Температура плавления олова для пайки микросхем
Каким припоем паять микросхемы?
Работа с микросхемами является очень деликатной, так как это сложные устройства, в которых имеется множество контактов. Все они выполнены в достаточно маленьких размерах, так что если нужно что-то спаять, то здесь требуется подбирать соответствующие оборудование и расходные материалы, не говоря уже об опыте работы с подобными вещами.
Естественно, что для облегчения работ нужно, чтобы температура припоя была относительно низкой, чтобы температурным воздействием не повредить другие детали, находящиеся рядом. Выбирая, какой припой использовать для пайки микросхем, нужно уделить внимание его качеству.
Даже при высокой стоимости он будет вполне оправдан, так как во время пайки подобного рода используется относительно небольшое количество материала.
Использование припоя при пайке микросхемы
Припой используется как в частной сфере, среди множества радиолюбителей, так и при заводском производстве и в ремонтных мастерских.
Подходящие марки
Существуют различные виды припоев для пайки, но стоит выделить наиболее подходящие для работы с микросхемами, которые можно найти на современном рынке. Одним из наиболее распространенных вариантов является ПОС 61. Он имеет следующий химический состав:
| Химических элемент | Соотношение в составе, % |
| Олово | 61 |
| Свинец | 38,5 |
| Железо | 0,02 |
| Висмут | 0,01 |
| Сурьма | 0,05 |
| Никель | 0,02 |
| Сера | 0,02 |
Технические характеристики материала выглядят следующим образом:
| Температура расплавления, градусы Цельсия | Плотность наплавленного материла, г/см в квадрате | Теплопроводность | Сопротивление разрыву | Удлинение, % | Вязкость ударная, кгс/см в квадрате |
| 189 | 8,5 | 0,12 | 4,3 | 46 | 3,9 |
Также может использоваться аналог из той же серии ПОС 30.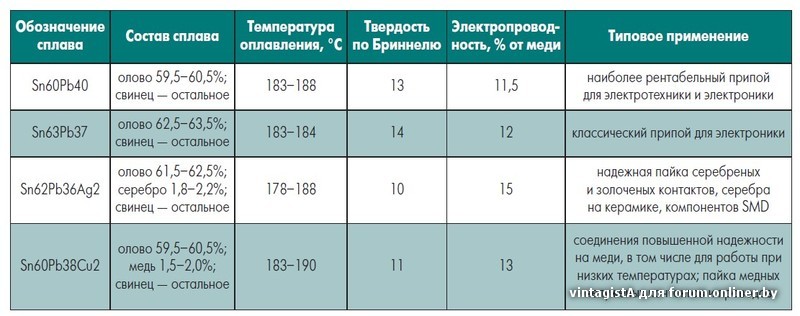 Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
Технические характеристики данной марки выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | градусы Цельсия | 183 |
| Плотность наплавленного материала | кг/ метр кубический | 10,1 |
| Удлинение относительное | % | 58 |
| Сопротивление механическое на разрыв | Мпа | 32 |
| Интервал кристаллизации | градусы | 73 |
Критерии выбора
Помимо этого существуют и другие марки, так что у людей часто возникает вопрос, какой припой выбрать для микросхем, исходя из параметров. В первую очередь нужно обращать внимание на проводимость состава.
Если у него большое сопротивление, то для сложных схем он может не подойти.
Для обыкновенной домашней пайки критерии не столь существенны, но если предстоит серьезная работа, то лучше обращать внимание на серебряные припои, а не на оловянно-свинцовые, хотя они и дешевле.
Серебряные припои
Одним из важных параметров является температура плавания. Тут не нужна высокая крепость и сама температура на схеме не будет подыматься не выше сотни градусов. При низкой температуре плавления припой лучше расплавляется и схватывается на поверхности. Также проще обирать остатки, которые могут налипнуть при неаккуратном обращении.
Лучше если материал будет выполнен в виде прутка или проволоки, так как это более удобно в практическом применении. Ведь нужно отмерять относительно небольшие порции, поэтому, необходимо иметь возможность взять паяльником минимальное количество материала.
«Важно!
Всегда нужно иметь запас флюса для того припоя, который будет использоваться.»
Особенности пайки
Выбирая, какой припой лучше выбрать для пайки SMD стоит учитывать, что сам процесс спаивания имеет некоторые отличия. Во-первых, для работы нужно подобрать тонкий паяльник, у которого было острое плоское жало. Его мощность не должна слишком превышать температуру плавления расходного материала. Нужно обильно использовать флюс, чтобы улучшить скорость и надежность соединения.
Во-первых, для работы нужно подобрать тонкий паяльник, у которого было острое плоское жало. Его мощность не должна слишком превышать температуру плавления расходного материала. Нужно обильно использовать флюс, чтобы улучшить скорость и надежность соединения.
Источник: http://svarkaipayka.ru/material/pripoj-dlya-payki/kakim-pripoem-payat-mikroskhemy.html
Припой ПОС 40
Припой ПОС 40 относится к категории сплавов, который позволяет получить надёжное соединение деталей из металла при пайке. Он обладает определёнными достоинствами, которые позволяют применять его не только в промышленности, но и в бытовых условиях.
Припой ПОС 40
Припой оловянно-свинцовый ПОС 40
Он относится к категории так называемых легкоплавких присадочных материалов. Его легкосплавность определяется относительно невысокой температурой плавления, которую можно обеспечить простым бытовым паяльником. С одной стороны это является достоинством, с другой стороны недостатком, так как полученные соединения невозможно использовать в условиях воздействия высоких температур.
Его легкосплавность определяется относительно невысокой температурой плавления, которую можно обеспечить простым бытовым паяльником. С одной стороны это является достоинством, с другой стороны недостатком, так как полученные соединения невозможно использовать в условиях воздействия высоких температур.
Основными достоинствами ПОС 40 являются:
- доступная температура плавления;
- высокая текучесть;
- хорошая смачиваемость деталей;
- простота применения;
- создание надёжного соединения;
- отсутствие вредных примесей;
- высокая стойкость к коррозии;
- широкий сортамент выпускаемых видов припоя.
Припой ПОС 40 в виде прутка
Под смачиваемостью понимают полученную при нагреве прочность связи между частицами припоя. Чем ниже эта прочность тем выше возможность отдельных частиц проникать в самые труднодоступные места поверхности деталей, подверженных спайке.
Химический состав припоя ПОС 40
Основным отличием ПОС 40 от близких по классу припоев является то, что в его составе практически отсутствует сурьма.
На остальную часть менее 2% приходятся различные незначительные примеси (никель, железо, цинк и так далее). Как уже отмечалось – достоинством этого припоя является отсутствие таких соединений как висмут и мышьяк, которые являются токсичными. Это позволяет применять ПОС 40 в обычных условиях.
Такой химический состав придаёт сплаву следующие химические и механические свойства.
Температура плавления припоя ПОС 40
Припой ПОС 40 обладает характерными температурными показателями:
- температура начала плавления составляет 183 °С;
- температурного полного расплавления равняется 238 °С;
- температурный интервал кристаллизации — 52 °С. Эти показатели позволяют отнести этот сплав к так называемым легкосплавляемым.
Физико — механические свойства припоя ПОС 40
Большую роль в качестве пайки играют физические и механические свойства.
- плотность сплава – 9,28 г/см2;
- удельное электрическое сопротивление – 0,171 МОм×м;
- удельная теплопроводность – 44 ВТ/м×К;
- относительное удлинение – 32 МПа;
- ударная вязкость – 400 кДж/м2.
Свойства припоя ПОС 40 и других припоев
К механическим свойствам, определяющим преимущества припоя, следует отнести:
- предел кратковременной прочности пр растяжении – 3,2 кг/мм2;
- предел текучести для достаточной деформации ;
- временное сопротивление на разрыв – 380 кг×с/см2;
- твёрдость по Бринеллю – 12 НВ;
- удлинение при разрыве до 25%;
Область применения
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.


Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность.
С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой).
Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости.
Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки.
Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение.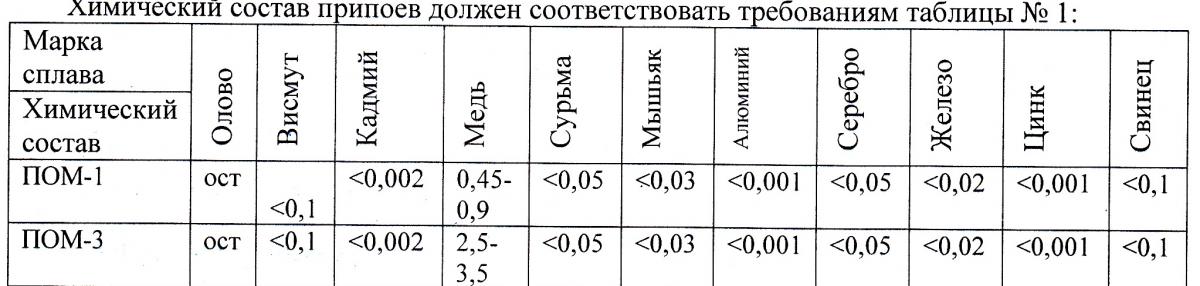 Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя.
То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения.
Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Данная присадка может применяться практически со всеми аппаратами, применяемыми для паяния. Это могут паяльники, паяльные станции, газовые горелки.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные.
Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии.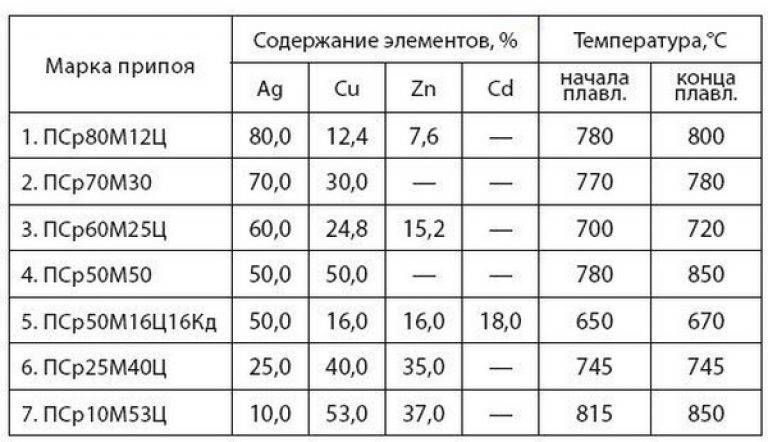
Яркими представителями этого класса является хорошо известные воск и канифоль.
Припой ПОС 40 ГОСТ21931-76
Технические характеристики присадки ПОС 40 определяются, принятым ГОСТ 21931-76. В соответствии с этим стандартом допускается его применение как в промышленных масштабах, условиях мелких мастерских, и в бытовых условиях. Для этого предлагается следующий сортамент:
- Проволока
- Пруток.
- Лента.
- Фольга.
- Литые заготовки в виде небольших чушек.
- Коротких трубок диаметром до 5 мм.
- Паста.
- Жидкий флюс.
Две последние разновидности встречаются достаточно редко и не получили широкого распространения.
Припой ПОС 40 в виде лентыЧушка из припоя ПОС 40
Проволока выпускается толщиной от 0,5 мм, 0,6мм и в интервале от 0,8 мм до 1,2 мм с шагом в 0,2 мм. Начиная с 2 мм, шаг увеличивается до 0,5 мм, а после 5 мм до 1 мм.
Проволока, брусок, трубка могут выпускаться с содержанием внутри канифоли или специального флюса. Такие добавки значительно облегчают процесс пайки, повышают её качество и надёжность.
Такие добавки значительно облегчают процесс пайки, повышают её качество и надёжность.
Скачать ГОСТ 21931-76
Прутки изготавливаются длиной 40 см. Проволока наматывается на катушки с общим весом около 1 кг.
Маркировка этой присадки расшифровывается следующим образом. Первые три заглавные буквы, образующие аббревиатуру ПОС, обозначают, что данный сплав относится к категории Припоев Оловянно-Свинцовых. Двузначное число 40 показывает количество олова в составе сплава. Оно составляет 40%.
Аналог Sn60Pb40E
Зарубежными аналогами ПОС 40 считаются следующие марки припоев: Sn60Pb40E или Alloy 60/40.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/spravochnik/svarka/pripoj-pos40.html
Олово для пайки
Думаю, все знают, что для пайки микросхем, радиодеталей и иных частей, в виде припоя берут олово. Важным моментом, при выборе припоя, является обязательное условие: температура плавления соединяемых деталей (точнее металла данных деталей) должна быть на порядок выше той же температуры, для припоя.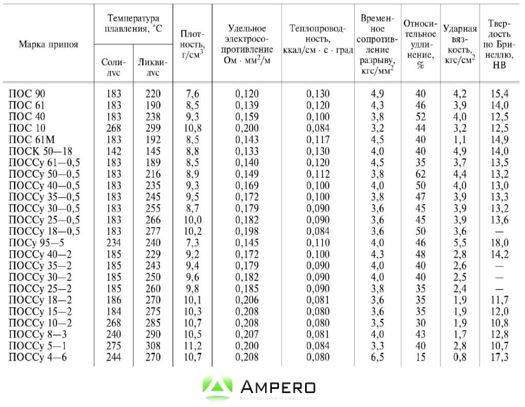
Проще говоря, вовремя пайки, расплавляться должен только припой, а ни как не припаиваемая деталь. Олово для этих нужд, подходит как нельзя кстати. Но очищенное олово, в роли припоя, практически не применяют, ввиду его чрезмерной стоимости. Чаще применяют сплавы, в основе которых, олово.
Типы припоев
Если брать, в общем, то выделяют два вида веществ, с помощью них можно осуществить качественную пайку: мягкие и твёрдые. Твёрдые нам не интересны, так как туда не входит олово, и они применяются для термоустойчивых деталей, поэтому температура плавления вышеупомянутого вещества, в разы выше, чем у мягкого.
Олово для пайки помещают в мягкие припои. Зачастую кроме олова, в припой входит свинец для снижения его стоимости. Такие соединения называются ПОС. (припой олово-свинец) и маркируются процентным вхождением олова, то есть в ПОС-70 содержится семьдесят % олова.
В редких случаях в состав припоя, помимо олова, могут входить сурьма, кадмий или цинк, все зависит от соединяемых элементов. Различные составы припоя влияют на прочность соединений и степень коррозии.
Советы по пайке
Озвучу несколько рекомендаций, которые смогут существенно помочь начинающим радиолюбителям:
- Олово для пайки, желательно, выбирать с наименьшим содержанием свинца.
- Окончание паяльника должно быть чистым от нагара и прочих загрязнителей. Что бы очистить его, можно использовать напильник, либо шкурку для шлифовки (наждачку). Чистое «жало» необходимо залудить канифолью.
- Нельзя долго держать паяльник в месте припоя, так как спаиваемые детали могут повредиться от высокой температуры. Что бы снизить влияние температуры на саму деталь, можно придерживать его вывод пинцетом, он послужит в роли теплоотвода.
- Все изделия, перед пайкой стоит очистить, а контакты соприкосновения еще и залудить, что даст отличное сцепление и возможность получить оловянный припой прочный и качественный.
Источник: https://olovok.com/olovo-dlya-payki/
Наиболее популярные модели припоев для пайки микросхем
Различных моделей припоев от разнообразных производителей, основное назначения которых заключается в работе с контактами микросхемы, очень много. Можно отдельно выделить пару отечественных моделей популярных в нашем государстве. Одной их таких является припой для микросхем ПОС 61. Его химический состав очень разнообразен и выглядит следующим образом (значения указаны в процентном соотношении):
- Sn – 61;
- Pb – 38.5;
- Fe – 0.02;
- Bi – 0.01;
- Sb – 0.05;
- Ni – 0.02;
- S – 0.02.
Такой набор элементов в химическом составе расходного присадочного материала позволяет ему обрести следующие физически свойства и механические характеристики:
- вещество начинает подвергаться процессу плавления при достижении температурной отметки равной 189 градусов по Цельсию;
- плотность наплавленного припоя на один квадратный сантиметр равна примерно восьми с половиной граммам;
- материал способен удлинятся относительно самого себя примерно на 45-47%;
- ударная вязкость материала равна 3,9 килограмм на один квадратный сантиметр площади наплавленного вещества.

В качестве альтернативы вышеописанному припою можно использовать модель ПОС 30. По общему уровню качества он достаточно сильно уступает предыдущей модели, однако низкая температура плавления позволяет создать комфортные условия для пайки микросхем. Его химический состав состоит всего лишь из двух компонентов (значения в процентном соотношении):
Этот несложный состав обеспечивает припою следующие технические характеристики:
- вещество начинает подвергаться плавлению при достижении температурной отметки в 183 градуса по Цельсию;
- плотность наплавленного припоя на один кубический метр равняется десяти килограммам;
- припой способен удлиняться относительно самого себя почти на шестьдесят процентов.
Как выбирать?
Естественно, что не следует ограничиваться двумя вышеописанными моделями. Для каждого конкретного случая может понадобиться использование присадочного материала определенного химического состава для обеспечения нужных физических свойств и механических характеристик. Следует выбирать ту или иную модель припоя исходя из необходимых вам свойств.
Следует выбирать ту или иную модель припоя исходя из необходимых вам свойств.
В первую очередь нужно обращать внимание на значение проводимости электрического тока. Если сопротивление, которым он обладает, достаточно низкое, то его использование в пайке сложных микросхем будет невозможно.
Конечно же, для небольших паяльных работ, выполняемых в домашних условиях, можно использовать самый простой и недорогой вариант.
Но если предстоит выполнять масштабные работы, то лучше всего купить припой, в основе химического состава которого лежит серебро.
Также очень важной характеристикой является значение температуры, при достижении которой вещество начинает подвергаться плавлению. Так как рабочая деятельность практически любой микросхемы редко когда происходит при температурах превышающих сотню градусов по Цельсию, то и использовать лучше расходный материал с низкой отметкой плавления.
Стоит уделять внимание форме материала. Лучше всего если он будет реализован в форме трубки или стержня, так как такие формы способны обеспечить максимальный комфорт при работе. С их помощью очень легко взять паяльником минимально требуемое количество вещества.
Лучше всего если он будет реализован в форме трубки или стержня, так как такие формы способны обеспечить максимальный комфорт при работе. С их помощью очень легко взять паяльником минимально требуемое количество вещества.
Особенности проведения паяльных работ с микросхемами
При покупке той или иной модели припоя стоит учитывать, что пайка микросхем имеет некоторые различия относительно работ с изделиями более большого размера.
Для работы маленькими контактами нужно использовать небольшой паяльник с острым жалом плоской формы. Рабочая мощность ни в коем случае не должна превышать температурную отметку плавления расходного материала.
Для улучшения качества итогового результата работы в обязательном порядке нужно использовать флюс в большом количестве.
Самое главное отличие паяния микросхем от работ с другими изделиями является то, что любая микросхема нуждается в очистке излишков расходного материала после выполнения работ.
Это следует выполнять для того, чтобы во время работы микросхемы исключить шанс возникновения возможного короткого замыкания.
Этот процесс выполняется с помощью медной оплетки, это также одна из особенностей, которая требует проведения работ при невысоких температурах.
Источник: http://svarkagid.com/kakim-pripoem-pajat-mikroshemy-3/
Температура плавления припоя и технические характеристики
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
 Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.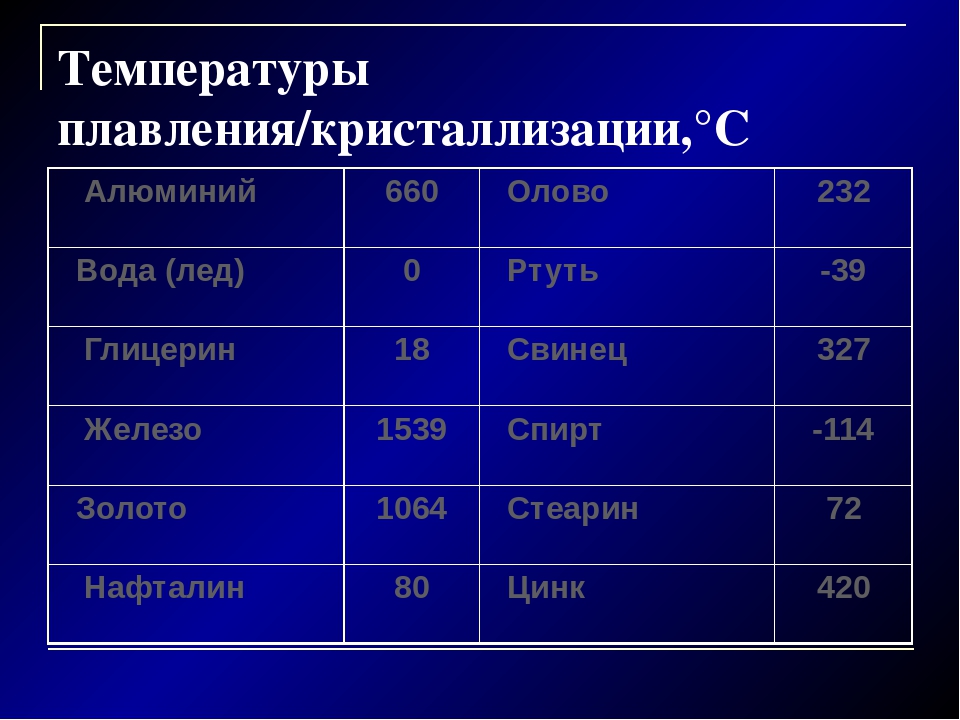
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
 youtube.com/embed/dox5gYHCCFE”/>
youtube.com/embed/dox5gYHCCFE”/>
Сейчас в производстве электроники массово применяются припои без свинца.
Температура плавления олова для пайки феном
Припо́й — материал [1] , применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля, серебра и другие.
Существуют неметаллические припои [2] .
Срок службы паяного соединения зависит от правильности технологии пайки и параметров окружающей среды в эксплуатации.
Содержание
Описание [ править | править код ]
Припои выпускаются в виде гранул, прутков, проволоки, порошка, фольги, паст и закладных деталей.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке мест соединения припой нагревают свыше температуры его плавления. Так как припой имеет температуру плавления ниже, чем температура плавления соединяемого металла (или металлов), из которых изготовлены соединяемые детали, то он плавится, в то время как металл деталей остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
При пайке мест соединения припой нагревают свыше температуры его плавления. Так как припой имеет температуру плавления ниже, чем температура плавления соединяемого металла (или металлов), из которых изготовлены соединяемые детали, то он плавится, в то время как металл деталей остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов (например, по температуре плавления), требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
Жидкотекучесть низкотемпературных припоев даёт возможность паять изделия сложной формы.
Классификация припоев [ править | править код ]
| Вид припоев | Температура плавления Tпл., °C | Предел прочности при растяжении, МПа | Сплавы |
|---|---|---|---|
| Мягкие | До 300 | 16—100 | оловянно-свинцовые, оловянно-свинцово-кадмиевые, оловянно-цинковые, сурьмянистые, бессвинцовые (Sn+Cu+Ag+Bi+др.) |
| Твёрдые | Свыше 300 | 100—500 | медно-цинковые, медно-никелевые, медно-фосфористые, серебряные |
Припои принято делить на две группы:
К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — свыше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
К мягким припоям относятся оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90 % (ПОС-90), остальное — свинец. Электропроводность этих припоев составляет 9—15 % электропроводности чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах плавления ликвидуса:
Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах плавления ликвидуса:
Припои ПОС-61 и ПОС-63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец.
Кроме этих составов в качестве мягких припоев используются также:
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы.
Твёрдые припои [ править | править код ]
Наиболее распространёнными твёрдыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками:
| Припой марка | Состав | Температура плавления, °С | Плотность, г/см 3 |
|---|---|---|---|
| Медно-цинковый ПМЦ-36 | 36 % Сu; 64 % Zn | 825—950 | 7,7 |
| Медно-цинковый ПМЦ-54 | 54 % Cu; 46 % Zn | 860—970 | 8,3 |
| Серебряный ПСр-15 | 15 % Ag; остальное Сu и Zn | 635—810 | 8,3 |
| Серебряный ПСр-45 | 45 % Ag; остальное Сu и Zn | 665—725 | 9,1 |
| Медно-титановый ПМТ-45 | 49—52 % Сu; 1—3 % Fе; 0,7—0,1 % Si; 45—49,3 % Ti | 955 | 6,02 |
Температуры плавления припоев марок ПСр и ПМЦ:
ПСр-10 — 830 °С.
ПСр-12 — 785 °С.
ПСр-25 — 765 °С.
ПСр-45 — 720 °С.
ПСр-65 — 740 °С.
ПСр-70 — 780 °С.
ПМЦ-36 — 825 °С.
ПМЦ-42 — 833 °С.
ПМЦ-51 — 870 °С
Широко применяются медно-фосфористые припои. К медно-фосфористым припоям относятся сплавы меди, олова с добавками фосфора. Такие припои применяются при пайке меди, медных сплавов, серебра, чугуна, твердых сплавов.
Температуры плавления медно-фосфористых припоев:
П81 — 660 °С
П14 — 680 °С
МФ7 — 820 °С
П47 — 810 °С
Серебряные припои [ править | править код ]
Серебряные припои имеют температуру плавления от 183 до 1133 °С и представляют собой сплавы серебро-свинец-олово; серебро-свинец; серебро-медь; серебро-медь-цинк; серебро-медь-цинк-кадмий; и т. д.
Серебряные припои имеют достаточно широкую область применения:
- лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз;
- пайка железоникелевых сплавов с посеребренными деталями из стали;
- пайка стали с медью, никелем, медными и медно-никелевыми сплавами;
- пайка меди с никелированным вольфрамом;
- пайка титана и титановых сплавов с нержавеющей сталью;
- пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями;
- пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз;
- пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей;
- пайка меди и никеля со стеклоэмалью и керамикой;
- пайка и лужение ювелирных изделий;
- пайка меди с бронзой, меди с медью, бронзы с бронзой;
- пайка меди, медных сплавов и сталей по свежеосаждённому медному гальваническому покрытию толщиной не менее 10 мкм;
- пайка и лужение цветных металлов и сталей;
- пайка и лужение серебряных деталей.

Бессвинцовые припои [ править | править код ]
В связи с повышением внимания общества к вопросам экологии теперь при выборе припоев более серьёзно учитывают токсичность его компонентов. В электротехнике и электронике (особенно в бытовой) всё чаще используют бессвинцовые припои.
Уход от свинцовосодержащих припоев также обусловлен негативным влиянием свинца на прочность соединения с контактами, покрытыми золотом. [4]
Паяльные пасты [ править | править код ]
Развитие автоматизированной технологии для изготовления электронных плат обусловило появление нового типа припоев: так называемых паяльных паст, пригодных как для обычной, так и трафаретной пайки элементов электронных схем. Паяльные пасты представляют собою дисперсную смесь, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя, иногда твёрдых компонентов флюса, а диспергирующей средой являются жидкие компоненты флюса и летучие органические растворители.
Прочие [ править | править код ]
Не относящиеся к собственно припоям особые виды металлических сплавов применяются в электровакуумной технике для электрических вводов, вплавляемых в стекло и работающих при сравнительно низких температурах, когда использование здесь тугоплавких, но относительно дорогих металлов (вольфрам, молибден, платина) не требуется. Для этих материалов особую важность имеет температурный коэффициент линейного расширения ( α l <displaystyle alpha _> ), который для получения вакуум-плотного ввода должен как можно точнее согласовываться с α l <displaystyle alpha _> стекла. Например, ковар (марка сплава 29НК), применяемый для изготовления электрических выводов через стеклянные колбы различных газонаполненных и электровакуумных электронных приборов и осветительных ламп имеет примерный состав: Ni — 29 %, Со — 18 %, Fе — остальное; его удельное сопротивление около 0,49 мкОм·м, а α l <displaystyle alpha _> около 4…5·10 −6 К −1 .
Для этих материалов особую важность имеет температурный коэффициент линейного расширения ( α l <displaystyle alpha _> ), который для получения вакуум-плотного ввода должен как можно точнее согласовываться с α l <displaystyle alpha _> стекла. Например, ковар (марка сплава 29НК), применяемый для изготовления электрических выводов через стеклянные колбы различных газонаполненных и электровакуумных электронных приборов и осветительных ламп имеет примерный состав: Ni — 29 %, Со — 18 %, Fе — остальное; его удельное сопротивление около 0,49 мкОм·м, а α l <displaystyle alpha _> около 4…5·10 −6 К −1 .
Какая правильная температура жала для пайки припоем 4% серебра и 96% олова (221 градус температура плавления) и почему самая качественная пайка у меня получается при 300 градусах на жале? У Симулкина есть рассуждения на эту тему, что правильная кристаллизация произошла, если пайка “блестит”. Так вот у меня она блестит при 300 на жале, а при 220-230 даже плавится с трудом, какое уж тут качество. А долго греть нельзя.
А долго греть нельзя.
Температуру с точностью до десятых меряю мультиметром с режимом измерения температуры (USA) прямо в месте пайки на жале внешним датчиком.
В чем я не прав?
Нужно различать температуру плавления (начальную и конечную) припоя и оптимальную темературу пайки, которая принимается на 40-80°С выше, чем конечная температура плавления.
Major Pro,
Правильная температура жала для пайки припоем 4% серебра и 96% олова – 270°-310°.
Alexandr Kovalyov,
Поскольку температура плавления свинца выше температуры плавления олова, правильнее говорить, что добавление свинца (как и серебра) в ПОС повышает температуру плавления припоя.
Алексей Ковалев,
ПСр-3 имеет в составе 3% серебра, 97% свинца и температуру плавления 296°. Т.е. на жале должно быть 340-380. Кроме того, с аудиофильской точки зрения применение этого припоя (как и остальных ПСр, в которых основная масса олова заменена свинцом) бессмысленно. Ведь, по поверью, именно свинец “портит” звук.
Насколько Sn96Ag4 “улучшает” звук по сравнению с ПОС-61, например, который “обладает повышенной чистотой и предназначен для пайки электромонтажа в узлах ответственного назначения” науке неизвестно. Хотя слово “серебро” безусловно звучит приятнее, чем “свинец” (гадость какая).
Насколько я знаю, есть какая-то экологическая программа по отказу от применения свинца, в частности, в припоях. Stannol в этом деле бежит впереди всех и очень этим гордится. К 2006 году, если я ничего не путаю, свинца в припоях не должно быть вообще. Только и всего.
Меня интересует такой вопрос.
Какая правильная температура для прогрева, перекатки микросхем?
Для себя определился с величиной в 320°С. Опыт пока ничтожный, поэтому не знаю, правильная это температура или нет – пока работаю на этой. Но вот столкнулся с тем, что пришлось перекатывать UEM. Так вот, после моей перекатки она перестала работать. Факторов, конечно, много, почему она отказала, но я не исключаю и тот, что мог ее перегреть. Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP).
Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP).
Подскажите, пожалуйста, какие правильные температуры необходимо выбирать при пайке разных микросхем с учетом нижнего подогрева (пока такового нет) и без него.
P.S. Разумеется, у всех разные паяльные станции. Наверняка они все по разному настроены, но пусть это будет та температура, которая на дисплее станции.
кто-то когда-то правильно сказал, что в наших бюджетных паялках температура измеряется в попугаях. По-хорошему, нужно брать и калибровать свою станцию с помощью приборов для измерения температуры.
+1 у меня фен показывает 460 но я руку спокойно держу над ним=))) я паяю примерно 380 градусов. но температуру меняю в зависимости от телефона и места прогрева=)))
Вопрос из разряда “Сколько ложек соли нужно на кастрюлю супа?” И не понятно каких ложек, какая кастрюля, какой суп.
Температура плавления олова 232С – это для современного безсвинцового монтажа. Свинцово-оловянный меньше. Берите доноров и экспериментируйте.
Свинцово-оловянный меньше. Берите доноров и экспериментируйте.
Вопрос из разряда “Сколько ложек соли нужно на кастрюлю супа?” И не понятно каких ложек, какая кастрюля, какой суп.
Температура плавления олова 232С – это для современного безсвинцового монтажа. Свинцово-оловянный меньше. Берите доноров и экспериментируйте.
Чуть добавлю:
Учитывайте коэффициент теплопередачи платы и окружающего воздуха.
Плюс нужно учитывать небольшое увеличение температуры оплавления припоя, если он окислен (аппараты после воды).
Итого теоретически-опытным путем для себя выявлено:
Бессвинцовка 290-300 (некорозийный) без подогрева
270-280 (некорозийный) с подогревом 280
300-320 (корозийный) с подогревом
Свинцовка 270-280 (некорозийный) без подогрева
260 (некорозийный) с подогревом
Идеальные условия:температура в помещении 18-20 градусов
отсутствие сквозняка
работа феном без сопла на максимуме обдува (с уменьшением диаметра сопла – рабочая температура поднимается)
температура мерилась на расстоянии 1 см от “выхода” фена. Градусы реальные (не попугаи)
Градусы реальные (не попугаи)
Вроде все.
ИМХО
Чуть добавлю:
Учитывайте коэффициент теплопередачи платы и окружающего воздуха.
Плюс нужно учитывать небольшое увеличение температуры оплавления припоя, если он окислен (аппараты после воды).
Итого теоретически-опытным путем для себя выявлено:
Бессвинцовка 290-300 (некорозийный) без подогрева
270-280 (некорозийный) с подогревом 280
300-320 (корозийный) с подогревом
Свинцовка 270-280 (некорозийный) без подогрева
260 (некорозийный) с подогревом
Идеальные условия:температура в помещении 18-20 градусов
отсутствие сквозняка
работа феном без сопла на максимуме обдува (с уменьшением диаметра сопла – рабочая температура поднимается)
температура мерилась на расстоянии 1 см от “выхода” фена. Градусы реальные (не попугаи)
Вроде все.
ИМХО
Со всем практически согласен, кроме выделенного. можно и сдуть мелкие детали рядом с BGA.Стараюсь наоборот силу обдува ставить как можно меньше, особенно актуально на самцах: чтобы шары не полезли из под компаунда на соседних ИМС.
Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP).
Поправь меня ,мил человек если я ошибаюсь. Ты что, решил руку набить на клиентских телах?
Температура плавления припоев есть в нете в свободном доступе.
Шикарные заголовки выдает гугл. 🙂
Лучше уж знающего человека спросить, чем полагаться на статью какого-нибудь фрилансера-копипастера.
Я тренировался на семенах
Проращивал под феном что ли?)))
Температуру жала паяльника часто определяют губами, только иногда в спешке могут быть казусы. Видел я таких уже с ошпаренными губами 🙂
А вообще, каждая станция, производства полуподвальных мануфактур Китая настраивается под себя временем. На своей 702-й определил 335 максимум для нокий и меньше для для остальных.
для нокии 350-380°С можно греть.
Скорее это уже называется ЖАРИТЬ!
а когда перекатываешь микрухи использывай не большую температури 200-250°С
Да, нащальникэ. использывай.
использывай.
понаберут по объявлению без медкомиссии.
Надо не станцию калибровать, а себя под конкретную станцию (полчаса на паре плат – свинцовка/безсвинцовка). У меня на паялках маркером рабочие температуры написаны.
а можна наоборот: не себя под станцию, а станцию под себя, как правило в любой станции есть калибровочный резистор Т.Е. с какими привык работать, попугаями такие и (рисуеш) настраиваешь себе, можно по тестору, но он же тоже китайский :)), а лучше всего, я так думаю, измерить темпиратуру ртутным термометром, но к сожалению мне с таким номиналом не попадался.
Р.S. сам жe, опытным путем подстраиваюсь, критэрий – считаю что припой должен плавится не раньшее 60 сек
Меня интересует такой вопрос.
Какая правильная температура для прогрева, перекатки микросхем?
Для себя определился с величиной в 320°С. Опыт пока ничтожный, поэтому не знаю, правильная это температура или нет – пока работаю на этой.
А вопрос, который Вы задаете – он бесполезен. Термопрофили можно найти в datasheet-e, сколько у кого на конкретной станции – вам от этого проку никакого не будет. Там в пределах от 300 до 480 бывает варьируется на разных китайских станциях. Могу только ещё посоветовать всегда начинать прогревать с низкой температуры, а потом постепенно добавлять. Например, вы определелились, что где-то при 320 у Вас на плате нокии с большой площадью и количеством элементов начинает плавиться припой. Но вот пришла плата которая отличается площадью и количеством элементов. Выставляйте градусов на 15-20 меньше, грейте где-нибудь с минуту, старясь прогреть плату, а потом направив фен на микросхему локально грейте добавляя по 5 градусов и каждый раз проверяя и начал ли плавиться припой.
Термопрофили можно найти в datasheet-e, сколько у кого на конкретной станции – вам от этого проку никакого не будет. Там в пределах от 300 до 480 бывает варьируется на разных китайских станциях. Могу только ещё посоветовать всегда начинать прогревать с низкой температуры, а потом постепенно добавлять. Например, вы определелились, что где-то при 320 у Вас на плате нокии с большой площадью и количеством элементов начинает плавиться припой. Но вот пришла плата которая отличается площадью и количеством элементов. Выставляйте градусов на 15-20 меньше, грейте где-нибудь с минуту, старясь прогреть плату, а потом направив фен на микросхему локально грейте добавляя по 5 градусов и каждый раз проверяя и начал ли плавиться припой.
При какой температуре плавится олово для пайки
Особенности припоя для пайки
Со школьной скамьи всем известно, что олово с химическим символом «Sn», используют для пайки микросхем и других радиодеталей. Основное требование для этого сплава — невысокая температура плавления.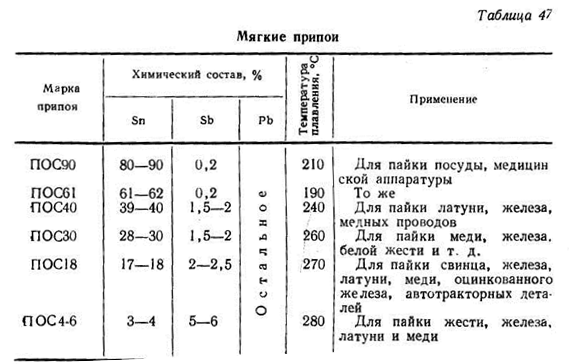 Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами.
Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами.
Характеристики
Олово незаменимо при производстве электронных устройств. Благодаря своим свойствам оно используется для сварки компонентов в радиотехники. Сплав под названием Eutectica, состоит из свинца (Pb), серебра (Ag), меди (Cu) и никеля (Ni). Благодаря этим присадкам олово плавится при разных температурах в зависимости от процентного содержания, каждого из них.
Олово мягкое и податливое, но очень устойчиво к коррозии и не образует ржавчину, имеет очень хорошую электропроводность и относительно низкую температуру плавления. Все эти характеристики делают его незаменимым для создания электронных устройств.
Процесс пайки протекает в мягкой сварке, которая состоит из объединения двух базовых элементов посредством вклада в основу третьего элемента с более низкой температурой плавления. Например, припаивая медную прокладку монтажной платы к ножке конденсатора, используют расплавленное олова, которое плавится при гораздо более низкой температуре, чем базовые элементы. В процессе нагрева, жидкое олово благодаря своим капиллярным свойствам притягивается к базовым компонентам, а затем охлаждается в режиме мягкой пайки.
Например, припаивая медную прокладку монтажной платы к ножке конденсатора, используют расплавленное олова, которое плавится при гораздо более низкой температуре, чем базовые элементы. В процессе нагрева, жидкое олово благодаря своим капиллярным свойствам притягивается к базовым компонентам, а затем охлаждается в режиме мягкой пайки.
Виды припоев и флюсов
В нашей стране большое распространение получила марка припоя ПОС — сплав олова Pb и свинца Sn. В зависимости от вида в него может быть добавлены кадмий, никель, медь, и другие металлы. В основном ПОС изготавливает в форме прутков, проволоки, шариков и пасты. Химсостав его строго регламентирован ГОСТ 21930-76. В России широко применяют такие виды припоя: ПОС18, ПОС30, ПОС50, ПОС90, которые относятся к мягким сплавам с Т плавления до 300 градусов.
ПОС-18
Припой регламентируется государственными стандартами, кроме Pb (0.8 %) и Sn (17-19 %), он имеет примеси многих металлов. Контролирующие органы строго следят за тем, чтобы производитель ограничивал присутствие ядовитого мышьяка в составе, уменьшающего текучесть жидкого сплава и повышающего хрупкость в условиях знакопеременных нагрузок.
Состав примесей ПОС-18 в процентах:
- Плотность— 10.3гр/см2.
- Показатель удельного сопротивления— 0. 200 мкОм•см.
- Показатель твердости поБриннелю— 11 НВ.
- Теплопроводность— 0.37ккал/см*С*град.
- Т при которой припой будет расплавляться солидус/ ликвидус— 183/285 С.
- Широкая область сплава в жидком состоянии;
- пониженное содержание примесей, вызывающей хрупкость;
- коррозионная стойкость места пайки, что важно для деталей, находящихся во влажных средах.
- Особый припой, серийно не производится.
- Наличие вредных присадок в составе — Pb.
ПОС-18 относится к универсальным сплавам и является заменителем бессурьмянистых сплавов, его используют:
- Для производства радиоаппаратуры;
- пайке печатных плат малой мощности;
- кузовной ремонт машин в виде лужения;
- соединения узлов из медно-цинковых сплавов;
- ремонт оборудования в системах отопления: котлы, радиаторы и другие нагревательные элементы.
Цена припоя ПОС-18 по состоянию на 01.09.2019 года от 710 руб/кг.
ПОС-30
Припой стандартизируется ГОСТами 21930.76 / 21931.76 и относится к мягким сплавам с Т плавления — 256.0 С. По свойствам он похож на марки с ПОС-40 и 50 и состоит из Pb и Sn в процентном соотношении 30:70, а также других элементов не более 1 %. Он отличается от чистого олова темным цветом и повышенной твердостью сплава.
Состав примесей в процентах:
- Sb — 0.1;
- Cu — 0.05;
- Bi0 — 0.2;
- S, As, Fe — по 0.02;
- Al, Zn — по 0.002.
- Плотность — 9.72 гр/см2.
- Показатель удельного сопротивления — 0. 185 мкОм•см.
- Показатель твердости по Бриннелю — 12 НВ.
- Теплопроводность — 0.37 ккал/см*С*град.
- Т плавления солидус/ликвидус — 183/256 С.
- Высокая текучесть;
- низкая Т плавления;
- низкое сопротивление позволяет работать с мелкими деталями;
- высокая ударная вязкость равная чистому олову;
- высокая область применения, с возможностью замены дорогих материалов, например, для пайки цинка или пластин из латуни;
- возможность использования для ремонта бытовой техники.
Недостаток ПОС-30 — наличие вредных присадок в составе — Pb.
Цена ПОС-30 по состоянию на 01.09.2019 года от 766 руб/кг.
ПОС-50
Его выпускают по требованиям ГОСТ 21931.76, он отличается практическим равным соотношением свинца и олова.
Состав примесей ПОС-50 в процентах:
- Sb — 0.8;
- Cu — 0.1;
- Bi — 0.05;
- As — 0.05;
- S, Fe — по 0.02;
- Ni, Al, Zn — по 0.002.
- Плотность — 8.87 гр/см2.
- Показатель удельного сопротивления — 0. 158 мкОм•см.
- Показатель твердости по Бриннелю — 14 НВ.
- Теплопроводность — 0.48 ккал/см*С*град.
- Т плавления солидус/ ликвидус — 183/209 С.
- Хорошая текучесть;
- хорошая тепло- и электропроводность;
- возможность применения во влажных средах;
- хорошая пластичность шва позволяет применять к изделиям с повышенными требованиями к герметичности, например, в измерительных приборах и маломощных схемах ПК.
- Неэффективный при пайке толстых изделий из-за нестабильности прогрева;
наличие вредных присадок в составе — Pb; - ускоренная кристаллизация расплава, не дает возможность использовать сплав в технологии ручной пайки.
Цена припоя ПОС-50 по состоянию на 01.09.2019 года от 1102.00 руб/кг.
ПОС-90
Припой отличается низкой теплопроводностью и высоким показателем твердости, что объясняется высоким содержанием олова 90, материал серебреного цвета, что дает эстетическую привлекательность полученным соединениям.
Состав примесей ПОС-90 в процентах:
- Sb — 0.1;
- Cu — 0.05;
- Bi — 0.2;
- As — 0.01;
- S, Fe — по 0.02;
- Ni, Al, Zn — по 0.002.
- Плотность — 7.6 гр/см2.
- Показатель удельного сопротивления — 0. 120 мкОм•см.
- Показатель твердости по Бриннелю — 15.4 НВ.
- Теплопроводность — 0.13 ккал/см*С*град.
- Т плавления солидус/ ликвидус — 183/220 С.
- Широкая область применения от бытового, медицинского до промышленного сектора;
- хорошая текучесть;
- высокий уровень смачиваемости в жидком состоянии;
- низкая Т температура плавленияя;
- хорошая электропроводность;
- хорошая герметичность, возможность использования в водной и газовой среде;
хорошая пластичность шва позволяет применять к изделиям с повышенными - требованиями к герметичности, например, в измерительных приборах и маломощных схемах ПК.
Недостатки ПОС-90 — наличие вредных присадок в составе (свинца).
Цена припоя ПОС-90 по состоянию на 01.09.2019 года от 1778.00 руб/кг.
Какая температура плавления
Олово, которое используют в электронике, обычно относится к типу эвтектики, это означает, что это сплав с более низкой температурой плавления для каждого из составляющих его элементов. Так, если имеется 60% оловянный сплав (Т плавления — 232 C) и свинцовый 40% (Т плавления — 327 C), то общая температура плавления сплава будет примерно 183 C .
Наиболее распространенный припой, используемый в станах ЕС для электронных работ — 63/37 SnPb. Он представляет собой эвтектический сплав с температурой плавления — 183 C. Сплав 60Sn имеет рабочий диапазон 183-238. Существует более низкотемпературный сплав Sn43Pb43Bi14, имеющий температуры плавления 144-163.
Состав припоя
Свинец, содержащий в сплаве, постепенно вытесняется в соответствии с новыми директивами ЕС (RoHS и WEEE) и заменяется припоями, состоящими из сплавов олова и сурьмы. Уже сегодня в ЕС многие магазины его не продают. У нас пока все по-другому, вероятно, пройдет много лет, прежде чем свинцовый припой в нашей стране будет заменен навсегда.
Важно! Бессвинцовый сплав имеет более высокую температуру плавления, чем свинцовый и использует более агрессивные флюсы. Это означает, что паяльник должен быть изготовлен для бессвинцовой пайки, чтобы обеспечить правильную температуру около 230 C. Бессвинцовый припой, как правило, примерно на 20-50% дороже, чем свинцовый.
Как правильно выбрать
Выбор припоя зависит от вида работ и назначения готового изделия, а также от того в каких условиях продукт будет эксплуатироваться.
Критерии, на которые нужно обратить внимание перед тем, как выбрать припой для пайки:
- Тип паяльника.
- Размер провода. Диаметры варьируются от сантиметров или миллиметров, размер проволоки зависит от выполняемой работы.
- Флюс очищает область пайки, облегчая протекание припоя и, следовательно, идеальное паяное соединение. Флюс изменяет поверхностное натяжение, так как увеличивает адгезионные свойства в паяном соединении.
- Перед покупкой, нужно знать при какой температуре плавится олово для пайки.
Состав. Дискуссия о том, какой припой использовать на печатных платах свинцовый или бессвинцовый, все еще продолжается. Несмотря на дебаты, вызванные проблемами окружающей среды и здоровья, многие электротехники используют свинцовый.
Обратите внимание! Срок годности и отраслевые рекомендации требуют его использования в течение трех лет с даты изготовления. Срок годности указан на изделии, с ним можно ознакомиться в магазине при покупке. Если использовать просроченную пасту на поверхности припоя может произойти окисление, что сделает соединение неэффективным.
Использование
Специалисты дают полезные советы, которые очень помогают начинающим радиолюбителям, чтобы правильно паять:
- Выбирают припой с минимальным содержанием свинца.
- Необходимо следить за чистотой жала паяльника, оно должно не иметь грязные наплавления.
- Для очистки используют напильник или наждачную бумагу. Жало после очистки залуживают канифолью.
- Не рекомендуется долго удерживать прибор в точке припоя, поскольку соединяемые детали способны получить высокотемпературное повреждение. Для снижения губительного воздействия Т на деталь, ее придерживают пинцетом, который выполнит роль теплоотвода.
- Изделие, перед пайкой очищают, а контакты соприкосновения дополнительно залуживают, чтобы обеспечить отличное сцепление.
Дополнительная информация. При пайке нужно выполнять меры безопасности. Всегда работать в защитных очках, чтобы защитить глаза от летящих капель горячего жидкого припоя. Кончик паяльника по конструкции очень горячий, превышающий 370 C. Нельзя допускать контакта наконечника с кожей, одеждой или другими предметами. При работе нужно использовать специальный держатель для паяльника.
Подводя итоги, можно сказать, что олово для пайки по-прежнему широко используется в отечественной электронной отрасли и быту. Товар широко представлен на российском и зарубежных рынках, в виде свинцового и бессвинцового припоев. В целях защиты окружающей и требований международных организаций потребление первого типа будет неуклонно сокращаться.
Температура плавления припоя. Свойства припоев и подшипниковых материалов
Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м 3 . Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м 3 .
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м 3 . Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см 3 .
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Температура плавления олова и свинца
Олово — один из самых изученных человеком металлов. Оно было открыто еще в доисторические времена. Уже древний человек знал, какова температура плавления олова, физико-химические свойства этого металла и диапазон его применения в повседневной жизни. Сплав олова и меди является первым опытом человека в металлургии, первым искусственным металлическим соединением, созданным руками человека.
Олово в природе
Важнейшие природные соединения – это касситерит, в который входит оксид олова, и станнин (оловянный колчедан). В древности этот металл добывали в открытых шахтах, но в современном мире открытых месторождений олова практически не осталось. В промышленных масштабах его выплавляют из руд, содержащих около 1 % этого вещества. Таким образом, чтобы получить 1 кг чистого олова, нужно переработать центнер руды.
Использование олова
Одно из наиболее известных применений олова – пайка. Невысокая температура плавления позволяет паять в домашних условиях. Для пайки этот металл продается в виде небольших прутков диаметром до 10 мм.
Благодаря физическим характеристикам этот металл можно хранить в нормальных условиях в жидком виде. Низкая температура плавления олова позволяет запаивать металлическую жидкость в стеклянные ампулы для лабораторных или других исследований.
Плавка олова
Олово достаточно легко расплавить в больших количествах и отлить в форму из графита или любого другого материала. Средняя температура плавления олова не превышает 240°C. Основные требования к материалу для форм заключаются в следующем:
- вещество не должно смачиваться жидким оловом;
- материал должен выдерживать температуру в 250°C, не разрушаясь и не меняя своей формы.
Расплавленный металл способен окисляться на открытом воздухе, а твердое вещество довольно устойчиво к кислородной коррозии. Иногда это свойство используется для нанесения металлического слоя на жестяные изделия. Но в отличие от цинкового напыления, оловянное не придает изделию электрохимическую защиту – в случае царапины коррозия быстрее разъест поверхность с оловянным покрытием, а не с цинковым.
Олово для пайки
Температура плавления зависит от количества и состава примесей в прутке. О том, какая температура плавления олова, можно узнать из таблицы наиболее распространенных сплавов.
В электротехнике хорошо зарекомендовали себя трехкомпонентные сплавы на основе свинца, серебра и олова. Процентное соотношение примесей в припое различно: стандарты по добавкам до сих пор не выработаны. Все производители сходятся в одном – содержание олова в сплаве не должно быть меньше 95 %. Температура плавления припоя олова в этой композиции колеблется в диапазоне 217-221° C.
Для улучшения характеристик припоя в него вводят небольшое количество сурьмы. Данная композиция применяется для пайки радиодеталей в наиболее ответственных участках.
Хорошо зарекомендовали себя сплавы с содержанием серебра. Наличие этого благородного металла улучшает технические характеристики готового изделия и повышает срок его эксплуатации. Сплавы с большим содержанием серебра применяются в различных средствах связи и в промышленной технике.
Цинкосодержащие сплавы не слишком хорошо распространены. Причиной такой нелюбви является повышенная химическая активность цинка. Из-за его взаимодействия с окружающей средой цинкосодержащие соединения довольно быстро разрушаются, к тому же при работе с ними необходимо использовать активные флюсы. Припойные пасты с содержанием этой добавки не предназначены для длительного хранения. Температура плавления олова для пайки с содержанием цинка достаточно высока. Например, известное соединение Sn91Zn9 плавится при температуре 200°C.
Олово и свинец
Как и олово, свинец в виде сплавов и добавок используется человеком с незапамятных времен. Этот недорогой и распространенный металл обладает свойствами, повышающими качество припоя и его эксплуатационные характеристики.
Припои, в состав которых входит свинец, называются свинцовосодержащими. Соединения свинца очень вредны для здоровья, поэтому применение соединений этого металла весьма ограничено. В прошлом широкое распространение свинцовых припоев было обусловлено хорошими эксплуатационными характеристиками сплава и его низкой температурой обработки. Температура плавления олова и свинца не превышает 190°C. Несмотря на строгие ограничения, припои со свинцом широко используются в отдельных отраслях промышленности, например в оборонном производстве и в секторе ядерной энергетики.
Использование чистого олова
Полупроводниковая промышленность использует припои с высоким содержанием чистого олова, в котором на один атом стороннего металла припадает 999999 атомов чистого металла. Температура плавления олова в чистом виде 240°С. Но в бытовых условиях такие припои не пользуются спросом: дело в том, что при понижении температуры этот металл преобразует свою структуру, на поверхности изделия появляются серые пятна –так называемая оловянная чума. Добавки различных компонентов изменяют эту температуру и придают оловянным сплавам большую устойчивость.
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация
В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Температура плавления припоя и технические характеристики
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Разновидности припоев и их особенности
Большинство начинающих радиолюбителей, не сталкивавшихся ранее с пайкой, задаются вопросом о том, какие могут быть припои, и чем они отличаются друг от друга.
Припой ПОС является оловянно-свинцовым сплавом. В зависимости от соотношения данных элементов существуют различные маркировки. Самая распространенная – припой ПОС 61.
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
Наиболее распространенными являются:
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Низкотемпературные припои
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Припой ПОС 40 имеет близкие технические характеристики к ПОС 30. В состав также не входит сурьма. Он относится к низкотемпературному классу. Плотности отмеченных сплавов и начало температуры плавления также одинаковы.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм 2 /м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте.
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Температура плавления олова делает этот материал отличным припоем для пайки. Особо широкое распространение получили припои марки ПОС. Они используются и в промышленности, и в частных мастерских, и радиолюбителями.
Множество марок данного припоя позволяет выбрать необходимый сплав, который идеально подойдет для решения практически любой задачи.
Температура плавления припоя
Основные свойства сплава
Популярность припоев из олова и свинца объясняется несколькими обстоятельствами.
Главная особенность сплавов – способность при определенном соотношении компонентов образовывать состав с эвтектическими свойствами. Это межметаллическая система, температура плавления которой меньше, чем ожидаемые значения.
https://www.youtube.com/watch?v=X5qulK9xec0
Можно себе представить радость первооткрывателей, которые обнаружили, что оловянно-свинцовый сплав для превращения в жидкое состояние можно нагревать до меньшей температуры.
Интересно, что эвтектическая смесь может служить растворителем, в котором распределяется при добавлении определенное дополнительное количество какого-либо металла.
Так были разработаны разнообразные марки припоев ПОС. В их технических характеристиках указаны пропорции, значения физических констант.
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.
Важно учитывать то, при какой температуре плавится оловянно – свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Паяльные пасты (тиноль) для пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Марки мягких припоев для пайки паяльником
Припой — это смесь олова, свинца и канифоли. Рынок предлагает припои для каждого металла и его сплавов. Наиболее востребован сплав на базе олова. Температура плавления олова ПОС-60 составляет 232 градуса.
Технические характеристики припоя ПОС-61:
- Металлическое олово — 61%.
- Свинец — 38%.
- Канифоль — 1,0%.
Представляет собой трубочку толщиной 2 миллиметра, наполненную канифолью. Продаётся на вес. Фасуется в рулон. На этикетке крепится инструкция с маркировкой, где указан диаметр трубочки, процентный состав компонентов и вес.
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Расплавление различных материалов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
| Маркировкаприпоя | Температураплавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.
А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в 260 ℃, а условный допустимый диапазон – от 255 до 280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Следует сказать, что данный показатель может существенно различаться в зависимости от конкретного сплава. Так, например, известный сплав Вуда имеет температуру плавления на уровне 70 градусов. Как вы можете понять, такой припой не может использоваться для соединения металлических элементов, так как в данном случае само соединение будет крайне хрупким и недолговечным.
В том случае, если требуется соединять детали из легкосплавных металлических элементов, температура плавления у которых составляет 150 — 200 градусов, использовать припой и технологию пайки зачастую бывает проблематично по причине хрупкости соединения. В данном случае куда проще будет выполнять сварку таких легкосплавных металлов, что позволит обеспечить соединение элементов на молекулярном уровне.
Большинство производителей на припое указывают температуру плавления, что позволяет существенно упростить выбор. Наибольшее распространение получили сегодня припои ПОС, которые в зависимости от своего индекса могут иметь температуру плавления от 190 до 299 градусов.
При необходимости соединения тугоплавких металлов используют специальные приборы для увеличения температуры плавления, и соответствующее профессиональное оборудование. Как правило, такая пайка выполняется профессиональными сварщиками, с использованием соответствующих паяльных ламп. Нагревать припой обычным паяльником до температуры 500 градусов и более зачастую невозможно.
Именные сплавы
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Таблица 2. Сурьмянистые припои
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 95-5 | Остальное | 4.0-5.0 | Не более | Трубопроводы, работающие при повышенных температурах, изделия электропромышленности |
ПОССу 40-2 | 39-41 | 1.5-2.0 | Остальное | Холодильные устройства, тонколистовая упаковка |
ПОССу 30-2 | 29-31 | 1.5-2.0 | Остальное | Холодильники, электроламповое производство, абразивная упаковка |
ПОССу 25-2 | 24-26 | 1.5-2.0 | Остальное | Изделия автомобилестроения |
ПОССу 18-2 | 17-18 | 1.5-2.0 | Остальное | |
ПОССу 15-2 | 14-15 | 1.5-2.0 | Остальное | |
ПОССу 10-2 | 9-10 | 1.5-2.0 | Остальное | |
ПОССу 8-3 | 7-8 | 2-3 | Остальное | Электроламповое производство |
ПОССу 5-1 | 4-5 | 0.5-1.0 | Остальное | Трубчатые радиаторы, детали, работающие при повышенных температурах |
ПОССу 4-6 | 3-4 | 5-6 | Остальное | Шпатлевка кузовов автомобилей, пайка белой жести |
ПОССу 4-4 | 3-4 | 3-4 | Остальное | Изделия автомобилестроения |
Заметно понижает температуру плавления оловянно-свинцовых припоев добавка кадмия. Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Это удобное в работе качество, вдвойне приятное тем, что образующиеся швы имеют большую механическую прочность. Оловянно-свинцовые припои с кадмием применяют при работе с металлизированной и керамической продукцией.
Вопрос о применении расходного материала решается с учетом конкретной производственной ситуации.
К оловянно-свинцовым композициям условно можно отнести сплавы, носящие имена ученых-разработчиков. Низкую температуру плавления, всего 94 ℃ имеет эвтектический сплав Розе.
В его составе содержится 50 % висмута. Остальную часть массы приблизительно в равных долях занимают олово и свинец. Материал используется для работы с медью, изготовления элементов автоматики с фиксированной эксплуатационной температурой.
Еще меньшую температуру плавления имеет оловянно-свинцовый припой Вуда. Она равна 68,5 ℃. Материал содержит 50 % висмута, 25 % свинца, а остальную массовую часть поровну составляют олово и кадмий. Применяют при изготовлении датчиков противопожарной сигнализации, прецизионной техники.
Сплав Д, Арсе содержит около 10 % олова, остальные 90 % составляют висмут и свинец в равных долях. Материал имеет температуру плавления 79 ℃. Применяется для спаивания легкоплавких металлов.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки — это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов. Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности. Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека. Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение. А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
Область применения и температура плавления припоев
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С.
Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 50—70 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности до 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена.
При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя.
- Температура плавления мягких и полутвердых припоев (солидус/ликвидус), °С
- О2 – 232/232
- ПОС61 – 183/190
- ПОС40 – 183/238
- ПОС10 – 268/299
- ПОС61М – 268/192
- ПОСК50-18 – 183/145
- ПОССу61-0,5 – 142/189
- ПОССу40-0,5 – 183/235
- ПОССу30-0,5 – 183/255
- ПОССу18-0,5 – 183/277
- ПОССу95-5 – 234/240
- ПСрЗКд – 300/325
- ПСр2,5 – 295/305
- ПОСИЗО – 117/200
- ПСрЗИ – 141/141
- Преимущественные области применения мягких и полутвердых припоев
- 02 – лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса Н, лужение ответственных неподвижных контактов, в том числе содержащих цинк
- ПОС61; ПОССу61-0,5; ПОС61М – горячее лужение и пайка меди и ее сплавов, серебра, ковара, никеля и его сплавов. Пайка токоведущих частей электрических машин и аппаратов, работающих при температуре до 160 °С
- ПОС40; ПОССу40-0,5 – горячее лужение и пайка меди и ее сплавов, сталей и различных металлов с покрытием оловом, серебром, никелем. Пайка бандажей коллекторов и якорных секций большинства типов электрических машин, а также приборов, соприкасающихся с морской водой
- ПОССуЗО-0,5 – горячее лужение и пайка меди и ее сплавов, железа, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С
- ПОСК50-18 – пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем
- ПОС10; ПОССу18-0,5 — лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле и других деталей менее ответственного назначения массового производства
- П0ССу95-5; ПСрЗКд – горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения; пайка трубопроводов и различных деталей электрооборудования
- ПОСИЗО; ПСрЗИ – пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладают высокой жидкотекучестью и обеспечивают хорошее сцепление спаиваемых поверхностей
Сурьмянистые припои не рекомендуется применять для пайки цинковых и оцинкованных деталей.
- Преимущественные области применения твердых припоев
- ПСр72; ПСр50 – пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам
- ПСр45 – пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов
- ПСр25 – пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений
- ПСр71 – пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть
- ПСр25ф; ПСр15; ПМФ7 – пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок
- Л63; ЛОК59-0,1-0,3 – пайка меди и чугуна. Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок
- ПЖЛ500 – пайка соединений, работающих при температурах до 600 °С
- Температура плавления медно-фосфорных припоев, °С
- ПФМ-1 — 725—850
- ПФМ-2 — 710—715
- ПФМ-3 — 725—860
Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Припои для пайки алюминия по нормали электротехники ОАА. 614.017—67: П250А; П300А; П300Б
- Преимущественные области применения припоев для пайки алюминия
- П250А – лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками
- П300А – то же, пайка соединений с повышенной коррозионной стойкостью
- П300Б – пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями
Источник: С. Л. Корякин-Черняк и др. Электротехнический справочник
Припои марки А ПОС-30ф 8мм, П -14 ф 2,8мм ТУ 48-1728138/ОПП-006-2000 ООО Дон-энергокомплект г. Ростов-на-Дону
Применение: Электро и радиоаппаратура, печатные схемы, точные приборы без перегрева.Температура плавления: 183-190°CХимический состав: Олово 61% Свинец 39%Пайка металлов: Бронза, Латунь, Медь, Нержавейка, Олово, Свинец, Сталь
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 – это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами.Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Применение: Пайка изделий машиностроения.Температура плавления: 183-238°CХимический состав: Олово 30% Свинец 70%Пайка металлов: Бронза, Латунь, Медь, Сталь
Харакетристики:
Припой ПОС-30 – оловянно-свинцовый припой, используемый для пайки и лужения радио- и электроаппаратуры приборов с герметичными швами, печатных схем, внутренних швов и медицинских устройств, деталей с герметическими швами из оцинкованного железа. Припой ПОС 30 не имеет достойных зарубежных аналогов и относится к категории мягких припоев, потому что температура его плавления не превышает 300 0С. Сплав является бессурьмянистым.Отлично подходит для пайки меди, латуни и железа. В промышленных масштабах применяется в энергетической сфере. Во время пайки ПОС 30 с поверхностью детали формируют высококачественную зону промежуточного сплава. Любители и профессионалы используют припой ПОС-30 для пайки электроприборов и радиоаппаратуры.
Пруток припоя ПОС 30 диаметром 8 мм будет легко гнуться руками, потому что в нем отмечается высокое содержание свинца. В отличие от свинца олово будет придавать припою повышенную степень жесткости и прочности. В состав ПОС 30 входит олово (29-31%) и свинец (69-71%). Температура плавления припоя составляет 256 оС (начало плавления отмечается на 183 градусах). Для большинства радиоэлектронных элементов подобная температура считается предкритической, что обязательно нужно учитывать перед проведением паяльных работ. Именно поэтому, если есть определенный риск повреждения аппаратуры или каких-либо элементов, то лучше воспользоваться припоями с более низкой температурой плавления. Также в состав припоя также входят различные примеси: сурьма, медь, мышьяк, никель, железо, алюминий цинк, сера, висмут.
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 – это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами.Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Припой ПМФОЦр 6-4-0,03 купить Припой ПМФОЦр 6-4-0,03 ТУ 48-17228138
Применение: Пайка кондиционеров, холодильников, теплообменников, волноводов.Температура плавления: 640-680°CХимический состав: Медь 89% Фосфор 6% Олово 4% Цирконий 0,03%Пайка металлов: Бронза, Латунь, Медь, СереброХаракетристики:
Припой ПМФОЦр 6-4-0.03 относится к категории медно-фосфорных. В припое этой марки отмечается высокое содержание фосфора и меди, а также значительное количество циркония и олова.Это среднеплавкий припой, который имеет повышенную текучесть, отличную устойчивость к коррозийным процессам и агрессивной среде. Основная сфера использования сплава – пайка меди и ее различных сплавов (мельхиора, латуни, бронзы).
Одновременно с этим, ПМФОЦр зачастую применяется как заменитель серебряных припоев в процессе ремонта ювелирных изделий. Запрещено осуществление пайки чугуна и стали припоями с содержанием фосфора, потому что соединение получается хрупким и не способно выдержать нагрузки вибрационного, ударного и изгибающего типа. Это обусловлено тем, что по границе шва фосфоритов образуется видимая пленка. Особенностью припоя ПМФОЦр можно назвать то, что он является самофлюсующимся. Именно поэтому, если им осуществляется пайка изделий из меди, то в этом случае нет никакой необходимости использовать флюс. Как правило, припой этой марки применяется в ремонте бытовых смесителей, кондиционеров, при изготовлении климатического оборудования, электромашин высокой мощности. В классификации припоев ПМФОЦр относится к категории среднеплавких самофлюсующихся припоев, что допускает осуществление пайки без использования флюса. Пайка с помощью этого припоя может выполняться горелкой любого типа (ацетиленовой, пропановой горелкой, паяльной лампой), с помощью аргонодуговой сварки. Основное условие в этом случае – спаиваемые детали должны нагреться до темно-красного свечения (вишневый оттенок). Затем необходимо нагревать припой до того момента, пока он не начнет растекаться должным образом.
Применение: Пайка холодильников, термодатчики, теплообменники, часы.Температура плавления: 630-660°CХимический состав: Медь 53% Фосфор 7% Никель 7% Цинк 33%Пайка металлов: Медь, Никель, Серебро, СтальХаракетристики:
Припой П-81 рассчитан на пайку при изготовлении климатического оборудования, теплообменников, калориферов, термодатчиков, производстве часов и т.п. Пайка с помощью этого припоя может осуществляться только с применением флюса. Допускается изготовление закладных элементов различной формы и колец для осуществления автоматической пайки (подобные работы должны проводиться только в заводских условиях на походящем для этого оборудовании).П-81 в своем составе содержит несколько основных элементов: цинк (32-36%), медь (52-54%), никель и фосфор (по 6-7%). При помощи припоя П-81 допускается соединение следующих материалов: никель и никелевые сплавы (в том числе и латунь), медь, чугун, серебро, сталь (в том числе нержавейка), твердые сплавы и их всевозможные комбинации. С помощью припоя П-81 разрешается пайка с использованием флюса. П-81 может похвастать особенными свойствами и некоторыми конкурентными преимуществами. Среди них необходимо выделить высокий уровень надежности и долговечности фреоновых элементов, повышенный предел прочности на срез, высокое качество в процессе ремонта твердосплавных инструментов, высокая степень герметичности паяных конструкций в условиях повышенного давления. Нельзя не отметить и то, что П-81 производитель считает столь же эффективным, как и некоторые высокосеребряные припои. При работе с припоем этой марки рекомендуется использовать флюсы, которые соответствуют следующим припоям: ФК-250 (235), ПВ-209.
Температура плавления припоя составляет 630-660 оС, в том время как рекомендованная температура пайки варьируется от 680 до 700 оС. Предел прочности сплава находится в пределах 170 Мпа.
Припой П-81 показывает себя особенно эффективным, если его использовать взамен высокосеребряных припоев марок ПСр40, ПСр29.5, ПСр25, ПСр45.
Применение: Пайка холодильников, кондиционеров, теплообменников, волноводов, бытовых смесителей.Температура плавления: 640-680°CХимический состав: Медь 90% Фосфор 6% Олово 4%
Харакетристики:
Припой П-14 представляет собой соединение, в котором присутствует значительное количество меди (основа), олова (от 3,5 до 4,5%) и фосфора (от 5,3 до 6,3%). Все это делает его уместным для использования в процессе пайки калориферов, теплообменников, холодильников, кондиционеров, электрических машин высокой мощности, волноводов и бытовых смесителей. Идеально он способен соединять такие материалы, как серебро, медь и медные сплавы. Отметим, что пайка меди при помощи припоя марки П-14, осуществляется даже без добавления флюса.Изготавливают припой этого типа в виде проволоки с различным диаметром, прутка с различным диаметром, ленты с различной толщиной и шириной. Если припой выполнен в виде проволоки, то в ней может присутствовать продольный паз с флюсом марки ФК-320 и марки ФК-235. Поэтому осуществляя пайку той или иной детали можно легко подбирать оптимальный для каждого случая вариант.
В процессе пайки следует придерживаться определенной температуры. Если пайка проводится в газовом пламени, то она должна быть не выше 740 и не ниже 720 градусов, а если пайка в печи – то не менее 800 и не более 820 градусов. Ударная вязкость разрушения составляет порядка 1,5-3 кДж.м/см2, а прочность паяных соединений равна 290-320 МПа.Применение: Лужение алюминиевых оболочек и пайка алюминиевых жил.Температура плавления: 300-320°CХимический состав: Олово 42-45% Цинк 54% Медь 1,2-1,5%Пайка металлов: Алюминий
Харакетристики:
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 400 до 400 градусов Цельсия. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше – не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Применение: Пайка генераторов, шинопроводов, электродвигателей большой мощности, трансформаторовТемпература плавления: 714-850°CХимический состав: Медь 93% Фосфор 7%Пайка металлов: Латунь, Медь, Серебро
Характеристики:
Припой МФ-7 входит в категорию медно-фосфорных припоев и предполагает наличие в своем составе порядка 7% фосфора, о чем и свидетельствует маркировка изделия. Он превосходно показывает себя при пайке латуней и бронз, нейзильбера и медно-никелевых сплавов. Хотя, основной сферой использования в данном случае принято считать пайку меди и разнообразных медных сплавов без применения флюсов. Необходимость во флюсах отсутствует, поскольку припой этой марки относится к самофлюсующим припоям.Применять припой, изготовленный под маркой МФ-7, для пайки сталей и чугуна не рекомендуется. В этих сферах он зарекомендовал себя не самым лучшим образом. В этих случаях возникает образование хрупких фосфидов железа непосредственно в паяном шве и как следствие – утрачивается пластичность.
Идеально подходит данный вид припоя для пайки кондиционеров и холодильников. В обоих случаях необходимо применять газопламенный нагрев и придерживаться температуры пайки в диапазоне от 732 до 816 градусов Цельсия. Припою характерна высокая жидкотекучесть и низкая температура плавления, что приравнивает его по свойствам к серебряным и медно-цинковым припоям, востребованным при пайке медных сплавов и самой меди.
Температура плавления: 700-900°CПайка металлов: Медь, Серебро, Сталь
Харакетристики:
Флюс Бура в промышленной сфере используется достаточно часто. Также сферой его применения считается пайка ювелирных изделий, где необходимо точно рассчитать состав используемых материалов и тип инструментов для пайки. Универсальным решением в этом случае является именно флюс, созданный на основе борной кислоты или буры.Бура – важнейшая добавка при плавке, которая позволяет обеспечить формирование тигля глазури на стенках, растворение окислов металлов и предохранить расплав от проникновения кислорода. Бура – это соль тетраборной кислоты, которая существует в виде декагидрата в свободной форме. Изготовление флюса такого типа ведется с помощью борной кислоты и буры, которые в соотношении 1:1 по массе растворяются в воде. Чтобы приготовить 1 л флюса бура, необходимо смешать 100 г борной кислоты и 100 г буры, добавив их в 1 л воды, после чего довести до кипения. После естественного остывания массы ее следует отфильтровать. Соотношение борной кислоты и буры в составе флюса необходимо варьировать в зависимости от того, с каким именно металлом предполагается работать. Если это золото, то основу флюса должна составлять борная кислота, а не бура. Обратная ситуация с серебром.
Флюс бура считается нейтральным флюсом. Он также может быть использован для высокотемпературной пайки меди, стали, чугуна, твердых сплавов с серебряными и медными паяльными сплавами.
Флюс ЛТИ-120 купить Флюс ЛТИ-120 500 мл.
Применение: Лужение сплавов меди, стали, никеля, свинца, цинка, серебра, олова, кадмия, палладия.
Температура плавления: 200-300°C
Пайка металлов: Медь, Никель, Олово, Свинец, Серебро, Сталь, Цинк
Харакетристики: Флюс ЛТИ-120 на отечественном рынке представлен достаточно давно. Он относится к категории активированных флюсов, в которой ЛТИ-120 считается уже давно одним из лучших. В состав этого флюса входят уникальные добавки, которые позволяют в разы увеличить его эффективность. Кроме того, предусмотрено наличие полностью пасивирующих добавок. Взаимодействие флюса в полной мере будет зависеть от температуры, при которой проводятся работы. При обычной температуре флюс не проявляет никакой активности и не способен проводить ток даже на повышенных частотах. По завершению паяльных работ остатки флюса можно не убирать, потому что они будут представлены в виде твердого вещества, не подверженного каким-либо внешним факторам. Зачастую остатки флюса выступают в качестве защитного покрытия паяльных соединений. По уровню активности флюс марки ЛТИ-210 схож с современными паяльными кислотами. В состав флюса входят следующие вещества: этиловый спирт, канифоль, диэтиламин солянокислый, триэтаноламин. Именно поэтому допускается его использование при пайке железа, нержавейки, бронзы, меди, стали, никеля, серебра и ряда других веществ. После того, как работы будут завершены, вентилировать помещение необязательно. Если необходимо смыть остатки, то это можно сделать при помощи ацетона или спирта.
Флюс ПВ-209 купить Флюс ПВ-209
Применение: Пайка меди, твердых сплавов, нержавеющих и конструкционных сталей.
Температура плавления: 600-900°C
Пайка металлов: Медь, Нержавейка, Серебро, Сталь
Харакетристики: Флюс ПВ-209 рассчитан на высокотемпературную пайку серебряными и медными припоями никеля, меди, серебра и сплавов, а также особо твердых и жаропрочных сплавов. Флюс позволяет полностью удалить окисные пленки, а также предотвратить их формирование при нагреве. Флюс также способствует уменьшению поверхностного натяжения жидкого припоя, защите поверхностей, подготовленных к пайке, от негативных внешних воздействий.
Производство флюса ПВ-209 ведется по оригинальной технологии. Нанесение флюса на поверхности, подготовленные к пайке, удобнее всего производить в виде пасты. Ее можно получить с помощью замешивания флюса в воде (пропорция 1:1 в соответствии с массой). Текучесть пасты регулируется добавлением воды.
Если флюс используется в виде порошка и осуществляется пайка нелегированной стали, то разрешен нагрев до побежалости с дальнейшим нанесением флюса. В процессе пайки нержавеющей стали флюс рекомендуется наносить пастой и контролировать целостность поверхности. При пайке твердосплавных поверхностей их требуется нагревать равномерно и полностью. Остатки флюса после пайки могут быть удалены с помощью кипячения в воде или 10%-ным раствором лимонной кислоты.
Паяльная кислота Флюс и реактивы для пайки
Характеристики:
Паяльная кислота – это хлорид цинка, что является химическим соединением цинка и хлора (формула – ZnCl2). Паяльная кислота активно используется для пайки меди, углеродистых сталей, никеля и сплавов с помощью легкоплавких припоев в диапазоне температур от 150 до 320 оС. Также в состав паяльной кислоты (помимо хлорида цинка) входят: соляная кислота, хлорид аммония, специальная смачивающая присадка. Кроме того, паяльную кислоту часто называют активным флюсом в жидком агрегатном состоянии.
Паяльная кислота может быть получена с помощью растворения цинка (либо его окиси) в растворе соляной кислоты с дальнейшим выпариванием раствором. Кроме того, вещество получается по средствам нагревания жидкого цинка в токе хлора.
Физические и химические свойства паяльной кислоты:
• Температура кипения – 730 оС;
• Температура плавления – 315-320 оС;
• Молекулярная масса – 136,2954;
• Растворимость в воде – 79.8% при 0 оС;
• Концентрированные составы обладают кислой средой, потому при диссоциации в воде наблюдается образование соляной кислоты.
Паяльная кислота также используется для лужения проводов и пайка радиодеталей микросхем. Срок годности паяльной кислоты не превышает 12 месяцев с условием соблюдения стандартов хранения. Хранение вещества нужно производить в плотной закрытой таре, не допуская воздействия прямых солнечных лучей и тепла. Если в помещении проводились работы с использованием паяльной кислоты, его нужно хорошенько проветрить по их завершению.
Флюс паяльный ФКСп купить Флюс ФКСп 500 мл.
СПИРТОКАНИФОЛЬНЫЙ ФЛЮС (он же КЭ, СКФ, и ФКЭт -на этилацетате, жидкая канифоль).
Применение: Для пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280ºC.
Состав: канифоль сосновая не менее 30%, АИПС-70%.
Пайка металлов: медь; серебряное, оловянное, оловянно-свинцовое, оловянно-висмутовое, оловянно-никелевое, кадмиевое, золотое покрытия.
Характеристики : ручная и механизированная пайка и лужение электромонтажных элементов печатных плат и элементов радио электроники в изделиях радио и бытовой электронной аппаратуры. Консервация изделий радио и бытовой электронной аппаратуры для сохранения паяемости в условиях складского хранения и хранения в условиях сборочного цеха в течение одного года. Остатки флюса при ручной пайке изделий бытовой радио аппаратуры (пайке подстроечных элементов, подпайке, исправлении дефектов) допускается не удалять. Остатки флюса при групповой пайке изделий бытовой радио аппаратуры («волной» припоя, погружением, протягиванием) следует удалять.
Особенности припоя для пайки
Еще со школьной скамьи все знают, что олово с химическим обозначением Sn используется для пайки микросхем и других радиодеталей. Основное требование к этому сплаву – низкая температура плавления. Это связано с тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Для этих целей вполне подходит чистое олово с температурой плавления 232 ° С, но на практике слиток чистого олова для пайки практически не используется, из-за дороговизны чаще используются сплавы со свинцом и другими металлами.
Характеристики
Олово незаменимо при производстве электронных устройств. Благодаря своим свойствам он используется для сварки компонентов в радиотехнике. Сплав, называемый эвтектическим, состоит из свинца (Pb), серебра (Ag), меди (Cu) и никеля (Ni). Благодаря этим добавкам олово плавится при разных температурах в зависимости от процентного содержания каждой из них.
Олово мягкое и податливое, но очень устойчивое к коррозии и не образует ржавчины, имеет очень хорошую электропроводность и сплав с относительно низкой температурой плавления.Все эти характеристики делают его незаменимым при создании электронных устройств.
Процесс пайки протекает мягкой сваркой, которая состоит из объединения двух основных элементов путем придания основанию третьего элемента более низкой точки плавления. Например, при припаивании медной прокладки печатной платы к ножке конденсатора используется расплавленное олово, которое плавится при гораздо более низкой температуре, чем основные элементы. Во время нагрева жидкое олово притягивается к базовым компонентам за счет своих капиллярных свойств, а затем охлаждается в режиме мягкой пайки.
Какова температура плавления
Олово, которое используется в электронике, обычно относится к типу эвтектики, что означает, что это сплав с более низкой точкой плавления для каждого из составляющих его элементов. Так, если в сплаве олова 60% (точка плавления Т – 232 ° С) и свинце 40% (точка плавления Т – 327 ° С), то общая температура плавления сплава будет примерно 183 ° С.
Самый распространенный припой, используемый на заводах ЕС для работы с электроникой, – это 63/37 SnPb. Это эвтектический сплав с температурой плавления 183 C.Сплав 60Sn имеет рабочий диапазон 183-238. Существует более низкотемпературный сплав Sn43Pb43Bi14, имеющий точки плавления 144–163.
Состав припоя
Свинец в сплаве постепенно заменяется в соответствии с новыми директивами ЕС (RoHS и WEEE) и заменяется припоями из сплавов олова и сурьмы. Уже в ЕС многие магазины его не продают.
Как правильно выбрать
Выбор припоя зависит от вида работ и назначения готового изделия, а также от условий, в которых изделие будет эксплуатироваться.
Критерии, на которые нужно обратить внимание перед выбором припоя для пайки:
1. Тип паяльника.
2. Сечение провода. Диаметры варьируются от сантиметров до миллиметров, размер проволоки зависит от выполняемой работы.
3. Флюс очищает зону пайки, облегчая стекание припоя и, следовательно, идеальное паяное соединение. Флюс изменяет поверхностное натяжение, так как увеличивает адгезионные свойства паяного соединения.
4. Перед покупкой нужно знать, при какой температуре плавится олово для пайки.
Строение. Споры о том, какой припой использовать для свинца или свинца на печатных платах, все еще продолжаются. Несмотря на споры, вызванные проблемами окружающей среды и здоровья, многие инженеры-электрики используют свинец.
Использование
Эксперты дают полезные советы, которые действительно помогают начинающим радиолюбителям правильно паять:
1. Выбирайте припой с минимальным содержанием свинца.
2. Необходимо следить за чистотой жала паяльника, на нем не должно быть грязных отложений.
3. Для очистки используйте напильник или наждачную бумагу. Жало после чистки залуживают канифолью.
4. Не рекомендуется долго держать прибор в месте пайки, так как соединяемые части могут получить высокотемпературные повреждения. Чтобы уменьшить вредное воздействие Т на деталь, ее удерживают пинцетом, который выполняет роль радиатора.
5. Изделие очищается перед пайкой, а контактные контакты дополнительно покрываются лужением для обеспечения надежного захвата.
Сотрудничество между университетом и промышленным проектом в области дизайна
Тестирование на экологию и герметичность
Всего для оценки
было изготовлено шесть тестовых сборок, по две с использованием каждой из трех окончательных вариантов припоя
.Все шесть узлов были проверены на герметичность, а затем
отправлены на экологические испытания. После каждого раунда экологических испытаний
(термический цикл, случайная вибрация и механический удар
) узлы упаковки подвергались испытанию на герметичность до
для подтверждения герметичности.
Один из узлов корпуса Sn-Ag не прошел герметичное испытание на герметичность
после обработки припоем из-за пустот в нескольких паяных соединениях постоянного тока
и, как таковые, не был представлен на предметное тестирование
envi
.Пустоты, вероятно, были результатом неполного смачивания
, возможно, из-за загрязнения на поверхности
золотого покрытия. Другая упаковка Sn-Ag оказалась герметичной на
после всех трех раундов испытаний на воздействие окружающей среды.
После заключительного раунда экологических испытаний
(механический удар), одна из двух сборок корпуса с использованием
, Sn-
Ag
–
Cu
Сплав-Sb потерял герметичность при уровне утечки
5.5×10
-8 куб.см He / сек. Хотя это мелкая утечка по определению
и никаких видимых пустот или трещин в стыках
и
не наблюдалось, упаковка не соответствовала спецификации герметичности
, установленной для продукта. Другая упаковка сохранила герметичность
на всех этапах экологических испытаний.
Обе упаковки Sn-Au прошли испытание на герметичность
после всех трех раундов испытаний на воздействие окружающей среды.Паяные соединения
в этих корпусах были качественно лучшими из трех протестированных сплавов
по внешнему виду и надежности.
Резюме и выводы
Для этого исследовательского проекта были исследованы бессвинцовые припои
как возможные замены стандартному припою Sn-
Pb
–
Ag, используемому в сборке гибридных микроэлектронных корпусов.
Основными критериями выбора припоя были механические свойства
, стоимость материала, простота реализации
и экологичность.Сплавы, содержащие элементы
, такие как Bi и Cd, не рассматривались из-за потенциальных проблем
, связанных с токсичностью. Первоначально было идентифицировано и испытано пять бессвинцовых припоев. Основываясь на механических свойствах
, определенных испытанием на разрыв, а также оптическим контролем и анализом
SEM, возможные припои были сужены до
трех: эвтектический 96,5% Sn – 3,5% Ag (точка плавления 221 ° C
),
эвтектика 90% Sn – 10% Au (температура плавления 217 ° C) и 96.1%
Sn
– 2,6% Ag – 0,8% Cu – 0,5% Sb (температура плавления 217 ° C)
.
Эти припои
были использованы для изготовления испытательного пакета
сборок, которые были оценены на герметичность и надежность
.
Основываясь на результатах этого исследования, эвтектика 90Sn-
10Au рекомендуется в качестве жизнеспособной бессвинцовой замены припоя
60Sn-
36Pb
-4Ag, используемого в корпусе микроволнового усилителя Agilent
на 50 ГГц.Внедрение этого сплава
окажет минимальное влияние на текущий производственный процесс микросхемы
. Припой можно легко приобрести у нескольких известных отечественных поставщиков
по разумной цене.
Нет никаких нормативных требований, вопросов интеллектуальной собственности или токсичности
, связанных со сплавом. Надежность сборок пакета
, изготовленных из этого сплава, была подтверждена инженерами Agilent
на их заводе в Санта-Роса, Калифорния.
Ac
знаний
Авторы хотели бы поблагодарить Флойда
Бишопа, Мартина Сиснероса, Дона Эстреча, Пэта Фритцена, Дэйва
Гиббонса и Лу Харрисона из Agilent Technologies, а также Майка
Данлапа и Майка Мейера из Калифорнийского университета. Дэвису за их щедрую поддержку
проекта
.
Ссылки
[1] Murphy, C.F. и Питтс, Г., «Обзор альтернатив олову
–
Свинцовый припой и бромированные антипирены»,
IEEE
Proceedings of the International Symposium on Electronics
and the Environment
, pp.309
–
315, 2001.
[2] Буетоу, М., «Последние
в лидерах
–
, бесплатный выпуск»,
Технический источник, каталог IPC 1999 Spring / Summer.
[3] Ричардс, Б.П., Левогер, К.Л., Хант, С.П., Ниммо, К.,
Петерс, С., и Кьюсак, П., «Анализ текущего состояния
свинца
–
.Свободная пайка », Британский департамент торговли
и
Промышленный отчет, апрель 1999 г.
[4] Директива 2002/95 / EC Европейского парламента и Совета
«Об ограничении использования определенных
опасных веществ в электрическом и электронном оборудовании
», 27 января 2003 г.
[5] Ли, Северная Каролина, «Свинец
–
Бесплатно
Пайка
–
Куда мир
идет», Indium Corporation of America, 1999.
http: //www.indium. com / techlibrary / Technicalpapers.php
[6] Мейер, М.Л., «Учебная лаборатория 2», Материаловедение
Центральные помещения
,
10 июня 2003 г.
http: //www.matscicf.ucdavis.e
du /
[7] Мейер, М.Л., «Учебная лаборатория 1», Материаловедение
Центральное оборудование
,
, 10 июня 2003 г.
http://www.matscicf.ucdavis.edu/
[8] Shackelford , JF,
Введение в материаловедение для
инженеров, 5
th
Ed., Prentice
–
Hall, Inc., Upper Saddle River,
New Jersey, pp. 186
–
197, 2000.
[9] Денман, RD, «Пайка с золотыми покрытиями», ITRI
публикация № 736, 1996.
[10] Иссерлис Г., «Электролитическая обработка металлов», в
Industrial Electrochemical Processes
, A.T. Kuhn ed., Elsevier
Publishing Company, New York, pp. 348
–
352, 1971.
Сравнение температур плавления припоя, олова и свинца | Эксперимент
Электрический припой представляет собой сплав олова с одним или несколькими другими металлами. Припои на основе олова и свинца были широко доступны, но теперь в производстве используются припои, не содержащие свинца, и становится все труднее получить припои на основе свинца.
В этом эксперименте учащиеся нагревают образцы олова, свинца и припоя олово-свинец, чтобы сравнить их точки плавления, наблюдая, что металлический сплав имеет гораздо более низкую температуру плавления, чем любой из чистых металлов.Это показывает, насколько с таким сплавом удобнее и безопаснее работать при пайке.
Эксперимент удобно проводить группами по два человека и займет около 30 минут.
Оборудование
Аппарат
- Защита глаз
- Горелка Бунзена
- Штатив
- Термостойкий мат
- Треугольник Пипекле
- Крышка тигля
Химия
- Олово мелкое
- Свинец (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ) кусок мелкий
- Припой без флюса, мелкий кусок
Примечания по технике безопасности, охране труда и технике
- Прочтите наше стандартное руководство по охране труда и технике безопасности.
- Всегда пользуйтесь защитными очками. Будьте очень осторожны, чтобы избежать контакта с расплавленными каплями металла. Обеспечьте хорошую вентиляцию. Студентам-астматикам рекомендуется работать в вытяжном шкафу.
- Олово, Sn (s) – см. CLEAPSS Hazcard HC102A.
- Свинец, Pb (s), (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ) – см. CLEAPSS Hazcard HC056.
- Припой без флюса – важно, чтобы припой не содержал флюса. Пары, образующиеся при использовании припоя, содержащего флюс на канифольной основе, могут раздражать дыхательную систему и в некоторых случаях вызывать сенсибилизацию.
Процедура
Показать в полноэкранном режиме- Поместите небольшой кусок олова, свинца и припоя на перевернутую крышку тигля. Убедитесь, что вы знаете, какая шишка какая!
- Поместите крышку тигля на глиняный треугольник из трубы на штатив. Поместите зажженную конфорку Бунзена на термостойкий коврик и осторожно нагрейте крышку.
- Посмотрите на три куска, чтобы увидеть порядок их плавления.
- Когда все три расплавятся, выключите горелку Бунзена и дайте всему остыть.
- Обратите внимание на порядок, в котором комки снова затвердевают.
Учебные заметки
Напомните учащимся об опасности контакта с горячим расплавленным металлом.
Хорошая вентиляция лаборатории важна, особенно если проводится большое количество экспериментов. Астматикам следует предложить проводить свои эксперименты с использованием вытяжного шкафа.
Общая проблема этого эксперимента заключается в том, что ученики забывают, какая шишка какая.
Точки плавления олова и свинца составляют 232 ° C и 328 ° C соответственно, в то время как припой плавится при более низкой температуре, чем любой из них. (Бессвинцовый припой имеет тенденцию плавиться при температуре около 220 ° C.) Таким образом, порядок плавления следующий: припой, олово и свинец, а порядок затвердевания – противоположный.
Металлические сплавы классифицируются как твердые растворы и обычно получают путем смешивания расплавленных металлов в соответствующем соотношении.
Если это соответствует уровню способностей, учащихся следует попросить сравнить обычный твердо-жидкий раствор с раствором сплава.
Дополнительная информация
Это ресурс из проекта «Практическая химия», разработанного Фондом Наффилда и Королевским химическим обществом. Этот сборник из более чем 200 практических занятий демонстрирует широкий спектр химических концепций и процессов. Каждое упражнение содержит исчерпывающую информацию для учителей и технических специалистов, включая полные технические заметки и пошаговые инструкции. Практическая химия сопровождает практическую физику и практическую биологию.
© Фонд Наффилда и Королевское химическое общество
Проверено на здоровье и безопасность, 2016
Обработка олова | Британника
Полная статья
Обработка олова , подготовка руды для использования в различных продуктах.
Олово (Sn) – относительно мягкий и пластичный металл серебристо-белого цвета. Он имеет плотность 7,29 грамма на кубический сантиметр, низкую температуру плавления 231,88 ° C (449,38 ° F) и высокую температуру кипения 2625 ° C (4757 ° F).Олово аллотропно; то есть он принимает более одной формы. Нормальная форма – белое олово или бета-олово, которое имеет объемно-центрированную тетрагональную кристаллическую структуру. Второй аллотроп, серый или альфа-олово, имеет гранецентрированную кубическую структуру. Серое олово теоретически стабильно при температуре ниже 13 ° C (55 ° F), но на практике оно легко образуется только при температуре около -40 ° C (-40 ° F). Это превращение трудно инициировать, и оно сильно замедляется из-за присутствия легирующих элементов или следов примесей. Тем не менее, это привело к чрезвычайно редкому лабораторному исследованию, известному как оловянный вредитель.
Олово находит промышленное применение как в качестве металла, так и в химических соединениях. Как металл, он используется в самых разнообразных промышленных применениях, но почти всегда в сочетании с другими элементами, такими как сплав или покрытие, поскольку его внутренняя мягкость исключает его использование в качестве конструкционного материала. Хотя олово обычно является второстепенным компонентом в сплавах, оно является существенным из-за того, как его особые свойства улучшают матричный металл.
Основное коммерческое применение олова – это белая жесть, припои, металлы подшипников, олово и покрытия из сплавов (как с гальваническим, так и с горячим покрытием), олово, бронза и легкоплавкие сплавы.В своих химических реакциях олово существует в двух валентных состояниях (II и IV) и является амфотерным (способным реагировать и как кислота, и как основание). Кроме того, он может напрямую связываться с углеродом с образованием металлоорганических соединений. Эти свойства дали начало многим важным применениям оловянных химикатов, например, в гальванике, сельскохозяйственных и фармацевтических продуктах, а также в пластмассах и керамике.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасИстория
Археология и литература свидетельствуют о том, что олово было одним из первых металлов, которые были известны и использовались.Его самое раннее применение было в виде сплава с медью для формирования бронзы, которая использовалась в инструментах и оружии. Изделия из бронзы (обычно содержащие около 10% олова) были найдены на Ближнем Востоке примерно с 3500 г. до н.э. и в Египте с 3000 г. до н.э. Другие древние цивилизации также использовали бронзовые изделия; например, китайские изделия из бронзы датируются примерно 2250 годом до нашей эры.
Олово, очевидно, было важным предметом торговли с давних времен, поскольку оно упоминается по крайней мере в трех книгах Библии (Числа, Исайя и Иезекииль), датируемых 700 годом до нашей эры.
Олово – оловянный сплав, который также имеет долгую историю. Вероятно, самый старый известный предмет, датируемый примерно 1500 годом до нашей эры, был найден в Египте, но именно римская цивилизация разработала оловянную посуду для бытовых сосудов и декоративных целей. Эти применения продолжаются и по сей день, хотя состав сплавов заметно изменился.
Использование олова в качестве покрытия для других металлов также имеет древние исторические корни: луженые медные сосуды для приготовления пищи восходят к римским временам.Самым важным было развитие луженого железного листа с целью формирования белой жести. Это началось в Центральной Европе в 14-15 веках и постепенно распространилось по всему континенту. Изначально жесть использовалась для изготовления предметов домашнего обихода, включая фонари, тарелки и сосуды для питья; однако с появлением консервной банки в 1812 году упаковка стала основным применением белой жести.
Важной датой в новейшей истории является 1839 год, когда американский мастер по металлу Исаак Бэббит впервые применил сплавы на основе олова в подшипниках для машин.Бэббитовый металл значительно способствовал развитию индустриального общества. Дальнейшие разработки оловянных сплавов, покрытий и химикатов внесли свой вклад в развитие транспорта, телекоммуникаций, авиакосмической промышленности, упаковки, сельского хозяйства и защиты окружающей среды.
Основным минералом олова является касситерит или оловянный камень (SnO 2 ), встречающийся в природе оксид олова, содержащий около 78,8% олова. Менее важны два сложных сульфидных минерала: станнит (Cu 2 FeSnS 4 ), сульфид медь-железо-олово и цилиндрит (PbSn 4 FeSb 2 S 14 ), свинец-олово. -железно-сурьмянистый сульфид.Эти два минерала встречаются в основном в залежах залежей в Боливии, часто в сочетании с другими металлами, такими как серебро.
В отличие от большинства цветных металлов, экономически жизнеспособные месторождения касситерита ограничены несколькими географическими районами. Наиболее важные из них находятся в Юго-Восточной Азии и включают районы добычи олова в Китае, на которые в начале 21 века приходилась почти половина всего производства олова. Мьянма (Бирма), Таиланд, Малайзия, Индонезия, Бразилия, Австралия, Нигерия и Конго (Киншаса) также являются другими крупными поставщиками олова.Незначительные производители – Перу, Южная Африка, Великобритания и Зимбабве. В Соединенных Штатах нет значительных месторождений олова, а в Канаде лишь относительно небольшое производство.
Около 80 процентов мирового олова добывается из россыпных или вторичных месторождений. Большинство из них происходит на суше, но в некоторых районах, особенно в Индонезии и Таиланде, месторождения разрабатываются на море путем выемки грунта на морское дно.
Даже на самых богатых месторождениях олова концентрация олова очень мала. Это означает, что для извлечения одного килограмма касситерита может потребоваться добыть до семи или восьми тонн руды.
Какой флюс лучше всего подходит для микросхемы. Потоки из Китая: сравнительный обзор
Пайка – процесс соединения элементов электрической цепи между собой, требующий использования специальных инструментов и присадочных материалов, одним из которых является флюс. В соответствии с общепринятыми правилами он должен иметь низкую температуру плавления и небольшой удельный вес … Только при совмещении этих свойств флюсы для пайки радиодеталей смогут глубоко проникать в структуру соединяемых элементов, тем самым обеспечение необходимых качественных подключений.
Основные требования к материалам
Для качественного подключения радиодеталей их поверхность необходимо очистить от оксидной пленки и жира. Именно для решения этой проблемы используются флюсы, к которым предъявляются следующие требования:
Сегодня все флюсы для пайки микросхем и других радиодеталей принято делить на две группы: химически активные и нейтральные.
Активные смеси
Они содержат реагенты на основе кислот, например, соляной или ортофосфорной.Такие материалы эффективно удаляют оксиды и жир, но после завершения пайки стык необходимо тщательно очистить. В противном случае возможна быстрая коррозия металла. Активные флюсы в радиоэлектронной промышленности стараются использовать как можно реже, так как они также негативно влияют на текстолит печатной платы.
При работе с ними необходимо проявлять максимальную осторожность, так как контакт с кислотосодержащими веществами на коже может вызвать ожоги, а пары очень токсичны.Наиболее популярные активные флюсы – это бура, хлорид цинка, аммиак, фосфорная кислота и паяльная кислота.
Пассивные вещества
Представители этой группы хорошо справляются с жировыми загрязнениями, но не так эффективны в борьбе с оксидными пленками. Все они являются органическими соединениями и не способны вызывать коррозию, что защищает радиоэлементы от окисления. Пары большинства пассивных материалов опасны для человека, за исключением LTI-120, который не содержит вредных компонентов.
Популярные флюсы для пайки
Сегодня в электронной промышленности используется большое количество флюсов. Самые популярные варианты :
- Канифоль – хоть и относится к группе пассивных материалов, но содержит кислоты, и после завершения пайки рекомендуется удалить оставшийся флюс. Это один из самых популярных и общедоступных материалов. Поскольку твердую канифоль использовать довольно сложно, жидкую канифоль чаще всего используют в радиоэлектронной промышленности.
- Паяльная кислота – содержит сильнодействующие вещества, такие как хлорид цинка, соляная и ортофосфорная кислоты. Этот флюс доступен и недорого. Его можно использовать для соединения практически всех металлов, но не забывайте о высокой токсичности паяльной кислоты.
- Бура представляет собой соль борной кислоты и выпускается в виде порошка. Чтобы приготовить флюс, его необходимо растворить в воде. Поскольку бура относится к активной группе, после окончания работы с ней необходимо аккуратно удалить остатки.
- Паяльный жир – в зависимости от состава может быть активным или пассивным. Этот материал отлично очищает поверхность от жира, но остатки долго улетучиваются.
- LTI-120 – недорогой и доступный материал, пользующийся большой популярностью. Среди недостатков – быстрое испарение и некоторая токсичность.
- SCF – смесь сосновой канифоли и этилового спирта. Пассивный флюс, который вы можете легко приготовить самостоятельно. При работе практически не дымит, но быстро испаряется.
- FCS – это пассивный флюс, не содержащий канифоли.
В радиоэлектронике используется большое количество потоков, но многие из них имеют высокую стоимость и практически не используются радиолюбителями. В редких случаях используются подручные материалы, но качество пайки в таких ситуациях оставляет желать лучшего.
Среди самых популярных следует отметить :
Флюс оказывает огромное влияние на качество пайки.Для получения качественного соединения крайне важно правильно выбрать материал.
И вот вы решили с головой окунуться в электронику, запаслись паяльником, купили припой и … Что дальше? Если худшее – плохое, то все представляют, как паять, но тонкости технологии не многим известны и приходят с опытом. Что ж, я ускорю этот плачевный процесс и расскажу вам пару хитростей.
Итак, про и вы, наверное, уже читали, так что будем танцевать от него.Помимо паяльника вам понадобится припой и флюс. Подробнее о них.
Припой.
Это особый сплав, плавящийся при температуре около 200 градусов. Наиболее распространен сплав 60/40, также известный как ПОС-61. Сплав, в котором 60% олова и 40% свинца. Температура его плавления 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для малогабаритной установки лучше брать ту, где диаметр проволоки меньше – ее легче дозировать. У меня две катушки, одна с 0.Паяльная проволока 3мм, другая 0,6мм. Ну есть еще полтора миллиметра, но почти не пользуюсь. Только если я буду массово паять массивные детали, где нужно много припоя.
Припой лучше покупать импортный, к сожалению российский товар часто отстой. Может и качественный есть, но обычно шлак низкосортный попадался. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже, дешевле не желательно. Лучше один раз потратиться, но тогда иметь красивую и качественную пайку и не париться.А змеевика обычно хватает на год-полтора-два, это минимум.
Также полезно купить себе сплав Rose. Это тоже разновидность припоя, но температура плавления у него просто смешная – где-то в районе 90-100 градусов. Этот сплав иногда бывает полезен при разборке, но об этом будет отдельная статья.
Флюсы
В процессе пайки от нагрева детали окисляются и припой перестает их смачивать. Чтобы этого не происходило, используются флюсы – вещества, растворяющие оксидную пленку, способствующие пайке.Кстати, если кто не в курсе, процесс покрытия одного металла другим называется лужением. Я говорю банальные вещи? Ну ведь образовательная программа такая познавательная! 🙂
Канифоль
Самый простой и популярный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут немного припоя на наконечник, затем втыкают его в канифоль, чтобы собрать смолу на наконечнике, а затем быстро, пока смола не испарится, паяют. Метод не очень удобен, поэтому часто делают иначе.Берут обычный этиловый (медицинский) спирт и растворяют в нем измельченную канифоль до растворения. После этого этот раствор кисточкой наносится на детали, подлежащие пайке и пайке. Активность канифоли невысока, поэтому иногда ничего не выходит – детали не лужатся, но канифоль имеет одно огромное преимущество, которое иногда перекрывает все ее недостатки. Канифоль полностью пассивна. То есть его не нужно снимать с места пайки, так как он не окисляет и не восстанавливает металлы, являясь отличным диэлектриком.Поэтому самые важные рационы стараюсь составлять на спиртово-канифольном флюсе.
Один из моих любимых флюсов. Это жидкость красного цвета, содержащая канифоль и ряд добавок. Паять ими так же, как обычным спиртово-канифольным флюсом – размазать по деталям щеткой и припоем. Но есть одна хитрость. В первоначальном варианте это жидкая инфекция, размазанная тонким слоем и моментально сохнет, в общем пользоваться ею не очень удобно. Я понял, как это побороть.
Сделал себе палитру флюсов – наклеил на небольшую группу кучу крышек от бутылок, залил в них разные флюсы и наклеил этот корпус на катушку припоя. Получилось очень удобно и компактно. Так вот, вылив в крышку, даю пару дней постоять. За это время он высохнет и загустеет до состояния жидкого меда. Теперь уже удобно размазывать острой зубочисткой именно там, где нужно. А если загустеет сверх меры, то либо добавьте в капельницу немного спирта, либо добавьте еще немного свежего флюса и размешайте.Производитель заявляет, что в полоскании нет необходимости. В принципе вроде бы он не активен. Но что-то меня смущает с добавками, которые в нем есть, поэтому всегда смываю. Смывается широкой кистью, смоченной спиртом. Или просто кисть под проточной водой из-под крана. Нет ничего плохого в том, чтобы промыть готовую доску водой, главное после этого хорошо просушить.
Канифоль гель
Отличная штука. Не так давно он появился в радиомагазинах и уже заслужил мою любовь и уважение.Это густая коричневая паста на основе канифоли, которую продают в шприцах. Отлично растекается прямо там, где это необходимо, не оставляет нагара на паяльнике, как у LTI-120. Легко смывается водой или спиртом, в общем рулез!
Смертельный активный флюс, легко смывается водой, не оставляет грязных липких следов и окислов. Но его нужно смыть. Тщательно смойте. Иначе через пару лет он может разъесть дорожки платы или ее остатки станут токопроводящими и на поверхности платы между дорожками появятся жуткие протечки, что крайне негативно скажется на работе схемы. .Я также не уверен в безопасности его паров. Вы можете использовать его пару раз, но он не улыбается мне все время. Но в целом это офигенный флюс, спаять их одно удовольствие.
Глицерин-салициловый флюс .
Это ФСГЛ. Если честно, понятия не имею, откуда эта хрень. Банку этого флюса у меня с детства (собственно, поэтому канифоль практически не паял) – папа воруют с оборонного предприятия … В свободной продаже не видел.Он паяется так же энергично, как и глицерин-гидразин, но не содержит примесей, сомнительных с точки зрения токсичности. В нем 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и сделать самому? Уж больно бредовый рецепт. Один недостаток – его нужно смывать, он активен. Но слегка смывается водой.
F-34A
Адская кислотная смесь. При пайке у него жуткий едкий выхлоп, которым я отравил половину нашей лаборатории.Паять этой гадостью можно только в противогазе и с мощным капюшоном, но это говно спаяет все, то, о чем другим флюсам даже в кошмаре не снилось. Это жижи на входе – ржавчина, оксиды, сталь, напыление, даже алюминий можно паять. Так что если вам нужно припаять к ржавому гвоздю, то бросьте эту херню, задержите дыхание и ЛЮДИ!
Импортные флюсы без очистки.
Если честно, то не пользовался. Говорят, классные, но ИМХО их просто так паять не рационально – они слишком дорогие, и в нашем городе не продают, а сумку заказывают.Скорее они предназначены для профессионального использования, например, для ремонта сотовых или пайки корпусов BGA (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то ищите информацию на форумах сотовых ремонтников, они знают об этом деле все.
Голландский флюс на основе конопли
Я понятия не имею, кто его производит и где продается, но я точно знаю, что это так! В этом я особенно убедился, покопавшись в диаграммах продуктов компании, где раньше работал.Их разработчики явно спаивают. Так как таких закиданных схемных решений я еще не видел.
Паяльник в руки и вперед !!!
Про флюсы я вам рассказывал, теперь собственно о процессе пайки.
Это не сложное дело. Для начала желательно детали облучить. Вы смачиваете их флюсом, зацепляете паяльником с небольшим количеством припоя и размазываете по поверхности. Спешить не нужно, детали следует покрыть ровным тонким блестящим слоем.С выводами микросхем и радиодеталей возиться не нужно – они уже на заводе луженые.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то причин две – неправильная температура паяльника или припой низкосортное говно … Если паяльник слишком холодный, то припой будет на грани в твердом и жидком состоянии он будет вязким и не смачивается. Если паяльник перегреться, то припой моментально покроется серой оксидной пленкой и тоже будет противно повозиться.Идеальная температура паяльника при пайке ПОС-40 ( 60/40 Alloy ), на мой взгляд, это порядка 240-300 градусов. У ST-96 достаточно установить регулятор на 2/3 вверх.
Если паяете печатную плату, то дорожки тоже нужно залудить. Но делать это нужно осторожно. Текстолит, который продается на просторах Родины, тоже часто оказывается редким говном и при нагревании фольга с него моментально отваливается.Поэтому долго греть доску нельзя – гусеницы отвалятся. Обычно я просто хорошо смазываю все дорожки флюсом и немного пробегаю по каждому плоскому жало паяльника каплей припоя. В результате у меня получились идеально луженые дорожки с почти зеркальной поверхностью.
Существует популярный способ быстрого лужения больших досок:
Для снятия припоя берется тесьма, это такая мочалка медная, продается мотками по 30 рублей за метр.Если не найдешь, то на толстом коаксиальном кабеле телевизора можно выковырять экранирующую оплетку – та же фигня, только еще больше возни. Плата правильно смазана флюсом, оплетка правильно пропитана припоем, а также полита флюсом. Затем эту хрень приклеивают паяльником на поверхность платы. Чтобы волокна оплетки не прилипали к дорожкам, лучше взять паяльник большего размера и массивнее.
Я улучшил путь в целом.
Взял старый мощный паяльник на 60Вт, обмотал жало этой тесьмой, пропитал сплавом Роуза и теперь лужица платы одним движением. Почему Роза? И им повозиться проще, паяльник при касании платы резко остывает, т.к. излучает тепло. Если смочить оплетку обычным припоем, то она сразу отдельными волокнами приваривается к плате, а сплав Роза легко плавится и не прилипает.
Пайка транзисторов, диодов и микросхем.
Здесь хотелось бы особо обратить ваше внимание. Дело в том, что полупроводники от слишком высокой температуры разрушаются , поэтому есть риск перегрева микросхемы. Чтобы этого не произошло, желательно выставить паяльник 230 градусов или около того … Это вполне терпимая температура, которую микросхема выдерживает длительное время. Можно паять и не торопиться. У обычных нерегулируемых паяльников температура жала составляет порядка 350-400 градусов , поэтому паять нужно быстро, одним касанием.Не более секунды на каждую ножку и сделайте перерыв не менее 10-15 секунд перед пайкой другой ножки. Также можно придерживать ножку металлическим пинцетом – он будет служить радиатором.
Пайка проводов
Концы лучше перед пайкой залудить отдельно, а если провод припаян к печатной плате, то очень желательно просверлить отверстие в плате, намотать с другой стороны и только потом припой. В этом случае риск оторвать дрожки при рывке за провод сводится к нулю.
Пайка припоем.
Так обычно паяются микросхемы. Хватают по диагонали за крайние ножки, смазывают все флюсом, а затем, придерживая одной рукой паяльник, а другой тонкую проволоку припоя, быстро спаивают все ножки.
Провода для пайки в лаковой изоляции
Любой обмоточный провод, например провод трансформатора, покрывается тонким слоем лака. Чтобы припаять к нему, этот слой лака нужно снять.Как это сделать? Если проволока толстая, то ее можно немного обжечь огнем зажигалки, лак выгорит, а нагар счистить грубым картоном. Если проволока тонкая, то либо аккуратно поскребите ее скальпелем, держа скальпель строго перпендикулярно проволоке, либо возьмите таблетку аспирина и нажмите и проткните ее горячим наконечником паяльника вдоль проволоки на аспирине. При нагревании из аспирина будет выделяться вещество, которое сожрет изоляцию лака и очистит провод.Правда будет сильно вонять 🙂
Третья рука
Рекомендую обзавестись такой хваткой. Чертовски удобная штука, позволяет при пайке держать какой-нибудь ктулху, концы из стороны в сторону не болтаются. Кстати, остерегайтесь подпружиненных проводников! При пайке может соскочить и бросить каплю припоя вам в лицо, сколько раз такое приходило мне в лицо и не помню, а могло быть в глаз! Так что соблюдайте меры безопасности!
Губка
Наконечник паяльника постепенно загрязняется и покрывается нагаром.Это нормально, обычно виноват флюс, горит тот же LTI-120 дай бог. Для чистки паяльника можно использовать специальную губку. Этот желтый мусор идет в комплекте с подставками для паяльника. Его необходимо смочить водой и отжать, оставив влажным. Кстати, губка постоянно сохнет, чтобы не промокать каждый раз, когда ее можно пропитать обычным медицинским глицерином. Тогда он вообще не высохнет! Удобно блин! Если губки нет, возьмите ватную тряпку, положите ее в поднос для утюга и также смочите водой или глицерином.Наши установщики держали на столе обычное вафельное полотенце и протирали им паяльник.
Кстати, о технике безопасности.
- Сначала расположите все так, чтобы было удобно.
- Остерегайтесь шнуров питания. Паяльник очень любит пережигать свой провод … Прям мания с ним. А это чревато в лучшем случае ремонтом проводов, в худшем – коротким замыканием и возгоранием.
- Не оставляйте паяльник включенным даже на короткое время.Правило « ушел – выключил » должно выполняться по железной дороге.
- Правило второе – паяльник должен быть либо в руке, либо на надежной подставке … И не иначе! Ни в коем случае нельзя класть его на стол или на первое, что попадает на стол. Шнур мгновенно утащит его.
- Не забудьте про вытяжку и вентиляцию … Если паяете, то хотя бы окно откройте, проветрите комнату, а лучше поставить вентилятор (минимум 80мм от компьютера) или вытяжку капюшон на столе.
Лучше один раз увидеть, чем сто раз прочитать:
Без проблем! К вашим услугам куча видеороликов с You Tube по запросу «припаять» … Вы увидите, как это делают профессионалы. Смотри и учись!
Самый распространенный флюс – канифоль, которую можно продавать кусками или разливать по банкам:
Для пайки слегка окисленных выводов и контактов на плате используйте спиртово-канифольный флюс (SCF):
Этот флюс можно легко приготовить самостоятельно, растворив порошкообразную канифоль в 97% этиловом спирте.
Соотношение спирт / канифоль должно быть 5/1.
Вы также можете приобрести флюс канифоль – гель в шприцах.
Все потоки делятся на активные и пассивные. Их отличие в том, что промывка точки пайки от пассивного (или нейтрального) флюса желательна, а промывка после активного требуется, иначе со временем на плате появится коррозия.
Паяльные жиры и кислоты также являются активными флюсами:
Флюс кислотный (хлорид цинка) применяется для пайки металлов; электронику с ним паять нельзя!
Существуют флюсы для пайки алюминия, которые также активны
флюсы:
LTI – 120 считается условно нейтральным флюсом, который, тем не менее, необходимо промывать. выключенный.Глицерин применяют для лужения досок сплавом Роза.
Для пайки SMD Для радиодеталей используются флюсы в виде геля, например, РМА-223.
Хотите узнать больше? Нажмите на баннер ниже, чтобы просмотреть надстройку для видео. к статье на нашем канал на YouTube!
Припой Это легкоплавкий металлический сплав, предназначенный для пайки проводов, выводов, деталей и узлов.Раньше припои обозначались тремя буквами – POS (оловянно-свинцовый припой), за которым следовало двузначное число, показывающее содержание олова в процентах, например, POS-40, POS-60.
Лучший припой – чистое олово. Однако это дорого и применяется в исключительных случаях. При радиоустановке часто используются оловянно-свинцовые припои. По прочности пайки они не уступают чистому олову. Такие припои плавятся при температуре 180 – 200 ° С.
Выбор припоя для пайки
Выбор припоя зависит от таких факторов: от соединяемых металлов или сплавов, от метода пайки, от температурных ограничений, от размера деталей, от требуемой механической прочности, от коррозионной стойкости и т. Д.
Для пайки толстых проводов используется припой с температурой плавления выше, чем для пайки тонких проводов.
В некоторых случаях необходимо учитывать электропроводность припоя (напоминание: удельное сопротивление олова составляет 0,115 Ом x мм2 / м, а у свинца – 0,21 Ом x мм2 / м).
Разновидности припоев.
Припои делятся на три группы: тугоплавкие, легкоплавкие и сверхлегкоплавкие. Тугоплавкие припои (радиолюбители ими практически не пользуются).К огнеупорным припоям относятся припои с температурой плавления выше 500 ° C, которые создают очень высокую механическую прочность соединения (предел прочности до 50 кг / мм2). Их недостаток как раз в том, что они требуют высокой температуры нагрева и, хотя прочность такой пайки очень высока, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «выпустить» стальную деталь.
Недостаток твердых припоев в том, что они требуют высокой температуры нагрева, и хотя прочность такой пайки очень высока, интенсивный нагрев может привести к очень нежелательным последствиям: можно перегреть дорогую деталь и вывести ее из строя (например, транзистор или микросхему) можно «отпустить», например стальную деталь (пружину).
Припои легкоплавкие (радиолюбительские). В эту категорию входят припои с температурой плавления до 400 ° C, которые имеют относительно низкую механическую прочность (предел прочности до 7 кг / мм2). Для радиотехнических монтажных работ используются в основном легкоплавкие припои. Они содержат олово и свинец в различных пропорциях, например, припой ПОС-61, который содержит 61% свинца, 38% олова и 1% различных добавок.
Припои сверхлегкоплавкие (радиолюбительские). Есть также сплавы, в состав которых помимо олова и свинца входят висмут и кадмий. Эти сплавы являются наиболее плавкими: некоторые из них имеют температуру плавления менее 100 ° С. Механическая прочность соединения в таких сплавах очень низкая. Ранее они использовались для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмиево-висмутовые сплавы используются при ремонте печатной проводки. Также их используют для пайки транзисторов, так как по техническим условиям рекомендуется паять их припоем с температурой плавления не выше 150 ° С.
Для пайки транзисторов можно использовать так называемый сплав Вуда с температурой плавления 75 ° C, в который входят: олово – 13%, свинец – 27%, висмут – 50%, кадмий – 10%. Сплав Вуда можно приготовить по указанному рецепту самостоятельно или купить в аптеке. Идет пайка. Канифоль используется как флюс.
Форма припоев радиолюбителей
В прошлом веке рекомендовали оловянный стержень сечением 10 мм. Теперь для пайки используют припой сечением от 1 до 5 мм.Наиболее распространены многоканальные припои 1,5-2 мм. Многоканальность означает, что внутри оловянной проволоки имеется несколько каналов флюса, что обеспечивает ровный, блестящий и надежный припой.
Такой припой продается мотками – на радиорынках, колбами – в которых он свернут по спирали, так и катушками (количество припоя в них такое, что хватит на один год). Рекомендуется приобретать в виде проволоки толщиной со спичку – паять удобнее.
При пайке монтажных проводов радиоаппаратуры удобно использовать оловянно-свинцовые припои, отлитые в виде тонких стержней диаметром 2 – 2.5 мм. Такие стержни можно сделать своими руками, залив расплавленный припой в емкость, в дне которой предварительно проделали отверстие. В этом случае сосуд следует держать над листом жести или металлической пластиной. После остывания стержни следует разрезать на кусочки необходимой длины.
Современные припои, используемые при пайке электронных схем, производятся в виде тонких трубок, заполненных специальной смолой (смолой), которая действует как флюс. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. Д., при соблюдении следующих условий: поверхности деталей, подлежащих пайке, должны быть очищены, то есть с них должны быть удалены образовавшиеся со временем оксидные пленки, деталь на месте Пайка должна быть нагрета до температуры выше точки плавления точка припоя. В этом случае определенные трудности возникают в случае больших поверхностей с хорошей теплопроводностью, так как мощности паяльника может не хватить для его нагрева.
Самостоятельное приготовление припоя
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) взвешивают на весах, смесь расплавляют в металлическом тигле над газовой горелкой и после перемешивания расплава стальным стержнем получают пленку. Шлак удаляется с поверхности расплава стальной пластиной.Затем расплав аккуратно разливают в формы – корыта из жести, дюралюминия или гипса.
Растапливать следует в хорошо проветриваемом помещении в защитных очках, перчатках и грубом тканевом фартуке.
Флюсы для пайки
Что такое флюс для пайки? Во время пайки температура соединяемых деталей значительно повышается. В этом случае скорость окисления металлических поверхностей увеличивается. В результате припой хуже смачивает соединяемые детали.Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс? Флюс – это вспомогательный материал, который предназначен для удаления оксидной пленки с деталей, подлежащих пайке при пайке, и для обеспечения хорошего смачивания поверхности детали жидким припоем. Без флюса припой может не приставать к металлической поверхности. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания поверхности металла расплавленным припоем.
Действие флюса зависит от его состава, имеющихся флюсов: либо растворяют оксидные пленки на поверхности металла (а иногда и самого металла), либо защищают металл от окисления при нагревании. Таким образом, флюс образует защитную пленку над точкой пайки.
Флюс уже присутствует в сегодняшнем припое для тонких сердечников. Когда припой плавится, он распределяется по поверхности жидкого металла. Поверхности уже луженых металлов также покрываются флюсом перед их соединением (фактически пайкой).В этом случае флюс является поверхностно-активным веществом, то есть поверхностно-активным веществом. После соприкосновения деталей лишний флюс между ними вылезает и все время испаряется, так как температура его испарения ниже, чем у припоя.
Есть разные флюсы. Например, для ремонта металлической посуды используют «паяльную кислоту» – раствор цинка в соляной кислоте. Паять таким флюсом радиоконструкции нельзя – со временем он разрушает пайку.Для радиоустановки необходимо использовать флюсы, не содержащие кислоты, например канифоль.
Требования к радиолюбительским потокам
Выбор флюса – важный вопрос … Раньше использовалась только канифоль, другого флюса не было. Чем плохо канифоль – канифоль, канифольный флюс спиртовой относится к разряду активных флюсов. Первый недостаток – при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток – очистить плату после пайки канифолью – большая проблема.Смыть остатки можно только спиртом или растворителями (да и то, иногда легче отчистить чем-нибудь острым).
Оставшийся на плате флюс не только некрасив с эстетической точки зрения, но и вреден. На платах с небольшими зазорами между проводниками возможен рост дендритов (иными словами, коротких замыканий), вызванный гальваническими процессами на загрязненной поверхности. Выход какой – на современном рынке материалов можно найти широкий спектр флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают качественную пайку.Такие флюсы продаются, как правило, в шприцах, что очень удобно в использовании.
Независимо от того, какой флюс используется, готовую пайку необходимо протереть тканью, смоченной спиртом-ректификатом или ацетоном, а также очистить жесткой щеткой или щеткой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно использовать ее заменители:
Канифольный лак можно приобрести в хозяйственных магазинах. Его можно использовать как жидкий флюс вместо канифольно-спиртового раствора.Этот же лак можно использовать и для антикоррозионного покрытия металлов.
Камедь – смола сосны или ели – доступный материал, особенно для любителей, живущих в сельской местности … Такой флюс можно приготовить самостоятельно. Смолу, собранную в лесу с деревьев, нужно растопить в жестяной банке на медленном огне (на сильном огне смола может загореться). Расплавленную массу разлить по спичечным коробкам.
Таблетка аспирина, доступная в любой домашней аптечке. Недостатком этого флюса является неприятный запах дыма, выделяемый при плавлении аспирина.
В настоящее время производится большое количество различных так называемых флюсов без очистки, как жидких, так и в виде полужидкого геля. Их особенность в том, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют ополаскивания платы после пайки. Хотя все-таки все остатки флюса с припаянных деталей лучше после завершения пайки.
Для нанесения жидкого флюса можно использовать кисть, ватный тампон или просто спичку, но удобнее использовать так называемый «аппликатор флюса».Вы можете попробовать купить фирменный аппликатор флюса примерно за 20-30 долларов, но гораздо проще и дешевле сделать его самостоятельно. Для этого потребуется кусок силиконовой или резиновой трубки с внутренним диаметром 5-6 мм и одноразовый медицинский шприц.
Шприц разрезан на 2 части. Обе части помещаются в резиновую трубку. Игла немного укорачивается, для удобства использования ее можно немного погнуть. Слегка надавливая на шланг, выдавите каплю флюса с наконечника на детали, которые нужно припаять и припаять.При хранении, чтобы игла не засыхала, внутрь нее можно вставить тонкую проволоку. Также удобно использовать флюс в виде геля или пасты. Для его нанесения также можно использовать одноразовый шприц, только из-за его плотности иглу шприца придется брать толще.
Сегодня на полках радиорынков и магазинов электроники можно найти огромное количество флюсов для пайки, разных по назначению и цене.
Производители флюсов предлагают действительно качественную продукцию, но найти ее на рынке довольно сложно.Количество и варианты подделок просто поражают своим разнообразием. Даже если вам повезет и вы найдете оригинальный товар, то его стоимость будет существенно отличаться от стоимости подделки. Большинство потенциальных покупателей, сравнив цены, решают сэкономить и искать более дешевый флюс. С другой стороны, мастера подбирают оптимальный набор химикатов для пайки, который им подходит в соответствии с их требованиями. технические параметры и цена. Но для этого они должны отсортировать неизвестные потоки и путем экспериментов выбрать наиболее подходящий вариант для конкретной работы.
Сотни дешевых флюсов продаются практически на каждом углу. высокие показатели заявленных параметров на этикетке. Но внутри упаковки вас может ждать совсем неприятный сюрприз.
Теперь разберемся , как разводятся флюсы и как это влияет на их технические характеристики .
Канифоль вместо флюса
Представьте себе ситуацию: вы купили суперфлюс, открыли тубу, а вместо качественного флюса – канифоль низкого качества (отходы производства канифоли).Более того, эта же канифоль тоже очень сильно разбавлена каким-то загрязненным техническим вазелином.
Паять или лужить такой смесью просто невозможно. Так называемый «флюс» начинает «убегать» с места пайки. В результате получаем незаслуженные выводы, некачественную «холодную» пайку, а контактные площадки и дорожки мгновенно отваливаются от платы из-за перегрева.
Флюс разбавленный кислотой
Очень часто в уже некачественный флюс добавляют кислоты (лимонная, ортофосфорная) или хлориды (хлорид цинка).По сравнению с канифолью картина меняется сразу – все лужено и припаяно. Вроде флюс просто супер, но паять таким флюсом электронные платы запрещено. Удалить остатки кислоты, особенно из-под SMD-элементов, очень сложно, а иногда и практически невозможно. Кислота может оставаться даже внутри припоя, в порах припоя.
В результате через месяц-два пайка кислотой (или хлоридом цинка) рассыпается в порошок вместе с выводами радиоэлемента.Ремонт тогда будет очень и очень кропотливым, а иногда и вовсе невозможным.
Флюс, разбавленный глицерином
Еще бывает, что во флюс щедро наливают глицерин. Припой с глицериновым флюсом великолепен, он дешев и доступен в большом количестве, но попробуйте покрыть им плату. Затем измерьте сопротивление печатной платы. Итак, невезение: он проводит ток от единиц до десятков Ом там, где этого не должно быть. Даже если вы попытаетесь смыть глицерин, а он легко смывается, «проводимость» платы все равно сохранится! Глицерин впитывается в печатную плату (сопротивление печатной платы, не покрытой медью – от 10 до 50 Ом ).Для большинства устройств это просто недопустимо. Даже самые простые и банальные схемы выйдут из строя. Чтобы как-то заставить устройство работать, попробуйте поцарапать текстолит между дорожками иголкой.
Заключение: нельзя использовать глицерин, кислоты, хлориды в нечистотных флюсах для работы с радиоэлектроникой, компонентами BGA и SMD.
Основные требования к качественному флюсу для работы с выводными элементами, BGA и SMD:
- отсутствие коррозии
- хорошие луженые свойства
- высокая смачивающая способность
- не кипит при нагревании до рабочей температуры
- отсутствие электропроводности
- простота удаления остатков при необходимости
- опора для бессвинцовых и бессвинцовых припоев
- технология пайки без очистки (остатки не нужно смывать)
- простота нанесения (гель, паста)
- доступная цена.
А теперь посмотрим, что нам предлагают на рынке.
Всем вышеперечисленным требованиям удовлетворяют флюсы марки CHIPSOLDER FLUX .
Также достаточно качественные флюсы серии СП (СП-10 +, СП-15 +, СП-18 +, СП20 +, СП30 + ).
В их составе не обнаружено кислот, хлоридов или глицерина. Флюсы SP доступны в различных консистенциях: паста, гель, жидкость (L-NC-3200, L-NC-3600). Они не проводят электричество, и остатки смывать не нужно.
Эти флюсы соответствуют всем заявленным стандартам и проверены при пайке выводных частей, проводов, элементов BGA и SMD, а также чувствительных солнечных панелей.
Характеристики флюсов и их особенности
Давайте теперь подробнее рассмотрим некоторые из них.
Для начала разберемся с названием. Что означают все эти большие буквы?
- G (гель) – гелеобразный флюс.
- NC (без очистки) – не требует промывки.
- 5268 – индекс потока.
- LF (бессвинцовый) – подходит для бессвинцовых припоев.
ОТБОЙНИК G-NC-5268-LF
Этот флюс подходит для пайки луженых контактов. У него хорошая теплопроводность, контактная площадка остается на плате, а не на наконечнике паяльника. Флюс-гель CHIPSOLDER G-NC-5268 LF – это высококачественный полупрозрачный синтетический не требующий очистки флюс с характеристиками, напоминающими смолу. Используется для пайки и разборки компонентов BGA / SMD.Подходит для работы с паяльником, термофеном, ИК станцией, а также для реболлинга.
Флюс изготовлен из компонентов высокой степени очистки. Удобно фиксирует компоненты BGA и SMD в герметичном состоянии. Полностью поддерживает как обычную, так и бессвинцовую технологию пайки. Без галогенов для долговременной надежности и отличных паяльных характеристик.
Обладает минимальной, «мягкой» активностью при пайке, что позволяет не смывать остатки. Не кипит, не оставляет темного «налета», после пайки остается прозрачный гель.Он теряет прозрачность только при температуре -5 ° C, но при этом сохраняет свои свойства. Легко удаляется любым универсальным средством на спиртовой (спиртово-бензиновой) основе и бумажной салфеткой.
Обладает отличной теплопроводностью (компонент прогревается максимально равномерно), очень удобен в использовании. Не содержит растворителей, не высыхает на открытом воздухе и не затвердевает после пайки. Подходит для многократного использования.
ОТБОЙНИК –G-NC-6500-LF
Эти флюсы аналогичны по своим характеристикам флюсам серии CHIPSOLDER, но немного дешевле.Стоит отметить, что стоимость не повлияла на качество. Они также могут отлично работать и получать хорошие результаты. А теперь остановимся на каждом из них подробнее.
СП-10 +
Это дешевый и довольно хороший низкоактивный поток. Рекомендуется для монтажа и демонтажа компонентов FLIP CHIP, BGA и SMD, кристаллов, а также для ремонтных работ с использованием паяльника, термофена, ИК-оборудования.
Практически нулевая активность. Используется для пайки и демонтажа луженых выводов.Подходит для бессвинцовых припоев. SP-10 + абсолютно безопасен для радиодеталей. Равномерно распределяет температуру при пайке и предотвращает отслаивание проводов. Имеет липкую консистенцию (вязкая, липкая), не вызывает коррозии, надежно фиксирует элементы при пайке. Он также не проводит ток.
Флюс применяется без последующей очистки в печатных узлах. Подходит для работы в различных условиях окружающей среды.
СП-15 +
Основное отличие – последовательность.
SP-30 Представляет собой полупрозрачный липкий гель. Флюс предназначен для ремонта и изготовления электроники. Может использоваться со всеми стандартными припоями.
Итак, подведем итоги.
Все флюсы разработаны для высококачественной пайки. Все вышеперечисленные флюсы используются в различных условиях окружающей среды и с разными особенностями технологического процесса.
Основными различиями между потоками SP являются постоянство и активность. Поэтому выбирать флюс необходимо исходя из области применения и удобства использования.
CHIPSOLDER не так универсальны, как флюсы SP. Выбирая флюс CHIPSOLDER, обязательно нужно знать, как его использовать и с какой целью.
Наталья ЗинькоРоза сплав: определение, состав, применение – общество
Во время процесса старения периодически возникают неисправности, когда требуется низкая температура старшего i. Это случается при изготовлении микросхем или в цехах, где существует риск перегрева
Содержимое
В процессе пайки периодически возникают ситуации, когда требуется низкая температура припоя.Это происходит при изготовлении микросхем или в случаях, когда есть риск перегрева элементов микроэлектроники, но не требуется высокая прочность. Для этих целей наиболее подходящий сплав – Роза.
краткая информация
В состав сплава Роуза входят:
- висмут 50%;
- свинец 25%;
- олово 25%.
Допустимое отклонение пропорций компонентов составляет ± 0,5%. По физическим параметрам этот припой близок к сплаву Вуда, но имеет менее токсичные свойства из-за отсутствия в его составе кадмия, поэтому больше подходит для работы в домашних условиях.Не требует оборудования с вытяжкой на рабочем месте.
Температура плавления сплава Rose +94 ° С. Затвердевает уже при +93 ° С. Такой температурный режим успешно применяется для лужения печатных плат сплавом Rose. В домашних условиях этот процесс можно проводить в кипящей воде. Но следует помнить, что этот сплав чувствителен к перегреву, кроме того, он довольно хрупкий.
Alloy Rose, что это такое и почему так называется? Припой назван в честь известного немецкого химика Валентина Роуза-старшего., это мелкие гранулы или стержни серебристого цвета.
Какие материалы используются для пайки?
Пайка с таким составом облегчает соединение критичных к температуре контактов радиодеталей и элементов в микроэлектронике за счет низкой температуры плавления. Применяется в промышленности как припой марки ПОСВ-50. Этот материал успешно применяется для пайки меди, ее сплавов с алюминием, никелем, латунью, посеребренных поверхностей керамических элементов, драгоценных металлов.
Технология лужения в кипящей воде
Благодаря уникальным температурным характеристикам в домашних условиях была разработана следующая технология лужения печатных плат сплавом Rose.Что это такое и как работает?
Первый шаг – очистить протравленную медную поверхность печатной платы.
Затем нагрейте небольшую металлическую эмалированную емкость (миску или кастрюлю), наполненную водой, до точки кипения. Также подойдет большая банка. Бросьте в кипящую воду небольшое количество лимонной кислоты.
После этого осторожно опустите печатную плату на дно емкости лужением вверх. Необходимое количество гранул из сплава ROSE отстает от нее. После этого в кипящей воде расплавленные гранулы деревянной палочкой или резиновым шпателем равномерно распределяют по медной поверхности доски.В этом случае происходит процесс лужения.
Удалите излишки припоя тампоном или шпателем. После этого консервную доску достают из емкости и дают остыть. В результате получается яркая, почти зеркальная луженая поверхность, не уступающая по качеству промышленному образцу.
Чтобы последующая пайка сплавом Роуза имела достаточную прочность и не была хрупкой, необходимо добиться минимальной толщины слоя лужения. Затем необходимо тщательно промыть поверхность доски водой для удаления остатков кислоты.Чтобы еще больше уменьшить окисление, желательно покрыть его слоем раствора канифольного спирта. Он предотвратит попадание кислорода на поверхность металла и будет действовать как флюс в процессе пайки, обеспечивая безупречное качество соединения.
Методика работы с глицерином
Существует метод лужения в глицерине сплавом Роза. Что это такое и как организовать процесс? Для лужения желательно использовать металлическую эмалированную емкость, скажем, таз. Он наполовину наполнен глицерином из ближайшей аптеки и нагревается до температуры около 200 ° C.В жидкость необходимо добавить несколько капель паяльной кислоты. Далее плату опускают в нагретый глицерин зачищенным слоем меди вверх. Сверху забрасываются гранулы сплава Роуза. Затем резиновым шпателем шарики расплавленного металла растирают по медной поверхности платы. После этого заготовку аккуратно вынимают пинцетом и тщательно промывают проточной водой для удаления кислоты и глицерина. Блестящая луженая поверхность покрыта слоем канифольного спирта.После этого доска готова к использованию.
Технология упрощенного лужения
При отсутствии желания возиться с металлическими емкостями, кипячением и кислотой радиолюбитель может залудить печатную плату самым простым способом. Лужение в этом случае также проводят легированием Роуз. Что это такое и как это делается? Медная фольга печатной платы шлифуется и покрывается спиртовым раствором канифоли, так называемым жидким флюсом. После этого на медные дорожки платы необходимо нанести необходимое количество гранул сплава Роза и маломощным паяльником через распушенную оплетку коаксиального кабеля произвести процесс лужения.Затем смыть остатки отработанного флюса спиртом и покрыть спиртовым раствором канифоли как своеобразным защитным лаком.
Преимущества и недостатки технологий лужения
Каждый из этих методов имеет свои положительные и отрицательные стороны. Лужение в кипящей воде предпочтительнее из-за невысокой рабочей температуры (до +100 ° С). Дает качественную луженую поверхность, не повреждает тонкие дорожки на печатной плате и вытравленные надписи.
При работе в глицерине, нагретом до 200 ° C, достигается аналогичное качество покрытия.Но при этом есть опасность получить ожоги маслянистой нагретой жидкостью. Пары глицерина тоже не улучшают здоровье радиолюбителя. Кроме того, следует помнить, что при перегреве обезвоженного глицерина появляется акролеин, который относится к 1 классу вредного воздействия и обладает сильными канцерогенными свойствами.
Лужение паяльником проще и быстрее, но существует риск перегрева из-за отслаивания следов фольги и вытравленных надписей на печатной плате.
Изготовление сплава Роза своими руками
Не всегда можно приобрести необходимые материалы.В этом случае стоит попробовать изготовить их самостоятельно. Для получения сплава сначала необходимо приобрести висмут. Вместо чистого олова придется использовать оловянно-свинцовый припой, так как не всегда можно получить чистый металл. Обычный припой содержит примерно 40% свинца и 60% олова. Необходимо взять кусок припоя и кусок висмута точно такого же объема. Все компоненты смешать в тигле и растопить с добавлением канифольного флюса. Затем аккуратно вылейте расплавленный припой в емкость с водой тонкой струйкой.На его дне сформируются гранулы сплава Роза. Конечно, этот метод не совсем точен, поэтому процентное соответствие металлов не будет полностью соответствовать норме, как и температура плавления. Для более точного получения сплава Розе потребуются химически чистые олово, свинец и висмут.
Безопасность и меры предосторожности
Хотя сплав Роуза не содержит кадмия, его компоненты (свинец и висмут) могут вызвать аллергическую реакцию или отравление. Поэтому лучше хранить сплав в плотно закрытой упаковке.Срок годности состава – около 3 лет. При пайке и лужении следует соблюдать технику безопасности. Работайте в проветриваемом помещении. Избегайте вдыхания паров свинца, олова и висмута. Также вредны пары канифоли и глицерина. При работе с нагретым тиглем требуется защитное снаряжение, такое как толстые перчатки и защитные очки.
Как паять микросхемы? Паяльник для радиодеталей: какой выбрать?
У неопытных радиолюбителей иногда возникает проблема с заменой микросхем на печатной плате.Изготовление, казалось бы, несложного процесса демонтажа радиодеталей, часто отслоение контактных площадок или повреждение исправного элемента из-за перегрева его корпуса. Эта проблема возникает из-за необходимости одновременно нагревать большое количество ножек или поочередно снимать припой с контактов, что приводит к их выходу из строя.
Поэтому для качественного демонтажа нужно хорошо проработать вопрос, как паять микросхемы, а также какой выбрать паяльник для снятия радиодеталей с печатной платы.
Основные методы демонтажа микросхем
Перед тем, как приступить к пайке микросхемы, необходимо определиться, какие детали корпуса используются в том или ином случае. Несмотря на большое разнообразие радиодеталей, существует два основных типа монтажа микросхем на печатной плате:
- ножки микросхемы вставляются внутрь специальных отверстий на плате; Накладная установка
- предусматривает наличие на плате контактных площадок, к которым припаяны ножки радиодетали.
Существует несколько способов использования различных паяльных инструментов, позволяющих эффективно упростить процесс демонтажа микросхем:
- нагрев стыка контактной площадки с ножкой радиодетали одним паяльником;
- разборка микросхемы с помощью металлической оплетки коаксиального кабеля;
- использование специального отсоса, помогающего удалить припой с места пайки;
- использование медицинской иглы для разборки;
- пайка микросхем металлическими теплопроводными пластинами;
- использование специальных составов с более низкой температурой плавления (сплав «Роза» или «Древесина»).
Выбор способа демонтажа во многом зависит от знания технических характеристик микросхемы (температура нагрева, тип корпуса), а также от практических навыков радиолюбителя.
Удаление одного паяльника
Пайка микросхемы с помощью обычного паяльника считается сложной задачей. Такую работу может выполнить опытный радист-любитель, не повредив контакты печатной платы и рабочей части.
Суть метода – поочередное удаление расплавленного припоя с ножек микросхемы. Важно каждый раз смачивать жало паяльника жидкой канифолью (флюсом), а после этого удалять остатки припоя, протерев их влажной тряпкой.
Завершение демонтажа микросхемы производится после удаления припоя. Для этого деталь заправляют сбоку от платы и отделяют после небольшого разогрева контактных площадок.Усилие должно быть небольшим, чтобы не повредить контактные дорожки.
Аппликация медной оплетки
Перед тем, как паять микросхему таким способом, необходимо выполнить несколько подготовительных операций. Для этого осторожно снимите экранирующую оплетку с небольшого отрезка коаксиального кабеля.
Далее необходимо:
- для чистки и лужения жала паяльника;
- смочите кусок медного экрана флюсом;
- наложить оплетку на контакты микросхемы;
- прогрейте защитный экран паяльником, при этом припой пропитает оплетку и освободит ножки радиодетали.
Оплетка – хороший теплоотводящий элемент, снижающий вероятность перегрева места пайки. В торговой сети можно купить уже готовую тесьму, пропитанную канифолью. Но из-за немалой стоимости и большого расхода материала для разовых работ предпочтительнее производить его самостоятельно.
Использование специального отсоса
Вакуумный отсос значительно упрощает процесс демонтажа микросхем, а также является очень полезным инструментом для пайки радиодеталей, качественно удаляющего излишки припоя с места перехода.
Промышленный отсос состоит из следующих элементов:
- ящиков с вакуумной колбой;
- термостойкий носик; рабочий поршень
- ;
- возвратная пружина.
Перед пайкой микросхем всасывающее устройство необходимо привести в рабочее положение. Для этого нажмите на поршень и зафиксируйте его стопорным устройством.
Технология демонтажа следующая:
- Нагрейте паяльник до оптимальной температуры.
- Расплавляем припой на контакте радиодетали.
- Прижать всасывающую насадку к стыку.
- Нажмите кнопку фиксатора. В этом случае внутри колбы создается вакуум за счет движения поршня, и расплавленное олово всасывается в устройство.
При выполнении большого объема работ необходимо периодически чистить отсос.
Для выполнения разовых работ отсос можно производить самостоятельно. Для этого необходимо вынуть поршень из простого медицинского шприца и вставить пружину для обратного движения.На носик устройства нужно надеть металлическую трубку подходящего диаметра. Устройство готово.
Разборка микросхемы с помощью иглы
Часто радиолюбители используют иглу от медицинского шприца для пайки микросхем. Диаметр иглы подбирается так, чтобы она вставлялась в отверстие на доске, а ножка детали проходила в нее. Подобрав такую иглу, нужно подпилить косой срез кончика надфилем до прямого угла.
Надев иглу на ножку микросхемы, необходимо нагреть паяльником точку контакта на плате.Затем, пока припой находится в расплавленном состоянии, осторожными движениями вращаем иглу и вставляем ее в отверстие. В результате таких действий ножка детали изолируется от доски. Далее такую же операцию проделываем с оставшимися ножками микросхемы.
Также можно использовать специальное заводское оборудование для очистки контактов.
Пайка микросхем пластиной
Наличие нескольких ножек в микросхеме усложняет процесс одновременного их испарения с платы.Поэтому радиолюбители часто используют специальные металлические теплопроводящие насадки для нагрева сразу нескольких контактов.
Процесс такой разборки выглядит несложно. Специальная пластина или простое лезвие бритвы прикладывают одновременно к нескольким контактам. Затем лезвие нагревается до температуры плавления припоя. Так как площадь нагрева увеличена, необходимо использовать паяльник мощностью 40 Вт.
При нагревании теплопроводящей пластины рекомендуется немного покачать микрочип, чтобы упростить процесс освобождения ножек от припоя.После снятия одного ряда контактов пластина переносится на другой ряд ножек и проводится аналогичная операция до полного освобождения детали от платы.
Использование специальных сплавов для демонтажа
Отличительной особенностью сплавов Rose или Wood является их низкая температура плавления. Итак, сплав Rose имеет температуру плавления почти в два раза ниже, чем олово, около 100 ℃. Это свойство материала позволяет эффективно использовать его при пайке небольших радиодеталей и микросхем.
Технология пайки заключается в нанесении на контакты гранул сплава, после чего эта зона нагревается паяльником. Благодаря сплаву припой равномерно плавится при низкой температуре. Остается только аккуратно поддеть деталь пинцетом.
Сплав Вуда (65-72 ℃) имеет еще более низкую температуру плавления, но он содержит токсичный кадмий, что значительно ограничивает его использование в домашних условиях.
Стоит отметить, что начинающему радиолюбителю, прежде чем приступить к разборке микросхем, необходимо определиться, какой выбрать паяльник для радиодеталей.Это позволит вам выполнять задачу намного лучше и эффективнее.
Конструкция паяльника
Паяльник должен быть легким для продолжительной работы, так как тяжелое устройство быстро нагружает щетку радиолюбителя, что делает его движения неточными.
Конструктивно паяльник состоит из следующих элементов:
- Ручка устройства может быть пластиковой или деревянной. Пластиковые ручки могут сильно нагреваться, поэтому их используют в паяльниках малой мощности.Мощные устройства чаще всего комплектуются деревянными держателями.
- Нихромовый нагревательный элемент состоит из слюды, поверх которой намотана спираль. Если перегорел провод, то заменить его самостоятельно очень сложно. Паяльник с керамическим нагревателем лишен этого недостатка, но это очень хрупкое устройство. Если вы избежите падения инструмента, керамика прослужит очень долго.
- Жало паяльника является основной рабочей поверхностью. Обычно делают жало из меди. Если жало обгорело, его очищают напильником с небольшой насечкой.Есть паяльники со сменными насадками.
Классификация паяльников по мощности
Мощность паяльника – его основная характеристика, которая существенно влияет на качество работы. Температура нагрева жала паяльника зависит от значения этого параметра.
По мощности паяльники можно разделить на следующие группы:
- Паяльники мощностью до 10 Вт используются для работы с тонкими проводниками и небольшими радиодетали.
- Пайка деталей на печатных платах наиболее эффективно осуществляется паяльниками мощностью 15-30 Вт.
- Паяльник 40-60 Вт чаще всего используется для работы в домашних условиях.
- Электрические провода большого сечения подключаются приборами мощностью 80-100 Вт.
- Паяльники мощностью 200 Вт предназначены для пайки металлических конструкций кислотой для пайки.
Существует несколько способов пайки микросхем из печатной платы, которые имеют свои достоинства и недостатки.Какой метод применить в конкретной ситуации должен решать сам любитель, исходя из своего опыта и технических возможностей оборудования.