Характеристики сварочных инверторов | Электросварка
Автор: Михаил Щербаков. Рубрика: инвертор
Характеристики сварочных инверторовПокупка инвертора связана с немалыми переживаниями. Хочется чтобы он полностью удовлетворял по качеству сварки, был надежным в работе и стоил не дорого. Современные сварочные аппараты инверторного типа снабжаются многими функциями, делающими наложение шва более удобным. Другие нововведения применимы лишь в определенных обстоятельствах и остаются невостребованными в домашних условиях. Какие существуют основные и дополнительные характеристики, на которые стоит обратить внимание начинающему сварщику?
Общие характеристики инверторовОсновными характеристиками сварочных инверторов являются следующие:
- Сила тока. Она измеряется в Амперах и выставляется на электронном табло или по нарисованной шкале путем поворота регулятора. Величина влияет на максимальную и минимальную толщину свариваемого металла, и возможность использовать электроды с большим диаметром.

- Время работы. Эту характеристику называют цикл. Он обозначается в процентах. От него зависит сколько по времени можно использовать аппарат в течение дня на максимальной нагрузке, чтобы он работал корректно и не сгорел.
- Холостой ход. Когда дуга не горит, устройство повышает напряжение до определенного показателя V, чтобы обеспечить быстрое возбуждение электрической дуги при следующем розжиге.
- Напряжение сети. Обозначается в V и показывает минимальный порог при котором аппарат сможет варить.
- Частота тока
- Класс защиты корпуса и внутренних элементов от проникновения пыли и влаги. Обозначается буквами IP и цифрами, значение которых указывает уровень защищенности от определенных факторов.

Кроме перечисленных выше основных показателей, существует множество дополнительных функций (горячий старт, форсаж), облегчающих работу начинающему сварщику.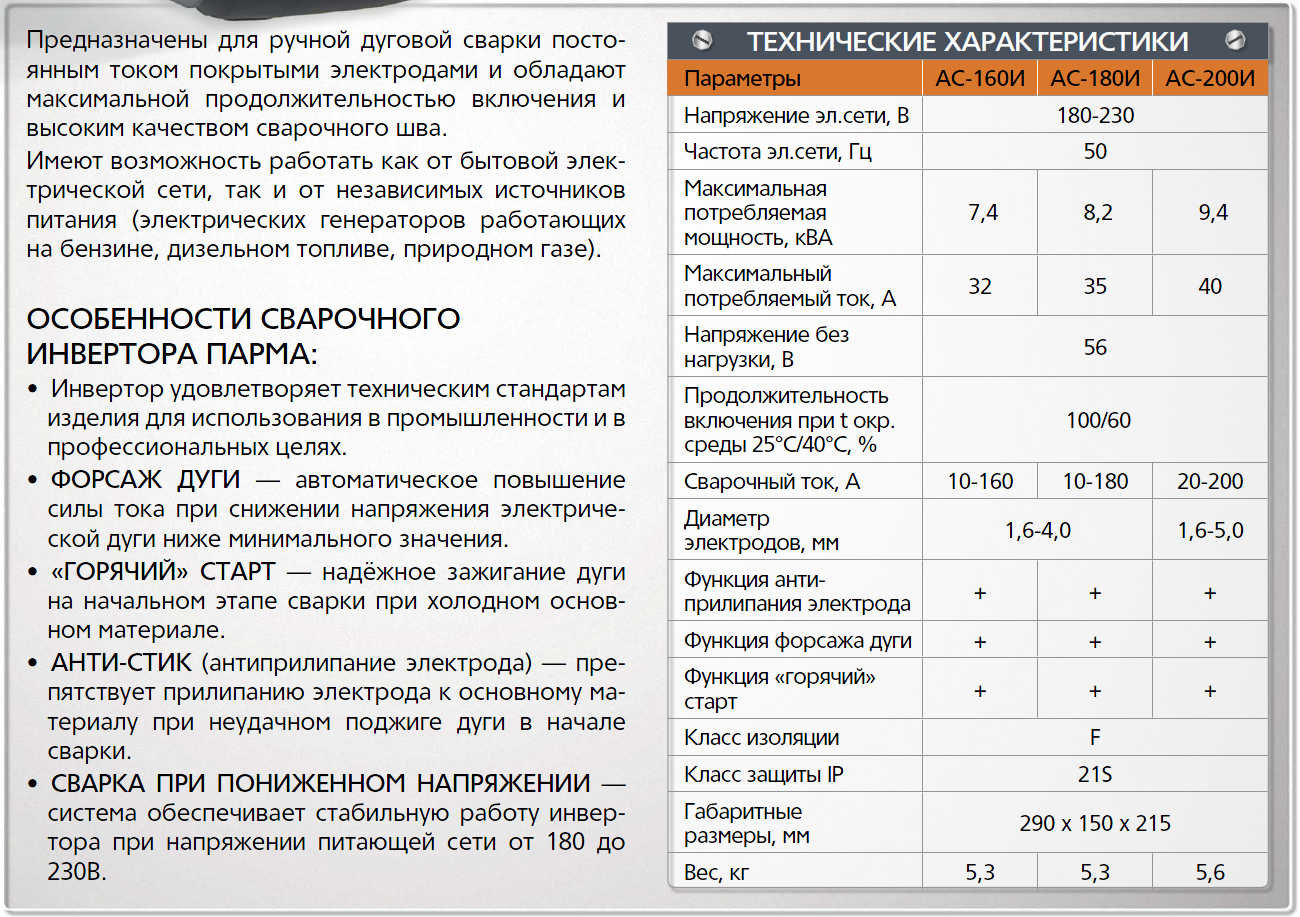 Но наличие каждой из них увеличивает стоимость агрегатов.
Но наличие каждой из них увеличивает стоимость агрегатов.
Один из самых важных параметров — это сила тока. Причем здесь важен как минимальный, так и максимальный порог. Например, нужно поставить прихватки на миллиметровом железе кузова автомобиля. Те аппараты, у которых минимальное значение ампер не опускается ниже 40 А, не позволят сделать это. Потребуется установка дополнительного сопротивления. В случае выбора максимального показателя стоит учесть с каким металлом придется работать чаще. Для труб 1,5-2 мм толщиной достаточно модели в 160-200 А. В случает необходимости выполнения сварки на пластинах 5-10 мм лучше приобрести модель с показателем в 300 А.
Второй важный момент в выборе инвертора — это продолжительность работы. Если им планируется выполнять лишь периодическую сварку навесов дверей, забора или бака, то достаточно значения 50-60%. Для постоянной занятости в гараже (выпуск металлоконструкций, теплиц, ремонт кузовов) потребуется показатель в 80-100%.
И еще одна важная характеристика — это потребляемое напряжение. Если сеть часто «падает», то нормально работать сваркой не получится. Швы будут поверхностными и непрочными. Поэтому аппараты со значением 220-230 V подойдут только для мест со стабильной величиной напряжения. Во всех других ситуациях стоит выбрать модель с характеристиками 140-250 V.
Дополнительные характеристикиНачинающему сварщику стоит обратить внимание на наличие функции «форсаж дуги». Поскольку проблемой большинства новичков является неумение варить тонкий металл и прилипание электрода, данная функция позволит решить обе проблемы. Чтобы не дать «приклеиться» торцу электрода на малых значениях силы тока, аппарат сам будет добавлять немного ампер в нужный момент.
Большинству новичков стоит задуматься и о холостом ходе аппарата, который может быть от 40 до 90V. Это показатель V в момент отсутствия дуги. Чем выше его значение, тем легче будет запалить электрод.
Ещё по теме:
Что скрывают производители сварочных инверторов
Характеристики сварочных инверторов
Сварочный аппарат для дома и дачи
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Технические характеристики сварочных аппаратов
| Сварочный аппарат | SWIFT S5 | SWIFT S3 | SWIFT F3 | SWIFT F1 | FSM-80S | FSM-12S | Fitel S178A v. 2 2 |
Fitel S153A v.2 |
| Производитель | IlsinTech Ltd. | Fujikura | Furukawa | |||||
| Юстировка волокон | По сердцевине | По оболочке | По сердцевине | По оболочке | По сердцевине | По оболочке (активное выравнивание) | ||
| Типы волокон | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), 654, EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), EDFA, Ei980, сварка различных типов волокон (SM/MM).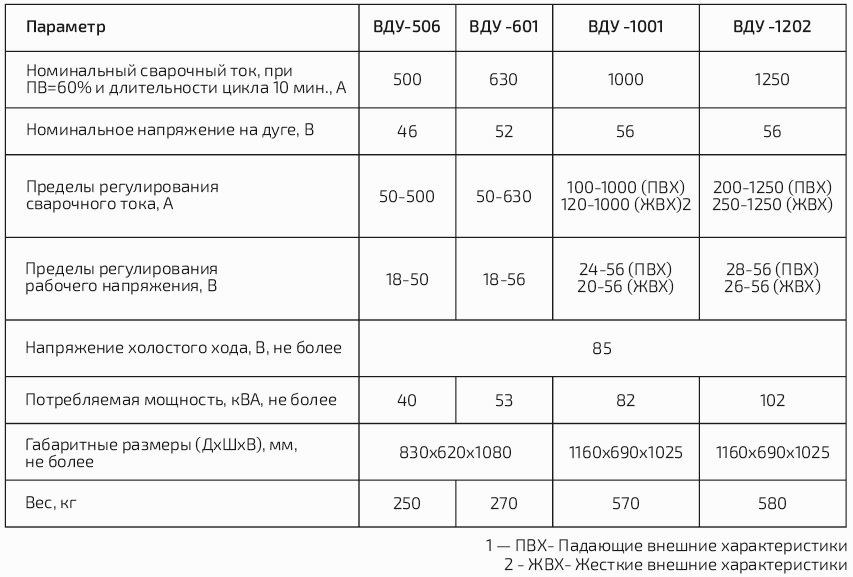 G657 G657 |
ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655) EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 | ММF (G651)/ SMF (G652)/ DSF (G653)/ NZDSF (G655), EDFA, Ei980, сварка различных типов волокон (SM/MM). G657 |
| Вносимое затухание, типичное, дБ ММF/SMF/DSF/NZDSF | 0,01/0,02/ 0,04/0,04 | 0,01/0,02/ 0,04/0,04 | 0,02/0,03/ 0,06/0,06 | 0,01/0,02/ 0,04/0,04 | 0,01/0,02/ 0,04/0,04 | 0,02/0,05/ 0,08/0,08 | 0,01/0,02/ 0,04/ 0,03 | 0,02/0,04/ 0,06/ 0,06 |
| Программы сварки | 100 (40/60) | 100 (40/60) | 40 | 40 | 100 (40/60) | 100 | 150 | 150 |
| Коэффициент отражения | > 60 | > 60 | > 60 | > 60 | > 60 | > 60 | > 60 | > 60 |
| Оценка затухания в месте сварки | Есть | Есть | Есть | Есть | Есть | Есть | Есть | |
| Испытание на разрыв места сварки | Есть – 2Н или 4. 4Н 4Н |
Есть – 2Н или 4.4Н | Есть – 2Н | Есть – 1,96Н | Есть – 2Н или 4.4Н | Есть – 1.96 до 2.25Н | Есть – 1,96Н | Есть – 1,96Н |
| Встроенная печка | Есть, двойная | Есть, двойная | Есть, двойная (10 программ) | Есть | Есть | Есть (30 программ) | Есть | Есть |
| Количество запоминаемых результатов сварки | 2 000 | 2 000 | 2 000 | 2 000 | 2 000 | 2 000 | 2 000 (124 фото) | 2 000 |
| Встроенный интерфейс | USB 2.0, RCA, внешнее э/питание | USB 2.0, RCA, внешнее э/питание | USB 2.0, RCA | USB 2.0, RCA | USB 1.1, RCA/NTSC | USB 1. 1 1 |
USB 2.0 mini | USB 2.0 mini |
| Защита от неблагоприятного воздействия | Ветер 15 м/с, тряска, удары, падение, пыль, вода | Ветер 15 м/с, тряска, удары, падение, пыль, вода | Ветер 15 м/с, тряска, пыль, вода | Ветер 15 м/с, тряска, пыль, вода | Ветер 15 м/с, тряска, пыль, вода | Ветер 15 м/с, падение – 76см, грязь, вода | Ветер 15м/с, падение, грязь, вода | Ветер 15м/с, падение, грязь, вода |
| Типичное время сварки, сек | 9 | 9 | 7 | 7 | 9 | 15 (SM Auto) | 7 | 9 |
| Время термоусадки КДЗС | 26 | 26 | 20с (0,9мм), 70с (3,0мм) | 20с (26мм), 36с (40мм) | 35 | 30с (60мм) | 25с (40мм и 60мм) | 31с (40мм и 60мм) |
| Типы КДЗС | 60мм,40мм,мини | 60мм, 40мм, мини | 60мм, 40мм, микро 20мм | 60мм, 40мм | 60мм, 40мм, мини | 60мм, 40мм, микро 20мм | 60мм, 40мм | 60мм, 40мм, 20мм |
| Количество настраиваемых программ усадки гильз КДЗС | 50 | 50 | 10 | 40 | 30 | 30 | 18 | 18 |
| Способ контроля за процессом сварки | ЖКД 4,3”(цветной сенсорный монитор) | ЖКД 4,3”(цветной сенсорный монитор) | ЖКД 3,5”(цветной ЖК монитор) | ЖКД 3,5”(цветной монитор) | ЖКД 4,1”(цветной ЖК монитор) | ЖКД 4,47”(цветной ЖК монитор) | ЖКД 3,5“ (цветной LCD монитор) | ЖКД 3,5“ (цветной монитор) |
| Увеличение изображения | Оси X и Y с помощью двух CMOS телекамер 300Х, 170Х | Оси X и Y с помощью двух CMOS телекамер 300Х, 187Х | Оси X и Y с помощью двух CMOS телекамер 300Х, 170Х | Оси X и Y с помощью двух CMOS телекамер 300Х, 170Х | Оси X и Y с помощью двух CMOS телекамер 300Х, 187Х | Оси X и Y с помощью двух CMOS телекамер 100Х | Оси X и Y с помощью двух CMOS телекамер 101Х, 304Х, 608Х | Оси X и Y с помощью двух CMOS телекамер 76Х, 235Х |
| Количество сварок/термоусадок (циклов) при стандартном комплекте аккумуляторов | 320/ 1 аккумулятор | 250/ 1 аккумулятор | 140/ 2 аккумулятора | 120/ 2 аккумулятора | 160/ 1 аккумулятор | 100/1 аккумулятор | 80/ 1 аккумулятор, 200/ 2 аккумулятора (опционально) | 80/ 1 аккумулятор, 200/ 2 аккумулятора (опционально) |
| Ресурс электродов для сварки оптоволокна | 2000 | 2500 | 2000 | 2000 | 2500 | 3000 | 5000 | 2000 |
| Температура эксплуатации, оС | -10 . .. +50 .. +50 |
-10 … +50 | -10 … +50 | -10 … +50 | -10 … +50 | -10 … +50 | -10 … +50 | -10 … +50 |
| Габариты, мм | 140х225х125 | 135х160х135 | 140х179х87 | 135х200х82 | 136х161х143 | 121х162х57 | 127х199х105 | 259х231х130 |
| Вес, кг | 2,9 (с батареей) | 2,3 (с батареей) | 1,2 (с батареей) | 1,5 (с батареей) | 2,3 (без батареи)/ 2,7 (с батареей) | 0,78 (с батареей) | 1,9 (с батареей) | 2,1 (с батареей) |
Характеристики источников питания для дуговой сварки
weldknowledge
В зависимости от статических характеристик источники питания можно разделить на две категории
- Источники постоянного тока или источники питания с падающими или падающими характеристиками.
- Источник питания с постоянным потенциалом или постоянным напряжением или с плоской характеристикой.

Источник питания с постоянным напряжением не имеет выходного постоянного напряжения. Он имеет слегка нисходящий или отрицательный наклон из-за достаточного внутреннего электрического сопротивления и индуктивности в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик.
При постоянном напряжении питания напряжение дуги устанавливается путем установки выходного напряжения на источнике. Источник питания должен подавать ток, необходимый для расплавления электрода со скоростью, необходимой для поддержания заданного напряжения или относительной длины дуги. Скорость привода электрода используется для регулирования среднего сварочного тока. Использование такого источника питания в сочетании с постоянной подачей электродной проволоки приводит к саморегулирующейся или саморегулирующейся системе длины дуги. Из-за некоторых внутренних или внешних колебаний, если происходит изменение сварочного тока, он автоматически увеличивает или уменьшает скорость плавления электрода, чтобы восстановить желаемую длину дуги.
постоянное напряжение или плоская характеристика
постоянный ток или падающая характеристика
Выходные вольт-амперные кривые для источника питания постоянного тока называются «падающими» из-за значительного снижения или отрицательного наклона кривых. Источник питания может иметь регулировку напряжения холостого хода в дополнение к регулировке выходного тока.
Изменение любого элемента управления изменит наклон кривой вольт-ампер. При изменении напряжения дуги изменение тока невелико, поэтому при сварке плавящимся электродом скорость плавления электрода будет оставаться довольно постоянной при изменении длины дуги. Эти источники питания необходимы для процессов, использующих относительно более толстые расходуемые электроды, которые могут иногда застревать в заготовке, или с неплавящимся вольфрамовым электродом, когда касание электрода для зажигания дуги может привести к повреждению электрода, если ток не ограничен. В этих условиях ток короткого замыкания должен быть ограничен, что обеспечивает безопасность источника питания и электрода.
Некоторым источникам питания для запуска дуги требуется высокочастотный блок, что может потребоваться для таких процессов, как TIG и плазменная дуга. В цепь сварки вводится блок высокой частоты, но между цепью управления и блоком ВЧ необходимы фильтры, чтобы высокая частота не могла пройти через цепь управления и повредить ее. Высокочастотный блок представляет собой устройство, которое обеспечивает высокое напряжение порядка нескольких киловольт наряду с высокой частотой в несколько кГц с малым током. Это высокое напряжение ионизирует среду между электродом и заготовкой/соплом, запуская вспомогательную дугу, что в конечном итоге приводит к возникновению основной дуги.
Ссылка: литература NPTEL
Продолжайте читать, счастливой сварки
Спасибо,
КП Бхатт
Нравится:
Нравится Загрузка…
Категории: Без рубрикиХарактеристики и принципы работы аппарата лазерной сварки
Характеристики и принципы работы аппарата для лазерной сварки
Лазерная сварка является одним из важных аспектов применения технологии лазерной обработки.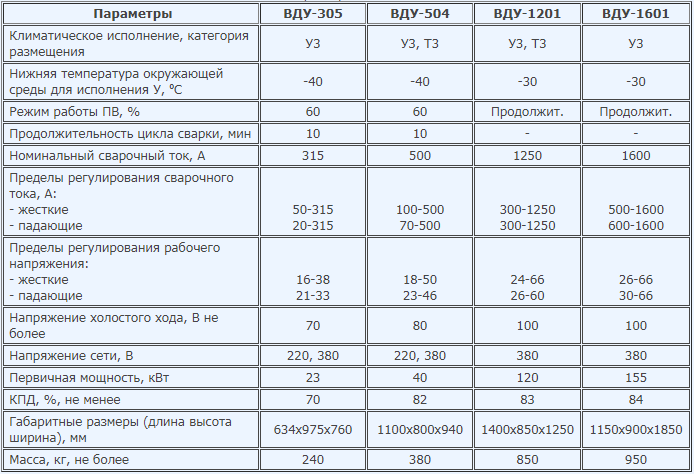 Лазерное излучение нагревает поверхность заготовки, а поверхностное тепло диффундирует внутрь за счет теплопроводности. Управляя параметрами ширины лазерного импульса, энергии, плотности мощности и частоты повторения, заготовка расплавляется, образуя определенную расплавленную ванну. Благодаря своим уникальным преимуществам он успешно используется при сварке микро- и мелких деталей. Появление мощных CO2-лазеров и мощных YAG-лазеров открыло новые области лазерной сварки. Получена сварка с глубоким проплавлением, основанная на эффекте малого отверстия, которая все чаще используется в таких промышленных секторах, как машиностроение, автомобили и сталь.
Лазерное излучение нагревает поверхность заготовки, а поверхностное тепло диффундирует внутрь за счет теплопроводности. Управляя параметрами ширины лазерного импульса, энергии, плотности мощности и частоты повторения, заготовка расплавляется, образуя определенную расплавленную ванну. Благодаря своим уникальным преимуществам он успешно используется при сварке микро- и мелких деталей. Появление мощных CO2-лазеров и мощных YAG-лазеров открыло новые области лазерной сварки. Получена сварка с глубоким проплавлением, основанная на эффекте малого отверстия, которая все чаще используется в таких промышленных секторах, как машиностроение, автомобили и сталь.
Характеристики лазерной сварки
Лазерная сварка позволяет сваривать труднодоступные детали и выполнять бесконтактную сварку на большие расстояния, обладающую большой гибкостью. Лазерная технология YAG использует технологию передачи по оптическому волокну, что делает технологию лазерной сварки более широко используемой. Лазерный луч легко реализует разделение луча во времени и пространстве и может обрабатывать несколько лучей одновременно, что обеспечивает условия для более точной сварки. Например, его можно использовать для герметизации таких устройств, как автомобильные пластины кузова, автомобильные детали, литиевые аккумуляторы, кардиостимуляторы, герметичные реле и различные устройства, не допускающие загрязнения и деформации при сварке.
Лазерный луч легко реализует разделение луча во времени и пространстве и может обрабатывать несколько лучей одновременно, что обеспечивает условия для более точной сварки. Например, его можно использовать для герметизации таких устройств, как автомобильные пластины кузова, автомобильные детали, литиевые аккумуляторы, кардиостимуляторы, герметичные реле и различные устройства, не допускающие загрязнения и деформации при сварке.
Принцип лазерной сварки
Технология лазерной сварки обеспечивает очистку расплавленной ванны, может очищать металл сварного шва и подходит для сварки между одинаковыми и различными металлическими материалами. Лазерная сварка имеет высокий уровень энергии, что особенно полезно для сварки металлов с высокой температурой плавления, высокой отражательной способностью, высокой теплопроводностью и физическими свойствами, которые сильно различаются.
Преимущества лазерной сварки
Основными преимуществами лазерной сварки являются высокая скорость, большое проплавление и небольшая деформация. Можно сваривать при комнатной температуре или в особых условиях. Лазерный луч проходит через электромагнитное поле и не смещается; лазером можно сваривать в воздухе и определенной газовой среде, а можно сваривать стекло или материалы, прозрачные для луча. После того, как лазер сфокусирован, плотность мощности высока, а соотношение сторон во время сварки может достигать 5: 1, до 10: 1. Он может сваривать тугоплавкие материалы, такие как титан и кварц, и может сваривать различные материалы с хорошим эффектом. . Например, сварка двух материалов с разными свойствами меди и сюань может обеспечить проходимость 100%. Его также можно использовать для микросварки. После фокусировки лазерный луч может получить небольшое пятно и точно позиционироваться. Его можно использовать при сборочной сварке микроминиатюрных компонентов, производимых в больших количествах для автоматизации, таких как выводы интегральных схем, часовые пружины и сборка электронной пушки кинескопа. . Благодаря использованию лазерной сварки эффективность производства высока, зона термического влияния мала, а паяные соединения не загрязняются.
Можно сваривать при комнатной температуре или в особых условиях. Лазерный луч проходит через электромагнитное поле и не смещается; лазером можно сваривать в воздухе и определенной газовой среде, а можно сваривать стекло или материалы, прозрачные для луча. После того, как лазер сфокусирован, плотность мощности высока, а соотношение сторон во время сварки может достигать 5: 1, до 10: 1. Он может сваривать тугоплавкие материалы, такие как титан и кварц, и может сваривать различные материалы с хорошим эффектом. . Например, сварка двух материалов с разными свойствами меди и сюань может обеспечить проходимость 100%. Его также можно использовать для микросварки. После фокусировки лазерный луч может получить небольшое пятно и точно позиционироваться. Его можно использовать при сборочной сварке микроминиатюрных компонентов, производимых в больших количествах для автоматизации, таких как выводы интегральных схем, часовые пружины и сборка электронной пушки кинескопа. . Благодаря использованию лазерной сварки эффективность производства высока, зона термического влияния мала, а паяные соединения не загрязняются.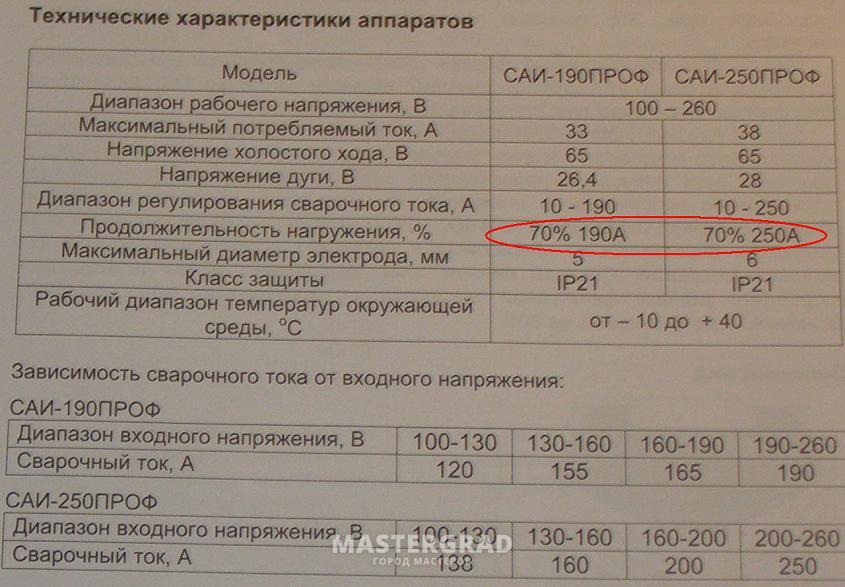
Лазерный сварочный аппарат
500 подписчиков
+ Подписаться
Optymalizacja montażu baterii: Istotność maszyn do sortowania dla ogniw pryzmatycznych
8 июня 2023 г.
Pil Montajının Optimize Edilmesi: Prizmatik Hücreler İçin Sınıflandırma Makinelerinin Önemi
7 июня 2023 г.
タイトル:プリズマティックセルの接着剤注入:信頼性のある組立と性能向上のために
6 июня 2023 г.
배터리 조립 최적화: 프리즈마틱셀을 위한 분류 기계의 중요성
6 июня 2023 г.
Otimização da montagem de baterias: Важность das maquinas de classificação para células prismáticas
5 июня 2023 г.
Лазерная сварка призматических элементов: открытие будущего аккумуляторной технологии
5 июня 2023 г.
Ottimizzazione dell’assemblaggio dei moduli batteria: L’importanza delle macchine di classificazione per le celle prismatice
4 июня 2023 г.
Улучшение эффективности сборки аккумуляторов: важность машин для трех призменных ячеек
3 июня 2023 г.
ナトリウムイオン電池の製造におけるレーザ溶接とクーラーの革新的な役割
2 июня 2023 г.


