таблица, особенности монтажа / Трубы и фитинги / Публикации / Санитарно-технические работы
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1.с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.

Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1.стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.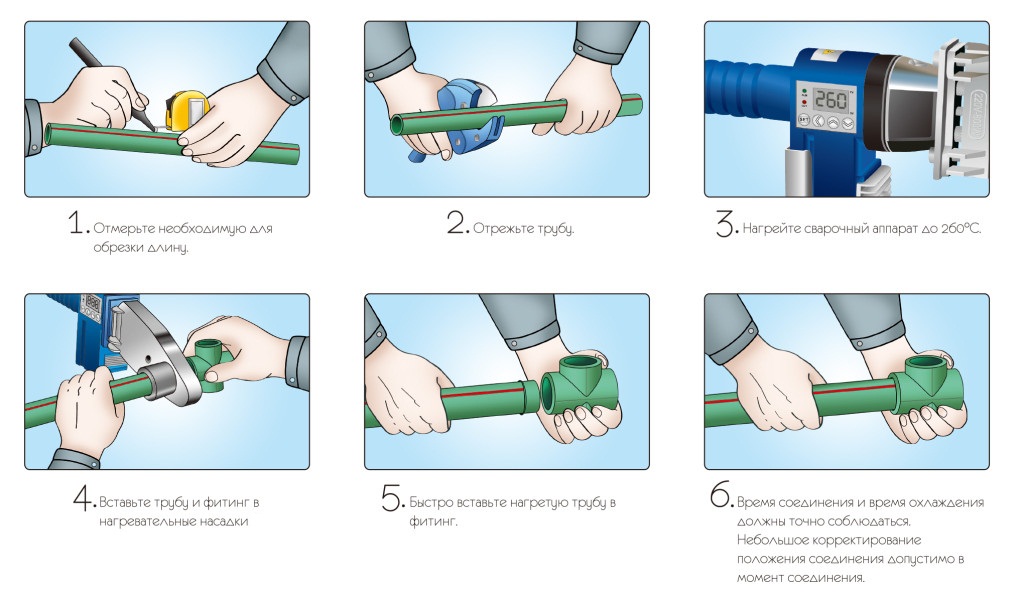
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.

Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
Технические требования при сварке и монтаже полипропиленовых труб
Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов.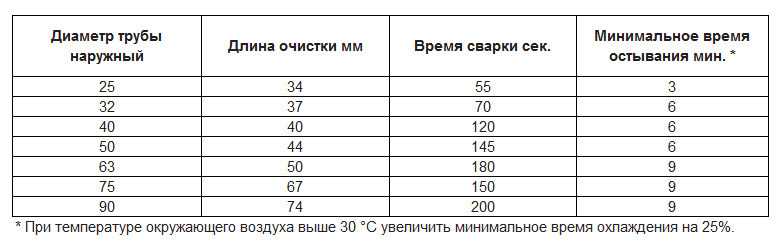 Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр.
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга.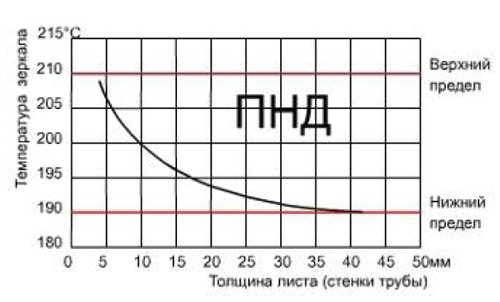 Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
| D PPR, мм | Глубина сварки, мм | Время, сек | ||
| Разогрев | Удержание встык | Охлаждение | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |
Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм.
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит. Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей.
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.
Запорная арматура из полипропилена делится на две категории:
- Краны – перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи. Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы – просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы – просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.
Узнайте разницу между пайкой и пайкой
- предыдущий пост
- следующий пост
Общая сантехника
К Бенджамин Франклин СантехникПоделиться с:
Пайка является неотъемлемой частью многих ремонтов сантехники своими руками. Когда вы заменяете часть трубы или устанавливаете новое приспособление, вам часто приходится спаивать две металлические части вместе, чтобы обеспечить идеальную посадку и отсутствие утечек. Хотя пайка часто используется как универсальное название для описания процесса соединения труб с использованием расплавленного металла, на самом деле существует похожая, но отличная техника, известная как пайка, которую также можно использовать. Читайте дальше, чтобы узнать о разнице.
Когда вы заменяете часть трубы или устанавливаете новое приспособление, вам часто приходится спаивать две металлические части вместе, чтобы обеспечить идеальную посадку и отсутствие утечек. Хотя пайка часто используется как универсальное название для описания процесса соединения труб с использованием расплавленного металла, на самом деле существует похожая, но отличная техника, известная как пайка, которую также можно использовать. Читайте дальше, чтобы узнать о разнице.
Разница между пайкой и пайкой связана с материалом, который вы используете для соединения двух труб, и с тем, насколько горячим вам нужно нагреть вещество, чтобы расплавить его:
- В большинстве случаев ремонта домашней сантехники используются припои, которые обычно нагреваются. до температуры около 360 градусов по Фаренгейту. Иногда температура должна быть выше, и сплав, который плавится при температуре 840 градусов или ниже, считается припоем. Припой обычно состоит в основном из олова, смешанного с другим металлом, например никелем, для дополнительной прочности.
 Ранее припой изготавливался из смеси олова и свинца, но это вещество было снято с производства, поскольку официальные лица осознали риск для здоровья при контакте с питьевой водой со свинцовыми трубами.
Ранее припой изготавливался из смеси олова и свинца, но это вещество было снято с производства, поскольку официальные лица осознали риск для здоровья при контакте с питьевой водой со свинцовыми трубами.
- Однако для других видов ремонта сантехники требуются более прочные металлы, которые плавятся при гораздо более высоких температурах. Металлы, которые необходимо нагреть выше 840 градусов, считаются припоями, и их часто нужно нагревать до 1150 градусов или выше. Твердые припои обычно изготавливаются из смеси меди и фосфора или серебра, смешанного с другими элементами.
 Ранее припой изготавливался из смеси олова и свинца, но это вещество было снято с производства, поскольку официальные лица осознали риск для здоровья при контакте с питьевой водой со свинцовыми трубами.
Ранее припой изготавливался из смеси олова и свинца, но это вещество было снято с производства, поскольку официальные лица осознали риск для здоровья при контакте с питьевой водой со свинцовыми трубами. Создание среды без утечек в ваших трубах
Медь плавится при температуре 1981 градус, и вы, очевидно, не можете нагревать припой или сплав до этой точки, иначе вы разрушите свои трубы в процессе. Эта температура кажется абсурдно высокой, но в некоторых работах по пайке действительно используются горелки, которые нагревают сплав до 1550 градусов. Многие паяльные горелки не создают достаточно высоких температур для пайки металлов, поэтому вам необходимо приобрести специальное оборудование.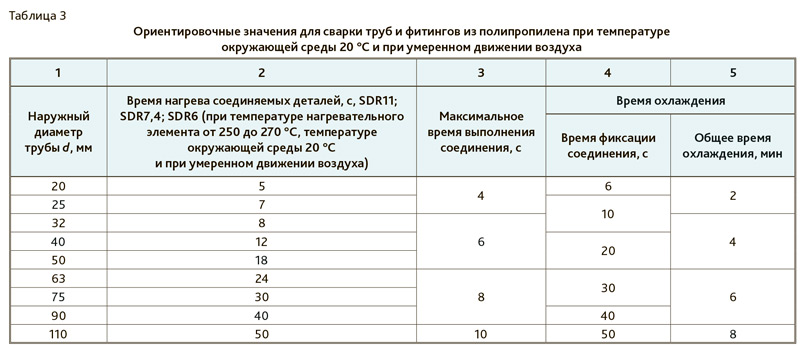
Помимо типа сплава и температуры горелки процесс пайки и пайки практически одинаков, поэтому сантехники выбирают между ними в зависимости от характера ремонта, который они пытаются выполнить. Пайка является более распространенным методом, используемым для большинства стандартных ремонтов сантехники. Пайка часто используется в фитингах, которые должны выдерживать более высокие нагрузки, или в тех случаях, когда трубы не подходят друг к другу идеально и нуждаются в более прочном соединении.
Ведущий бренд в области ремонта сантехники
Если вам нужна помощь в пайке, пайке или любом другом ремонте сантехники, незамедлительно обращайтесь к специалистам по сантехнике. Свяжитесь с нами сегодня по телефону (800) 259-7705!
Похожие сообщения
Как паять медную трубу
Этот сайт использует JavaScript для улучшения функциональности. Некоторые функции могут быть недоступны, если в вашем браузере отключен JavaScript.
Некоторые функции могут быть недоступны, если в вашем браузере отключен JavaScript.
Поиск на сайте
Что вам понадобится
Умение паять медные трубы – это один из тех суровых навыков, что, например, умение управлять механической коробкой передач или подключать осветительные приборы , которые используются нечасто, но иногда бывают очень кстати.
Указания
- Перекрыть подачу воды в дом и сбросить обратное давление, закрыв кран или нагрудник (*если возможно, откройте кран ниже уровня трубы, которую вы будете резать, чтобы вода вытекала из трубу и в раковину или снаружи).
- Отрежьте трубу с помощью трубореза, демонстрационной пилы или ножовки.
- Очистите конец отрезанной трубы и удалите окисленное покрытие мелкой наждачной бумагой (~>120). Если вы адаптируетесь к меди, убедитесь, что вы расширили внутреннюю часть трубы, чтобы она была гладкой и свободной от выступов / кусочков меди, которые могут препятствовать потоку воды. Я использую плоскогубцы или другой ручной инструмент с квадратным краем, чтобы скрутить трубу внутри.
- Нанесите ровный слой флюса-пасты на только что отполированный конец трубы.
- Наденьте медный фитинг на конец трубы. Здесь я использую колпачок, но это может быть 90, муфта или адаптер. Независимо от того, что вам нужно, чтобы ваш проект продвигался вперед!
- Используйте горелку Bernzomatic для нагрева фитинга. Я использовал BZ8200HT, у которого есть триггерный воспламенитель и гибкое соединение с баком. Это делает его действительно удобным для ограниченного пространства и для проектов с частыми запусками и остановками. Пропан имеет немного более низкую температуру пламени по сравнению с горючим MAP и хорошо подходит для пайки медных труб.
Нагревайте фитинг до тех пор, пока флюсовая паста не начнет пузыриться, а пламя вокруг меди не приобретет легкий зеленый оттенок. Я люблю проверять готовность, слегка прикасаясь припоем к стыку на стороне, противоположной пламени. Если труба достаточно горячая, припой расплавится и втянется в соединение. Если он недостаточно горячий, припой остается твердым. Нехорошо перегревать соединение, так как это может привести к выгоранию флюса пасты, что приведет к утечке из-за плохого проникновения припоя в соединение. Вы узнаете, если это произойдет, потому что припой просто сломается/слипнется на внешней стороне трубы и не попадет в соединение. Есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы расплавился флюс. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд.
 Я использую плоскогубцы или другой ручной инструмент с квадратным краем, чтобы скрутить трубу внутри.
Я использую плоскогубцы или другой ручной инструмент с квадратным краем, чтобы скрутить трубу внутри.  Если труба достаточно горячая, припой расплавится и втянется в соединение. Если он недостаточно горячий, припой остается твердым. Нехорошо перегревать соединение, так как это может привести к выгоранию флюса пасты, что приведет к утечке из-за плохого проникновения припоя в соединение. Вы узнаете, если это произойдет, потому что припой просто сломается/слипнется на внешней стороне трубы и не попадет в соединение. Есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы расплавился флюс. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд.
Если труба достаточно горячая, припой расплавится и втянется в соединение. Если он недостаточно горячий, припой остается твердым. Нехорошо перегревать соединение, так как это может привести к выгоранию флюса пасты, что приведет к утечке из-за плохого проникновения припоя в соединение. Вы узнаете, если это произойдет, потому что припой просто сломается/слипнется на внешней стороне трубы и не попадет в соединение. Есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы расплавился флюс. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд. Советы
Перед тем, как припаивать линии подачи, возьмите кусок трубы и потренируйтесь с колпачком или другим фитингом пару раз, чтобы почувствовать процесс. И начните с горелки, немного отодвинутой назад, чтобы уменьшить вероятность перегрева соединения.
За прошедшие годы я обнаружил, что любые утечки после пайки были вызваны одной из двух причин: Плохой подготовкой трубы, что означает, что я не сделал ровную шлифовку, или на трубе были вмятины или выемки, препятствующие герметичному уплотнению после пайки.