журнал, нужно ли, время прокаливания, сколько раз можно
30.03
2020
Электроды относятся к тем расходным материалам, которые не имеют срока годности. При соблюдении условий хранения они отлично справляются со сваркой и через пять, и через десять лет. Однако даже в этом случае стержням может понадобиться термическая обработка и дегидратация, то есть, просушка. С какой целью производят прокалку электродов, а также зачем необходимо выполнять их сушку, как и с помощью чего это сделать лучше всего? Об этом – речь в данной статье.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Сварочный шлак на шве, сделанном сырым электродом
Инструкция сушки
Перед тем как высушить электроды для сварки, их требуется взвесить. Ведь загрузка печи, в среднем, составляет минимум 10 кг, а максимум – 40 кг. После этого следует провести такие операции:
- Загрузить электроды внутрь;
- Плотно закрыть крышку;
- Отрегулировать температуру согласно заданным для просушки параметрам;
- Засечь или выставить время, которое должен длиться данный процесс;
- Выдержать весь период;
- Выключить и дать остыть вместе с печью, чтобы не было резкого перепада температуры.
«Обратите внимание! Достаточно, чтобы все остыло до 100-150 градусов Цельсия.»
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Просушить и прокалить — это не одно и то же
Прокалка электродов осуществляется строго по инструкции, и никак иначе. Заменить прокалку неспособна батарея отопления, на которую многие выкладывают электроды зимой, чтобы их подсушить. Главная цель сушки электродов заключается в удалении влаги с обмазки.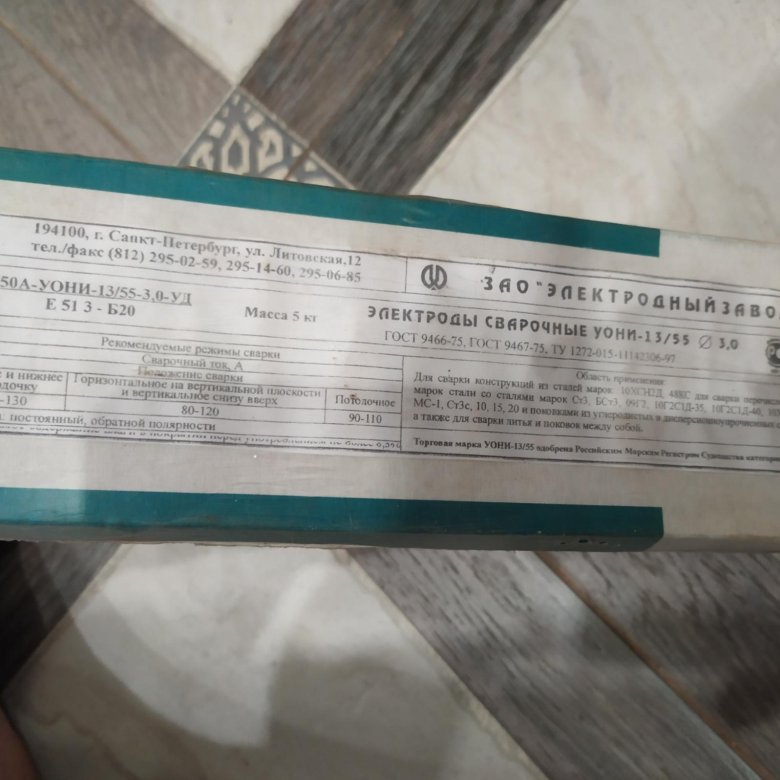
Однако на радиаторах отопления добиться полноценной прокалки электродов, увы, невозможно. Для этих целей применяются специальные печи, в которых электроды проходят термическую обработку. Что же касается домашних условий, то о способах прокалки электродов, в данном случае, будет рассказано ниже.
Журнал прокалки электродов
Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии. [ads-pc-3][ads-mob-3]
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
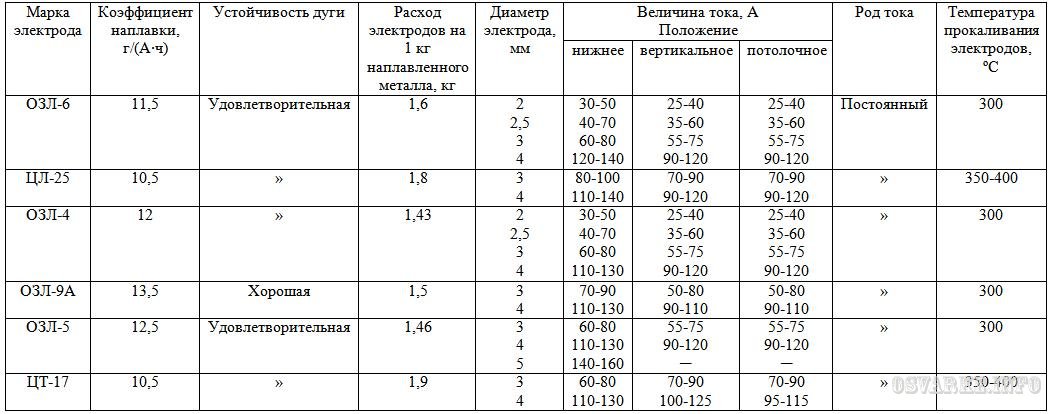
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Срок годности электродов
Специалисты, которые часто выполняют сварочные работы, запасаются большим количеством электродов. Потому как выгоднее покупать сварочные материалы по оптовым ценам, а не по розничной стоимости. Чтобы готовое изделие было изготовлено на высоком уровне, расходники должны быть качественными.
Зависит от условий хранения
Для обеспечения качества электродов необходимо хранить их в оптимальных условиях:
- помещение обязательно должно быть сухим, отапливаться зимой, иметь гидроизоляцию;
- температура не должна опускаться ниже 14 градусов;
- постоянная влажность не должна превышать 50%.
 Для контроля данного показателя необходимо использовать кондиционеры.
Для контроля данного показателя необходимо использовать кондиционеры.
 Для контроля данного показателя необходимо использовать кондиционеры.
Для контроля данного показателя необходимо использовать кондиционеры.Дата изготовления электродов ОК 46.00 указана на упаковке
Если электроды долго хранились
За период транспортировки и во время других мероприятий, расходники подвергаются большим рискам. Нередки случаи, когда сварочные материалы хранятся при неидеальных условиях. Исправить неблагоприятное воздействие на прутки можно с помощью процедуры прокаливания. Процесс просушки поможет избежать возникновения многих проблем: осыпание обмазки; плохое поджигание и залипание стержня. Прокалку рекомендует проводить в специализированном оборудовании – в мобильных или стационарных печах. [ads-pc-2][ads-mob-2]
Какой на самом деле срок годности у электродов
Электроды – это расходные материалы для электродуговой сварки. Поэтому важно знать требования, срок годности.
Закон не регламентирует ограничений, поэтому определить пригодность может потребитель перед использованием.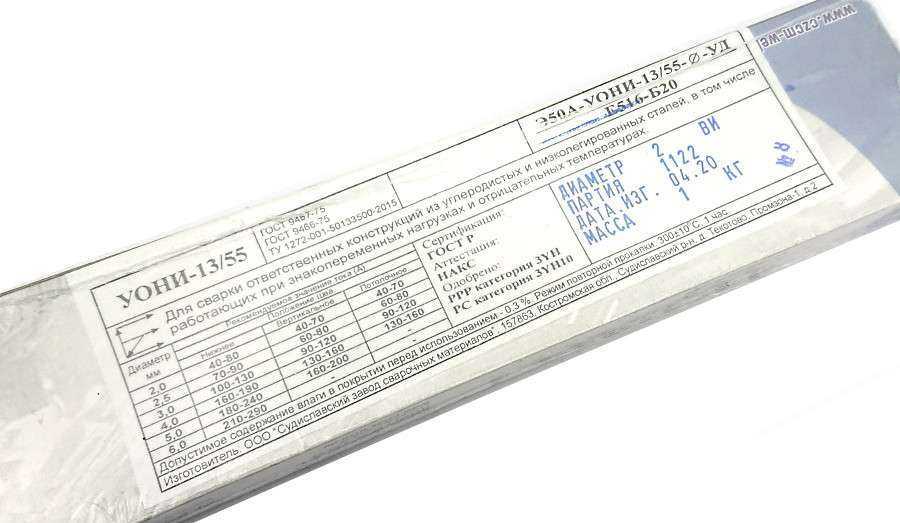
Чем регламентируется
Стержень для сварочного аппарата регламентируется рядом стандартов:
Маркировка
Содержит следующую полную информацию о «патроне». Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
Бесплатная ГОРЯЧАЯ ЛИНИЯ:
Мск +7 (499) 938 5119
Спб +7 (812) 467 3091
Фед +8 (800) 350 8363
- Э42А – тип, прочность 42 Мпа;
- УОНИ-13/45 – марка;
- 3,0 – диаметр;
- У – назначение для углеродистых сталей;
- Д – толщина покрытия;
- Е432(5) – характеристики металла;
- Б – вид покрытия – основное;
- 1 – пространственное положение – любое;
- 0 – характеристики тока – постоянной, обратной полярности.
Кроме того, указывается ГОСТ, которому соответствует товар.
| Тип | Марка стали | Применение | Срок годности |
| УОНИ-13 | Высоколегированная коррозионная | Конструкции из хромистых видов | Не ограничен при соблюдении определенных условий |
| МР-3С | Углеродистая и низколегированная | Высокие сварочно-технологические свойства | |
| МР-3Т | Сварка сырья с содержанием углерода до 0,25% | ||
| ОЗС-6 | Материал с временным сопротивлением разрыву до 490 МПа | ||
| ОЗС-12 | |||
| УОНИ 13/55 | Конструкции с требованиями к пластичности |
Сроки и виды
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.

ВАЖНО! Возможно сочетание нескольких типов.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Как правильно хранить электроды
СОВЕТ! Продлить годность можно с помощью специальных термопеналов. Они поддерживают нужную температуру и защищают от влаги.
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Если есть риск действия влаги, лучше прокалить перед использованием.
ВАЖНО! Особенно губительна влага. Вода накапливается в обмотке, которая начинает осыпаться. При применении такого материала шов получится некачественным.
Сколько можно хранить после прокалки?
Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Как понять, что испортилось
Понять, что продукт испорчен, можно с помощью визуального осмотра. Выделяют три состояния:
- полностью готов к использованию;
- возможно использование после обработки (прокаливания), когда степень пропитки влагой невелика, обмазка не осыпалась, плотно прилегает к стержню;
- если покрытие не держится на стержне, осыпается, откалывается.
Использовать товар с характеристиками третьего варианта запрещено. Шов от такого материала будет некачественным, может разойтись в любой момент.
Можно ли использовать просроченные
Срок годности электродов условный, напрямую зависит от того, как содержались стержни. Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Когда визуальный осмотр свидетельствует о нарушении целостности обмазки, применять по назначению нельзя. Шов получится неплотным. Также это чревато плохим поджиганием, залипанием электрода, осыпанием слоя.
Правила хранения
Как вы понимаете, правильное хранение напрямую влияет на срок годности электродов для сварки, так что отнеситесь к этому серьезно.
Выше мы писали, что правила устанавливаются ГОСТом. Его обязаны соблюдать все производители, поставщики, продавцы и сварщики. Больше всего электроды портятся при транспортировке, так что тщательно осматривайте их после вскрытия упаковки.
Как правильно хранить электроды? Согласно правилам, стержни должны храниться в сухом теплом помещении.
Оптимальная температура воздуха — 14-16 градусов по Цельсию, а оптимальная влажность — не более 50%. Для контроля температуры и влажности используйте специальные приборы. Они могут быть как ручными переносными, так и стационарными, установленными на стене в помещении.
Само помещение должно быть тщательно гидроизолировано.
Не иметь открытых проемов, через которые в помещение может попасть снег, дождь или ветер. Если в помещении есть окна и двери, то они должны иметь уплотнители. Исключено наличие больших щелей между оконными или дверными проемами и стеной.
Идеальный вариант — утепленный гидроизолированный склад, с электронной системой контроля температуры и влажности. Но такой вариант невозможен, если вы занимаетесь домашней сваркой. Поэтому в качестве склада используйте свой гараж или кладовку, установите на стене уличный термометр и приобретите психрометр.
Хранение электродов осуществляется при постоянной температуре, перепады так же недопустимы. Покрытие электродов легко впитывает влагу или осушается, из-за этого срок годности может сократиться. Срок годности сварочных электродов можно увеличить, если следовать нашим рекомендациям:
- Храните электроды в ящиках или коробках из плотного картона, не ставьте их на пол или открытый грунт. Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.
- Не оставляйте открытую упаковку на улице. Если у вас нет такой возможности (например, вы проводите сварочные работы за пределами цеха или гаража), то защитите упаковку от попадания влаги и пыли, завернув ее в плотную бумагу или положив в коробку.
- Сразу закрывайте упаковку с электродами.
 Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.
Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.Если вы обычно используете немного материалов, то срок хранения электродов для сварки можно увеличить, сделав для них специальный пенал из пвх-трубы. Ниже есть обучающее видео по изготовлению такого пенала.
Термопенал для электродов
Термопенал – это специальное оборудование для сушки и прокалки электродов. О необходимости прокалки электродов было сказано уже неоднократно. Посредством обработки, таким образом, электроды приобретают прочность и значительные улучшения в работе. Они не подвержены всевозможным реакциям и окислам, и за счет воздействия большого уровня температур, работают дольше и не крошатся.
Все эти качества достигаются при обкалке электродов при высоких температурах в специальных печах, которые конкретно предназначены для просушки электродов. Но дабы не утратить этих свойств и поддержать это полезное состояние, при котором электроды будут более прочными и качественными в работе, их необходимо содержать в специальном термопенале, который предназначается для хранения электродов после прокалки на рабочем месте. Рассмотрим данное оборудование более детально.
Термопенал – применение и эксплуатация
Термопеналы осуществляют две функции, а именно поддерживают температуру, при которой необходимо содержать электроды для сохранения всех вышеперечисленных свойств, и второй функцией является прогревание электродов. Дело в том, что закаливание электродов в печах не целесообразно проводить более трех раз, это приводит к истощению структуры электрода и к его некачественной работе, и делает электрод более хрупким. Поэтому для поддержания необходимой температуры, в которой наиболее благоприятно содержать электроды, осуществляется таким устройством, как термопенал.
Конструкция термопенала
Конструкция термопеналов выполнена в виде небольшого ящика с дверцей. Внутри данного корпуса, имеется специальное термоустройство, которое и выполняет процесс поддержания температуры. Вообще работа термопенала основана на принципе работы термоса, то есть на сохранении нужного уровня температуры, за счет термостата.
Камера с размешены внутри термостатом непременно отделывается слоем термоизоляции. Для достижения наибольшего эффекта. Сам термопенал имеет два вида крышек, одна из которых имеет поворотную систему, другая является прочно прикрепленной к корпусу. Конструкция подразумевает разделение на отделы, в которых можно хранить различные виды электродов.
Термопенал является чрезвычайно удобным и необходимым элементом оснащения при любом виде сварочных работ. Поскольку при сварочной работе возникает необходимость передвижения с одного рабочего места на другое, есть вероятность попадания электродов под дождь или снег, таким образом, существует опасность намокания электродов.
Характеристики термопенала
Их вес не обладает большими размерами, и в зависимости от модели и модификации термопенала, может варьироваться в разных пределах. Однако средний вес термопенала равен порядка трем килограммам. А вот количество вмещаемых электродов является уже важной характеристикой термопенала, которую необходимо рассматривать при выборе данного оборудования. средним весом электродов, которые могут быть загружены в термопенал, является вес в три килограмма. Однако, опять же от модельного вида термопенала, данные характеристики могут быть другими, и в большую и в меньшую сторону.
Температура, которую способен выдавать термопенал может иметь различия и варьируется в диапазоне от нуля градусов до ста двадцати градусов. То есть является достаточно большой, для поддержания нужного состояния электродов.
Влияние температуры отжига серебряного электрода на электрические свойства керамики на основе ниобата натрия и калия
NASA/ADS
Влияние температуры отжига серебряного электрода на электрические свойства керамики на основе ниобата натрия-калия
- Уотхор, Н. Н. ;
- Равал, Бхупендер ;
- Мандаве, Снехал ;
- Правеенкумар, Б. ;
- Раджан, К. М.
Аннотация
Отжиг электродов перед полированием является неизбежным этапом обработки пьезокерамики, поэтому для получения более высоких свойств необходима оптимизация температуры отжига. Однако для бессвинцовой пьезокерамики на основе ниобата натрия-калия имеющиеся данные вызывают недоумение, а температура отжига не стандартизирована. В этом исследовании оптимальная поверхность раздела керамический электрод была разработана путем регулирования температуры отжига электрода для достижения наилучших возможных свойств. Исследована температура отжига в диапазоне от 150°С до 750°С с использованием в качестве параметров пьезоэлектрических свойств, удельного сопротивления, диэлектрических свойств, прочности сцепления и границы раздела электрод-керамика.
- Публикация:
Журнал электронных материалов
- Дата публикации:
- Февраль 2019
- DOI:
- 10.1007/s11664-018-6787-3
- Биб-код:
- 2019JEMat..48..845W
 “/>
“/> - Ключевые слова:
- Без свинца; интерфейс
- ;
- отжиг; электрод
- ;
- пьезоэлектрический
Влияние температуры отжига рабочего электрода на краситель С4 растительного хлорофилла листьев кукурузы (Zea mays L.) на эффективность сенсибилизированного красителем солнечного элемента (DSSC)
Влияние температуры отжига рабочего электрода на краситель хлорофилла растений C
4 листьев кукурузы (Zea mays L. ) на эффективность сенсибилизированного красителем солнечного элемента (DSSC)
) на эффективность сенсибилизированного красителем солнечного элемента (DSSC)- Ангрэйни, Р. ;
- Нуросид Ф. ;
- Кусуманингсих, Т.
Аннотация
В этой статье обсуждается влияние температуры отжига рабочего электрода на эффективность сенсибилизированного красителем солнечного элемента (DSSC) с растительным хлорофиллом листьев кукурузы C 4 в качестве сенсибилизатора. В качестве рабочего электрода использовался полупроводник TiO 2 . Методом центрифугирования был изготовлен рабочий электрод с последующим отжигом. Используемые вариации температуры отжига составляли 150°С, 400°С, 450°С, 500°С и 550°С. Применяемые характеристики включают спектрофотометр в УФ-видимой области для измерения оптической плотности раствора и оптической плотности покрытых краской слоев рабочего электрода, измеритель ВАХ Кейтли для измерения эффективности, сканирующую электронную микроскопию (СЭМ) для измерения размера частиц и толщины пленок и Фурье. Преобразуйте Infra Red (FTIR), чтобы получить функциональную группу. Оптическая плотность раствора красителя хлорофилла листьев кукурузы находится при длине волны 450 нм – 500 нм и 650 нм – 670 нм. Оптическая плотность покрытия с рабочего электрода, погруженного в хлорофилловый краситель, увеличивалась при температуре от 150°С до 400°С, затем снижалась до температуры 550°С. Результаты эффективности увеличились со 150°C до 400°C, но затем эффективность снизилась до 550°C. Наибольший КПД был получен при температуре отжига 400°С, которая составила 5,28×10 -2 %. Результаты SEM показали, что TiO 2 имеет одинаковый размер при любой температуре.
Применяемые характеристики включают спектрофотометр в УФ-видимой области для измерения оптической плотности раствора и оптической плотности покрытых краской слоев рабочего электрода, измеритель ВАХ Кейтли для измерения эффективности, сканирующую электронную микроскопию (СЭМ) для измерения размера частиц и толщины пленок и Фурье. Преобразуйте Infra Red (FTIR), чтобы получить функциональную группу. Оптическая плотность раствора красителя хлорофилла листьев кукурузы находится при длине волны 450 нм – 500 нм и 650 нм – 670 нм. Оптическая плотность покрытия с рабочего электрода, погруженного в хлорофилловый краситель, увеличивалась при температуре от 150°С до 400°С, затем снижалась до температуры 550°С. Результаты эффективности увеличились со 150°C до 400°C, но затем эффективность снизилась до 550°C. Наибольший КПД был получен при температуре отжига 400°С, которая составила 5,28×10 -2 %. Результаты SEM показали, что TiO 2 имеет одинаковый размер при любой температуре.