таблица, особенности монтажа / Трубы и фитинги / Публикации / Санитарно-технические работы
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1.с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.

Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1.стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.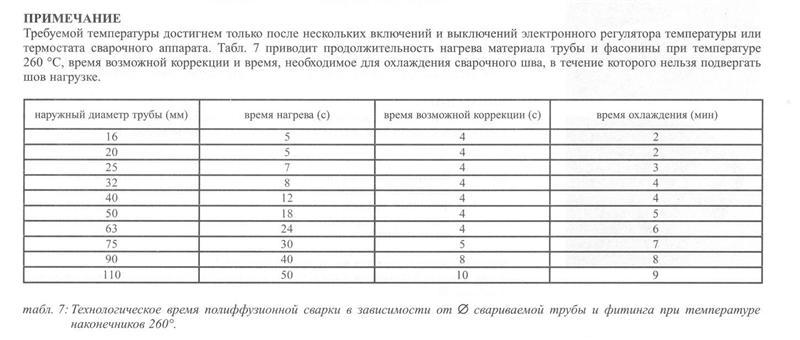
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.
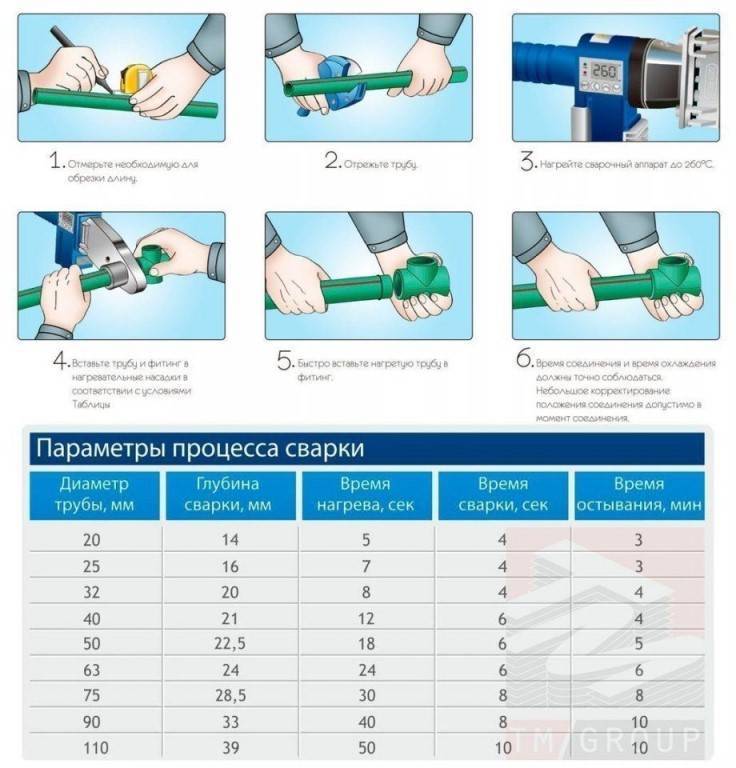
Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
какие бывают, особенности разных методов, где применяются
В наше время очень популярна пайка труб из полиєтилена (ПЭ), а также полиропилена (ПП). Эти технологии применяются достаточно часто благодаря некоторым достоинствам данных типов способов пайки.
В хозяйстве эти варианты незаменимы. Их можно применять для тепловых, водопроводных и других сетей, которые должны быть водостойкими или водопроводящими.
В этих случаях большинство мастеров используют именно полипропиленовые трубы, так как данный материал соответствует этим требованиям.
Аналоги из металла намного дороже, чем пластиковые материалы. ПП не подвержен коррозии, в отличие от стали или любых других, даже нержавеющих металлов.
Содержание статьиПоказать
- Введение
- Выбор аппарата
- Выбор труб и фиттингов
- Температура
- Соединение элементов
- Завершение
Введение
Работа с пластиком несложная. Такую технологию пайки самостоятельно сможет освоить даже новичок. Впрочем, если вы сомневаетесь, доверьте работу мастеру или найдите в помощь напарника с опытом.
Существуют различные таблицы пайки полипропиленовых труб, созданные для помощи неопытным мастерам. В этих таблицах обычно указываются температура пайки, время охлаждения готового соединения и даже время самой работы.
Соединяются трубы быстро – всего за несколько минут. Это не значит, что можно торопиться, ведь в спешке элементы можно испортить или упустить некоторые важные моменты.
- Белый цвет лучше использовать в помещении, потому что на улице в условии перепада температур и смены погоды прочность таких труб снижается.
- Серые полипропиленовые детали лучше всего проявляют себя в отопительных системах, домашнем водопроводе и других бытовых сферах.
- Черный цвет означает, что труба обладает повышенной устойчивостью к факторам внешней среды и может применяться в канализационных системах.
ПП зелёного цвета плохо выдерживают внутреннее давление, а потому цена на такие трубы ниже, чем на остальные типы. Они отлично проявляют себя на дачных участках в составе систем полива и орошения.
Большая часть труб зеленого цвета хорошо справляется с холодными потоками воды. Пластиковые трубы служат относительно долго. Металлические соединения, конечно, превосходят их в этом, но не существенно.
Некоторые производители полипропиленовых труб создают элементы со сроком годности в десятилетия.
То, насколько долго прослужит пластиковая конструкция, зависит не только от места производства и качества самого материла, но и от того, насколько тщательно мастер обрабатывает швы.
Выбор аппарата
Аппарат для работы с полипропиленом называют также “утюгом” или, более привычным “паяльником”. Если пригодится он вам единоразово, то вместо покупки можно арендовать его в центрах проката строительного оборудования.
Если же паяльник нужен вам для личного пользования, выгоднее будет просто приобрести его.
Аппарат для сварки может быть полностью ручным, полуавтоматическим или автоматическим. Насадки для “утюга” подбираются для каждого типа пайки.
Работа паяльником достаточно оперативная, так как после выполнения отдельного шва выключать его не обязательно. Кроме аппарата для работы нужны специальные ножницы.
Если же ножницы режут полипропиленовые трубы неаккуратно, края можно отшлифовать углошлифовальной машиной. Перед работой стоит познакомиться с инструкцией ко всем вашим инструментам. Об остальных правилах расскажем мы.
Выбор труб и фиттингов
В зависимости от назначения, материала и свойств труб, они могут иметь 4 вида маркировки. В основном они зависят от того, вода какой температуры будет по ним течь.
Это могут быть трубы для горячего и холодного водоснабжения, а также для смешанной подачи воды (и холодной, и горячей). Маркировка труб:
Если полипропиленовые трубы будут использоваться для подачи холодной воды (до 20 градусов), то таким требованиям будет соответствовать маркировка PN 10. Такие модели можно использовать и для водного обогрева полов (температура воды 40-45 градусов).
Если по ним будет идти не только холодная, но и горячая вода, ищите маркировку PN 16. Она ставится на полипропиленовых изделиях, выдерживающих температуру до 60 градусов.
Трубопровод с горячим водоснабжением до 95 градусов паяется из труб PN 20 и PN 25.
Цена имеет значение. Вариант “подешевле”, создает риск некачественного протекающего соединения, которое не соответствует маркировке.
“Соединять” детали различных производителей не стоит. Фиттинг и муфта одного завода могут не подойти к трубам другого как по размеру, так и по составу элементов.
Полипропиленовые и полиэтиленовые трубы схожи по многим характеристикам. Главное – оба эти материала не выдерживают слишком высоких температур и быстро плавятся.
Но также, благодаря особенностям пластика, они не проводят электрический ток и немного весят. Это удобно при транспортировке и во время работы. Изделия из ПП и ПЭ устойчивы к ударам и давлению.
В отличие от ПЭ изделий, полипропиленовые морозостойкие и лучше переносят жару. Кроме того, полипропиленовые элементы тугоплавкие и прочные, но при этом менее гибкие и эластичные, чем полиэтилен.
Цвет ПП труб тоже имеет своё значение. Производитель не окрашивает их в зависимости от политики компании. На производстве при помощи цветов обозначают, в какой области может эксплуатироваться их продукт.
Температура
Перед тем, как работать с пластиковой трубой, её нужно очистить от всех посторонних загрязнений: частичек грязи и пыли, мелких предметов, насекомых и прочего.
Поверхность детали обезжиривают спиртовыми растворами. Помещение для работы тоже лучше очистить, чтобы элементы не загрязнились вновь уже в процессе пайки.
Утюг нагревают до 270 градусов по Цельсию. После достижения этой температуры заранее приготовленные детали надевают на насадки аппарата как можно ровнее. Пайка будет неправильной, если сама деталь сядет неровно.
В этом случае трубопровод может “давать сбои” или течь. Если паяльник полностью исправен, то время, за которое вы справитесь с работой, будет зависеть только от толщины трубы.
Не начинайте работу, если паяльник не прогрелся до конца. Чтобы швы качественно соединяли конструкцию долго, стоит потерпеть.
Слабый нагрев сделает соединение менее целостным, и трубопровод может в скором времени дать течь. Элементы, которые вы соединяете между собой, в идеале должны нагреваться одновременно, а деталь на насадке должна быть установлена до конца.
Чтобы лучше ориентироваться в этом, можете отметить предел детали на ней маркером. Следите за состоянием элемента: при перегреве он становится мягким, а само соединение быстро подвергается деформации.
Соединение элементов
После того, как материал расплавится, детали быстро достают из паяльника и ровно соединяют между собой, немного надавливая на них. Не стоит применять слишком большую физическую силу или прокручивать элементы.
В инструкции к деталям все производители указывают, что крутить детали не рекомендуется. Опытные мастера же делают это ловко и проворачивают их на пару градусов для лучшего вхождения одного элемента в другой.
Это нужно, когда материалы плотные и соединяются с трудом. Важно держать составляющие ровно для аккуратного стыка. Если шов получится кривым, пострадает герметичность конструкции. Неровный шов разъединить не удастся.
В этом случае соединение придется разрезать и варить заново. Неровно приваренная соединительная часть повторно использоваться уже не может. Удобнее собирать конструкцию, начиная с крупных её частей.
Сварка может быть двух типов: диффузионного и муфтового. Муфтовая сварка нужна для труб маленького диаметра, в которых легко “испортить” поток воды. Для неё применяют соединительные элементы, такие как фиттинги или муфты.
При диффузионной сварке трубы входят одна в другую, что возможно только для большого диаметра деталей.
Завершение
После завершения пайки, конструкцию нужно остудить в течение нескольких минут. Не стоит делать этого при помощи воды, лучше просто оставить их ненадолго “полежать” неподвижно. Так закрепляется качество и герметичность соединения.
С пайкой пластиковых труб легко справиться кому угодно. Но работа получится “как надо” только если соблюдать правила работы и техники безопасности, а также посоветоваться с опытным мастером.
Трубопровод, в создании которого вы учли все требования, долго прослужит в хозяйстве и сэкономит ваше время на ремонте. Поначалу вы можете испортить несколько элементов, но не переживайте, практика исправит это.
Влияние различных температур пайки на свойства источника света COB
Чтобы прочитать этот контент, выберите один из следующих вариантов:
Чжао Ван (Шанхайский технологический институт, Шанхай, Китай)
Юефэн Ли (Шанхайский технологический институт, Шанхай, Китай)
Цзюнь Цзоу (Шанхайский технологический институт, Шанхай, Китай)
Бобо Ян (Шанхайский технологический институт, Шанхай, Китай)
Минминг Ши (Шанхайский технологический институт, Шанхай, Китай)
Технология пайки и поверхностного монтажа
“> ISSN :
0954-0911
Дата публикации статьи: 28 августа 2021 г.
Дата публикации номера: 17 февраля 2022 г.
Загрузки
Аннотация
Цель
Целью данной статьи является исследование влияния различных температур пайки на характеристики встроенных источников света (COB) во время вакуумной пайки оплавлением.
Конструкция/методология/подход
Во-первых, было исследовано влияние коэффициента пустотности источника света COB на установившееся напряжение, световой поток, световую отдачу и температуру перехода при температурах пайки 250°C, 260°C , 270°С, 280°С и 290°С. Чип COB также был протестирован на предмет практического применения и старения.
Выводы
Результаты показывают, что при температуре пайки 270°C доля пустот в слое пайки составляет всего 5,1%, температура перехода чипа составляет всего 76,52°C, а световой поток и светоотдача являются самыми высокими самый высокий, и было замечено, что светоотдача и средняя температура перехода чипа составляют 107 лм/Вт и 72,3 °C соответственно, что соответствует требованиям уличного освещения. После старения в течение 1080 ч затухание света составляет 84,64% от исходного значения, что свидетельствует о более высокой надежности и более длительном сроке службы.
Оригинальность/ценность
Он может предоставить справочные данные для читателей и специалистов в этой области и может непосредственно применяться в практической инженерии.
Ключевые слова
- Встроенный источник света
- Микроструктура
- Надежность
- Температура пайки
- Вакуумная пайка оплавлением
Благодарности
Конфликт интересов: Авторы заявляют об отсутствии конфликта интересов.
Цитата
Ван, З., Ли, Ю., Цзоу, Дж., Ян, Б. и Ши, М. (2022), «Влияние различных температур пайки на свойства источника света COB»,
Издатель
:Изумруд Паблишинг Лимитед
Copyright © 2021, Изумруд Паблишинг Лимитед
Статьи по теме
Паяльник с регулируемой температурой 50 Вт Atten SA-50
От 34,22 фунтов стерлингов
Вкл. НДСОт 28,52 фунтов стерлингов
Без НДС- Ссылка Код: 485521
- Минимальное количество: 1
- Торговая марка: Аттен
- Соответствие RoHS: Да
| Скидки при покупке нескольких товаров | |||
|---|---|---|---|
| 1+ | 34,22 фунта стерлингов Вкл. НДС | 28,52 фунтов стерлингов Без НДС | |
| 5+ | 29,80 фунтов стерлингов Вкл. НДС | 24,83 £ Без НДС | Скидка 13% |
| 10+ | 27,79 фунтов стерлингов Вкл. НДС | 23,16 фунтов стерлингов Без НДС | Скидка 19% |
В наличии 58 шт.
Количество
- Описание
- Спецификация
SA-50 — это паяльник с регулируемой температурой и высокоэффективным керамическим элементом, способным выдерживать температуры до 500°C.