Как качественно спаять полипропиленовые трубы водопровода
Трубы из полипропилена – недорогое и практичное решение для обустройства водопровода своими руками. Как паять полипропиленовые трубы, сегодня может рассказать любой мастер, хоть раз сталкивавшийся с такой работой. Но получить крепкие, герметичные соединения и, как следствие, долговечный водопровод можно только тщательно соблюдая технологию пайки полипропиленовой трубы. А для этого нужно знать все особенности таких труб и работать с ними.
Неопытный мастер может создать надежный трубопровод из полипропилена
Содержание
- 1 Как паять полипропиленовые трубы
- 2 Температура пайки полипропиленовых труб
- 3 Как паять полипропиленовые трубы 9 0009 4 Соединение полипропиленовой трубы без пайки
Как паять полипропиленовые трубы
Самостоятельно паять трубы вполне под силу начинающему мастеру. Существует поэтапная технология пайки полипропиленовых труб. Вы можете потратить время и преодолеть неизбежные ошибки, научиться создавать надежные и прочные соединения полипропиленовых труб своими руками или обратиться за помощью к специалистам. Однако технология пайки полипропиленовой трубы не так уж и сложна, а соединить между собой две пластиковые трубы с помощью фитингов можно даже без особого опыта.
Вы можете потратить время и преодолеть неизбежные ошибки, научиться создавать надежные и прочные соединения полипропиленовых труб своими руками или обратиться за помощью к специалистам. Однако технология пайки полипропиленовой трубы не так уж и сложна, а соединить между собой две пластиковые трубы с помощью фитингов можно даже без особого опыта.
Важно! Главное точно выдерживать температуру и время нагрева элементов, от этого зависит качество соединений.
Важно знать и уметь паять полипропиленовую трубу. Как правило, любитель использует дешевое, некачественное оборудование, профессионал – дорогое и престижное. Но дело не столько в стоимости, сколько в качестве нагревательного устройства и форсунок. От этой методики зависит, насколько хорошо будут прогреваться соединительные элементы и трубы.
Качество соединения труб во многом зависит от используемого оборудования
Основные ошибки начинающего мастера, и неправильная пайка полипропиленовой трубы, заключаются в таких ситуациях:
- Трубы ПНД надежно сцепляются друг с другом слоем расплавленный пластик, поэтому нет необходимости прокручивать трубы в фитингах при остывании.
 В этом случае качественно паять не получится, пайка полипропиленовой трубы с фитингом будет ломкой, и через некоторое время она потеряет герметичность;
В этом случае качественно паять не получится, пайка полипропиленовой трубы с фитингом будет ломкой, и через некоторое время она потеряет герметичность; - пайка полипропиленовых труб своими руками предусматривает разное время нагрева фитингов для труб разного диаметра, и нельзя перегреть трубу или фитинг и недостаточно прогреть. Можно предварительно потренироваться в пайке полипропиленовой трубы и фитингов, а получившееся соединение проверить, разрезав его по длине ножовкой; Пайка
- труб из полипропилена или пнд трубы возможна только после предварительной подготовки самой трубы. Соединение не будет прочным, если соединяемые элементы (фитинги и труба) предварительно не обезжирить в местах пайки;
- край среза трубы ножовкой или другим инструментом необходимо зачистить, удалив заусенцы и проверив геометрию среза. Правильный срез имеет форму круга, и делается под углом 45° к плоскости трубы. Пайка полипропиленовой трубы овальной формы на плоскости среза – верный путь к некачественному стыку;
- при прокладке нужно следовать от источника к потребителям, осуществляя соединения в местах, где будет удобно работать паяльником для пластиковых труб;
- традиционная ошибка новичка – установка системы в холодное время года. Многие по неопытности не знают, при какой температуре паять полипропиленовую трубу нельзя, а между тем такие изделия чувствительны к холоду и надежно соединить их не получится . Опытные мастера не проводят такие работы при температуре воздуха ниже +5С.
 В этом случае качественно паять не получится, пайка полипропиленовой трубы с фитингом будет ломкой, и через некоторое время она потеряет герметичность;
В этом случае качественно паять не получится, пайка полипропиленовой трубы с фитингом будет ломкой, и через некоторое время она потеряет герметичность; Многие по неопытности не знают, при какой температуре паять полипропиленовую трубу нельзя, а между тем такие изделия чувствительны к холоду и надежно соединить их не получится . Опытные мастера не проводят такие работы при температуре воздуха ниже +5С.
Многие по неопытности не знают, при какой температуре паять полипропиленовую трубу нельзя, а между тем такие изделия чувствительны к холоду и надежно соединить их не получится . Опытные мастера не проводят такие работы при температуре воздуха ниже +5С.Надежное соединение может быть получено только при правильной обработке отрезка трубы
Совет! Пайка полипропиленовых труб своими руками некачественным инструментом из простой и несложной операции превращается в долгое и мучительное мероприятие. Используйте хороший инструмент, если нет возможности его купить, то точно можно взять напрокат.
Правила пайки полипропиленовой трубы допускают способ раздельного нагрева фитинга и трубы. Этот метод можно использовать, если нет другого способа создать надежное соединение. Например, так припаивают трубы в местах, где доступ ограничен — в пространстве между стенами или для врезки тройника-отвода в существующую систему.
Температура пайки полипропиленовых труб
Как качественно спаять полипропиленовую трубу? Это очень просто, главное – это практический опыт, но на его приобретение потребуется некоторое время. Качественное, герметичное соединение трубы любого диаметра можно получить только при правильном соблюдении не только температуры нагрева, но и времени остывания расплавленного пластика. Если трубу перегреть во время пайки, материал превращается в пористую, хрупкую структуру.
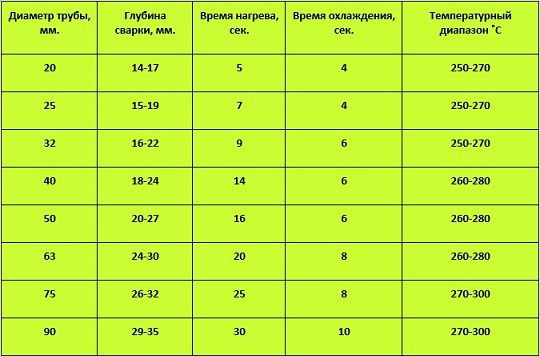
Время пайки полипропиленовой трубы зависит от ее диаметра и от производителя, который дополнил трубу армированным слоем, либо выпустил трубу целиком из полипропилена. Пайка полипропиленовых труб своими руками будет правильной, если увеличить время прогрева, а соответственно и остывания в зависимости от диаметра трубы, руководствуясь данными таблицы.
Таблица 1
| Наружный диаметр труб, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Расстояние до метки, мм | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Время прогрева, с | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Технологическая пауза не более, с | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Время охлаждения, мин | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
Важно не только время нагрева и охлаждения соединения.
Чем больше диаметр труб, тем дольше их нужно нагревать для пайки
Практически всегда в комплекте поставки инструмента для пайки труб ПНД (паяльника) есть небольшая брошюра, в которой кратко описано, как правильно правильно паять полипропиленовые трубы методом термодиффузии.
Как паять полипропиленовую трубу
В первую очередь проверьте трубу на наличие полостей, шероховатостей и вмятин. Если все в порядке, то алгоритм действий будет следующим:
- необходимо узнать при какой температуре паяется полипропиленовая труба выбранного вами диаметра, какая должна быть «технологическая пауза» и время остывания стыков;
- оснастить трубу паяльника насадками необходимого размера. Те, кто умеет правильно паять полипропиленовые трубы, насадку большего диаметра, если их установлено несколько, располагают ближе к ручке паяльника. Это оправдано, если паяльник имеет мечевидную форму, и удобно в случае трубчатого паяльника для труб ПНД;
- установите необходимый уровень температуры на трубном паяльнике с помощью регулятора. Если на приборе нет индикатора температуры, дождитесь, пока паяльник нагреется и индикатор на приборе погаснет;
- обрезать, при необходимости, трубу до нужного размера.
 Те, кто умеет правильно паять полипропиленовые трубы, насадку большего диаметра, если их установлено несколько, располагают ближе к ручке паяльника. Это оправдано, если паяльник имеет мечевидную форму, и удобно в случае трубчатого паяльника для труб ПНД;
Те, кто умеет правильно паять полипропиленовые трубы, насадку большего диаметра, если их установлено несколько, располагают ближе к ручке паяльника. Это оправдано, если паяльник имеет мечевидную форму, и удобно в случае трубчатого паяльника для труб ПНД;
Световой индикатор на корпусе паяльника подскажет, когда паяльник готов к работе
Полезный совет! Температура пайки полипропиленовой трубы достаточно высока, и существует опасность ожога от случайного прикосновения к нагретым элементам. Обязательно используйте защитные перчатки.
Соединение полипропиленовой трубы без пайки
Метод «холодной сварки» – это решение, как соединить полипропиленовую трубу без пайки. Используется специальный тип муфты ПНД и специальный клеевой состав. Не все полипропиленовые трубы подходят для этого метода, соединение без пайки предпочтительно использовать, когда нет возможности работать с паяльным оборудованием. Как паять полипропиленовую трубу, если в помещении запрещено пользоваться электронагревателями? Для решения этой проблемы были созданы так называемые «скользящие» и «компрессионные» фитинги.
Используется специальный тип муфты ПНД и специальный клеевой состав. Не все полипропиленовые трубы подходят для этого метода, соединение без пайки предпочтительно использовать, когда нет возможности работать с паяльным оборудованием. Как паять полипропиленовую трубу, если в помещении запрещено пользоваться электронагревателями? Для решения этой проблемы были созданы так называемые «скользящие» и «компрессионные» фитинги.
Спайка полипропиленовой трубы с фитингом, дополненным резьбовым соединением, позволит подключиться к существующей магистрали из металлических или пластиковых труб. Компрессионный фитинг позволяет создать неразъемное соединение, но требует специального инструмента.
Пайка трубы ПНД своими руками невозможна, если реализовано соединение труб и фитингов с помощью натяжных шайб. Недостаток этого способа в том, что для него потребуется специальный инструмент, да и навык выполнения работы не помешает.
Компрессионный фитинг позволяет надежно соединить полипропиленовые трубы без пайки
Более сложным будет вопрос, как спаять полипропиленовые трубы, случайно поврежденные в процессе эксплуатации, без специального оборудования. Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому вам все равно придется найти паяльник для замены вышедшего из строя участка или фитинга. В качестве экстренной меры можно использовать специальный клей или шпаклевку для полипропиленовых труб.
Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому вам все равно придется найти паяльник для замены вышедшего из строя участка или фитинга. В качестве экстренной меры можно использовать специальный клей или шпаклевку для полипропиленовых труб.
Чтобы новый водопровод не преподнес сюрприз в виде протечки, перед вводом в эксплуатацию его необходимо протестировать. Самый простой способ проверить пайку полипропиленовой трубы в месте соединения с фитингами и переходами – это испытание системы избыточным давлением.
Секреты пайки полипропиленовой трубы без паяльника и с ним – вовсе не привилегия высококвалифицированных мастеров. Знания о том, как правильно паять полипропиленовую трубу с фитингом, как паять трубу из полипропилена и как соединять полиэтиленовые трубы, можно получить из любого источника — даже из Интернета. Посмотрев краткую видеоинструкцию, легко получить представление о том, как правильно паять полипропиленовую трубу любого производителя. Поэтому начинающим мастерам вполне под силу монтаж технически сложных и надежных систем трубопроводов. Но специалистами становятся только те, кто придерживается технологии и правильно выбирает температуру пайки полипропиленовых труб. Используя табличные данные, указывающие, как правильно спаять трубу из полипропилена, можно также более экономно расходовать средства, выделенные на строительство или ремонт коммуникаций.
Поэтому начинающим мастерам вполне под силу монтаж технически сложных и надежных систем трубопроводов. Но специалистами становятся только те, кто придерживается технологии и правильно выбирает температуру пайки полипропиленовых труб. Используя табличные данные, указывающие, как правильно спаять трубу из полипропилена, можно также более экономно расходовать средства, выделенные на строительство или ремонт коммуникаций.
8.2 Руководство по установке – SWEP
Общие рекомендации по монтажу
Никогда не подвергайте блок пульсациям или чрезмерным циклическим изменениям давления или температуры. Также важно, чтобы на теплообменник не передавались вибрации. Если есть риск этого, установите виброгасители. При больших диаметрах соединения рекомендуется использовать в трубопроводе расширительное устройство. Также предлагается использовать, например, резиновую монтажную полосу в качестве буфера между паяным пластинчатым теплообменником и монтажным хомутом.
В однофазных приложениях, например. вода-вода или вода-масло, монтажная ориентация практически не влияет на производительность теплообменника. Однако в двухфазных применениях ориентация теплообменника становится очень важной. В двухфазных системах паяные пластинчатые теплообменники SWEP должны устанавливаться вертикально так, чтобы стрелка на передней пластине была направлена вверх.
Несколько вариантов монтажа паяных пластинчатых теплообменников SWEP показаны на Рисунок 8.8 . Крепежные шпильки (см. Рисунок 8.9 ) в различных версиях и положениях доступны в качестве опции для паяных пластинчатых теплообменников. Эти шпильки приварены к блоку. Для паяных пластинчатых теплообменников меньшего размера также можно установить блок, просто подвесив его к трубам/соединениям.
Соединения в целом
Все соединения припаяны к теплообменнику в общем цикле вакуумной пайки. Этот процесс обеспечивает очень прочное уплотнение между соединением и крышкой.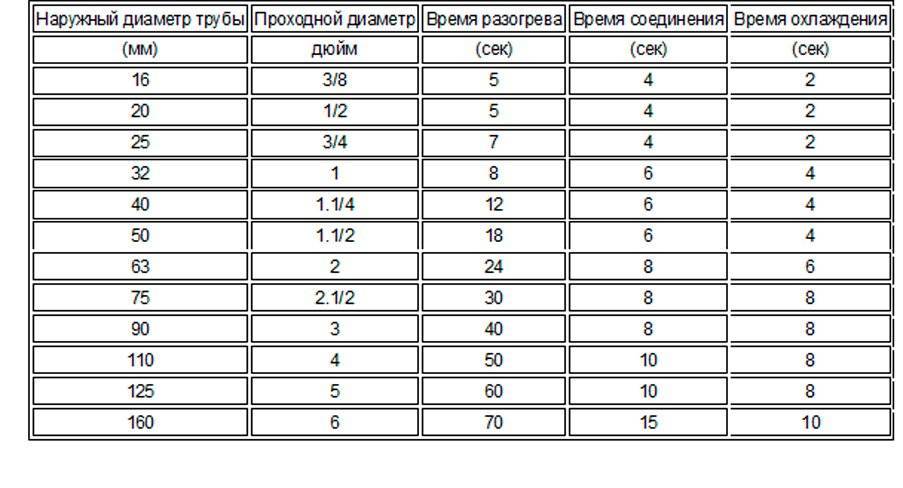 Однако будьте осторожны, чтобы не соединить ответную часть с такой силой, чтобы соединение было повреждено.
Однако будьте осторожны, чтобы не соединить ответную часть с такой силой, чтобы соединение было повреждено.
В зависимости от приложения существует множество различных версий и мест для соединений, например. Фланцы Compac, фланцы SAE, Rotalock, Victaulic, резьбовые соединения и соединения под сварку (см. Рисунок 8.10 ). Важно иметь правильный международный или местный стандарт подключения, потому что они не всегда совместимы.
Некоторые соединения имеют внешнюю пятку (см. рис. 8.12 ) для упрощения проверки давления и герметичности паяного пластинчатого теплообменника в процессе производства.
Некоторые соединения снабжены специальным пластиковым колпачком для защиты резьбы и уплотняющей поверхности (см. Рисунок 8.11 ) соединения, а также для предотвращения попадания грязи и пыли в паяный пластинчатый теплообменник. Этот пластиковый колпачок следует снимать с осторожностью, чтобы не повредить резьбу или любую другую часть соединения. Используйте отвертку, плоскогубцы или нож.
Используйте отвертку, плоскогубцы или нож.
Резьбовые соединения
Резьбовые соединения могут быть с внутренней или наружной резьбой (см. Рисунок 8.12 ), в известных стандартах, таких как ISO-G, NPT и ISO 7/1.
Соединения под пайку
Соединения под пайку (потовые соединения) (см. Рисунок 8.13 ) в принципе предназначены для труб с размерами в миллиметрах или дюймах. Размеры соответствуют внутреннему диаметру соединений. Некоторые паяные соединения SWEP являются универсальными, т.е. подходят как для миллиметровых, так и для дюймовых труб. Они имеют обозначение xxU, например 28U, который подходит как для 1 1/8 дюйма, так и для 28,75 мм.
Все паяные пластинчатые теплообменники спаяны в вакууме либо с наполнителем из чистой меди, либо с наполнителем на основе никеля. При нормальных условиях пайки (без вакуума) температура не должна превышать 800°С. Структура материала может измениться, если температура будет слишком высокой, что приведет к внутренней или внешней утечке в месте соединения. Поэтому рекомендуется, чтобы при пайке использовался серебряный припой, содержащий не менее 45% серебра. Этот тип припоя имеет относительно низкую температуру пайки и высокие свойства смачивания и текучести.
Поэтому рекомендуется, чтобы при пайке использовался серебряный припой, содержащий не менее 45% серебра. Этот тип припоя имеет относительно низкую температуру пайки и высокие свойства смачивания и текучести.
При использовании флюса для пайки для удаления оксидов с поверхности металла это свойство делает флюс потенциально очень агрессивным. Следовательно, очень важно использовать правильное количество флюса для пайки, поскольку слишком большое его количество может привести к сильной коррозии. Нельзя допускать попадания флюса в паяный пластинчатый теплообменник.
Важно обезжирить и отполировать поверхности при пайке. Нанесите хлористый флюс кистью. Вставьте медную трубку в соединение и припаяйте припоем с содержанием серебра не менее 45%. Направьте пламя на трубопровод и припаивайте при макс. 650°С. Избегайте внутреннего окисления, т.е. защищая внутреннюю часть стороны хладагента газообразным азотом (N2).
Сварные соединения
Сварка рекомендуется только для специально разработанных сварных соединений (см. Рисунок 8.14 ). Все сварные соединения SWEP выполнены с фаской 30° в верхней части соединения. Не приваривайте трубы к другим типам соединений. Размер в мм соответствует внешнему диаметру соединения.
Рисунок 8.14 ). Все сварные соединения SWEP выполнены с фаской 30° в верхней части соединения. Не приваривайте трубы к другим типам соединений. Размер в мм соответствует внешнему диаметру соединения.
Во время сварочных работ защитите устройство от чрезмерного нагрева:
а. накладывая на место соединения влажную ткань.
b.сделать фаску на соединительной трубке и соединительных кромках.
Используйте сварку TIG или MIG/MAG. При использовании электросварочных цепей подключайте клемму заземления к соединительной трубке, а не к задней части пакета пластин (см. Рисунок 8.15 ). Внутреннее окисление можно уменьшить, используя небольшой поток азота.
Фильтры
Если какая-либо из сред содержит частицы размером более 1 мм, перед теплообменником необходимо установить фильтр (см. Рисунок 8.16 ) с размером ячеек 16-20 (количество отверстий на дюйм). В противном случае частицы могут заблокировать каналы, что приведет к снижению производительности, повышенному падению давления и риску замерзания. Некоторые сетчатые фильтры можно заказать в качестве аксессуаров для паяных пластинчатых теплообменников.
Некоторые сетчатые фильтры можно заказать в качестве аксессуаров для паяных пластинчатых теплообменников.
Изоляция
Паяная изоляция пластинчатого теплообменника (см. Рисунок 8.17 ) рекомендуется для испарителей, конденсаторов, систем централизованного теплоснабжения и т. д. Для охлаждения используйте экструдированные изоляционные листы, например Armaflex или эквивалент, который также может поставляться компанией SWEP.
Однофазные установки
Обычно контур с более высокой температурой и/или давлением следует подключать с левой стороны теплообменника, когда стрелка указывает вверх. Например, в типичном применении вода-вода две жидкости соединяются в противоточном потоке, то есть вход горячей воды в соединение F1 и ее выход в соединение F3, а вход холодной воды в соединение F4 и ее выход в соединение. F2 (см. Рисунок 8.18 ). Это связано с тем, что правая сторона теплообменника содержит на один канал больше, чем левая сторона, и, таким образом, горячая среда окружена холодной средой для предотвращения потерь тепла.
В однофазных приложениях, например. вода-вода или вода-масло, монтажная ориентация практически не влияет на производительность теплообменника. Это означает, что устройство можно установить горизонтально, на бок или сзади без ущерба для производительности. Однако убедитесь, что воздух не попал внутрь теплообменника, когда он находится на боку.
Испарители; Паяные пластинчатые теплообменники V-образного типа
Во всех случаях применения хладагента очень важно, чтобы каждый канал хладагента был с обеих сторон окружен вторичным каналом для жидкости. Обычно сторона хладагента должна быть подключена к левой стороне, а вторичный контур жидкости к правой стороне паяного пластинчатого теплообменника (см. Рисунок 8.19 ).
Если соединения хладагента и вторичной жидкости переставлены, температура испарения упадет, что приведет к риску замерзания и очень низкой производительности. Паяные пластинчатые теплообменники SWEP, используемые в качестве конденсаторов или испарителей, всегда должны быть снабжены соответствующими соединениями на стороне хладагента.
Паяные пластинчатые теплообменники V-образного типа оснащены специальным распределительным устройством на входе хладагента, т.е. обычно портом F3. Назначение распределительного устройства — равномерно распределить хладагент по каналам.
Жидкий хладагент должен быть подсоединен к нижнему левому соединению (F3), а выпуск газообразного хладагента – к верхнему левому соединению (F1). Вход вторичного жидкостного контура должен быть подсоединен к правому верхнему патрубку (F2), а выход — к правому нижнему патрубку (F4).
В двухфазных установках, таких как испарители, ориентация теплообменника становится очень важной. Для испарителей паяные пластинчатые теплообменники SWEP должны быть установлены вертикально, так, чтобы стрелка на передней пластине была направлена вверх.
Хотя испарители обычно имеют впуск хладагента снизу, можно испаряться вниз. Это означает, что хладагент будет поступать в испаритель через соединение F1, а газ будет выходить из испарителя через соединение F3.
Для испарителей DX противоточный поток является нормальной схемой потока, поскольку он приводит к самому высокому MTD. Для затопленных испарителей прямоточный поток является обычной схемой потока, поскольку для запуска процесса испарения требуется большая разница температур на входе.
В случае очень высокой скорости выпускного отверстия могут потребоваться двойные выпускные соединения. Это уменьшит скорость и перепад давления на выпускном отверстии и, таким образом, повысит производительность испарителей.
В случае параллельно установленных испарителей с одним компрессором важно убедиться, что перепады давления во всасывающих линиях одинаковы. Это делается для того, чтобы свести к минимуму неравномерное распределение и предотвратить плохую производительность.
Для испарителей целесообразно измерять температуру воды внутри теплообменника.