Техника безопасности при правке, фрезеровании и сверлении металла
После прокатки и резки часто необходима
еще и правка
металла, т. е. придание ему ровной и гладкой поверхности (для листов)
или
правильной геометрической формы по длине (для сортовых профилей). В
зависимости
от назначения правильные машины разделяются на две группы:
листоправильные и
сортоправильные. Для правки листового проката наибольшее
распространение
получили многороликовые правильные машины. Сортоправильные машины
применяются
для холодной правки сортового металла всех сечений: рельсов, балок,
квадратов,
уголков, швеллеров и т. д. [30].
Для
предотвращения захватывания рук или ног рабочих перед валками
правильной
машины устанавливают предохранительные щиты или вводные проводки,
которые
надежно закрывают зев валков. Соединительные шпиндели правильных машин
по бокам
и сверху ограждают сплошными или сетчатыми кожухами. Все движущиеся и
вращающиеся части привода правильных машин (шестерни, соединительные
муфты и т. п.) также ограждают.
п.) также ограждают.
Задача металла в правильные машины и уборка его от машин производится с помощью рольгангов. Применение ручной задачи с помощью холостых роликов не допускается. Во избежание выхода металла в сторону с задней стороны правильной машины устраивают прочные борта. Верхняя часть правильной машины перекрывается сплошным щитом. Управление нажимными болтами роликов правильной машины делают раздельным для левой и правой сторон машины. Манипулирование нажимными болтами производится с помощью штурвалов. Для доступа к штурвалам, если они находятся на высоте, устраивают площадки с лестницами и перилами. Кантовку рельсов в процессе правки производят с помощью механизированных кантователей. Кантовка вручную может производиться только в исключительных случаях в старых цехах.
Подкладки, применяемые при правке, должны иметь длинные ручки. Для защиты ног правильщика от падающих подкладок правильную машину оборудуют ограждающим устройством.
Места между опорами стеллажей на пути шлеппер-ной дорожки, где рабочие подают рельсы в правильные машины, ограждают откидными устройствами. Кроме того, места колебания концов рельсов также следует ограждать. Для экстренной остановки машины у рабочего места старшего правильщика устанавливают кнопку «стоп». Такая остановка нужна, например, в случае остановки шлеппера, передвигающего рельсы, если машинист почему-либо не остановит их.
Площадка у правильной машины со стороны подачи и со стороны выдачи должна содержаться в чистоте и быть достаточно просторной [28]. Загружать эти площадки годными или бракованными деталями нельзя. Рабочие места у машины и посты управления рольгангами и шлепперами оборудуют звуковой сигнализацией. Машинисты управления этими механизмами обязаны полностью подчиняться распоряжениям старшего рабочего у машины.

Рабочее место оператора, подающего рельсы или балки к правильно-штемпельным прессам, ограждают от рольганга прочным бортом. При проектировании новых прокатных цехов уборочные шлепперы от правильных машин располагают на расстоянии не менее самой большой длины рельсов или балок.
Правильные машины для правки тонких листов устанавливают в потоке с другими агрегатами и обеспечивают механизированную подачу и уборку металла. Если же правильная машина расположена отдельно, то перед ней устанавливается приемный стол, а подача в правильные валки механизируется с помощью роликов или транспортеров.
Раздирка пакетов листов осуществляется механизировано. При раздирке пакетов вручную (в старых цехах) раздирщики обеспечиваются кожаными рукавицами и наушниками. Расстояние между рабочими местами раздирщиков должно быть не менее 2 м. Проходы между рабочими столами и стеллажами с уложенными на них листами должны иметь ширину не менее 800 мм, а столы сортировочные должны быть просторными, ПРОЧНЫМИ и устойчивыми.
 Пачки листов при укладке должны
тщательно
выравниваться, а высота стопы не должна превышать 1 м. Для удобства
работы
сортировщиков следует внедрять автоматические стопоукладчики или
другого рода
приспособления для укладки листов в стопы. При ручной сортировке
рабочих
следует снабжать специальными приспособлениями: присосками, ладошками
из
прочного эластичного материала [29].
Пачки листов при укладке должны
тщательно
выравниваться, а высота стопы не должна превышать 1 м. Для удобства
работы
сортировщиков следует внедрять автоматические стопоукладчики или
другого рода
приспособления для укладки листов в стопы. При ручной сортировке
рабочих
следует снабжать специальными приспособлениями: присосками, ладошками
из
прочного эластичного материала [29]. Фрезерные и
сверлильные станки должны иметь автоматическую подачу режущего
инструмента
[29].
Фрезерные и
сверлильные станки должны иметь автоматическую подачу режущего
инструмента
[29].Рабочее место у фрезерных и сверлильных станков необходимо предохранять щитами от попадания смазочных веществ, воды, стружек и т. д. Пол покрывают частой деревянной решеткой. Прилегающие к проходам и рабочим местам движущиеся части фрезерных и сверлильных станков ограждают предохранительными коробками и кожухами, укрепленными прочно на своих местах. В качестве оградительных устройств нельзя применять случайные предметы (листы железа, ящики и т. д.). Для защиты от отлетающей стружки перед фрезами и сверлами станков устанавливают предохранительные щитки. Кроме того, работающие у станков обеспечиваются предохранительными очками с корригирующими стеклами. Все люки, расположенные около рабочих мест и проходов, должны быть закрыты приспособленными для них крышками.
После правки и другой механической обработки прокат направляется на инспекторские стеллажи. Перемещение рельсов и других видов проката между инспекторскими стеллажами производят электромагнитными кранами с подхватами.
 Проемы для выдачи готового проката с инспекторских стеллажей на склад
оборудуют
воздушно-тепловой завесой. Температура воздуха в отделочном отделении в
холодное время года должна быть не ниже 14°С.
Проемы для выдачи готового проката с инспекторских стеллажей на склад
оборудуют
воздушно-тепловой завесой. Температура воздуха в отделочном отделении в
холодное время года должна быть не ниже 14°С. Высота
штабеля
в этом случае не должна превышать 3 м. Между штабелями оставляют
проходы не
менее 1м [5].
Высота
штабеля
в этом случае не должна превышать 3 м. Между штабелями оставляют
проходы не
менее 1м [5].Полезная информация:
Сверление металла: как правильно сделать отверстие
Сверление металла – одна из разновидностей механической обработки. Такая слесарная операция позволяет создавать отверстия разных диаметров и глубин. В статье расскажем, как и чем возможно просверлить металл, а также выясним особенности технологии.
Сфера примененияСверление необходимо при ремонте, восстановлении, сборке инженерных систем, корпусов или деталей бытовой и медицинской техники, автомобилей и электроники, радиоаппаратуры, различных станков, используемых в промышленности. Часто создание монтажных отверстий требуется в быту: в гараже, в квартире, на даче, в доме.
В ходе металлообработки формируются отверстия, в которые для соединения отдельных конструктивных частей помещаются крепежи: болты, шпильки, анкеры, винты, дюбели, шурупы, штанги, заклёпки и другие метизы.
Сверление отверстий в металле требует использования специального оборудования. На заводах, в металлообрабатывающих компаниях, на фабриках применяют сверлильные станки. В их конструкции предусмотрены опорная неподвижная станина, соединяющая рабочую часть с основанием стоечная колонна, а также сверлильная головка. В последней располагаются шпиндель (шпиндельная бабка) с патроном для фиксации подходящей оснастки. В действие шпиндель приводится электродвигателем, передающим крутящий момент через ременной привод. Также в станке есть блок управления с кнопкой включения, рычагами подачи, регуляторами параметров работы.
Станки делятся на виды:
- Вертикально-сверлильные. Шпиндель тут движется вертикально. Такие станки бывают напольными или более компактными настольными.
- Горизонтально-сверлильные. В них шпиндельная бабка перемещается по горизонтали, вдоль станины. Такой вариант подходит для заготовок большой длины.

- Радиально-сверлильные. Шпиндельная бабка тут имеет вертикальный ход. Но возможно вращение направляющей. Она перемещается относительно основания на 360 градусов.
- Координатно-расточные. На них можно создавать резьбу, зенкеровать, фрезеровать металлы, обрабатывать торцевые части, делать коническую или цилиндрическую перфорацию.
- Алмазно-расточные. Их оснастка алмазная, что обеспечивает эффективное сверление твёрдых материалов, высокую точность, а также максимальную гладкость без шлифовки.
- Одношпиндельные. В них единственный шпиндель. Станки данного типа обычно полуавтоматические. Оператор устанавливает настройки, а рабочий процесс проходит без вмешательства мастера.
- Многошпиндельные. В них несколько шпиндельных бабок, поэтому можно делать несколько отверстий одновременно или последовательно, без вращения обрабатываемых заготовок.
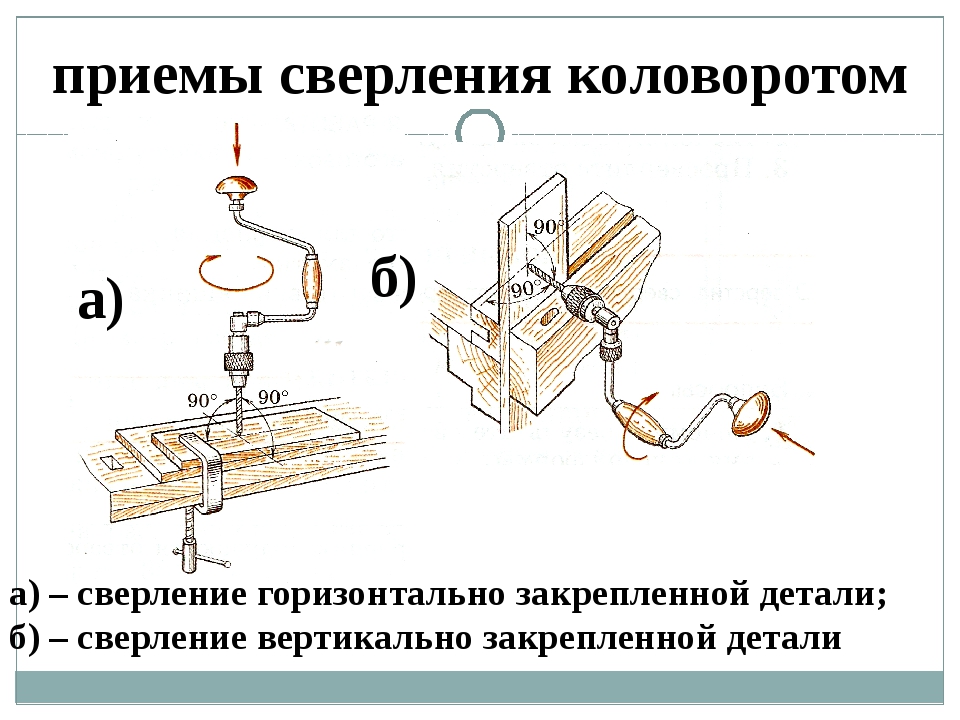
Для небольших дырок, создаваемых в домашних условиях, подойдёт электрическая дрель. Такие ручные инструменты также применяются на производствах, если нужно сверлить маленькие отверстия в труднодоступных местах, под разными углами, в уже собранных и установленных конструкциях, которые из-за габаритов невозможно размещать в станках.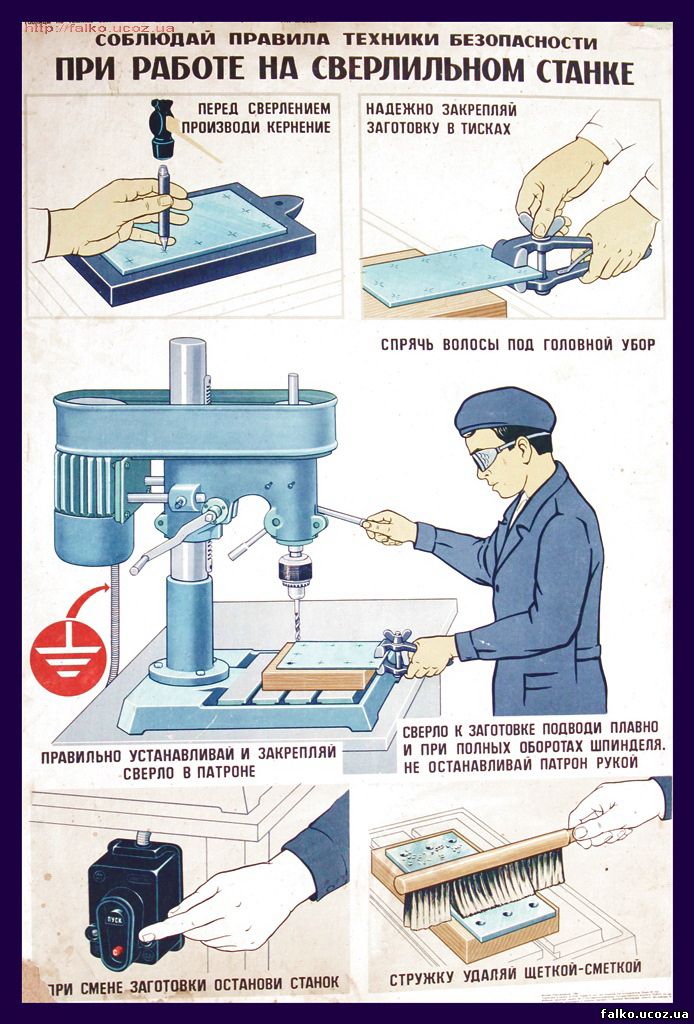
В некоторых случаях можно применять перфоратор, который нужно оснастить переходным патроном для установки сверла. Для точной разметки нужен кернер. Первичная наметка точки старта осуществляется молотком.
Иногда необходимы уголки, кондукторы, тиски, упоры, прихваты. Перечисленные приспособления обеспечивают фиксацию обрабатываемых изделий, их стабильное положение без рисков случайных смещений. Их применения требует техника безопасности. Также благодаря им можно работать точнее, аккуратнее. Для финишной обработки применяют станки с развертками, зенкерами, резцовыми блоками или резцами, фрезами, метчиками.
Виды сверлИспользуемые свёрла различаются по размерам (длине, диаметру), а также по форме. Они бывают:
- Спиральными. Самый популярный вид с особой заточкой и канавками, направленными по спирали под определёнными углами.
- Корончатыми. Их конфигурация – коронка, подходящая для формирования отверстий больших диаметров.
- Винтовыми. Их конструкция – это шнек с режущей острой гранью.
- Перьевыми. Форма – плоская, похожая на птичье перо. Такой вид хорошо подходит для древесины разных пород.
- Конусными. Ступенчатое либо гладкое сверло имеет шестигранный или цилиндрический хвостовик (основание) и конусовидный заострённый наконечник.
- Пушечными. Это цилиндр с сечением, непостоянным, переменным по длине режущего инструмента.
- Центровочное. Рабочая зона двухсторонняя. Хвостовик обычно крупный для надёжного зажима в патрон. Рабочая часть тонкая. Также в конструкции предусмотрены режущие конусообразные кромки. Назначение – раззенковка для использования инструментов больших диаметров.
 Их конструкция – это шнек с режущей острой гранью.
Их конструкция – это шнек с режущей острой гранью.Для свёрл действуют ГОСТ. Такие стандарты регламентируют обязательные маркировки. Для диаметров меньше 2 миллиметров обозначений нет. Свёрла до 3 мм на хвостовиках помечаются маркой стали и размером сечения. Для больших диаметров могут указываться дополнительные сведения.
Технология сверления металлаВ основе технологии – последовательное, послойное удаление металла режущим рабочим инструментом в окружности требуемого диаметра. Движение сверла, зенкера или другой детали при этом осуществляется поступательно и вращательно.
Движение сверла, зенкера или другой детали при этом осуществляется поступательно и вращательно.
Но не всё так просто. Для получения отверстий нужных размеров и точных форм обязательно корректное поддержание двух технологических параметров. Это:
- скорость, с которой вращается рабочий инструмент;
- скорость, с которой режущая часть движется вертикально или горизонтально.
Полное соответствие отверстий заданным параметрам достигается при грамотной подготовке и соблюдении последовательности, важных правил технологии сверления. Во-первых, важно корректно подобрать режущий инструмент, учтя свойства металла, его толщину, необходимую конфигурацию дыры. Во-вторых, для высокой точности иногда осуществляется предварительное черновое просверливание с последующей чистовой обработкой с точными настройками автоматизированных станков.
Сверление бывает ручным, выполняемым дрелью, а также полуавтоматическим и автоматическим. В последних двух случаях используется настраиваемое оборудование. Полуавтоматическое требует введения значений глубины и диаметра отверстия оператором станка. Мастер может размещать рабочие инструменты, направлять их, контролировать процесс. Полностью автоматизированные аппараты практически все операции проводят самостоятельно, без вмешательств оператора.
Полуавтоматическое требует введения значений глубины и диаметра отверстия оператором станка. Мастер может размещать рабочие инструменты, направлять их, контролировать процесс. Полностью автоматизированные аппараты практически все операции проводят самостоятельно, без вмешательств оператора.
Для получения нужной степени гладкости стенок и кромок отверстий, резьбы, увеличенного диаметра проводят финишную обработку зенкерованием, развёртыванием, метчиками.
РежимыВажно не только грамотно подобрать и правильно зафиксировать в станке или дрели сверло, но и стабильно соблюдать режим технологического процесса. Он включает такие важные параметры:
- Тип режущего инструмента, его диаметр, длина. От них зависят характеристики создаваемого отверстия.
- Скорость сверления металла. Это количество оборотов, совершаемых вращающимся сверлом в течение одной минуты. Точная скорость определятся с учётом материала и диаметра режущего инструмента. Есть нормативы, которые указываются в таблицах и используются сотрудниками на обрабатывающих предприятиях. В автоматизированных современных станках параметры устанавливаются автоматически.
- Усилие подачи. Нажим, с которым вглубь металла перемещается сверло.
- Необходимая глубина просверливания. Она зависит от толщины металла и от того, какая перфорация осуществляется: сквозная или глухая.
- Угол контакта изделия и сверлящей детали. От него зависит направление реза.
- Температура, до которой нагреваются сверло и металлоизделие. Если она высокая, обязательно принудительное охлаждение.
 В автоматизированных современных станках параметры устанавливаются автоматически.
В автоматизированных современных станках параметры устанавливаются автоматически.От точности соблюдения режима зависят конечное качество отверстия, а также сроки службы, сохранность рабочих инструментов.
Виды отверстийОтверстия бывают таких видов:
- Сквозные. Проходят через всю толщу металла.
- Глухие. Не проходят насквозь.
- Неполные, они же половинчатые, располагающиеся на краях.
- Больших диаметров. Их значения могут составлять 40-100 мм.
- Глубокие. Формируются при значительной толщине материалов.
- Под внутреннюю резьбу. Имеют канавки для возможности ввинчивания деталей (например, крепежа).
- Сложных форм. Могут проходить под углами, с изменением диаметра, с уступами.

Способы сверления бывают разными. Они определяются с учётом конфигурации, глубины создаваемых отверстий. Рассмотрим несколько вариантов:
- При сквозных отверстиях важно предотвратить грубый выход сверла с обратной стороны заготовки, что чревато появлением гарта и повреждением рабочих деталей. Технология предполагает применение перфорированного верстака, понижение скоростей на конечных этапах просверливания или подкладывание под изделие защитной прокладки из дерева (или его комбинации с металлом в центральной части) либо металлической болванки с дырой для свободного углубления и хода режущей части.
- При глухих отверстиях их глубина отмеряется зафиксированной на станке линейкой, патроном с регулировкой упора, втулочным упором или сочетанием таких методов. Также используют автоматизированные станки с задаваемой глубиной хода и остановкой процесса при достижении нужной зоны. По мере заглубления сверла может потребоваться периодически извлекать образующуюся стружку.
- Для половинчатых, сложных отверстий используют разные методы. Для уступов выполняют рассверливание с последовательным увеличением сверловых диаметров. Для неполных отверстий заготовки соединяются по кромкам или с прокладками. После зажима в тисках по стыку формируется обычное отверстие, которое в итоге для каждого изделия получается половинчатым.
- Для больших диаметров проводят кольцевое сверление ступенчато-конусными свёрлами, стандартными конусными или коронками, например, из биметаллов, с центровочным элементом и зубцами из твёрдых сплавов.
 Также используют автоматизированные станки с задаваемой глубиной хода и остановкой процесса при достижении нужной зоны. По мере заглубления сверла может потребоваться периодически извлекать образующуюся стружку.
Также используют автоматизированные станки с задаваемой глубиной хода и остановкой процесса при достижении нужной зоны. По мере заглубления сверла может потребоваться периодически извлекать образующуюся стружку.Для единичных, немногочисленных дыр можно предварительно сделать разметку. Центр будущего отверстия помещается кернером: он ставится в нужную точку и незначительно углубляется ударом молотка. Некоторые намечают участки фломастером, но кернер позволяет предупредить смещения острия на начальном этапе. Работы имеют определённую последовательность: предварительное просверливание, контроль отверстия, завершающие действия.
Некоторые намечают участки фломастером, но кернер позволяет предупредить смещения острия на начальном этапе. Работы имеют определённую последовательность: предварительное просверливание, контроль отверстия, завершающие действия.
Для серийного производства стандартизированных перфорированных заготовок используют шаблоны. Они подходят для стопок тонких листов, закреплённых струбциной. Шаблоны иногда заменяют схемами или чертежами.
При повышенных требованиях к перпендикулярному пространственному положению каналов и расстояниям между ними применят кондуктор. Если сверлятся трубки с тонкими стенками или толстый металл, то дополнительно используют направляющие, обеспечивающие стабильное размещение сверла по отношению к заготовке.
Как правильно сверлить металлКак сверлить металл правильно? Нужно подобрать оптимальные параметры операции. Самый важный – это скорость, с которой вращается сверло. Обычно её значение находится в диапазоне от 800-900 оборотов в минуту до 2400-2500. Но возможны и другие варианты. Скорость вычисляется индивидуально, для её определения нужно учитывать свойства металла, особенности заточки.
Но возможны и другие варианты. Скорость вычисляется индивидуально, для её определения нужно учитывать свойства металла, особенности заточки.
Также мастер должен грамотно соотносить количество оборотов и усилие подачи. Как правило, рабочий инструмент заглубляется в материал без значительного нажатия, причём даже при малых скоростях. Поэтому слишком интенсивная подача не нужна. В станке она контролируется, а при использовании дрели её нужно чувствовать.
Важным показателем технологической корректности процесса и качественной заточки является равномерность выхода стружки из двух спиральных углублений (канавок). Характеристики стружки зависят от свойств металла. У сталей это длинные цельные спирали или хлопья (у нержавеющих марок), у алюминия – завитки малой длины, у хрупких сплавов и металлов типа чугуна – маленькие иголки.
Важно! Если стружка выглядит странно, а сверло не заглубляется и издаёт визг или писк, то процесс следует остановить, чтобы скорректировать заточку.
Перед стартом работ нужно сделать точную разметку – обозначить все отверстия. Их центры размечаются кернером. Сначала формируется лунка не более 2-3 мм глубиной. В неё капают немного машинного масла для охлаждения. В этих же целях можно использовать олеиновую кислоту, мыльный раствор (по одному куску хозяйственного мыла на каждый литр чистой воды) или керосин.
Их центры размечаются кернером. Сначала формируется лунка не более 2-3 мм глубиной. В неё капают немного машинного масла для охлаждения. В этих же целях можно использовать олеиновую кислоту, мыльный раствор (по одному куску хозяйственного мыла на каждый литр чистой воды) или керосин.
При ручном сверлении сначала нужно сделать достаточный нажим для врезания сверла. Когда инструмент углубится, усилие нужно ослабить, контролируя вращение с постоянной скоростью.
Если создаётся сквозное отверстие, тонкое дно изделия может прорваться и выдать большие заусенцы. Они часто попадают в спиральные канавки и провоцируют затягивание сверла. Чтобы не допустить этого, нужно при выходе из материала повысить обороты, но при этом уменьшить давление.
Особенности сверления толстого металлаЕсли металл имеет значительную толщину, то отверстие должно быть глубоким. Его длина может быть больше диаметра в пять и более раз. Просверливание толстых материалов имеет две особенности. Первая – принудительное удаление стружки. Второй момент – применение смазочно-охлаждающих жидкостей (СОЖ).
Первая – принудительное удаление стружки. Второй момент – применение смазочно-охлаждающих жидкостей (СОЖ).
СОЖ уменьшают температуры изделий и рабочих частей, которые могут сильно нагреваться из-за возникающего при вращении и углублении трения. Медь можно просверливать без охлаждающих жидкостей, так как она теплопроводная и минимально сохраняет тепловую энергию. Таким же свойством обладает и чугун.
А вот другие металлы следует сверлить с СОЖ. На производствах их функции выполняют специальные эмульсолы, углеводороды, индустриальные масла, синтетические эмульсии. В быту, используя дрель, можно применять другие смеси. Для дюралюминия подходит комбинация касторового масла и керосина, для не очень твёрдых сталей – касторка или вазелин (технический), для силумина – разведённый спиртом скипидар, для Д16Т и других подобных алюминиевых сплавов – раствор хозяйственного мыла.
Отверстия большой глубины создают кольцевым способом и сплошным. При первой методике центральный стержень, формирующийся при вращательных движениях коронки, убирается частями. Его надо предварительно ослаблять вспомогательными малыми отверстиями.
Его надо предварительно ослаблять вспомогательными малыми отверстиями.
Сплошной способ реализуют спиральным сверлом. При этом металлическая заготовка должна быть очень надёжно закреплена. Также обязательна подача СОЖ в каналы оборудования. Периодически сверло без прекращения его работы достаётся. Это нужно, чтобы из полости убирать крошку металла.
Сверление толстых материалов многоэтапное. Для начального надсверливания берут короткое сверло. Затем дырка заглубляется рабочим инструментом требуемых длины и диаметра. Часто используют кондукторные направляющие втулки для стабильного, постоянного направления сверла без его смещений. Для глубоких отверстий лучше применять специализированные профессиональные станки с автоматической подачей СОЖ и высокоточной отцентровкой.
Техника безопасностиМеры безопасности:
- Надёжность фиксации рабочих элементов. Она проверяется перед началом работ.
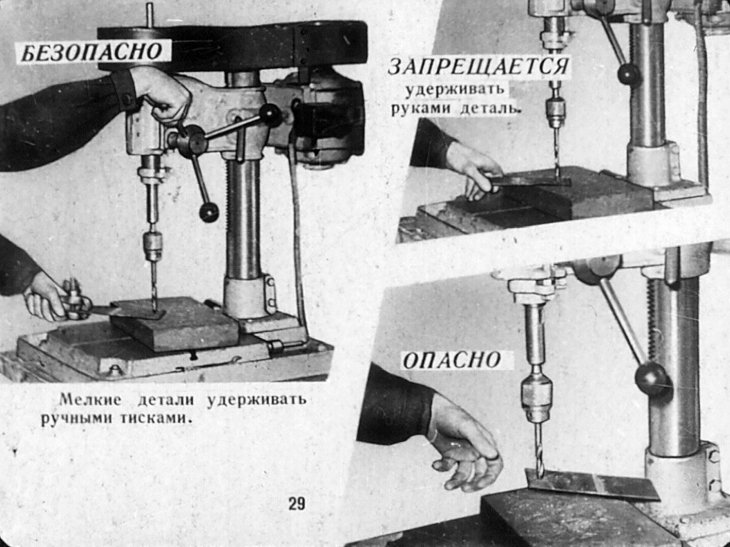
- Правильное крепление заготовки. Она не должна смещаться и тем более свободно двигаться.
- Использование защиты глаз, рук, кожи. Сверлить следует в очках, исключающих попадание стружки в органы зрения, а также в специальном костюме.
- Правильная одежда. Она не должна быть слишком свободной или имеющей элементы, которые могут попадать в зону вращения.
- Убранные волосы. Если пренебречь этим правилом, возможно накручивание прядей на вращающиеся детали станка и серьёзные травмы.
- Контроль температурного режима. Следует внедрять охлаждение (смазочно-охлаждающие жидкости) и останавливать процесс при рисках перегрева.
- Своевременное удаление стружки. Она может попадать в лицо и на другие участки тела, а также провоцировать заедание сверла в металле.

Напоследок советы экспертов:
- До старта работ сверло уже должно крутиться с нужным количеством оборотов. Так оно не будет преждевременно затупляться.
- Извлекать режущий инструмент следует без его остановки. Нужно сбавить скорость и постепенно поднимать рабочую часть. В противном случае вероятно заклинивание станка или его поломка.
- Если сверло не проникает в толщу металла, значит, материал слишком твёрдый. Нужно заменить инструмент другим, оснащённым наконечником из сплава с максимальной твёрдостью. А скорости вращения и подачи следует выбирать низкие.
- Если сверло очень маленькое, из-за чего не фиксируется в патроне, его основание можно перемотать проволокой из латуни, чтобы увеличить диаметр хвостовика и сделать его достаточным для захвата.
- Если изделие полированное, то его поверхность от царапин защитит фетровая шайба, надетая на сверло.
 В противном случае вероятно заклинивание станка или его поломка.
В противном случае вероятно заклинивание станка или его поломка.Сверление требует опыта, определённых знаний и навыков. Доверять такую металлообработку следует профессионалам, которые добьются максимального приближения конечных результатов к заданным параметрам, высокой точности геометрии и размеров отверстий.
Обратитесь в компанию Profbau. Это предприятие полного цикла, специалисты которого хорошо знают все нюансы технологических процессов, используют современные методы и автоматизированное оборудование. Мы недорого, качественно и оперативно просверлим отверстия любой сложности, в любом металле, в заготовке любой толщины и формы. Для сотрудничества напишите нам на e-mail, оставьте заявку с сайта или позвоните.
Мы недорого, качественно и оперативно просверлим отверстия любой сложности, в любом металле, в заготовке любой толщины и формы. Для сотрудничества напишите нам на e-mail, оставьте заявку с сайта или позвоните.
Пошаговое руководство по сверлению отверстий в металле
Металл является ключевым компонентом в бесчисленных строительных проектах. Наиболее распространены алюминий и сталь, но также широко используются медь, латунь и бронза.
При использовании металлической детали в вашем проекте вам может понадобиться просверлить ее в какой-то момент. Из-за более твердого состава металла получить чистое и точное отверстие сложнее, чем просверлить дерево или каменную кладку, поэтому перед тем, как приступить к работе, необходимо учесть несколько моментов.
Clickmetal являются ведущими поставщиками изделий из алюминия и нержавеющей стали в Великобритании. Ознакомьтесь с нашим пошаговым руководством по точному сверлению металла, от выбора правильного сверла до снятия заусенцев с отверстия.
1. Защитите себя
Безопасность всегда превыше всего. Как и в любом строительном проекте, важно принять меры, чтобы защитить себя от травм.
Сверление металла может привести к разлету крошечных осколков на высокой скорости. Если один застрянет в вашем глазу, вы скоро окажетесь в неприятной поездке в отделение неотложной помощи. Перед тем, как начать сверлить, убедитесь, что на вас надеты соответствующие защитные очки; защитные очки, закрывающие лицо по бокам, — лучший вариант.
Перчатки, свободная одежда и длинные волосы могут намотаться на сверло во время его вращения, что может привести к серьезной травме. Избегайте носить что-либо со свисающими частями и держите длинные волосы надежно завязанными сзади.
Если вы используете сверлильный станок, никогда не пытайтесь регулировать его во время работы.
2. Зафиксируйте металл
Попытка просверлить кусок металла, не закрепив его, ведет к катастрофе. Если сверло зацепится, это может привести к резкому вращению металла, порезав все и всех, кто находится поблизости.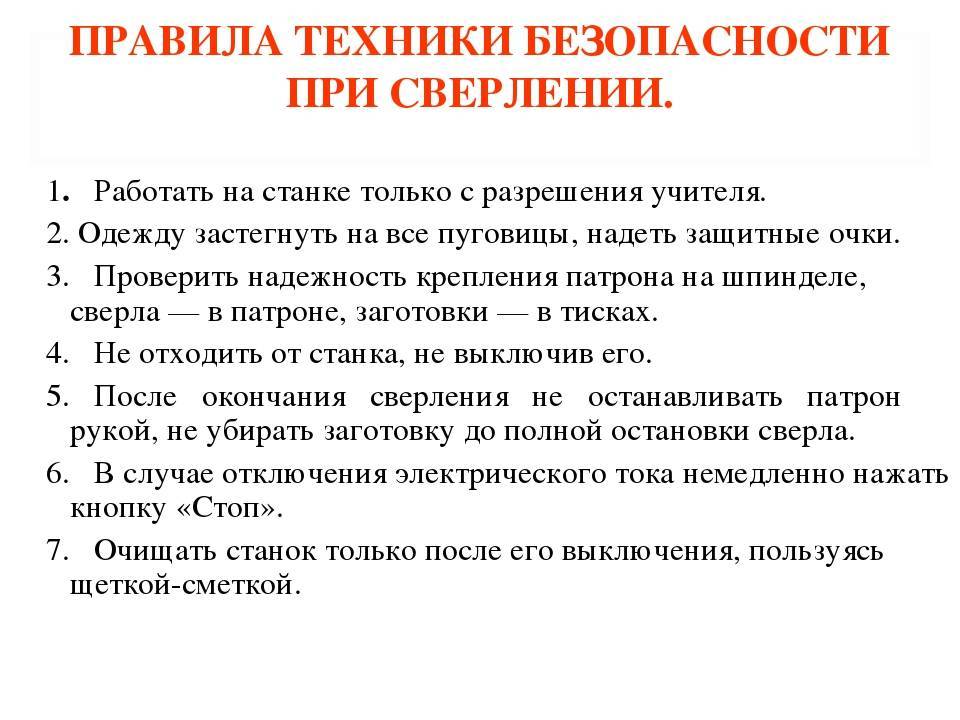
Положите металл на прочную поверхность и зафиксируйте его как минимум двумя зажимами.
3. Сделайте углубление
Сверло нередко смещается, когда вы впервые начинаете сверлить. Это может привести к тому, что отверстие будет расположено под странным углом или в неправильном месте, поэтому рекомендуется сначала создать «ямочку» в металле.
Отметьте намеченное место отверстия ручкой, затем с помощью кернера и молотка сделайте небольшое углубление в металле. Это поможет удерживать кончик сверла на месте, когда вы начнете сверлить.
4. Начинайте бурить!
Теперь, когда вы надели необходимое оборудование и подготовили металл, пора приступать к сверлению!
Вот несколько советов по сверлению аккуратных и точных отверстий в металле.
- Выберите биту, подходящую для вашего металла. Сверла из быстрорежущей стали, обычно используемые для дерева, подходят для более мягких металлов, таких как алюминий. Для сверления стали или других твердых металлов используйте более прочное сверло из кобальта, титана или карбида.
- Начните с низкой скорости вращения и увеличивайте скорость только при необходимости. Низкая скорость необходима не только для сверления твердых металлов, таких как сталь, но и предотвращает затупление сверла чрезмерным нагревом. С помощью небольшого спирального сверла (до 13 мм) вы можете сверлить большинство металлов со скоростью 3000 об/мин. Для более крупных спиральных насадок (до 26 мм) рекомендуется от 350 до 1000 об/мин.
- Если вы пытаетесь просверлить большое отверстие, вам, вероятно, будет проще начать с маленького отверстия (около 6 мм) и последовательно сверлить отверстия большего размера, пока не будет достигнут нужный размер. Также можно попробовать использовать кольцевую пилу.
- С тонколистовым металлом может быть сложно работать, так как он легко скользит. Если вы зажмете металлический лист между двумя деревянными досками, он будет оставаться на месте во время сверления.
- Проблемы со стандартным сверлом? Рассмотрите возможность замены на ступенчатое сверло. Эти конические сверла отлично подходят для создания чистых и точных отверстий в листовом металле и пластике, хотя они, как правило, дороже, чем обычные сверла.
- Используйте смазочно-охлаждающую жидкость или универсальное масло при сверлении отверстий в стали толщиной 3 мм и более. Это поможет уменьшить трение и накопление тепла, облегчит бурение и продлит срок службы долота. Обычно вам не нужно смазывать более мягкие металлы, такие как алюминий, латунь или чугун.
- Если вам нужно просверлить много отверстий, возможно, стоит перейти на сверлильный станок. Они разработаны специально для металлообработки и практически каждый раз создают чистые и точные отверстия.

 Эти конические сверла отлично подходят для создания чистых и точных отверстий в листовом металле и пластике, хотя они, как правило, дороже, чем обычные сверла.
Эти конические сверла отлично подходят для создания чистых и точных отверстий в листовом металле и пластике, хотя они, как правило, дороже, чем обычные сверла.4. Удаление заусенцев с отверстия
Последним этапом является зачистка и сглаживание всех шероховатостей в отверстии. Вы можете использовать для этого специальный инструмент для снятия заусенцев или использовать сверло, диаметр которого немного больше, чем отверстие, которое вы только что просверлили. Поверните его рукой над верхней частью отверстия, чтобы удалить оставшиеся заусенцы.
Поверните его рукой над верхней частью отверстия, чтобы удалить оставшиеся заусенцы.
Алюминий и нержавеющая сталь, квалифицированная резка по размеру
Нужен металл для вашего проекта? Экономьте на отходах и трудозатратах с помощью деталей Clickmetal из алюминия и нержавеющей стали, точно вырезанных в соответствии с вашими конкретными требованиями к длине!
Наш обширный ассортимент включает в себя как стандартные, так и нестандартные изделия. Мы поставляем продукцию предприятиям и частным лицам по всей Великобритании и производим все наши изделия на месте на наших современных производственных предприятиях.
Мы стремимся обрабатывать все заказы для отправки в течение 3-5 рабочих дней с момента получения. Заказ будет отправлен через 24-часовой курьер на следующий рабочий день.
Покупайте наш полный ассортимент изделий из алюминия и нержавеющей стали онлайн!
Безопасность при сверлении | 10 опасностей, связанных с домашним бурением, которых следует избегать
Украшая свой дом, вы захотите добавить индивидуальности в каждую комнату, например, произведения искусства, полки, зеркала и даже более сложные работы, например повесить телевизор и другую технику, например динамики или стереосистемы. Хотя иногда что-то такое простое, как командные крючки , может помочь вам персонализировать ваши стены с помощью изображений, вы, вероятно, обнаружите, что сверление требуется для более тяжелых предметов, чтобы освободить место для нового приспособления.
Хотя иногда что-то такое простое, как командные крючки , может помочь вам персонализировать ваши стены с помощью изображений, вы, вероятно, обнаружите, что сверление требуется для более тяжелых предметов, чтобы освободить место для нового приспособления.
До новый домовладелец или новичок, мы понимаем, что взять дрель и приступить к работе с совершенно новыми стенами может показаться немного пугающим. Безопасность всегда наш приоритет номер один здесь, в DP Diamond Drilling, поэтому мы решили поделиться некоторыми из опасностей при бурении , на которые следует обратить внимание при домашнем бурении. Также особенно важно помнить, что если вы не уверены в безопасности или просверливаете прочный каменный материал , таких как бетон или камень , возможно, лучше поговорить с профессионалом и посмотреть, не требуется ли для этой услуги подрядчик.
Устали от выбора в вашем местном магазине товаров для дома? Поиск лучшей дрели для обычного домашнего использования может показаться сложным, но если у вас есть большие планы по декорированию, вам нужно убедиться, что у вас есть инструмент, подходящий для ряда различных проектов.
Перфораторы подходят только для бетона?
Мы настоятельно рекомендуем приобрести дрель с настройкой ударного действия на случай, если вам в конечном итоге понадобится просверлить более твердую поверхность, такую как кирпич — хотя эта настройка должна быть отключена , если вы просверливаете такие материалы, как металл , пластик или дерево.
Что лучше: сетевые или аккумуляторные ручные дрели?
Наряду с различными настройками функций дрели, которые вы увидите при просмотре, вы также обнаружите, что на рынке доступны дрели-шуруповерты и аккумуляторные дрели , каждая из которых имеет свои преимущества и недостатки. Сетевые дрели , как правило, легче в использовании, но вам, вероятно, потребуется использовать удлинительный кабель, а также уже подключенный провод — это может оказаться громоздким. С другой стороны, аккумуляторные дрели обеспечивают большую свободу передвижения, но обычно их тяжелее держать из-за встроенного аккумуляторного блока.
Сетевые дрели , как правило, легче в использовании, но вам, вероятно, потребуется использовать удлинительный кабель, а также уже подключенный провод — это может оказаться громоздким. С другой стороны, аккумуляторные дрели обеспечивают большую свободу передвижения, но обычно их тяжелее держать из-за встроенного аккумуляторного блока.
Как узнать, какое сверло использовать?
Очень важно выбрать правильное сверло для вашего проекта, и все зависит от того, в каком материале вы сверлите. Для каменных материалов , таких как бетон, кирпич, природный камень и гранит, потребуется сверло по каменной кладке . Металлы потребуются специальные сверла по металлу, , в то время как по дереву потребуются спиральные сверла по дереву , чтобы избежать слишком жесткого воздействия на материал, что может привести к повреждениям, таким как осколки и трещины.
2. Использование небезопасной дрели
Прежде чем использовать дрель, убедитесь, что она безопасна в использовании . Это означает, что если у вас есть сетевая дрель, необходимо проверить провода на наличие износа и отключить их от сети перед заменой каких-либо сверл.
3. Ношение неправильной одежды
Независимо от объема буровых работ, которые вы выполняете, крайне важно обеспечить свою безопасность. По этой причине мы рекомендуем носить респиратор , защитные очки, средства защиты органов слуха, защитные перчатки, каску и прочную обувь , такую как ботинки со стальными голенищами , которые защитят вас в случае падения обломков или оплошность с дрелью.
4. Попадание в механизмы
Помимо наличия всего надлежащего защитного оборудования, вам нужно убедиться, что вы удалили все, что может быть захвачено вращающимся механизмом. дрелью, что привело к аварии. Это означало, что не следует носить свободную одежду или украшения , а все длинные волосы должны быть завязаны сзади.
дрелью, что привело к аварии. Это означало, что не следует носить свободную одежду или украшения , а все длинные волосы должны быть завязаны сзади.
5. Сверление труб или проводов
Не знаете, что находится под стеной, в которой вы сверлите? Это может представлять серьезную угрозу безопасности, если водопроводные трубы или электрические провода спрятаны за стеной. Они, вероятно, наиболее распространены в стенах, которые соединяются с ванными комнатами, и кухнями, , хотя мы рекомендуем проверить чертежи вашего дома, чтобы быть уверенным. Если у вас нет доступа к ним, возможно, вам нужно очень медленно сверлить неглубокие отверстия и проверять наличие препятствий.
6. Отсутствие проверки на наличие асбеста
К сожалению, асбест представляет собой серьезную проблему, которая обычно возникает в старых зданиях. Бурение в районе, потенциально содержащем асбест, может быть невероятно вредным для вас и окружающих вас людей, поэтому, если у вас старый дом, вы должны быть абсолютно уверены, что бурение безопасно, прежде чем начинать.
Бурение в районе, потенциально содержащем асбест, может быть невероятно вредным для вас и окружающих вас людей, поэтому, если у вас старый дом, вы должны быть абсолютно уверены, что бурение безопасно, прежде чем начинать.
7. Не сверлите шпильки в стене
Добавляете на стены тяжелые приспособления, такие как новые полки или телевизор? Вам нужно убедиться, что вы просверлили достаточно прочный материал, чтобы закрепить предмет. Именно по этой причине никогда не следует прикреплять тяжелые предметы только к гипсокартону — это может быть очень опасно, так как они, скорее всего, упадут и повредят стену.
Чтобы безопасно прикрепить тяжелые предметы к стене, убедитесь, что вы просверлили отверстие до 9 отверстий.шпилька 0067. Стойки — это (обычно деревянные) балки, которые составляют внутреннюю структуру стены и обычно расположены на расстоянии 16 дюймов друг от друга . Они красивые и прочные, что делает их идеальным анкером для светильников.
Как найти шпильки на стенах? Не знаете, где находятся стойки в вашей стене? Искатель гвоздей — верный способ найти их, или, если у вас его нет, вы можете аккуратно постучать по стене молотком. Если стук звучит гулче это, скорее всего, просто гипсокартон — вы поймете, что нашли шпильку, когда звук станет более твердым.
8. Забыть пилотное сверление
Итак, что такое пилотное бурение и зачем оно нужно? Пилотное бурение — это бурение меньших и неглубоких отверстий перед бурением большего отверстия, необходимого для вашего проекта. Это действительно важно, так как это может предотвратить скольжение большего сверла или растрескивание поверхности и может помочь направить его для создания идеального отверстия.
9. Повреждение сверла или сверла
Сверление слишком быстро, слишком долго или с приложением слишком большого давления может повредить как сверло, так и поверхность, в которой вы сверлите.