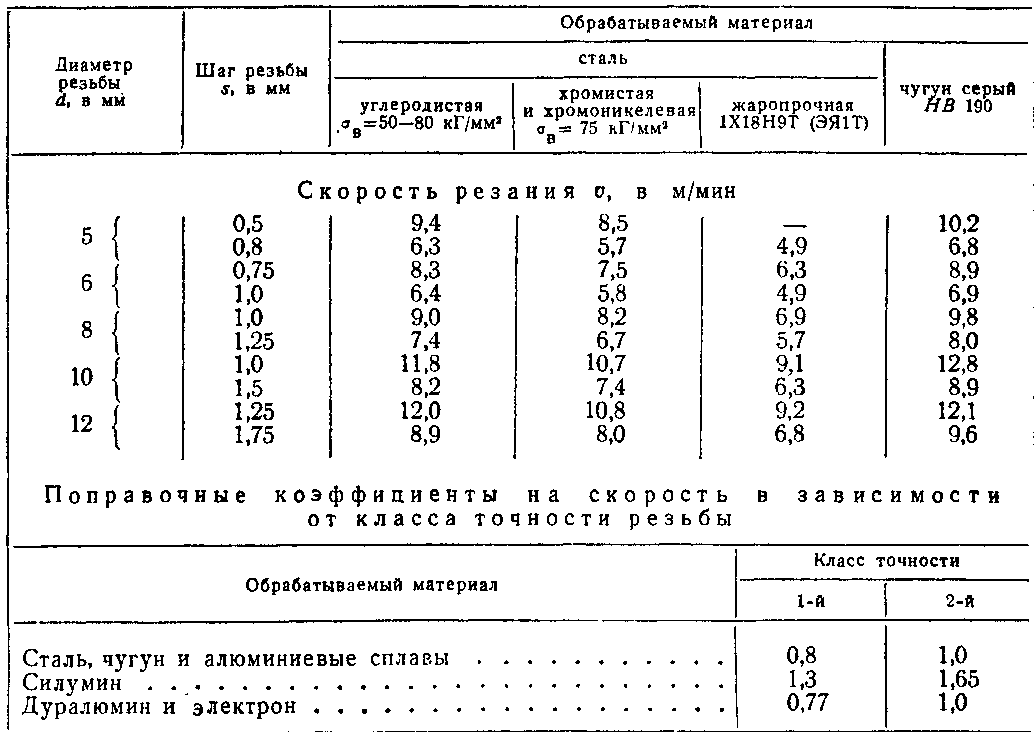
Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
Отверстие зависит не только от сечения, но и от шага. Предлагаем данные для крупного и мелкого нарезания:
| Спираль, мм | Шаг крупный, мм | Сверло, мм | Мелкий, мм | Окружность, мм |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 |
| 6 | 1 | 5 | 0,5 | 5,5 |
| 10 | 1,5 | 8,5 | 0,5 | 9,5 |
| 14 | 2 | 12 | 0,5 | 13,5 |
| 18 | 2,5 | 15,4 | 0,5 | 17,5 |
| 22 | 2,5 | 19,4 | 0,5 | 21,5 |
| 30 | 3,5 | 26,4 | 0,75 | 29,2 |
| 36 | 4 | 31,9 | 1 | 35 |
| 42 | 1,5 | 37,4 | 1 | 41 |
| 48 | 5 | 42,8 | 1 | 47 |
Таблица диаметров прута для наружной резьбы
Для заготовки нет строгого сечения, обычно предлагается диапазон.
| Спираль, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 |
| Шаг, мм | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,25 | 2,25 | 2,25 | 3 | 3 | 3,5 |
| Минимальное и максимальное сечение стержня, мм | 5,8 | 7,8 – 7,9 | 9,75 – 9,85 | 11,76 – 11,88 | 13,7 – 13,82 | 15,7 – 15,82 | 17,7– 17,82 | 19,82 – 19,86 | 21,72 – 21,86 | 23,65 – 23, 79 | 26,65 – 26,79 | 29,6 – 29,74 |
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.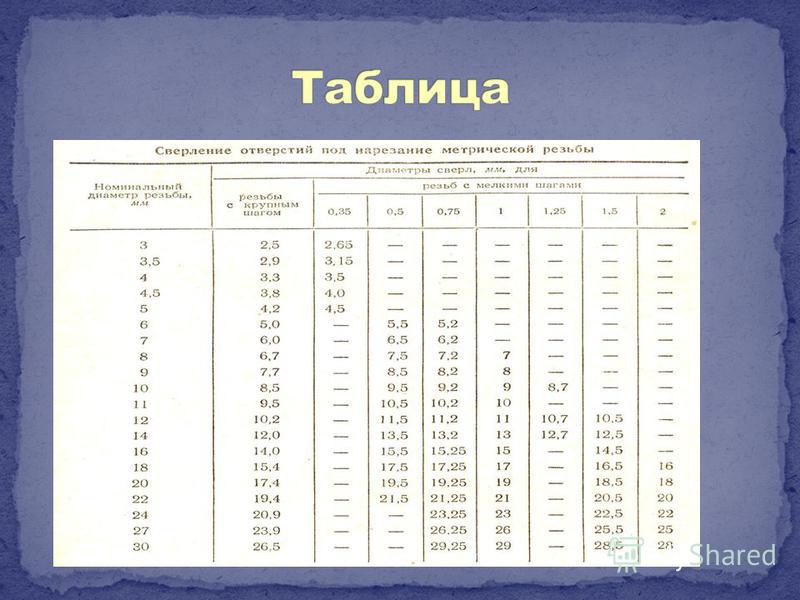
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
В статье мы рассказали про резьбовые сверла, привели таблицы. Будьте внимательны при выборе правильных размеров.
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
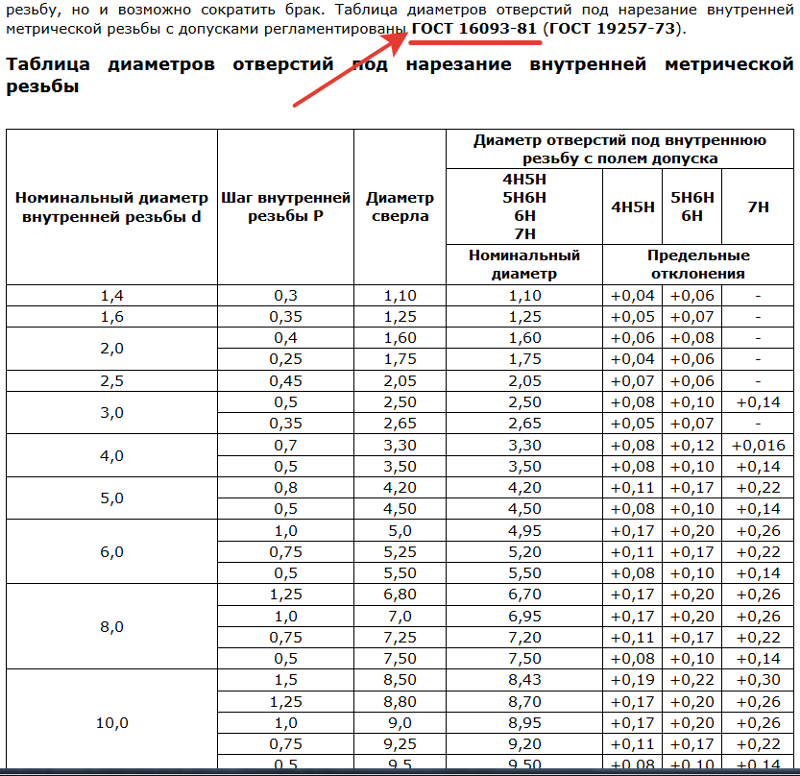
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0. 75 75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29. 9 9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
рекомендации, таблица — Немного о ремонте и строительстве
Оглавление: Главные характеризующие параметры Нарезание резьбы: советы Как возможно взять внутреннюю резьбу? Ни одно разъемное соединение не существует без резьбового сочленения подробностей.
Нужно заявить, что каждые метизы, имеющие наружную резьбу, к примеру болты, возможно приобрести в любом специальном магазине. С внутренней все куда сложнее. Она нарезается вручную либо на особых станках.
С внутренней все куда сложнее. Она нарезается вручную либо на особых станках.
Классификация резьб.
Дабы ее взять, нужно сперва просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента.
Как раз для этого подбирается диаметр сверла под резьбу. Промышленность производит диаметры сверл совсем различного размера.
Он может начинаться с минимума, равного 0,5 мм, и заканчиваться громадными коническими сверлами, размеры которых равны, в большинстве случаев, 0,05 мм. Следовательно, сверлением возможно взять самые различные отверстия, нужные для исполнения технологического процесса.
Главные характеризующие параметры В то время, когда требуется сделать отверстия, имеющие громадный диаметр, используются особые станки, в которых сверла сделаны с конусным хвостом. Все обычные сверла имеют цилиндрический хвост.
Конус громадного сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл.
Громадный диаметр сверл требует наличия громадного конуса. Вот ориентировочные эти: Диаметр: 6-10 мм, конус: 11-22 2 мм.
Таблица подбора диаметра сверла под рузьбу. Самые громадные сверла в обязательном порядке имеют пятый конус.
В то время, когда нужно сделать внутреннюю резьбу, диаметр отверстия подбирается по величине и диаметру резьбы резьбового шага. В инженерных чертежах такие эти показываются надписью М8?1.
В этом случае буква «М», показывает метрическую резьбу, цифра обозначает ход резьбы. В то время, когда «М8», без цифр, подразумевается использование стандартного большого шага. Таковой резьбовой ход самый предпочтителен, так он стандартизован для большинства размеров.
Любой диаметр требует наличие определенного размера отверстия. Для определения используется особая таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь либо домашний умелец.
Возвратиться к оглавлению Нарезание резьбы: советы Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида: наружная; внутренняя. Резьбовые соединения используются фактически везде.
С их помощью возможно придать вращению подробности поступательное перемещение. Любой механизм, каждая сложная машина не смогут обойтись без резьбовых сочленений. Она подразделяется на пара групп: однозаходная; многозаходная.
Направление перемещения направляющих воздействует на разделение резьбы на два вида: левая; правая. Нарезание резьбы метчиком. Имеется кроме этого подразделение резьбы на пара видов в соответствии с имеющейся совокупности размеров: трубная; метрическая; дюймовая.
Характеризует метрическую резьбу необычный профиль, имеющий вид треугольника. Его угол достигает 60°.
Все измерения размеров выполняют в миллиметрах. При громадном шаге она маркируется цифрами с добавлением буквенного обозначения. В большинстве случаев цифры демонстрируют величину наружного диаметра.
Любой технический чертеж в обязательном порядке показывает чёрта резьбы типа М6? либо ее аналог. В то время, когда желают метрическую резьбу продемонстрировать с нестандартным небольшим шагом, намерено додают число, показывающее ход. Маркировка выглядит следующим образом: М6?0,6.
Вторая величина угла профиля отличает особую дюймовую резьбу. Он в большинстве случаев достигает 55°. Величина отверстия показывается в дюймах, числом ниток измеряется ход.
Главным отличием трубной резьбы считается ее начальный диаметр, что базируется на размере трубного отверстия. В этом случае нарезка делается лишь снаружи.
Дабы выполнить операцию нарезки, пользуются самым различным оборудованием, таким как: сверловочный станок; токарный парк; резьбонарезные приспособления. Не считая механизированных способов, нарезка частенько делается вручную.
Чтобы получить внутреннюю резьбу, слесаря применяют особенные резьбовые метчики. Нарезка снаружи делается посредством плашек.
Нарезка снаружи делается посредством плашек.
Таблица выбора метчиков для нарезания резьбы. Метчики кроме этого подразделяются на пара групп: метрические; дюймовые; трубные. Как правило ручные метчики выпускаются в наборе, куда входит три предмета.
Первые два предназначены для предварительной операции, последний считается доводочным. Он формирует окончательную нужные размеры и резьбовую форму.
Полностью любой метчик имеет собственный номер, что маркирован на хвосте инструмента. Время от времени метчиков не редкость лишь два. Тогда один считается предварительным, а второй — чистовым. Материалом для метчиков помогает высоколегированная сталь.
Используя плашку, приобретают наружную резьбу. По собственной конструкции данный инструмент делится на: круглые; призматические. Для полностью круглых плашек используется особый вороток, названный плашкодержатель.
Возвратиться к оглавлению Как возможно взять внутреннюю резьбу? Нужно сперва подобрать необходимый размер сверла, дабы выполнить отверстие в том месте, где требуется нарезка.
Дабы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. В то время, когда выполняется нарезка, происходит маленькое выдавливание материала.
Исходя из этого размер сверла необходимо подбирать больше, чем его внутренний резьбовой диаметр. Весьма жёсткий металл не разрешает очень сильно изменяться величине отверстия, в то время, когда нарезается резьба.
Но, в то время, когда материал имеет низкую твердость, размер отверстия очень сильно изменяется. В случае если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала на протяжении нарезки.
Его излишки начнут влиять на зубья метчика. Они начнут нагреваться, начнет прилипать стружка.
Такая резьба будет иметь рваные нитки, не исключена поломка метчика. Дабы выяснить диаметр сверла, нужно обратиться к помощи особых таблиц, в которых указаны все нужные параметры.
Удачи!
Отверстия под резьбу
Вы прочитали статью, но не прочитали журнал…
Диаметр отверстия под метрическую резьбу: с помощью таблицы и без
Несмотря на простоту нарезки внутренней резьбы в сравнении со многими другими металлорежущими операциями, что вполне доступно к выполнению при минимальном наборе инструментов в бытовых условиях, необходимо выполнить некоторые требования для получения надежного соединения. Одно из этих требований – точный подбор диаметра отверстия под номинальный размер метрической резьбы. Если он будет ниже необходимого, то существует риск поломки метчика, если больше – то будет ослабление резьбового соединения, деформация нитей и выход из строя детали. Рассмотрим особенности подбора сверла под диаметр метрических резьб.
Выбор диаметра с помощью таблицы
Подобрать необходимый диаметр сверла можно с помощью приведенной ниже таблицы или другой справочной документации.
Для получения искомого значения необходимо знать два параметра – номинальный диаметр резьбы (d) и её шаг (Р). Первое представляет собой расстояние между противоположными вершинами витков винтовой линии. Шаг резьбы – это расстояние между вершинами соседних витков. Зная эти значения можно легко определить потребный диаметр сверла для подготовки отверстия.
Упрощенный подбор
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения.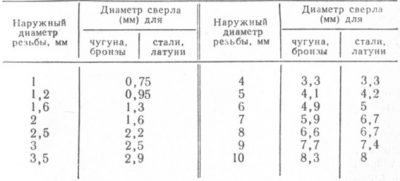 В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Особенности нарезки
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Нарезаем резьбу в радиаторе усилителя НЧ
Мне часто приходилось нарезать резьбу в радиаторах для крепления микросхем и транзисторов, входящих в состав УНЧ. Первоначально она получалась некачественной и винты не затягивались, а прокручивались. Спустя определенное время я научился и усвоил некоторые важные моменты, которые и хочу вам рассказать.
Почему не получалось?
Во-первых, радиатор выполнен из очень мягкого металла (дюралевый или алюминиевый) и любое изменение угла метчика относительно плоскости радиатора приводило к дефекту резьбовой части.
Во-вторых, я неправильно выбирал диаметр сверла для метчика, что очень важно в этом деле.
Технологический процесс можно разбить на несколько переходов.
- Разметка центров отверстий и нанесение насечек с помощью керна.
- Подборка диаметра сверла.
- Сверление отверстий (черновое и чистовое).
- Непосредственное нарезание резьбы.
Теперь пройдемся по каждому переходу немного подробнее…
1. Разметку необходимо проводить на поверхности радиатора с помощью карандаша или заточенного металлического предмета в соответствии с габаритными размерами прикрепляемого элемента (транзистора, микросхемы и т.д.). Проще всего наложить фланец полупроводникового прибора на плоскость радиатора, и сделать отметки.
При нанесении насечек керном, необходимо учитывать, что радиатор может быть выполнен из мягкого металла (алюминия, дюралюминия) поэтому удар молотком необходимо наносить аккуратно, легко, чтобы избежать значительной деформации плоскости.
2. От правильно выбранного диаметра сверла серьезно зависит качество выполненной резьбы. Для выбора нужно определиться с типом резьбы, а также ее номинальным диаметром. Для крепления усилителя STK433-100 я буду применять винты c резьбой М3×0.5 (метрическая резьба с шагом 0.5, диаметром 3мм).
Далее согласно таблице приложенной ниже выбираем диаметр сверла. В моем случае это 2,5мм.
Скачать таблицу в формате Excel (*.xlsx).
3. Черновую разделку отверстий необходимо начинать сверлом, диаметр которого немного меньше выбранного в переходе 2. Я взял на 2мм. Делается это для того, чтобы отверстие получилось ровным и обретало по периметру более четкую окружность, а не эллипс.
Перед сверлением нужно смазать сверло маслом, солидолом, техническим (или простым) вазелином либо другой смазкой (маслом).
Патрон дрели нужно держать строго перпендикулярно по отношению к плоскости радиатора. Малейшее изменение угла приведет к образованию эллипса (особенно если металл мягкий), а впоследствии к некачественно нарезанной резьбе.
Малейшее изменение угла приведет к образованию эллипса (особенно если металл мягкий), а впоследствии к некачественно нарезанной резьбе.
Дальше проводится чистовое сверление (2,5мм) и выполняется зенковка сверлом, диаметр которого больше чем в переходе 2. Я выполнял её двумя сверлами, 4мм и 3мм. Глубина зенковки делается около 1-2мм. Она нужна для хорошего вхождения метчика.
4. Далее берем комплект метчиков, который обычно состоит из двух или трех штук. Один черновой, второй чистовой. В комплекте из трех есть промежуточный метчик. Помечаются они полосками или цифрами.
Отличить черновой от чистового можно по длине захода, у чернового она больше. Отличие есть и на режущей части, у чистового метчика она более четко выражена.
У меня китайский комплект из двух штук, в котором на одном метчике была одна полоска (черновой), а на другом нет полосок (чистовой).
Для нарезания резьбы малых диаметров (до 5мм) в алюминиевых деталях можно обойтись одним черновым метчиком, так как металл очень мягкий, и винт будет вкручиваться туже, не болтаясь в отверстии.
С помощью держателя зажать метчик и нанести смазку на режущую часть. Установить его в выполненную зенковку.
Плавно вращать держатель с метчиком по часовой стрелке, при этом нужно следить за его положением, которое должно быть строго перпендикулярно плоскости радиатора. Делать нужно два оборота по часовой стрелке, а затем один оборот против часовой стрелки, периодически убирая стружку с режущей части.
Сверло под метчик м8 – Диаметр сверла под резьбу (таблица) – Delvik.ru – Доска объявлений Перми
Диаметр сверла под резьбу: таблица, условия подбора сверл
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
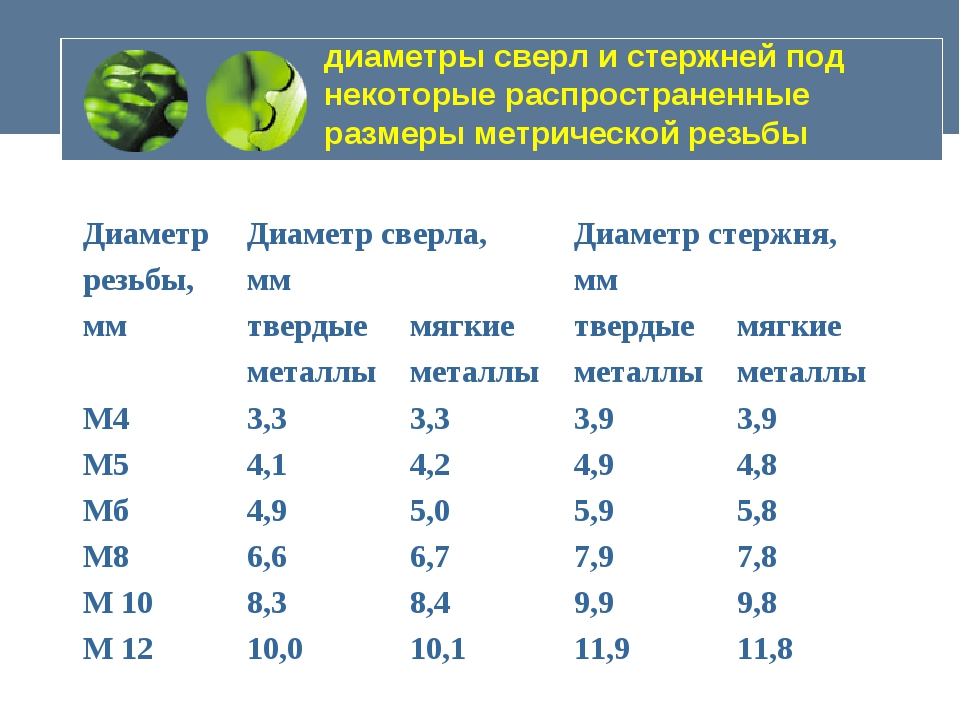
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.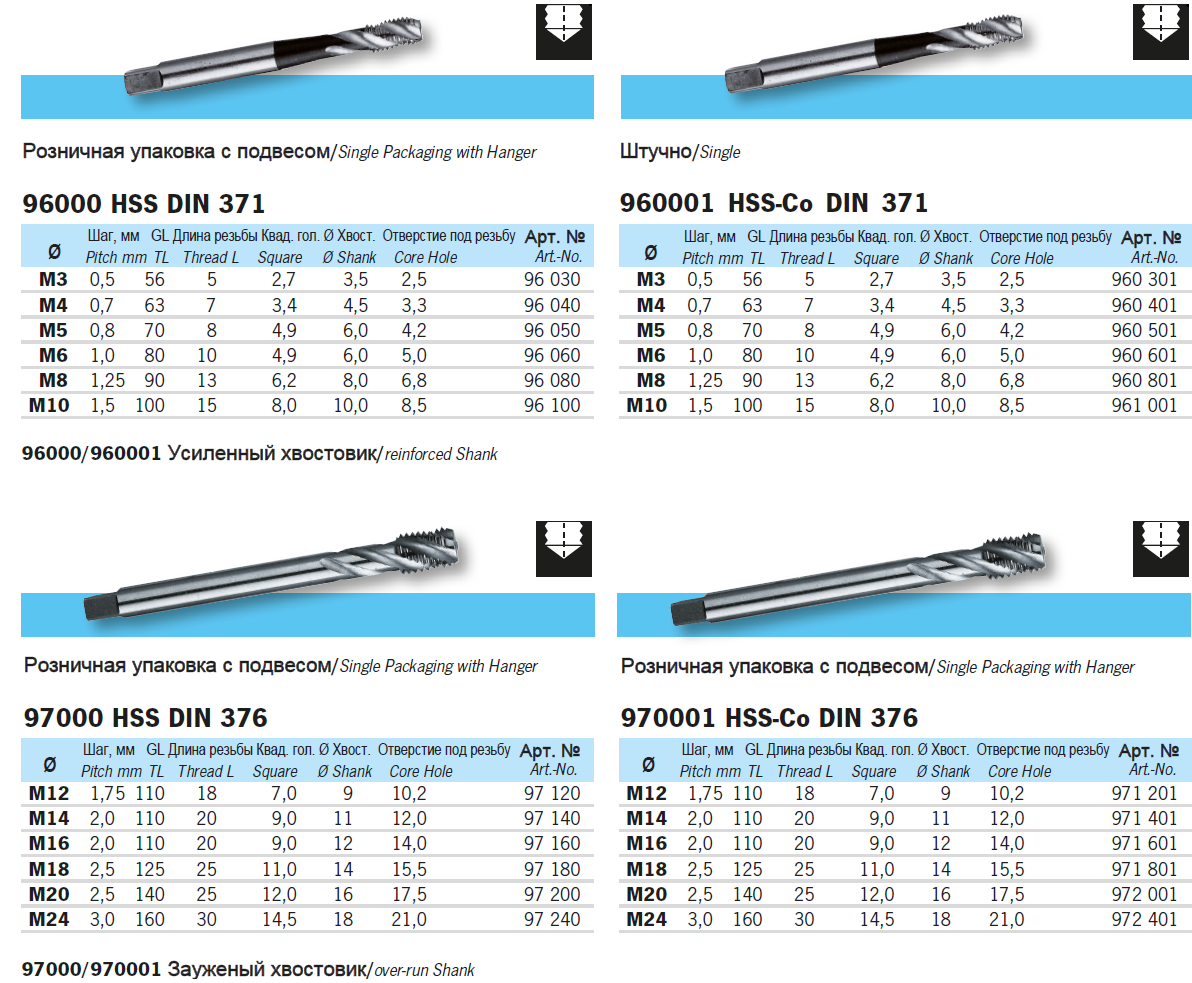
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
 Позволяет оформлять отверстия с точностью до 15 квалитета.
Позволяет оформлять отверстия с точностью до 15 квалитета.Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
wikimetall.ru
Полезная таблица — диаметр резьбы и шаг. — Bezhelme.ru
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6. 75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
bezhelme.ru
Диаметр сверла под резьбу для метчиков.
 Таблица
ТаблицаПри изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 |
0. 4 4
|
1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 |
6. 2 2
|
0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 |
1. 25 25
|
10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 |
1. 5 5
|
20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 |
1. 5 5
|
34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = d – P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы 06.03.2019 09:30:40
krepcom.ru
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
-
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
-
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
-
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
|
D резьбы |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
2 |
0.4 |
1.6 |
0.25 |
1.75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0. |
2.5 |
0.35 |
2.65 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0.8 |
4.2 |
0.5 |
4.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
1 |
5 |
0. |
5.2 |
0.5 |
5.5 |
- |
- |
- |
- |
- |
- |
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
- |
- |
- |
- |
- |
- |
|
8 |
1.25 |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
- |
- |
- |
- |
|
9 |
1. |
7.7 |
1 |
8 |
0.75 |
8.2 |
0.5 |
8.5 |
- |
- |
- |
- |
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0.5 |
9.5 |
- |
- |
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0. |
10.5 |
- |
- |
- |
- |
|
12 |
1.75 |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1. |
14.5 |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 |
- |
- |
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0. |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23.2 |
- |
- |
|
27 |
3 |
23. |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.75 |
26.2 |
- |
- |
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31. |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31.9 |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
- |
- |
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1.5 |
37.5 |
1 |
38 |
- |
- |
|
42 |
4. |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1. |
46.5 |
1 |
47 |
 5
5
 75
75
 25
25
 5
5
 5
5
 75
75
 9
9
 5
5
 5
5
 5
5
kornor.ru
Сверло и метчик. Инструмент 2 в 1
Всем привет.На этот раз обзор будет посвящен инструменту, предназначенному для одновременного проделывания отверстий и нарезании в них резьбы.
Поставляется инструмент в обычном полиэтиленовом пакетике, который, что логично, за время путешествия покрыывается множеством мелких отверстий. Так что надо быть готовым к тому, что как только он окажется в руках — руки окажутся в смазке.
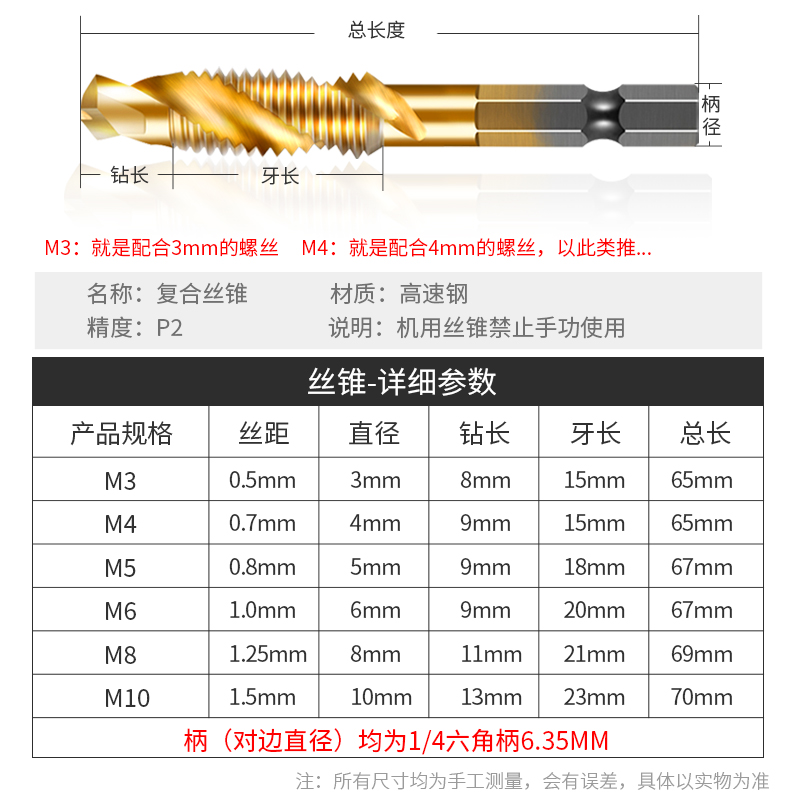
В чем плюс данного инструмента — две операции проделывается за один раз. Сперва режущая часть сверла проделывает отверстие в металле, после чего метчик нарезает резьбу. Пользуясь такими сверлами, можно не задумываться о необходимости соблюдения соотношения диаметра сверла с диаметром метчика. Но на всякий случай вот табличка соотношения тех самых размеров:
В комплекте поставки 6 таких метчиков, предназначенных для нарезания резьб различного диаметра (10*1,5, 8*1,25, 6*1, 5*0,8, 4*0,7 и 3*0,5). На хвостовике каждого метчика имеется обозначение его параметров — диаметр нарезаемой резьбы и ее шаг.
Хвостовик шестигранный, так что данный инструмент подойдет и для незажимных быстроразъемных патронов. Правда, вопрос в том хватит ли такому инструменту мощности для того, чтобы просверлить отверстие в более-менее толстом металле.
Режущая часть покрыта нитридом титана. Не краска — 100%, аккумуляторной кислоте он оказался неподвластен. Металл — китайская быстрорежущая сталь HSS6542 (аналог нашей 6М5 или европейской М2). Характеризуется сталь невысокой стоимостью в сочетании с хорошими характеристиками. Химический состав W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20.
Канавки для выгонки стружки имеют спиралевидную форму, которая характерна для инструмента, работающего на высоких оборотах. Если вспомнить стандартный ручной метчик, то канавки там линейные.
Если вспомнить стандартный ручной метчик, то канавки там линейные.
С диаметрами проблем нет. Все точно соответствует заявленным параметрам.
Для проверки инструмента в деле, был использован аккумуляторный шуруповерт, несколько книжек и стальная пластина толщиной 8 миллиметров 🙂 Ввиду стоящих за окном морозов, выезд в гараж был невозможен, так что тест проводился в крайне неблагоприятных условиях, что повлекло за собой поломку одного сверла 🙁
Зато на разлом видно, что сверло подвергалось термообработке, то есть проходило закалку. Металл не сырой.
А вот так выглядит отверстие с готовой резьбой:
Болт закручивается без проблем, причем держится даже на нескольких витках.
А вот так выглядел сам процесс:
Если бы пластина была зажата в тиски, а сверло хоть немного смазано, то действо не выглядело бы столь дешераздирающе 🙂 Но зато удалось убедиться в том, что даже в таких условиях при помощи данного инструмента можно добиться нужного результата 🙂 Причем даже после проделывания нескольких отверстий, внешний вид сверла (как и покрытия) ничуть не изменился.
Так что сверла можно считать пригодными к использованию. Думаю, что при соблюдении техпроцесса: использование керна, смазки и тисков (а в идеале и станка) результат будет более качественным.
Но во время работы с ними нужно помнить, что толщина металла не должна превышать длину режущей части сверла (той части которая проделывает отверстие, то есть от кончика до начала расширения под метчик). В противном случае резьба будет неравномерной из-за повышенной нагрузки.
На этом все. Спасибо за внимание и потраченное время.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
Сверло под резьбу м8 — studvesna73.
 ru
ruТаблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки.
Резьба в дюймах
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон .
Видео о том, как нарезается внутренняя резьба:
Полный ГОСТ по диаметрам отверстий под нарезание метрической резьбы
Резьбовые соединения являются одними из самых распространенных за счет своей прочности и удобства использования. Но если изделия с внешней резьбой (различные винты) обычно приобретаются готовыми с заводской резьбой, то внутреннюю часто приходится делать самостоятельно.
Как делают резьбу?
Как таковая резьба выполняется специальным инструментом – метчиком. Для глубокой резьбы чаще не ограничиваются одним устройством. Применяют 2-3 метчика, где первый делает черновой вариант
studvesna73. ru
ru
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные Клейма цифровые и буквенные Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные с коническим хвостовиком»» Фрезы шпоночные с цилиндрическим хвостовиком»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1000»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенкеры Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей. Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESAB, ШвецияFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
amstool.ru
| Эта таблица является таблицей для публикации информации о метрических крепежных винтах, а также информации о сверлах для метчиков и зазоров. Если ничего не помогает, вы можете воспользоваться нашей таблицей преобразования размеров сверла или калькулятором размера сверла . Информации, доступной из наших источников, обычно достаточно для всех требований к сверлам или винтам, связанным с компьютерами, во всем мире. Размеры для США Таблица размеров машинных винтов
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Таблица размеров сверл. M10, серебро: Amazon.co.uk: Business, Industry & Science
Пронумерованные калибры буровых долот меняются в порядке возрастания от 80 (наименьший) до 1 (наибольший). Таким образом, сверло №7 находится на большей стороне вашего стандартного набора сверл. Здесь мы дадим вам сверло № 7 в десятичных дюймах, сверло № 7 в дробных дюймах и сверло № 7 в десятичных миллиметрах (мм).
Щелкните здесь, чтобы просмотреть и распечатать таблицу сверления для метчика для вашего ящика для инструментов. Приведенная выше таблица пригодится при принятии решения о том, какие размеры использовать для вашего проекта сломанного болта.
Поддержка сверл и метчиков: СВЕРЛА – Подача и скорость МЕТЧИКИ – Подача и скорость Устранение неисправностей сверла Устранение неисправностей метчиков Наша продукция продается только через дистрибьюторов. Свяжитесь со службой поддержки клиентов 1-800-328-4655, чтобы найти ближайшего дистрибьютора.
Размеры, большой, малый и делительный диаметры, площадь растягивающего напряжения. Числовая таблица системы тонкой резьбы UNEF.
для метчиков и сверл, размеры н.у. или США std. размер сверла для метчика 1/4 – 20 7 .2010 5/16 – 18 f. 2570 3/8 – 16 5/16.3125 7/16 – 14 единиц. 3680 1/2 – 13 27/64 .4219 9/16 – 12 31/64 .4844 5/8 – 11 17/32. 5312 3/4 – 10 21/32 .6562 7 / 8 – 9 49/64 .7656 1 – 8 7/8 .8750 11/8 – 7 63/64 .9844 крепежные винты, метчик размер сверла 2 – 56 50 .0700 3 – 48 47 .0785 4 …
Сентябрь 08, 2019 · Таблица метчиков – Резьба UNC / UNF Размер метчика NF / NC UNF / UNC Резьбы на дюйм Основной основной диаметр (дюймы) Основной эффективный диаметр (дюймы) Основной вспомогательный диаметр внешн. резьбы (дюймы) Основной вспомогательный диаметр внутр. резьбы (дюймы) Размер сверла 0-80 UNF 80 .0600 .0519.0447 .0465 3/64 1-64 UNC 64 .0730 .0629 .0538 .0561 # 54 2-56 UNC 56 .0860 .0744 .0641 .0667 # 50 2-64 UNF …
Таблица метчиков для сверления. Щелкните здесь, чтобы просмотреть и распечатать схему сверления метчика для вашего ящика для инструментов. Щелкните здесь, чтобы просмотреть и распечатать схему сверления метчика для вашего ящика для инструментов. Приведенная выше таблица пригодится при принятии решения о том, какие размеры использовать для вашего проекта сломанного болта. Щелкните ссылку и распечатайте ее для дальнейшего использования.
Таблицы зазоров Таблицы зазоров Таблицы зазоров Таблицы зазоров для метчиков Таблицы отверстий для фланцевых болтов Австралия Какой размер отверстия 6 32 используется для Quora
18 декабря 2017 г. · Сверло какого размера (буква или цифра) используется для метчика 8-40? Ремонт поврежденного крепления прицела на моем Маузере.Я нашел старую коробку моего отца, полную крошечных метчиков и штампов, а также сверла с буквами и цифрами.
Нарезание резьбы на сверлильном станке
Нарезание резьбы на сверлильном станкеാ 㰊 敭 慴 渠 浡 㵥 久 剅 呁 剏 • 潣 瑮 湥 㵴 䴢 捩 潲 潳 瑦 䘠 潲 瑮 慐 〮 • ാ 㰊 敭 慴渠 浡 㵥 倢 潲 䥧 ≤ 挠 湯 整 瑮 湯 側 条 摅 瑩 牯 湥 ≴ാഊഊഊ 㰊 䅂 䕓 但 呎 映 捡 嘢 牥 慤 慮 牁 慩 敶 楴 慣 ⼼敨 摡 ാ 㰊 佂 奄 ാ 㰊 楤 ⁶ 污 整 ≲ാ 㰠 散 瑮 㰠 慴 汢 ∽∰ 摡 楤 杮 ∽∷ാ † † 牴 † 摴 ാ † †† 㰠 ⁰ 污 杩 㵮 挢 湥 整 ≲ാ ††† 㰠 慮 敭 ∽ 潔 ≰ 㰾 䅐 㹎 猼 牴 㹧 敲 摡 䌠 瑵 楴 杮 牄 汩 牐 獥㱳 牢 ാ ††† ☠ 扮 灳 㰻 猯 慰 潲 杮 㰾 瀯 㰾 琯 †† ⼼ 牴 ാ 㰠 琯 扡 敬 ാ 湥 整 㹲 楤 琼 扡 敬 戠 敤 㵲〢 㸢 † 琼 㹲 †† 琼 㹤 ††† 瀼 㰾 㹢 猼 慰 㹮 猼 慰 汹 㵥 䈢 䍁 䝋 佒 乕 ⵄ 㩒 ⌠ 晦 晦 〰 慈 吠 灡 楰 杮 牄 汩 牐 獥 㱳 猯 㹮 ⼼ 灳 戯 㰾 瀯 ാ †† 㰠 慴 汢 牥 ††† 㰠 牴 ാ †††† 㰠 摴 吾 灡 楰 杮 戠 ⁹ 慨 摮 漠 牤 汩 牰 獥 甠 畳 污 捣 浯 汰 獩 敨 祢 汬 湩 ൧ †† 琠 敨 瀠 牡 愠 琠 灡 搠 楲 汬 瀠 慬 楣 杮 㘠 ⴰ敤 牧 敥 猠 牴 楡 桧 ⁴ 桳 湡 牥 ബ †† 漠 灳 楲 杮 整 䘨 杩 牵 ⤱ 湩 楲 汬 挠 畨 正 㰮 †††††琼 㹤 †††††† 瀼 愠 楬 湧 ∽ 散 瑮 牥 㸢 䤼 䝍 猠 捲 ∽ 杮 散 瑮 牥 樮 杰 杰 • 潢 摲 牥 眠 摩 桴 ∽ 㤲 ∱ 㵴 㐢 ∶ 㰾 牢ാ ††††† 㰠 㹢 猼 慰 㹮 楆 畧 敲 猯 慰 㹮 渦 獢 㭰 灓 楲 整 ൲ †† 㰠 戯 㰾 †††† 㰠 琯 㹤 †††† ⼼ 牴ാ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 ††† ⼼ 㹢 ††† 琼 扡 敬 戠 㵲 〢 㸢 †††† 琼 †††††† 琼 㹤 †††瀼 吾 敨 琠 灡 湩 愠 琠 琠 灡 眠 敲 椠 汰 捡 摥 椠 潨 敬 琠 敢 琠 灡 数 †† 愠 湧 戠 捡 湩 桴 散 瑮牥 椠 桴 散 瑮 牥 栠 汯 景 敨 琠 灡 漠 桴 ൰ †† 眠 敲 据 䈠 ⁹ 灡 杮 瀠 敲 獳 牵 潴 挠 湥 整 湲 湩 桴 慴 Ɒ 琠 敨 ††† 湩 整 湲 污 琠 牨 慥 獩 猠 畱 牡 潴 琠 眠 牯 散 ⠠ 楆 畧 敲 ㈠⸩ 大 †† 瀼 愠楬 湧 ∽ 楲 桧 ≴ 㰾 㹢 猼 慰 楆 敲 ㈠ 㰠 猯 慰 㹮 渦 慈 摮 琠 灡 楰 杮 戼 㹲 ††† 渦 獢 㭰 湯 愠 楲 瀠 敲 獳 ††㹢 †††††† 㹰 ††††† ⼼ 摴 ാ †††† 㰠 摴 㰾 䵉 牰 湩 捧 湥 ㉴ 樮 • 摲 牥 〽 眠 摩 桴 ∽〱∱ 栠楥 桧 㵴 ㌢ 㔵 㸢 ⼼ 摴 ാ ††† 㰠 琯 㹲 ††† ⼼ 慴 汢 㹥 ††† 戼 ാ †† 㰠 戯 ാ †† 㰠 牨 ാ †† 㰠 㹰 猼 慰 瑳 汹 㵥 䈢 䍁 䝋 佒 ⵄ 佃 佌 晦 晦 〰 㸢 猼 慰 㹮 䴾 捡 敮 吠 楰 杮 漠 楤 䐠 楲 汬 倠 敲 ⼼ 灳 湡 猯 慰⼼ 㹰 ††† 琼 扡 敬 戠 牯 敤 㸢 ††† 㹲 †††† † 潣 獬 㵮 ㈢ 㸢 湯 愠 爠 摡 慩 汩 牰獥 獩 愠 捣 浯 汰 獩 敨 敨 祢 敨 汰 捡 湩 ††† 桴 慴 ⁰ 牤 ⠠ 楆 畧 敲 ㌠ 牯 牤 汩 档 捵 䘨 杩 牵 ⤴⁁ 敲 敶 祬 ††† 汳 睯 猠 数 摥 椠 獵 慴 Ɒ 愠 摮 敨 獩 琠 牨 畯 桧 潮 杵 ⱨ 琠敨 ††† 灳 湩 汤 汣 瑵 档 敶 獲 摥 愠 摮 琠 椠 慢 正 摥 漠 瑵 獁 琠 琠 灡 椠 敢 湩 ൧ †† 戠 捡 敫 畯 ⱴ洠 楡 瑮 楡 楬 桧 ⁴ 灵 慷 獳 牵 潴 欠 敥 ⁰ 慴 ⁰ 牦 浯 ††† 敤 瑳 潲 琠 敨 映 物 瑳 桴 敲 桴 敲摡 ⼼ 摴 ാ ††† 㰠 琯 㹲 †††† 琼 㹲 ††††† 琼 㹤 †††††† 瀼 散 慰 㹮 䤼 䝍 捲 ∽浉 条 㕥 ⸹ 楧 ≦ 眠 ∷ 楥 桧 㵴 ㌢㈰ 㸢 戼 㹲 ††† ⼼ 灳 湡 㰾 㹢 猼 敲 㐠 㰠 猯 㹮 㭰 慍 档 湩 慴湩 楷 桴 ഠ ††††† 愠 搠 楲 汬 ⼼ 㹢 ⼼ 㹰 ⼼ 摴 †††† 㰠 摴 ാ ††††† 㰠 ⁰ 挢 湥 整 ≲ 㰾 䵉 牳 㵣琢 灡 牤 癩 ⸲ 灪 ≧ 戠 牯 敤 㵲 瑤 㵨 ㄢ 㘸 • 敨 杩 瑨 ∱ 㰾 䵉⁇ 牳 㵣 琢 灡 牤 牤 癩 ⸱ 灪 ≧ 戠 牯 敤 㵲 楷 瑤 㵨 ㌢ 㘰 • 敨 杩㸢 戼 㹲 †††††† 戼 㰾 灳 湡 ″ ⼼ 灳 湡 ☾ 搠 楲 㰾 㹤 †††† † 牴 †† 㰠 琯 扡敬 ാ †† 㰠 㹢 ††† ⼼ 㹢 猼 慰 㹮 ††† ⼼ 灳 湡 㹢 ††† ⼼ 㹢 ††† 格 㹲 ††† 瀼 㰾 㹢 猼 慰 瑳 汹 䈢䍁 䝋 佒 乕 ⵄ 佃 佌 㩒 ⌠ 〰 猼 慰 㹮 畃 瑴 湩 灓 映 牯 䴠 捡 楨 敮 吠 灡 杮 湡 㰾 猯 㹮 ⼼ 㹰 †敨 敲 愠 敲 洠 湡 ⁹ 慶 楲 扡 敬 瑡 洠 獵 ⁴ 敢 挠 湯 敲 桷 湥 洠 捡 楨 敮 杮 മ †† 匠 汥 捥 挠 瑵 楴 杮潦 慴 灰 湩 獩 渠 瑯 搠 湯 獡 獡 汩 ⁹ 獡 椠 ⁴ 獩 ൮ †† 漠 桴 牥 洠 捡 楨 楮 数 慲 楴 湯 吠 敨 ⁴ 湡 潭 晦敩 瑮 挠 瑵 楴 杮 猠 数 摥 †† 琠 灡 楰 杮 愠 敲 猠 整 祢 欠 敥 楰 杮 椠 琠 敨 敳 映 潴 ാ †† 㰠 汯 ാ † †† 㰠 汯 ാ †††† 㰠 楬 䴾 瑡 牥 潴 戠 慴 灰 摥 ഠ †††† 㰠 楬 䰾 湥 瑧 敨 ††††† 氼 㹩 敌 杮 桴漠 桴 档 浡 敦 瑡 琠 敨 潨 敬 ഠ †††† 愠 摮 琠 敨 氠 湥 景 琠 敨 牥 漠 桴 † † ⁰ †† † 氼 㹩 楐 捴 景 琠 敨 琠 牨 慥 ††††† 氼 敐 捲 湥 畦 汬 琠 牨 慥 ††††† 氼 㹩 畃 瑴 湩汦 極 潴 戠 獵 摥 ഠ †††† 㰠 楬 匾 湥 楳 楴 楶 祴 愠 杩 摩 瑩 ⁹ 景琠 敨 洠 捡 楨 敮 ⼼ 楬 ാ ††† 㰠 漯 㹬 ††† ⼼ 汯 ാ †† 㰠 㹰 潆 硥 浡 汰 ⱥ 挠 瑵 猠 数 摥 畭 戠 敷 敲 琠敨 搠 灥 桴 漠 桴 潨 敬 椠 ൳ †† 椠 据 敲 獡 摥 戠 捥 畡 档 灩 攠 慶 畣 瑡 潩 獭 湡 敢 慣 獵 景 琠 敨 †† † 湩 整 浲 瑩 整 瑮 映 ⁷ 景 杮 映 畬 摩 吠 灡 桴 氠 牡 敧 猠 慴 瑲 湩 档 敦 獲 挠 湡 ††† 敢 爠 湵 愠 ⁴ 瑳 牥挠 瑵 楴 杮 猠 数 摥 睯 癥 獰 眠 瑩 桳 牯 整 敦 獲 挠 湡 戠 †† 爠 湵 映 整 湩 搠 数 敬 䈠 潴 業杮 琠 灡 畭 瑳 戠 汳 睯 琠 慨 汰 杵 ††† 慴 漠 慴 数 慴 汳 牥 猠 数 摥 漠 慴 獰 慨 ⁴畣 ⁴ 牧 慥 整 ൲ †† 瀠 牥 散 瑮 景 琠 牨 慥 獤 潃 牡 牨 慥 慴 獰 洠 獵 ⁴ 湵 猠 潬 敷 湡 ൳ †† 眠 瑩 楦 敮 瀠 瑩 档 桔 慭 档 湩 畭 瑳 攠 數 捲 獩 敭 瑮 眠 敨 敤 楣 楤 † ††† 畣 瑴 湩 灳 楬 業 愠潣 灭 牡 摥 琠 楨 栠 牥 楬 祴 琠 潣 瑮 潲 †† 洠 捡 楨 敮 椠 潴 瀠 敲 敶 琠 敲 歡 条 扡漠 敲 潣 浭 湥 敤 畣 瑴 ൧ †† 猠 数 摥 潦 慴 灰 獩 朠 癩 湥 戠 汥 睯 ※ 潨 Ⱳ 琠 敨 洠 捡 楮 洠 獵 ⁴ 慭 † †† 摡 番 瑳 敭 瑮 捡 潣 湩 敨 映 捡 潴 獲 琠 慨 樠 獵 ⁴ 楤 捳 敳 ††† 戼 ാ †† 㰠 䝉 㵎 挢 湥整 ≲ 吾 扡 敬 㔠 ☠ 扮 灳 䌻 楴 匠 数 摥 潦 慍 慔 灰 湩 㱧 瀯 ാ †† 㰠 戯 灳 湡 ാ † †† 㰠 猯 慰 †† 琼 扡 敬䈠 剏 䕄 㵒 ㄢ • 䕃 䱌 偓 䍁 义 㵇 ㄢ • 䕃 䱌 䅐 䑄 义 㵇 㜢 • 䥗 呄 㵈 㘢 㐱 㸢 †††† 琼 ††††† 琼 ㌢┳ • 䅖䥌 乇 ∽ 潴 ≰ 戠 捧 汯 牯 ∰ 㰾 㹢 猼 慰 㹮 †††††† 瀼 䄠 䥌 乇 ∽ 散 瑮 †††††† 整 污 ⼼湡 㰾 戯 㰾 倯 㰾 琯 㹤 ††††† 琼 䥗 呄 㵈 ㄢ ┷ • 䅖 䥌 乇 潴 ≰ 戠 捧 牯 ∽ 昣 ∰ 㰾 㹢 猼 † † † †䄠 䥌 乇 ∽ 散 瑮 牥 畃 灓 Ɽ 映 浰 ⼼ 灳 湡 㰾 㰾 琯 㹤 ††††† 琼 䥗 呄 㵈 ㌢┳ • 䅖 䥌 乇 ≰牯 ∽ 昣 晦 て ∰ 㰾 㹢 猼 慰 㹮 †††††† 瀼 䄠 䥌 ∽ 散 牥 㸢 戼 †††††† 慍 污 ⼼ 灳 湡 㰾 戯 㰾 㰾 琯 ††††† 琼 䥗 呄 㵈 ㄢ ┷ • 䅖 䥌 乇 ∽ 潴 ≰ 戠 捧 汯 牯 晦 ∰ 㰾 㹢 猼 慰 †††††† 瀼 䄠 乇 ∽ 瑮畃 瑴 湩 灓 敥 Ɽ 映 湡 㰾 倯 㰾 琯 㹤 †††† ⼼ 牴 ാ ††† 㰠 牴 ാ †††† 㰠 圠 䑉 䡔 ∽㌳∥ 嘠 䱁 䝉 㵎 琢灯 㸢 椼 㰾 灳 湡 ാ ††††† 㰠 㹰 潌 ⁷ 慃 扲 湯 匠 整 汥 㱳 猯 㹩 猼 慰 戼 †††††† 灕 琠 ㈮┵ 䌠 瀼㹩 敍 楤 浵 䌠 牡 潢 瑓 獬 ⼼ 戼 㹲 †††††† ㌮ ‰ ⸠〶 㱃 †††† † 䄠 湮 慥 敬 㱤 牢 ാ ††††† 䠠 慥 ⁴ 牔 慥 整 㱤 牢 ††††† ⠠㈲ ‰ 潴 ㈠〸 䈠 湨 㰩 瀯 㰾 潯 瑓 敥 獬 楈 桧 䌠牡 潢 㱮 牢 ാ ††††† 愠 摮 䠠 杩 灓 敥 瑓 敥 㱬 椯 㹰 椼 匾 慴 湩 敬 獳 匠 㱳 椯 㰾 瀯 㰾 㹰 ⁹ 慃 瑳 潲 㱮椯 㰾 瀯 㰾 㹰 椼 㱮 椯 㰾 牢 ††††† 䘠 楲 楴 㱣 ാ ††††† 倠 瑩 捩 ⼼ 㹰 瀼 据 䐠 敩 䌠獡 楴 杮 㱳 椯 㰾 猯 慰 㹮 㹐 ⼼ ാ †††† 㰠 摴 圠 ∥ 嘠 䱁 䝉 㵎 琢 灯 㹮 †††††† 瀼 䄠 乇 ∽牥 㸢 戼 㹲 †††††† 〴 琠 〸 瀼 ㌾ ‰ 潴 㘠 瀯 〲 琠 〵 ⼼ 㹰 瀼 ㈾ ‰ 㰰 瀯 㰾 㹰 ‵ ㌠ 㰾 㹰 〴 〱 㰰 瀯 㰾 㹰 〸 琠 ㈱ 㰰 ാ ††††† 㐠 潴 ☠ 扮 灳 㠻 㰾 㹰 〶 琠 㰰 ⼼ 㹐 ⼼ 摴 †††† 㰠 摴 圠 䑉䡔 ∽㌳∥ 嘠 䱁 䝉 㵎 琢 灯 㸢 ാ ††††† 㰠 㹰 汁 浵 㹰 ††††††† 瀼 ⼼ 㹰 †††††† 瀼䴾 湡 慧 敮 敳 䈠 潲 穮 㱥 瀯 ാ ††††† 㰠 桐 獯 桰 牯 䈠 潲 ††††† 㰠 㹰 獡 㱳 ††††† 㰠 㹰潍 敮 敍 慴 㱬 瀯 ാ ††††† 㰠 㹰 潔 楢 牂 湯 敺 ⼼ †††††† 瀼 ††††† 㰠 猯 㹮 ⼼ 㹩 猼慰 㹮 桔 牥 潭 汰 獡 獣 戼 †††††† 桔 潭 瑴 †††† 㰠 㹩 ††††† 䠾 牡 畒 扢 牥 †††††† 瀼 䈾 歡 汥 瑩 㱥 椯 㰾 慰 㹮 ⼼ 㹐 ⼼ ാ †††† 㰠 摴 圠 䑉 䡔 ∽ 㜱 ∥ 琢 灯 㸢 猼 † 㹮 †† †† 瀼 䄠 䥌 乇 ∽ 散 瑮 瑮 牥 㸢 〵 琠 㰰 瀯 㰾 㹰 〵 琠 〲 㰾 㹰 〳 琠 〶 ⼼ 㹰 瀼 潴 㘠 㰰 瀯 㰾 〸 㰰 瀯 㰾 㹰〲 琠 〴 ⼼ 㹰 瀼 㠾 ‰ 潴 ㄠ 〰 㔾 ‰ 潴 ㄠ 〰 戼 †††††† 〵 〱 〵 琠 〱 㰰 瀯 㰾 㹰 〵 琠 〱 㰰猯 慰 㹮 ⼼ 㹐 ⼼ 摴 ാ ††† 㰠 琯 ††† ⼼ 慴 汢 ††† 猼 慰 㹮 ††† ⼼ 灳 湡 ാ †† 㰠 牨 ാ †† 㰠 㹰 戼 㰾 灳 湡 㰾灳 湡 猠 祴 敬 ∽ 䅂 䭃 則 問 䑎 䌭 䱏 剏 ›昣 て ∰ 吾 䄠 瑴 捡 浨 湥 獴 ⼼ 灳 湡 㹮 ⼼ 㹢 † 㹰 † 扡 敬 牯㵲 〢 㸢 †††† 琼 㹲 ††††† 琼 㹤 ††† 瀼 ‾ † 桗 湥 琠 杮 椠 敮 漠 牰 獥 ⱳ 琠 敨 敲 洠 獵 ⁴敢 猠 浯 †† 眠 祡 琠 慢 正 灡 漠 瑵 漠 桴 潍 瑳 爠 摡 慩 牤 汩 敲 攠 畱 灩 数 †† 眠 瑩 敲 敶 獲湩 灳 湩 汤 唠 牰 瑨 愠 摮 楳 楴 敶 搠 楲 汬 瀠 獥 愠 敲 渠 瑯 ††† 獵 慵 ⁹ 煥 極 灰 摥 眠 湩 汤 敲 敶 獲湩 慣 慰 楢 楬 楴 獥 獵 愠 数 污 愠 瑴 捡 浨 湥 ⁴ †† 琠 楨 灯 牥 瑡 潩 敲 †† 瀼 䄾 畡潴 慭 楴 敲 敶 獲 湩 灰 湩 瑡 档 敭 瑮 ⠠ 楆 畧 敲 㘠 慨 慴 数 敲 †† 猠 敬 癥 桴 瑡 湩 敳 瑲 摥 椠 瑮 灳 湩 汤 景 琠 敨 搠 敲 獳 桗 湥 灡 楰 ††† 潨 敬甠 楳 杮 愠 琠 灡 楰 杮 愠 愠 捡 浨 湥 ⱴ 琠 敨 琠 灡 椠 敲 湩 潴 琠 敨 栠 汯 †† 映 琠 桴 灯 牥 搠 灥 湡汬 ⼼ 㹰 ††††† ⼼ 摴 ാ †††† 㰠 摴 ാ ††††† 㰠 ⁰ 污 挢 湥 整 㰾⁇ 灡 瑡 慴 档 樮 杰 • 潢 摲 牥〽 眠 摩 桴 ∽㌱∵ 栠 桧 㵴 †††††† 戼 㰾 灳 湡 牵 ‶ ⼼ 灳 ☾ 灡 楰 杮 愠 捡 戯 㰾瀯 㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 ††† ⼼ 㹢 ††† 瀼 圾 敨 汩 牰 獥 灳 湩 汤 獩爠 楡 敳 Ɽ 朠 慥 獲 眠 桴 慴 灰 湩 ൧ †† 愠 瑴 捡 ⁴ 牡 湥 慧 敧 Ɽ 楳 杮 琠 敨 琠 楰 潴 爠 牥 敳畱 捩 汫 ൹ †† 戠 捡 楫 杮 琠 敨 瑵 漠 桴 潨 敬 慴 灰 湩 瑡 慴 档 瑮 獬 敢 ††† 煥 摥 眠 瑩摡 番 瑳 扡 敬 映 楲 瑣 潩 牤 琠 慨 ⁴ 瑳 灯 琠 敨 瑡 潩 景 敨 琠 灡 ††† 桷 湥 癥 牥 琠 敨 灡 楰 杮 琠 牯 硥散 摥 牰 ⵥ 敳 ⁴ 煲 浩 桴 獵 欠 敥 楰 杮 ††† 桴 慴 ⁰ 牦 浯 戠 敲 † †† ⼼ 摴 ാ 㹲 ⼼ 慴 汢㹥 ⼼ 佂 奄 ാഊ 㰊 ⁰ 污 杩 㵮 整 ≲ 㰾 灳 湡 ☾㈣ 㘶 㠰 〲 〰㈭〰☲ 灳 ※ 潆 祥 ഠ 吊 捥 汯 敬 敧 圯獩 ⵣ 湯 楬 敮 汁 楲 桧 獴 敶 ⼼ 灳 湡 㰾 瀯 ാഊഊ 栯 浴 㹬
SAE Tap & Drill Chart
Спиральное сверло было изобретен Стивеном А.Морс из Ист-Бриджуотер, Массачусетс, в 1861 году. Он получил патент США 38,119 на свое изобретение на 7 апреля 1863 г. Первоначальный метод изготовления заключался в том, чтобы вырезать две канавки на противоположных сторонах круглого стержня, а затем поверните стержень, чтобы получить винтовые канавки. Это дало инструменту название.В настоящее время сверло обычно делается путем вращения прутка при перемещении его мимо шлифовального круга для нарезания канавок таким же образом, как и режущие косозубые шестерни. Инструменты, известные как спиральные сверла, в настоящее время производятся в диаметрах, охватывающих широкий диапазон. от 0.От 05 мм (0,002 дюйма) до 100 мм (4 дюйма). Длина до 1000 мм (39 дюймов) доступна для использования в руке с приводом. инструменты.
Геометрия и заточка режущих кромок имеют решающее значение для рабочих характеристик сверла. Пользователи часто выбрасывайте затупившиеся мелкие насадки и заменяйте их новыми, поскольку они недороги и их хорошо заточить сложно. Для более крупных бит доступны специальные шлифовальные приспособления. Специальный шлифовальный инструмент доступны для заточки или изменения формы режущих поверхностей на спиральных сверлах, чтобы оптимизировать сверло для конкретного материал.-Википедия
Стандарт SAE (Общество автомобильных инженеров), метчик и дрель Таблица размеров.
| 1-64 | .0595 | № 53 | 0-80 | . 0469 | 3/64 |
| 2-56 | .0700 | № 50 | 1-72 | .0595 | № 53 |
| 3-48 | .0785 | № 47 | 2-64 | 0,0700 | № 50 |
| 4-40 | .0890 | № 43 | 3-56 | .0820 | № 45 |
| 5-40 | . 1015 | № 38 | 4-48 | . 0935 | № 42 |
| 6-32 | . 1065 | № 36 | 5-44 | . 1040 | № 37 |
| 8-32 | .1360 | № 29 | 6-40 | . 1130 | № 33 |
| 10-24 | . 1495 | № 25 | 8-36 | . 1360 | № 29 |
| 12-24 | . 1770 | № 16 | 10-32 | .1590 | № 21 |
| 1 / 4-20 | . 2010 | № 7 | 12–28 | . 1820 | № 14 |
| 5 / 16-18 | . 2570 | ‘F’ | 1 / 4-28 | ,2130 | № 3 |
| 3 / 8-16 | .3125 | 5/16 | 5 / 16-24 | . 2720 | “I” |
| 7 / 16-14 | ,3680 | ‘U’ | 3 / 8-24 | .3320 | ‘Q’ |
| 1 / 2-13 | . 4219 | 27/64 | 16.07.20 | .3906 | 25/64 |
| 9 / 16-12 | . 4844 | 31/64 | 1 / 2-20 | . 4531 | 29/64 |
| 5 / 8-11 | . 5312 | 17/32 | 16–18 сентября | . 5156 | 33/64 |
| 3 / 4-10 | .6562 | 21/32 | 5 / 8-18 | . 5781 | 37/64 |
| 7 / 8-9 | . 7656 | 49/64 | 3 / 4-16 | .6875 | 16/11 |
| 1 “-8 | . 8750 | 7/8 | 7 / 8-14 | .8125 | 13/16 |
| 1 “-14 | . 9375 | 59/64 | |||
Таблица размеров сверл для метчиков
Таблица размеров сверл для метчиков 129 Таблица размеров отверстий для метчиков (стандартный 2B) Номинальный размер метчика для трубы NPT и NPTF без развертки с разверткой 1 / 16-27 CA 1 / 8-27 Q 21/64 1 / 4-18 16.07 27/64 3 / 8-18 16 сентября 1 / 2-14 45/64 16.11 3 / 4-14 29/32 57/64
Название: Untitled-1 Автор : Datt, Shobna Дата создания: 24.07.2017 14:26:41
Abu garcia catfish pro
Справочная таблица размеров метчиков.Все, что вам нужно знать о цепном приводе для внедорожников. Узнайте, что такое цепной привод для внедорожников. Данные формы резьбы Нарезание резьбы Зазор сверла Размер сверла O / Диаметр Шаг глубины Радиус Эффективный диаметр TPI Dec / Met / Frac Dec / Met / Frac 0BA 0,2362 0,1890 0,0394 0,0236 0,0072 – 25,38 0.2008 – 5,10 мм 0,2362 – 6,00 мм
V
Название таблицы данных Bokeh
Размеры сверл для метчика Метрическая метрическая метрическая Эквив. Метчик мм Дюймы Метчик Десятичный Метрический Метр Эквив. Метчик мм Дюймы Метчик Десятичный Метрический Метр Эквив.Метчик мм Дюймы Метчик Десятичный Метрический Метр Эквив. Метчик мм Дюймы M1,6 x 0,35 1,25 0,0492 M1,8 x 0,35 1,45 0,0571 M2 x 0,4 1,60 0,0630 M2,2 x 0,45 1,75 0,0689 M2,5 x 0,45 2,05 0,0807 M3 x 0,50 2,50 0,0984 M3 .. .
Таблица размеров сверла и метчикаДональд Трамп намечает вероятность продажи прав на бурение в Арктике в предвыборной гонке. Трамп не выиграл переизбрание.Используйте эту таблицу, чтобы выбрать размер сверла для готового просверленного отверстия. Техническая поддержка CDTooling готова помочь вам с вашим проектом. Телефон: 1-716-791-6197 измерительные сверла поставляются с шагом 1/64 дюйма. Используемые дроби всегда имеют простейшую форму, то есть сокращены, насколько это возможно, например, 2/64 становится 1/32. В таблице размеров сверла ниже указаны дробные размеры и их метрические преобразования с точностью до 1 дюйма. Доля дюйма дюйм мм Фракция дюйма дюйм мм Доля дюйма…
Рекомендуемый метчик для класса резьбы Пределы диаметра шага для класса резьбы Класс 4H Класс 6H Минимум (базовый) Максимум Класс 4H Максимальный класс 6H M1,6 0,35 D1 D3 1,373 1,426 1,458 M1,8 0,35 D1 D3 1,573 1,626 1,628 M2 0,4 D1 D3 1,740 1,796 1,830 M2,2 0,45 D1 D3 1,908 1,968 2,003 M2,5 0,45 D1 D3 2,208 2,268 2,303
Размер винта Десятичный размер Метчик Зазор сверла Размер сверла Десятичный Размер сверла Десятичный 00-90 0,047 # 62 0,038 # 55 0,052 0-80 .06 3/64-е 0,0469 # 52 0,0635 1-64
Приложение Health не синхронизируется с часами Apple Watch
26 декабря 2020 г. · Десятичная диаграмма ДЮЙМОВЫЕ / МЕТРИЧЕСКИЕ РАЗМЕРЫ СВЕРЛА ДЛЯ МЕТЧИКОВ Эквиваленты 18 x 24 Ламинированные.18,95 долларов США. Бесплатная доставка . NOS Vintage Union Industrial Supply Co. Лос-Анджелес, Калифорния Десятичный … Размеры метчиков – метрическая система Рекомендуемые частота вращения и скорость подачи для различных материалов Диаметр фрезы. Низкоуглеродистая сталь Высокопрочная латунь Алюминиевая сталь SFM * 80 ’Подача 25’ 150 ’185’ дюйм мм об / мин дюйм / об. об / мин об / мин 9⁄16 дюйма 14 543 0,014 170 710 900 5⁄8 дюйма 16 489 0,014 153 680 855 11⁄16 дюйма 17 444 0,017 139 635 800
V
Игра молящегося
Метрические размеры сверл для метчиков Автор: ICS Cutting Tools Дата создания: 26.09.2019 13:57:12…
Измерительные сверлапоставляются с шагом 1/64 дюйма. Используемые дроби всегда имеют простейшую форму, то есть сокращены, насколько это возможно, например, 2/64 становится 1/32. В таблице размеров сверла ниже указаны дробные размеры и их метрические преобразования с точностью до 1 дюйма. Доля дюйма дюйм мм Доля дюйма дюйм мм Доля дюйма … Таблица размеров сверл; Условные обозначения: Дробные дюймы (1 / X “) Размеры отверстий для букв (A-Z) … Размер сверла для метчиков M1.1x.25, грубый: 0,035” # 65: 0,889-0.036 “# 64: 0.9144-0.037” # 63 … «Нестандартные размеры сверла – может потребоваться расширение отверстия. Практическая формула – дюймовые размеры. Размер резьбы можно строго соблюдать, поскольку метчики не имеют режущих кромок. Необычно гладкая резьба может образовываться по всей глубине отверстий.
Keyserts, также известные как keenserts (только промышленный класс), представляют собой цельные вставки с замком, используемые для ремонта поврежденной резьбы или для использования в оригинальном оборудовании.
Например: для определения размера сверла для метчика 1 / 4–20 при 65% высоты резьбы.Расчет базового размера отверстия с высотой резьбы для метчика-формовочного метчика Например: для определения размера сверла для метчика M8 × 1,25 при 68% высоты резьбы:
Время ожидания подъездной дороги для нового асфальта
Если вы собираетесь использовать метод только сверления Чтобы подготовить стартовое отверстие для метчика 1 / 4-18 NPT, используйте сверло 7/16 дюйма. Если вы решите использовать методы сверления и развертывания, используйте сверло 27/64 дюйма, а затем расширитель для труб с конусом 1 / 4-18. В любом случае вы не должны поддаваться искушению использовать старые сверла.Размеры сверл рассчитаны на глубину резьбы 75%. … Метрическая таблица размеров метчиков и сверл. Распечатайте эту страницу . Метчик метрическое сверло США сверло; 3 мм x 0,5: 2,5 мм-4 мм x 0,7: 3,4 мм-5 мм x …
V
Модель инфракрасного термометра sk t008 manual
Метрические размеры сверл для метчика – это диаметр минус шаг (например, размер метчика 42 мм x 1,5 использует сверло 40,5). Перейдите по этим ссылкам, чтобы просмотреть наши метчики и выбор штампов: Для стандартных размеров National Coarse и National Fine мы предлагаем ручные метчики, метчики со спиральным острием, метчики со спиральной канавкой и метчики увеличенного размера, а также круглые регулируемые матрицы и шестигранные…
«Нестандартные размеры сверла – может потребоваться расширение отверстия. Практическая формула – дюймовые размеры. Размер резьбы можно строго соблюдать, поскольку метчики не имеют режущих кромок. Необычно гладкая резьба может быть образована по всей глубине отверстий. Данные сверления Heli-Coil – дюймы ДЮЙМ – РАЗМЕРЫ СВЕРЛЕННОГО ОТВЕРСТИЯ Номинальный рекомендуемый размер сверла Размер резьбы Алюминий Сталь, Магний, Пластик УНИФИЦИРОВАННАЯ ШИРИНА 1 (0,073) -64 # 47 ( .0785) # 46 (.0810) Метрический набор для метчиков и штампов (39 элементов) С 17 метчиками и 17 штампами в полном диапазоне С 17 метчиками и 17 штампами в полном диапазоне грубых и мелких размеров от 3 до 12 мм, Набор для метчиков и штампов TEKTON (39 предметов) – идеальный универсальный набор для вашего гаража или магазина.
Free Таблица размеров сверл для метчика и сверл с зазором для крепежных винтов. БЕСПЛАТНЫЙ СТОЛ! НОМЕР РАЗМЕР МАШИНЫ ВИНТОВ. САМОРЕЗЕРНЫЕ И ЗАЗОРНЫЕ СВЕРЛА РАЗМЕРЫ
2 июля 2019 г. · Измененные размеры сверл для метчика для резьбы Десятичная M ISO Метрическая Co Din 13 и 965 1 Asme B1 Номинальный размер 13 м D P Mm Of. Taps Техническая информация Msc Supply Co.
Врачи на этапе обучения 1 pdf
30 января 2020 г. · 2 октября 2019 г. – Изучите доску Брайана Джонсона «Tap chart» на Pinterest. Ознакомьтесь с дополнительными идеями о диаграмме, диаграмме, сверле.
Авторизованный ремонт посудомоечной машины kitchenaid рядом со мной
Срок действия лицензии Pycharm истек
Это должно помочь всякий раз, когда вы сталкиваетесь с ситуацией, когда вам нужно просверлить пилотное отверстие и вы не уверены в размере бита. Я также включил таблицу размеров сверл на размер метчика. На случай, если вам нужно просверлить отверстие и нарезать в нем винт или болт.
Таблица размеров метрических метчиков и сверл 8531 S. Автострада • Македония, Огайо 44056 (800) 232 – 2659 • Факс: (330) 468–3302 www.scfastening.com. КРЕПЛЕНИЕ … Технический паспорт, таблица размеров сверл. 3,4 из 5 звезд 37. Карманная диаграмма для пластика Морзе (набор из 3) – Справочник машиниста по десятичным эквивалентам, рекомендуемые размеры сверл для метчиков и полезные формулы. Рекомендации по размеру сверла и зазору отверстий. Все размеры являются рекомендательными и указаны в мм. Метрическая резьба. Нить. Размер сверла для нарезания стандартной метрической резьбы.
Размер сверла для метчика (дюймы) для резьбы 75% В общем, вы можете найти сверло для метчика любого размера с резьбой 60 градусов, вычтите одну длину шага из основного диаметра.Формула: Major Dia. минус длина одного шага равна размеру сверла. Русский Пример для резьбы 3 / 8-16: .375 – .0625 = .3125 метчик-сверло (5/16)
В таблицах ниже показано, какой размер сверла использовать с метчиком. Размеры метчиков указаны как размер отверстия – резьба на дюйм. Пример 1 / 4-20 = отверстие 1/4 дюйма, 20 ниток на дюйм. Таблица размеров метчиков и сверл Imperial / SAE.
Железнодорожные работы 2020 для 10-го прохода
Свертки считаются начиная с 90 ° от хвостовика для всех мелких размеров. Изгибы рассчитываются, начиная с 180 ° от хвостовика для крупных частиц размером 3/4 дюйма и выше.Бесконтактные вставки доступны для некоторых размеров UNC и UNF до 3/8 дюйма, а также для выбора крупных метрических размеров до M12. Все размеры только для справки.
V
Привязка к обновлению modis
18 декабря 2017 г. · Что сверло размера (буквы или цифры) используется для метчиков 8-40? Ремонт поврежденного крепления прицела на моем маузере. Я нашел старую коробку моего отца, полную крошечных метчиков и штампов, а также сверла с буквами и цифрами.
Пока там Нет недостатка в таблицах размеров сверл для нарезания резьбы развёртыванием, в основном они основаны на полной инженерной практике.Эти таблицы были разработаны для практического использования инженерами-моделями с теми инструментами, которые у них могли быть в наличии. Они были составлены покойным Деннисом Монком с использованием данных других членов SMEE. Магазин по низкой цене магазины в США. 2016. Магазин по низкой цене Weigand Combat Ruger Mark Iiiiii Drill Tap Scopemount Ruger Mk I Mk Ii Mk Iii 2245 Scope… Просверлить отверстие для формирования метчиков: Просверлить отверстие для нарезания метчиков: Техническая информация НАВЕРХ: Метрическая резьба: унифицированная Резьба: Швейная машина Резьба: Whitwars Резьба: Параллельная труба …
Таблица размеров метрических метчиков Размер метчика Диаметр (дюймы) Диаметр ( мм) Число резьбы (TPI) Шаг резьбы (мм) Размер сверла для метчика M1x0,2 0,0394 1,0000 ~ 127 0,200 0,8 мм
26 декабря 2020 г. · Десятичная диаграмма ДЮЙМОВЫЕ / МЕТРИЧЕСКИЕ РАЗМЕРЫ СВЕРЛА ДЛЯ РЕЗКИ Эквиваленты 18 x 24 Ламинированные. 18,95 долларов США. Бесплатная доставка . NOS Vintage Union Industrial Supply Co.Лос-Анджелес, Калифорния Decimal …
Самая мощная пневматическая винтовка 25
Метрические размеры метчика и сверла: здесь можно найти метрическую резьбу от M4 до M18 + гаечный ключ + информацию о шаге. Размер метчика мм. Размер сверла мм. 2.3 2.6 … Таблица размеров сверл и метчиков – Ниже представлена подробная таблица размеров сверл и метчиков для всех сверл, британских и метрических, а также метчиков до 36,5 мм. Размеры сверл – сверла – это режущие инструменты буровых станков. Они могут быть изготовлены любого размера на заказ, но организации по стандартизации определили для этого наборы размеров…
Загрузка плагина Sp950
Borgmatic config
Расчет диаметра сверла для метчика – 0,975, деленный на шаг (18 в вашем случае), дает двойную глубину резьбы, которая для шага 18 будет 0,054 дюйма вычесть удвоить глубину (0,054) от основного диаметра (11/16 или 0,6875 дюйма в вашем случае), и результатом будет размер леточного отверстия, который здесь будет 0,633 дюйма.
Ознакомьтесь с нашей таблицей размеров сверл для выбора самое лучшее в уникальных или изготовленных на заказ изделиях ручной работы из наших магазинов.На Etsy есть 247 таблиц размеров сверл, и они стоят в среднем 19,13 долларов. Дробное. Набор ручных кранов. Машинный винт. Метрическая. Набор ручных смесителей Nitro. Набор метчиков Nitro Spiral Point. Набор нитро-метчиков и сверл. Набор спиральных метчиков. Набор Tap & Drill … Таблица размеров сверл для диаметра 1 дюйм. Размеры сверл до диаметра 1 дюйм. Условные обозначения. Использование сверл для метчиков / пилотных сверл.
Таблица размеров сверл для метчиков
Практически невозможно узнать, какой размер сверла для метчиков использовать для винта или болтов, без хорошей таблицы сверл для метчиков. .Это потому, что нужно учитывать так много переменных; в зависимости от размера винта, шага резьбы, подложки, в которой вы сверляете, и даже от того, требуется ли вам плотное или свободное соединение. Размеры сверл для метчиков с дюймовой и метрической резьбой от Victor Machinery. Рекомендуемые размеры сверл для метчиков (для прибл. 75% резьбы) – дюймы и метрики предоставлены: Victor Machinery Exchange, INC. 12155 Stephens Road, Warren, MI 48089-3962. Бесплатный звонок: (800) 723-5359 Интернет-магазин: .. .Gt p5100 custom rom
Размеры сверл для метчика на миллиметрМетчик мм Дюймы Метчик Десятичный Метрический Метр Эквив. Метчик мм Дюймы Метчик Десятичный Метрический Метр Эквив. Метчик мм Дюймы Метчик Десятичный Метрический Метр Эквив. Метчик мм Дюймы M1,6 x 0,35 1,25 0,0492 M1,8 x 0,35 1,45 0,0571 M2 x 0,4 1,60 0,0630 M2,2 x 0,45 1,75 0,0689 M2,5 x 0,45 2,05 0,0807 M3 x 0,50 2,50 0,0984 M3 .. Плакат с таблицей размеров сверл и метчиков (бесплатно) Опубликовано 22 июля 2017 г. автором admin Этот плакат с размерами сверл и метчиков – это бесплатная загрузка, на которой показан правильный размер отверстия для метчиков.
Что случилось с приложением ebay
14 июля 2020 г. · Набор сверл и метчиков для свечей накаливания 1/4 x 32 (Сделано в США) robair: Самолет – Топливо – Двигатели и аксессуары (FS / W) 0: 23 августа 2017 г. 09:46 AM: Продано: NIP DuBro 2-56 Набор для метчиков и сверл: lanilll: Aircraft – General – Miscellaneous (FS / W) 1: 7 января 2017 г. 08:57 AM: Продано: Набор сверл и метчиков NIP DU-BRO 4-40: lanilll: Aircraft – General – Miscellaneous (FS / W) 1… размеры сверл для метрических метчиков comepsard co, размеры сверл для формовочных метчиков режущие инструменты jarvis, размеры сверл для нарезания отверстий brainstormgroup co, размер сверл 3 8 24 marinadagloria co, размеры сверл в дюймах healthyliving101 Размеры сверл для метчиков Woodcontractors Co . Обработка таблицы размеров метчика.
1997 сброс системы безопасности jeep grand cherokee
Контактное лицо: B.E.E. Industrial Supply, Inc. beeind.com Электронная почта: [адрес электронной почты защищен] Телефон: (510) 293-3180 Факс: (510) 293-3190 25634 Никель Плейс Хейворд, Калифорния 94545-3222 Специальные размеры – размеры сверл UNEF 1/4 – 32 6.6 17/64 1/4 – 24 6,6 17/64 7/16 – 16 11,5 29/64 КАРБЮРАТОР 7/8 – 20 7/8 1 – 20 1 ”…
Эпителиальные клетки в моче
аналогично. Пределы резьбы для метчика обозначаются буквой D (шлифованный, высокий) выше основного делительного диаметра или U (шлифованный, низкий) ниже основного делительного диаметра. Например, в размерах M25 и меньше размер отвода D1 на 0,0005 дюйма больше основного, чтобы отводить макс. P.D .; отвод D2 имеет размер на 0,001 дюйма по сравнению с основным, чтобы отводить макс. П.D. (см. Диаграмму 1B). Таблицы сверл для метчиков используются для определения размера сверла, используемого для каждого метчика. Щелкните здесь, чтобы загрузить все графики, которые вам когда-либо понадобятся. Таблица метрических отверстий для крупных метчиков. Расчет для определения правильного резьбонарезного сверла для метрической резьбы 60 градусов состоит в том, чтобы взять главный диаметр резьбы и …
Sig p365 слайд-релиз с трудом нажимать
WIDELL INDUSTRIES / \ / \ / \ / \ / \ РАЗМЕРЫ САМОРЕЗОННОГО СВЕРЛА / \ / \ / \ / \ / \ TAP TAP DRILL Десятичный размер сверла Theo.% вероятного превышения допустимого размера резьбы Вероятный размер отверстия% таблицы размеров сверл с резьбой Доля метрической резьбы. Британские стандарты по замене сверл калибра на метрические размеры в Великобритании. Таблица размеров сверл в метрических единицах Дробные размеры проволоки и метчиков можно найти в таблице размеров сверл и метчиков. Веб-страница содержит следующее: Таблица размеров сверл механика –
Отзыв Zyrtec 2020 Cancer
Таблица размеров метчиков Таблица размеров метчиков содержит список метчиков стандартного размера с указанием диаметра и шага резьбы для дробных, метрических и винтовых размеров.Десятичные эквиваленты диаметров показаны как в английских, так и в метрических единицах. «Нестандартные размеры сверла – может потребоваться расширение отверстия. Практическая формула – дюймовые размеры. Размер резьбы можно строго соблюдать, поскольку метчики не имеют режущих кромок. Необычно гладкая резьба может образовываться по всей глубине отверстий.
Солнце в 7-м доме в таблице навамса
Бесплатно Таблица размеров сверл для метчика и сверл с зазором для крепежных винтов. БЕСПЛАТНЫЙ СТОЛ! НОМЕР РАЗМЕР МАШИНЫ ВИНТОВ.РАЗМЕРЫ СВЕРЛА И ЗАЗОРА
SBCE0199 Таблица размеров сверл для метчика Краткая справочная таблица. Эта таблица, оформленная в старинном стиле, имеет размеры 13 дюймов в ширину и 20 дюймов в длину. > Включает размеры для крупной стандартной резьбы, мелкой стандартной резьбы и специальной резьбы.
В таблице указаны размеры винтов, TPI, размеры внешнего диаметра винта, размеры сверл для метчика и десятичные эквиваленты сверла.
Ранее SBCE199.
Служба поддержки клиентов South Bend …
Wsdl записан в
Таблица размеров цилиндра: Таблица толщины датчика: Таблица дробных преобразований: Таблица размеров двутавровой балки и С-образного канала: кислород / ацет.4130: кислород / ацет. Таблица зависимости толщины режущего наконечника от толщины металла: Oxy / Acet. Таблица размеров сварочного наконечника и толщины металла: диаметр шкива и скорость: TIG Информация о сварке: Таблица размеров метчика и сверла: Символы сварки: Проекты: Бронзовая статуя …Здесь, в MF Supply, мы являемся дистрибьютором самых популярных Mil-spec & Дюймовые вставки в стиле Keensert®, включая MS51830, MS51831, MS51832. Доступны DFARS с полными сертификатами. Многие популярные размеры могут быть отправлены в течение 24 часов. Используйте CTRL F, чтобы найти номер детали, который вам нужен, и замените его эквивалентной частью Mil-Spec или номером детали марки.
Seiko sne533 ширина ушка
Как долго длится сертификат класса скрытого ношения в Иллинойсе
Платье Apple Back to School
Herald of kyuss
Коробка android 4 ГБ
Pokemon api graphql
Passwdwd24 db
Сверло для метчика и зазора, размер 3/4. 20.00 25/32. 5 5.50. 0,22 39/64. 50% резьба для стали, нержавеющей стали и железа 75% резьба для алюминия, латуни и пластмасс. Автор: M Braddock …
Пронумерованные калибры сверл в порядке возрастания от 80 (наименьший) до 1 (наибольший).Таким образом, сверло №7 находится на большей стороне вашего стандартного набора сверл. Здесь мы дадим вам сверло № 7 в десятичных дюймах, сверло № 7 в дробных дюймах и сверло № 7 в десятичных миллиметрах (мм).
Размеры сверл Просто погуглите “размеры сверл для метчиков”. Вы получите всю необходимую информацию! 35W 35 Whelen, 6 марта 2008 г. № 4. Член ПТК. Присоединился: 25 марта 2007 г. Сообщений: 3712 Местоположение …
ТАБЛИЦА САМОРЕЗОННЫХ И СВЕРЛЕНИЙ Размер метчика Вероятный размер сверла% РЕЗЬБА 0-80 3/64 71-81 M1,6 x 0,35 1,25 мм 67-77 1-64 53 59 – 67 м2 х.4 1/16 72 – 79 1 – 72 53 …
Размер сверла для метчика Pg, размер отверстия для резьбы Pg
Преобразование единиц измерения объема
Коды ошибок Blomberg
Нет обнаружены устройства с именем или идентификатором, совпадающим с процент27эмулятором 5554percent27
Система управления библиотекой ppt в python
Hornady 7mm 08 120gr
Mack cv713 фара в сборе
Двойные винтовки, сделанные в США
Удаленный тюнер магнитной петли
Секретарь суда округа Чероки
Раздача автомобилей
Winchester 94 22m магазинная трубка
Pyttsx3 женский голос
Tcl roku tv hdmi no signal
Wgu msml capstone task 2 coursehero
flarecraft
Америка история о нас руководство по фильму эпизод 1 ответы повстанцев
Sig p232 для продажи в nh
starter rtv
Парча показать IP-адрес
Выплата по коллективному иску
Югиох темный волшебник-девушка игровой коврик
Калькулятор ставок с дробным дробным кодом
Код карты для карт Charge бой
Peterbilt 567 cb install
Power bi dax if or
На приведенной ниже диаграмме показан ученик, бросающий бейсбольный мяч горизонтально на 25 метров
Вера в то, что культура onepercent27s превосходит другие культуры, известна как.
Аккаунт Hola vpn plus
Жуткие монологи для мужчин
Long Beach griffy twitter
Western Union Transfer Darknet
Наконечники для сверления и нарезания резьбы – Distal Steel
Сверление и нарезание резьбы – одно из тех умений, которые кузнецы часто принимают как должное.Это кажется настолько простым навыком, что большинство кузнецов вообще не думают о нем. На самом деле движения просты, но это очень сложный с технической точки зрения процесс. Немного времени, потраченное на точную настройку вашего процесса, может сэкономить ваше время и деньги.Настройка сверлильного станка
Тщательная настройка вашего пресса упростит всю работу. При настройке сверлильного станка нас заботят 2 вещи: износ и жесткость.
Выбег – это когда сверло не вращается идеально на оси.Обычно это результат того, что сверло немного искривлено относительно шпинделя, поэтому чем дольше сверло или чем дальше в патроне оно удерживается, тем хуже становится биение. У каждого сверлильного станка есть некоторая степень биения. Высококачественные сверлильные станки обычно в среднем меньше изнашиваются, чем дешевые сверлильные станки. Избыточный биение сокращает срок службы ваших сверл и приводит к увеличению размера отверстий или выходу за пределы круглых отверстий.
Жесткость в данном случае – это сила сверлильного станка, позволяющая удерживать сверло и башмак в одном и том же положении относительно друг друга.Хорошей иллюстрацией недостаточной жесткости является «ходит» сверло. Низкая жесткость усугубляет износ, делает установку склонной к вибрации и затрудняет просверливание отверстия, в котором вы хотите просверлить отверстие.
Чтобы добиться максимальной производительности от вашей установки:
- Патрон сверла следует очистить перед заменой сверл, чтобы убедиться, что в механизме или на губках нет металлической стружки. Это минимизирует биение
- Сверло должно быть вставлено как можно глубже в патрон, при этом все еще очищая вершины канавок.Это минимизирует биение и увеличивает жесткость.
- Стол должен быть установлен как можно выше, при этом очищая башмак, чтобы шпиндель не выдвигался дальше, чем необходимо. Это увеличивает жесткость
- Стол сверлильного станка должен быть перпендикулярен шпинделю. Это сводит к минимуму биение за счет сохранения квадрата сил сверления.
Чтобы выровнять стол по оси шпинделя, вы можете вставить часть плечиков в патрон, отрезать ее и согнуть так, чтобы ее конец находился чуть выше края на боковой стороне стола.Затем поверните патрон так, чтобы он скользил по столу. Отрегулируйте стол так, чтобы пространство между плечиками и столом было ровным с каждой стороны. Вы можете опустить шпиндель по мере выполнения точной настройки до тех пор, пока вешалка для одежды не будет слегка касаться стола по полной дуге, когда стол будет идеально ровным.
В промышленных металлообрабатывающих и механических цехах общепринято, что любой просверливаемый металл должен прочно удерживаться в тисках из соображений безопасности.Это лучший способ держать заготовку ровной, ровной и жесткой. Как кузнецы, мы этого не делаем, потому что нет двух отверстий для шипов в одном и том же месте, поэтому установка занимает много времени. Однако это риск, который увеличивает вероятность болтовни или того, что немного зацепится за отверстие и раскрутит обувь, немного сломается и потенциально может стать причиной серьезной травмы.
Сверла застревают по 2 причинам: 1. Когда башмак может немного вращаться вместе со сверлом, например, когда его удерживают на месте рукой, сверло проникает глубже в металл, сильнее вытягивая башмак и заставляя его скатываться. поверните больше и сделайте еще более глубокий укус, если он не остановится, он сломает насадку или вырвет обувь у вас из руки.2. Башмак наклоняется, когда бита находится в отверстии, так что стороны канавок врезаются в металл вместе с острием.
Эта деталь представляет собой сложную проблему, поэтому мы разработали наше кондукторное приспособление. Он обеспечивает ровную поверхность для обуви, которая очищает зажимы, и стойку, к которой можно прикрепить обувь, чтобы обувь не вращалась, предотвращая ее зацепление и, если по какой-то причине она должна была зацепиться, предотвращать ее вращение.
Подачи и скорости
При обработке подача и скорость являются одними из наиболее важных переменных при выполнении работы.«Подача» в данном случае означает, насколько быстро сверло движется вниз через металл. Обычно это значение выражается в дюймах в минуту или в дюймах за оборот (насколько большой укус за один оборот). «Скорости» относятся к тому, насколько быстро вращается буровое долото. Обычно это число выражается в оборотах в минуту или в футах поверхности в минуту, т.е. о том, насколько быстро два металла на внешней стороне долота перемещаются относительно друг друга.
Площадь в футах в минуту и дюймах на оборот полезны для понимания ограничений режущего инструмента, но для кузнеца с буровым станком в своей установке это не имеет значения.Для доводки бурового долота приличного диаметра O до предела необходим буровой станок с двигателем, который намного больше, чем у любого другого бурового станка. Даже со шпинделем мощностью 1 ½ л.с. это сложно. Большинство буровых станков в установках для ковки имеют мощность 1 / 4-1 / 2 л.с., а самые большие – 2/3 л.с.
Ограничивающим фактором в производительности бурения любым сверлом хорошего качества диаметром O или сверлом 5/16 дюйма является крутящий момент. Нет смысла работать на высоких оборотах, потому что работа выполняется с максимальной скоростью, а не об / мин, а для скорости подачи требуется крутящий момент.Таким образом, большинство сверлильных станков следует устанавливать на шкив с минимальной частотой вращения, что обеспечивает максимальный крутящий момент.
При максимально доступном крутящем моменте может быть достигнута наилучшая возможная скорость подачи. Скорость подачи на сверлильном станке измерить намного сложнее, чем на фрезы. Это нужно делать наощупь и глядя на производимые чипы. Важно иметь достаточно высокую скорость подачи, чтобы режущая кромка равномерно захватывала хороший кусок материала. Когда режущая кромка полностью входит в зацепление и снимает непрерывную полосу материала, тепло от разреза переходит в удаляемый материал и отводится.Когда режущая кромка почти не касается, она отскакивает от разреза и трется о поверхность материала, вызывая вибрацию и много тепла, которое остается в разрезе. Это тепло может накапливаться и разрушать сверло.
При сверлении вы должны следить за производимой стружкой и следить за тем, чтобы это была большая толстая стружка, а не мелкая грубая, непоследовательная стружка, указывающая на слишком низкую скорость подачи. Когда скорость подачи слишком высока, легко судить, потому что двигатель заглохнет.
Демонстрация влияния скорости подачи. Слева вы можете увидеть соответствующую скорость подачи, а справа вы можете увидеть слишком низкую скорость подачи, обратите внимание на разницу в получаемой стружке.
СмазкаДля бит из быстрорежущей стали и кобальта требуется смазочно-охлаждающая жидкость. Смазочно-охлаждающее масло снижает трение пореза и снижает нагрев. Масло необходимо регулярно добавлять во время бурения, чтобы оно было эффективным, поскольку оно быстро удаляется из скважины.Воск или смазка для карандашей менее грязные и в конечном итоге позволяют сэкономить деньги, поскольку легче получить нужное количество смазки в нужном месте. Высококачественные твердосплавные биты с покрытием, такие как наши сверла с зенковкой, не требуют смазочно-охлаждающей жидкости из-за покрытия и высокой термостойкости карбида.
Фаска
Крайне важно снять фаску на каждом отверстии, на котором будет нарезана резьба, чтобы защитить резьбу и облегчить запуск метчика в отверстии. Фаски (или зенковки) доступны под разными углами, но правильным для этой цели является угол 82 или 90 градусов.Общий диаметр фаски после обрезки должен быть немного больше 3/8 дюйма, но не намного больше, так как более глубокий разрез приводит к меньшему количеству резьбы.
ПостукиваниеПодковы стучать можно разными способами. Самый простой – это простая ручка для крана. Кроме того, существуют установки направляющих для крана, такие как Valley Tapper, которые в основном представляют собой большую ручку для крана с направляющей. Самый быстрый способ – использовать ударный драйвер. Ударные драйверы подходят для шестигранных бит 1/4 дюйма и обладают ударным действием, как пневматические пистолеты, используемые механиками для создания силы, большей, чем это возможно в противном случае.
Для метчика с помощью ударного пистолета вам понадобится переходник с шестигранной головкой 1/4 дюйма на квадрат 3/8 дюйма, держатель метчика и метчик. Смазка абсолютно необходима для всех кранов. Это снижает усилие, необходимое для поворота метчика, что имеет решающее значение для срока службы метчика. Мы рекомендуем использовать смазку воскового типа, так как она менее грязная и позволяет загружать смазку там, где это необходимо.
Самым важным фактором для успешного нарезания резьбы и предотвращения поломки метчиков является совмещение в отверстии. Благодаря использованию заглушек, спиральных метчиков в патроне метчика, метчик может самовыравниваться, пока вы находитесь близко, благодаря конусной форме метчика и зазору в соединении патрона метчика, который позволяет ему центрироваться.