1.2Технические характеристики токарно винторезного станка 16к20:
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр точения над поперечным суппортом | мм | 220 |
Наибольший диаметр обрабатываемого прутка | мм | 50 |
Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
Пределы подач |
| |
– продольных | мм/об | 0,05-2,8 |
– поперечных | мм/об | 0,025-1,4 |
Наибольшее усилие допускаемое механизмом подач на упоре |
| |
– продольное | кгс | 800 |
– поперечное | кгс | 460 |
Наибольшее усилие допускаемое механизмом подач на резце |
| |
– продольное | кгс | 600 |
– поперечное | кгс | 360 |
Мощность электродвигателя главного движения | кВт | 11 |
Габариты станка (Длинна) |
| |
– длинна | мм | 2505, 2795, 3195, 3795 |
– ширина | мм | 1190 |
– высота | мм | 1500 |
Масса станка | кг | 2835, 3005, 3225, 3685 |
2.
 Схема станка, устройство и органы управления
Схема станка, устройство и органы управления2.1 Устройство токарно-винторезного станка 16к20
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 -передняя бабка, 2 – суппорт, 3 – задняя бабка, 4 – станина, 5 и 9 – тумбы, 6 -фартук, 7 – ходовой винт, 8 – ходовой валик, 10 – коробка подач, 11 – гитары сменных шестерен, 12 – электро-пусковая аппаратура, 13 – коробка скоростей, 14 – шпиндель.
Техническими параметрами,
по которым классифицируют
токарно-винторезные станки, являются
наибольший диаметр D
обрабатываемой заготовки (детали) или
высота Центров над станиной (равная 0,5
D),
наибольшая длина L
обрабатываемой заготовки (детали) и
масса станка. Ряд наибольших диаметров
обработки для токарно-винторезных
станков имеет вид: D
§ 100, 125, 160, 200, 250, 320, 400. Наибольшая длина
L
обрабатываемой детали определяется
расстоянием между центрами станка.
Выпускаемые станки при одном и том же
значении D
могут иметь различные значения .
2.2 Общий вид и размещение органов управления токарно-винторезного станка 16к20:
Рукоятки
управления: 2 – сблокированная управление,
3,5,6 – установки подачи или шага нарезаемой
резьбы, 7, 12 – управления частотой вращения
шпинделя, 10 – установки нормального и
увеличенного шага резьбы и для нарезания
многозаходных резьб, 11 — изменения
направления нарезания резьбы (лево- или
правозаходной), 17 – перемещения верхних
салазок, 18 – фиксации пиноли, 20 – фиксации
задней бабки, 21 – штурвал перемещения
пиноли, 23 – включения ускоренных
перемещений суппорта, 24 – включения и
выключения гайки ходового винта, 25 –
управления изменением направления
вращения шпинделя и его остановкой, 26
– включения и выключения подачи, 28 –
поперечного перемещения салазок, 29 –
включения продольной автоматической
подачи, 27 – кнопка включения и выключения
главного электродвигателя, 31 – продольного
перемещения салазок; Узлы станка: 1 –
станина, 4 – коробка подач, 8 – кожух
ременной передачи главного привода, 9
– передняя бабка с главным приводом, 13
– электрошкаф, 14 – экран, 15 – защитный
щиток, 16 – верхние салазки, 19 – задняя
бабка, 22 – суппорт продольного перемещения,
30 – фартук, 32 – ходовой винт, 33 – направляющие
станины.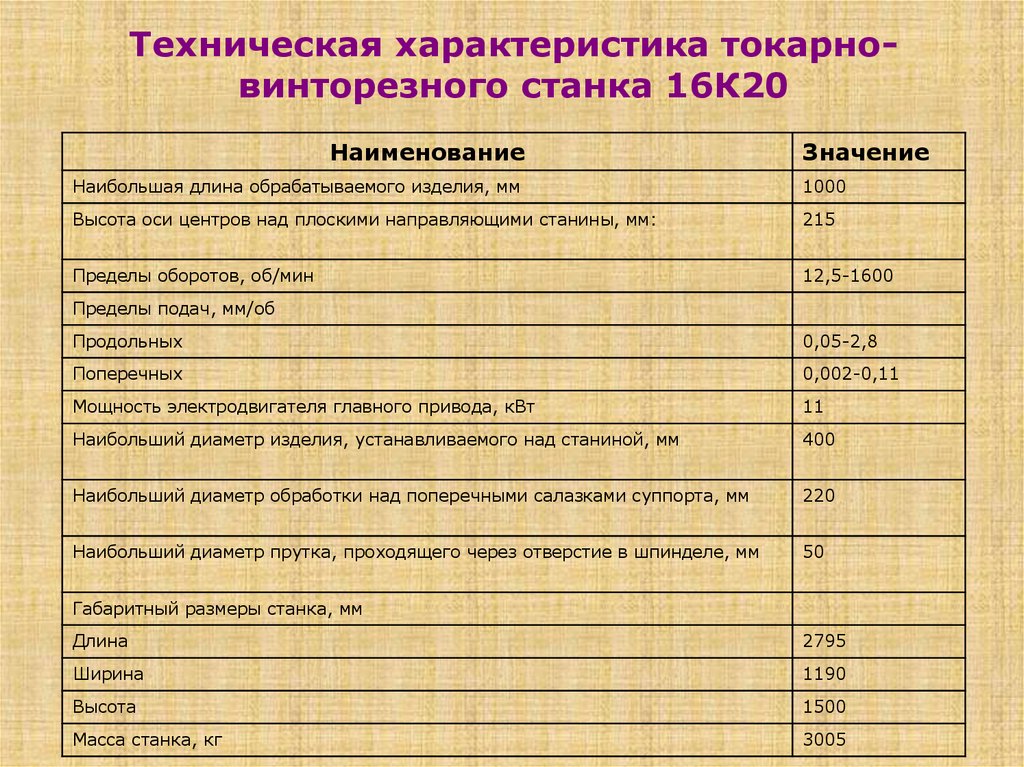
Главный привод, механизм подач, коробка подач токарно-винторезного станка 16К20.
Главный привод станка 16К20. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Технические характеристики токарно-винторезного станка 16к20.
Станок используется
для токарной обработки различных
заготовок типа валы и диски, нарезки
различных резьб, дуг, конусов и внутренних
и внешних криволинейных поверхностей
с высокой точностью обработки.В
конструкции станков применены
горизонтальные закаленные направляющие,
суппорт базируется на направляющих
TSF В главном приводе применяются
двухскоростные электродвигатели с
частотным преобразователем. Точность
подач обеспечивается за счет применения
шарико-винтовых пар, приводимых в
действие серводвигателями.Допустима
установка вертикальных 4-х и 6-ти
позиционных резцедержателей и 6-ти
позиционных горизонтальных
резцедержателей.Все механические,
электрические и гидравлические системы
станка объединены в одном корпусе.
Точность
подач обеспечивается за счет применения
шарико-винтовых пар, приводимых в
действие серводвигателями.Допустима
установка вертикальных 4-х и 6-ти
позиционных резцедержателей и 6-ти
позиционных горизонтальных
резцедержателей.Все механические,
электрические и гидравлические системы
станка объединены в одном корпусе.
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр точения над поперечным суппортом | мм | 220 |
Наибольший диаметр обрабатываемого прутка | мм | 50 |
Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
Пределы подач |
| |
– продольных | мм/об | 0,05-2,8 |
– поперечных | мм/об | 0,025-1,4 |
Наибольшее усилие допускаемое механизмом подач на упоре |
| |
– продольное | кгс | 800 |
– поперечное | кгс | 460 |
Наибольшее усилие допускаемое механизмом подач на резце |
| |
– продольное | кгс | 600 |
– поперечное | кгс | 360 |
Мощность электродвигателя главного движения | кВт | 11 |
Габариты станка (Длинна) |
| |
– длинна | мм | 2505, 2795, 3195, 3795 |
– ширина | мм | 1190 |
– высота | мм | 1500 |
Масса станка | кг | 2835, 3005, 3225, 3685 |
Технические характеристики станка 16К20Ф3:
Станок
16К20Ф3 является
наиболее массовой моделью отечественного
токарного станка. Станок 16К20Ф3 предназначен
для выполнения патронных и центровых
токарных работ, на нем в полуавтоматическом
цикле могут быть обработаны разнообразные
наружные и внутренние цилиндрические,
конические и криволинейные поверхности,
а также нарезаны резьбы.
Станок 16К20Ф3 предназначен
для выполнения патронных и центровых
токарных работ, на нем в полуавтоматическом
цикле могут быть обработаны разнообразные
наружные и внутренние цилиндрические,
конические и криволинейные поверхности,
а также нарезаны резьбы.
Характеристика | Величина |
Наибольший диаметр изделия, устанавливаемого над станиной | 500 |
Наибольший диаметр изделия, обрабатываемой над станиной | 320 |
Наибольший диаметр обрабатываемого изделия над суппортом | 200 |
Наибольшая длина устанавливаемого изделия в центрах | 1000 |
Диаметр цилиндрического отверстия в шпинделе | 55 |
Наибольший ход суппорта поперечный | 210 |
Наибольший ход суппорта продольный | 905 |
Максимальная рекомендуемая скорость рабочей продольной подачи | 2000 |
Максимальная рекомендуемая скорость рабочей поперечной подачи | 1000 |
Количество управляемых координат | 2 |
Количество одновременно управляемых координат | 2 |
Точность позиционирования | 0,01 |
Повторяемость | 0,003 |
Диапазон частот вращения шпинделя | 20. |
Максимальная скорость быстрых продольных перемещений | 15 |
Максимальная скорость быстрых поперечных перемещений | 7,5 |
Количество позиций инструментальной головки | 6 |
Мощность привода главного движения | 11 |
Суммарная потребляемая мощность | 21,4 |
Габаритные размеры станка | 3700х2260х1650 |
Масса станка | 4000 |
 ..2500
..2500 Техническая
характеристика полуавтомата 5М32.
Предназначен для фрезерования зубьев цилиндрических прямозубых и косозубых колес, а также червячных колес методом радиальной и тангенциальной подач в условиях единичного и серийного производства
Наибольший диаметр нарезаемых цилиндрических колес, мм | 800 |
Наибольший нарезаемый модуль, мм | 10 |
Пределы частот вращения фрезы, с1 | 0,83-5,25 |
Пределы подачи, мм/об | 0,8-5,0 |
Вертикальной | 0,8-5,0 |
Радиальной | 0,15-1,0 |
Тангенциальной | 0,17-3,1 |
Технические характеристики станка 6А59
Станки
предназначены для выполнения разнообразных
фрезерных, сверлильных работ при
обработке деталей любой формы из стали,
чугуна, цветных металлов, их сплавов и
других материалов. Поворотная шпиндельная
головка станков оснащена механизмом
ручного осевого перемещения гильзы
шпинделя, что позволяет производить
обработку отверстий, ось которых
расположена под углом до ±45° к рабочей
поверхности стола. Мощность приводов
и высокая жесткость станков позволяют
применять фрезы, изготовленные из
быстрорежущей стали, а также инструмент,
оснащенный пластинками из твердых и
сверхтвердых синтетических материалов.
Поворотная шпиндельная
головка станков оснащена механизмом
ручного осевого перемещения гильзы
шпинделя, что позволяет производить
обработку отверстий, ось которых
расположена под углом до ±45° к рабочей
поверхности стола. Мощность приводов
и высокая жесткость станков позволяют
применять фрезы, изготовленные из
быстрорежущей стали, а также инструмент,
оснащенный пластинками из твердых и
сверхтвердых синтетических материалов.
Размеры рабочей поверхности станка, мм | 200-800 |
Наибольшее перемещение стола, мм: продольное поперечное вертикальное | 500 160 300 |
Число скоростей шпинделя | 8 |
Пределы чисел оборотов шпинделя фрезы в минуту | 125-712 |
Наибольший поворот шпиндельной головки, ° | ± 45 |
Число скоростей шпинделя | 12 |
Частота вращения шпинделя, об/мин | 50-2240 |
Число подач стола | 12 |
Подача стола, мм/мин: продольная и поперечная вертикальная | 25-1120 12,5-560 |
Мощность электродвигателя привода главного движения, кВт: | 3 |
Габариты станка, мм | 1445x1875x1750 |
Масса, кг | 1300 |
Технические характеристики станка 2Н118 Станки
предназначены для сверления,
рассверливания, зенкерования,
развертывания, нарезания различных
резьб при обработке деталей любой
формы из стали, чугуна, цветных металлов,
их сплавов и других материалов.
| ||||||||||||||||||||||||||
Характеристика кругло шлифовального станка 3А151 Станки
предназначены для шлифования,
полирования наружных поверхностей
тел вращения.
|
 Поворотная шпиндельная головка станков
оснащена механизмом ручного осевого
перемещения гильзы шпинделя, что
позволяет производить обработку
отверстий, ось которых расположена
под углом до ±45° к рабочей поверхности
стола.
Поворотная шпиндельная головка станков
оснащена механизмом ручного осевого
перемещения гильзы шпинделя, что
позволяет производить обработку
отверстий, ось которых расположена
под углом до ±45° к рабочей поверхности
стола.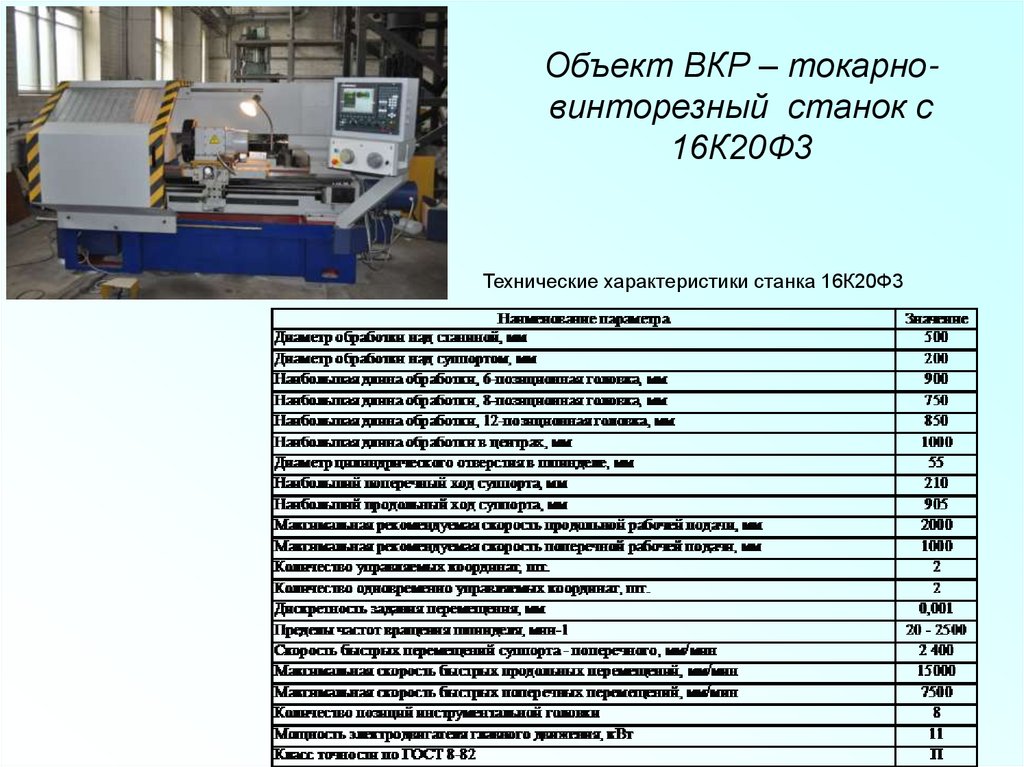 Заготовки большой длины
шлифуются путем перемещения заготовки
относительно шлифовального круга,
если длина шлифования меньше ширины
шлифовального круга, шлифование
происходит методом врезания.
Заготовки большой длины
шлифуются путем перемещения заготовки
относительно шлифовального круга,
если длина шлифования меньше ширины
шлифовального круга, шлифование
происходит методом врезания.
Токарно-фрезерная обработка – Dirmeta.Lt
Универсальность: Токарно-фрезерная обработка
Мы можем предложить выполнить необходимую обработку в единичном/мелкосерийном производстве на универсальных фрезерных/токарных станках.
Парк универсальных станков состоит из:
| ФРЕЗЕРНЫЕ СТАНКИ | |||
№ | Название / Модель | Страна | Максимальные размеры обрабатываемой детали, ДхШхВ (Длина x Ширина x Высота, мм) (одиночное размещение) |
| ФРЕЗЕРНЫЕ СТАНКИ | |||
1 | АЛГ-100Е | Югославия | 300 х 175 х 150 |
2 | 676П | Литва | 400 х 250 х 300 |
3 | 676П | Литва | 400 х 250 х 380 |
4 | 676П | Литва | 400 х 250 х 380 |
5 | 6Б75Б | Россия | 320 х 200 х 320 |
6 | ФН-32 | Чехия | 500 х 200 х 300 |
7 | ФУВ-315/III | Германия | 500 х 400 х 300 |
| Вертикально-фрезерный станок: | |||
1 | 6М127 | Россия | 1000 х 400 х 300 |
2 | 6C12 | Россия | 1000 х 300 х 200 |
3 | 6М13П | Россия | 1000 х 300 х 300 |
| Горизонтально-фрезерные станки: | |||
1 | 6М82Г | Россия | 1000 х 300 х 400 |
2 | 6М82Г | Россия | 800 х 300 х 300 |
| Зуборезные станки: | |||
1 | 5К301П | Россия | Диаметр 100, длина 100, модуль 4 |
2 | 5К324А | Россия | Диаметр 500, длина 250, модуль 10 |
ТОКАРНЫЕ СТАНКИ | |||
№ | Наименование / Модель | Страна | Максимальные размеры обрабатываемой детали, диаметр х длина, мм (между центрами) |
| Токарно-револьверный станок: | |||
1 | 1К341 | Россия | |
| Универсальные токарные станки: | |||
1 | ИЖ250ИТБМ. | ||