Химия для пайки
Пайка – это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой – это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Перед началом пайки разогретый паяльник сначала “макают” в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей.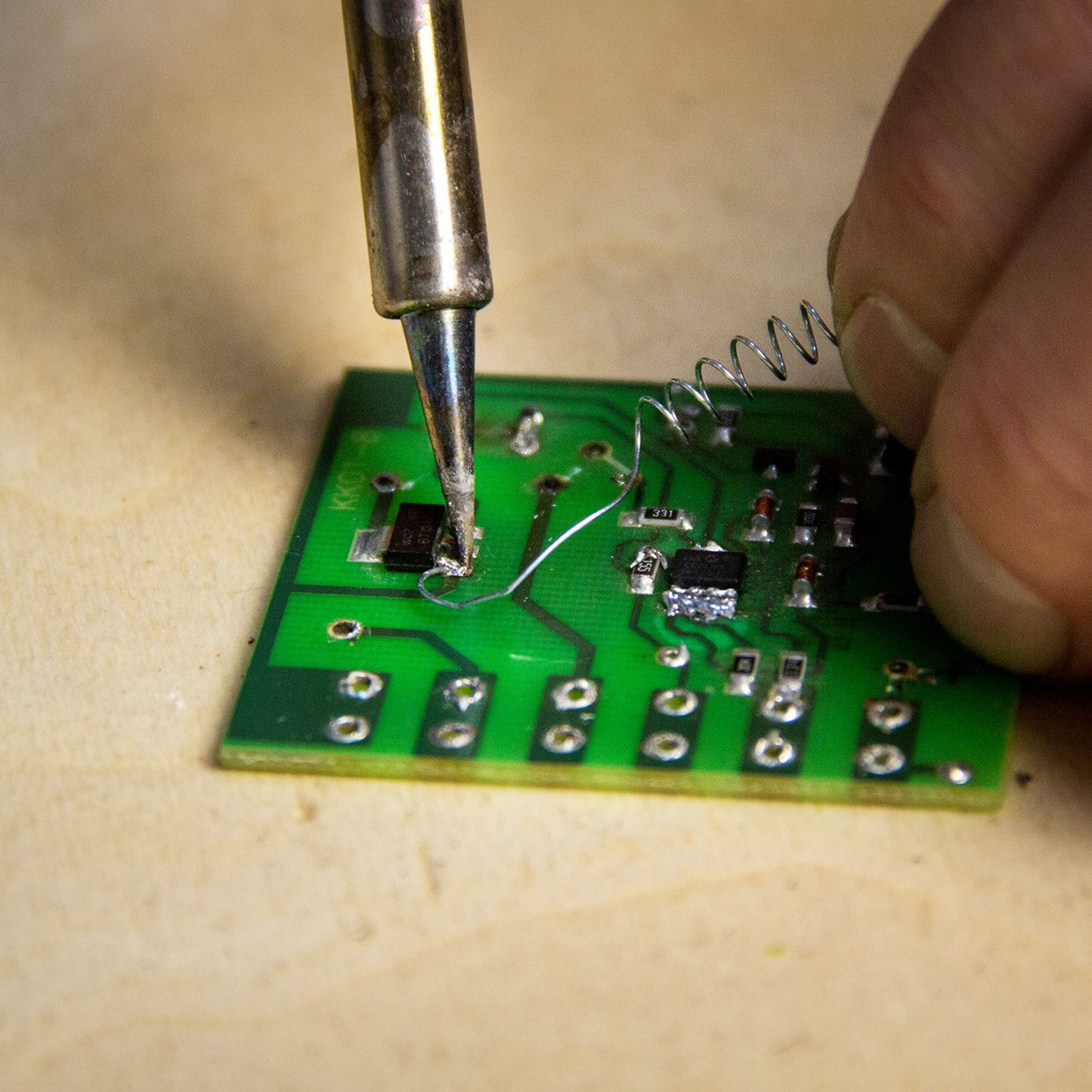 Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир – пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается “инеем”. После пайки оксидалом остатки удаляются механическим путем.
Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается “инеем”. После пайки оксидалом остатки удаляются механическим путем.
Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Подготовка радиоэлементов к пайке / Хабр
В век нанотехнологий и всевозможной миниатюризации, несмотря на переход сборки электронных изделий на технологию поверхностного монтажа с использованием чип компонентов, некоторые компоненты доступны только в штыревом исполнении. Даже самые современные электронные изделия не могут быть изготовлены без них, т.к. данные компоненты дают более высокую механическую надежность по сравнению с SMD компонентами. Практически во всех современных телефонах или планшетах используются разъемы, смонтированные в отверстия. Также бывают ограничения, связанные с невозможностью использования чип-компонентов в высоковольтных цепях. В таком случае, конструктору не остается другого выбора, как использовать компоненты, монтируемые в отверстия.
Рисунок 1,Применение таких компонентов приводит к некоторым сложностям их монтажа в изделия. Первая проблема может быть обусловлена необходимостью лужения выводов, чтобы исключить некачественную пайку выводов из-за несоблюдения условий хранения компонентов. Никогда не знаешь, где и как они хранились перед тем, как попасть к вам в руки. Для данных целей существуют паяльные ванны с припоем (Рис.1). В таких ваннах можно лудить выводы перед пайкой на плату. А для исключения перегрева корпуса элемента во время лужения или пайки на плату используют теплоотводы (Рис.2). Для получения хорошего результата по пайке этой операцией лучше не пренебрегать. После лужения рекомендуется удалить остатки флюса с поверхности выводов.
Никогда не знаешь, где и как они хранились перед тем, как попасть к вам в руки. Для данных целей существуют паяльные ванны с припоем (Рис.1). В таких ваннах можно лудить выводы перед пайкой на плату. А для исключения перегрева корпуса элемента во время лужения или пайки на плату используют теплоотводы (Рис.2). Для получения хорошего результата по пайке этой операцией лучше не пренебрегать. После лужения рекомендуется удалить остатки флюса с поверхности выводов.
Вторая сложность заключается в формовке выводов компонента. Как вы знаете, компоненты с радиальными выводами выпускаются не в формованном виде. И для того, чтобы смонтировать их на печатную плату, необходимо заранее формовать вывод согласно посадочному месту (Рис.3).
Рисунок 3Виды формовок задает конструктор при разработке изделия согласно стандартам (например, ГОСТ 29137-91, ОСТ 92-9388-98). Формовать выводы вручную в производстве, где компоненты исчисляются тысячами, непозволительно трудоемко. Конечно, для малого количества компонентов можно изготовить индивидуальную оснастку для монтажника (Рис. 4). Такие оснастки можно выполнить в большом количестве с разными размерами.
4). Такие оснастки можно выполнить в большом количестве с разными размерами.
Но это все ручная работа. А предъявляемые к технологам требования по постоянному снижению трудоёмкости выпускаемых изделий никто не отменял. Когда изделия выпускаются серийно и массово, то без автоматических и полуавтоматических формовок не обойтись (Рис.5).
Рисунок 5. Формовщики ф. OlamefВ случае, если выводы необходимо просто обрезать на определенную длину без формовки, существуют другие установки (Рис.6).
Рисунок 6. Подрезчик Olamef TP/LN-500Все эти приспособления позволяют подготовить элементы к монтажу, например, в машинах селективной пайки или волны припоя. После формовки и обрезки выводов элементы можно сразу установить на печатную плату согласно сборочному чертежу и провести пайку вручную или с помощью автоматизированных машин. Но что делать с компонентами, выводы которых сформованы без Зиг-Замка, если они устанавливаются на определенную высоту над печатной платой (Рис.7)?
Рисунок 7. Резисторы на высоте 1,0 мм.
Резисторы на высоте 1,0 мм.Будем рассматриваем вариант, когда плата паяется на установке волны припоя или селективной пайки. В таких случаях возможно применение подкладок под элементы из разных материалов. Если есть текстолит, то можно вырезать на фрезерном станке полоски текстолита определенной толщины (Рис.8).
Рисунок 8. Подкладка толщиной 1,0 ммТакже можно использовать обычную резину заданной толщины. После пайки в установке, данные подкладки можно убрать из-под элементов. Только нужно убирать аккуратно, не повреждая паяльную маску на печатной плате.
Четвертой проблемой может быть плохое качество пайки выводов в монтажные отверстия. Зачастую это плохое протекание всего столбика монтажного отверстия припоем. Частично этого избежать мы можем как раз предварительным лужением выводов. Но когда мы монтируем многослойную плату, которая имеет большую теплоемкость, то пайка таких плат обычным паяльником является невыполнимой задачей. При пайке паяльником происходит недостаточный прогрев платы, отвод тепла по внутренним слоям, что приводит к ухудшению условий растекания припоя по паяемым поверхностям. При ручном монтаже можно использовать термостол (Рис.9).
При ручном монтаже можно использовать термостол (Рис.9).
А в установках селективной пайки или волны припоя должны присутствовать модули преднагрева платы перед пайкой или во время пайки. Некоторые установки селективной пайки имеют даже два модуля преднагрева сверху и снизу (Рис.10).
Рисунок 10Все эти оснастки, установки и машины облегчают работу, уменьшают трудоемкость и позволяют получить качество пайки. Если не пренебрегать данными рекомендациями, то качество пайки в вашем изделии будет соответствовать всем стандартам.
Производственные системы для бытовой техники
Производство для бытовых нужд.
Системы BLM GROUP – это решение для сектора бытовой техники.
С помощью систем лазерной резки 2D и 3D можно создавать любые геометрические формы, инновационные и изысканные дизайнерские формы с гладкими и четкими режущими кромками на материалах, включая алюминий или нержавеющую сталь. Каждая система может быть легко интегрирована в рабочие ячейки с различными уровнями автоматизации для быстрого и гибкого производства в соответствии с растущими потребностями.
Больше технологий. Больше преимуществ.
Рентабельность
Производительность и снижение производственных затрат Максимальная доступность системы.
Качество
Качество обработки: гладкие и четкие режущие кромки, поверхности без дефектов и деформаций.
Гибкость
Возможность разработки новых дизайнов в соответствии с меняющимися технологическими и эстетическими потребностями рынка.
Решения BLM GROUP для
сектор бытовой техники.
Ячейки для трехмерной лазерной резки
Ячейки для трехмерной лазерной резки
Станки для гибки труб
Лазерная резка труб и листов
Станки для гибки проволоки
Технологии BLM GROUP подходят для вашего бизнеса 90 006
Провод- намоточные резисторы.
Наши машины могут дать вам важное конкурентное преимущество в различных сферах применения для бытовой техники.
Вот несколько примеров.
Духовки, грили и водонагреватели
Варочные панели и вытяжки
Льдогенераторы и насосы для пива
Кофемашины
Проволочные резисторы
аксессуары, способные делая изгиб проволочных резисторов чрезвычайно эффективным и гибким.
Гибочные станки для проволоки 50 дирхамов
Есть ли изделие, которое вы хотели бы изготовить на нашем оборудовании?
Запросить проверку осуществимости.
Проверьте свою часть
Надежность
Удаленная поддержка
Мы быстро реагируем на ваши потребности, чтобы гарантировать максимальную доступность вашей системы. Благодаря нашим услугам удаленной помощи время простоя сводится к минимуму, а все остальное превращается в прибыль.
Вы всегда можете получить доступ к дополненной реальности
Active Eye , интеллектуальные уведомления кнопки «Справка» , или удаленная диагностика TELESER.
Откройте для себя наши услуги удаленной поддержки.
Всегда рядом с вами
Мы всегда рядом с вами, чтобы помочь вам разработать новые продукты и оптимизировать ваше производство. Наши услуги по обучению помогут вам развить ваши навыки .
Наши услуги по обучению помогут вам развить ваши навыки .
Наши услуги по техническому обслуживанию помогут вам обеспечить 100-процентную готовность оборудования.
Найдите ближайший сервисный центр.
Из нашего блога
Прочтите наши статьи и узнайте о самых интересных приложениях для этого и других секторов.
04.19.2021
Рубрика: Бытовая техника
Техника и технология гибки трубчатых нагревательных элементов
Трубчатые нагревательные элементы представляют собой детали, преобразующие электрическую энергию в тепловую для нагрева жидкостей или газов.
Продолжай читать06.03.2020
Рубрика: Бытовая техника
От рулона до гнутой и гнутой трубы
Обработка трубы из «бухта» всегда была одним из секторов развития, в котором BLM GROUP специализировалась на протяжении всей годы. Он может предложить широкий спектр решений, подходящих для любых нужд.
Он может предложить широкий спектр решений, подходящих для любых нужд.
Кофемашины
Компания смогла отреагировать на внезапный рост спроса, автоматизировав производство.
Узнайте, как они это сделали.
Высокотехнологичные решения для вашего сектора
Высокотехнологичные решения BLM GROUP
можно найти практически в любой отрасли.
Мы понимаем, что каждая отрасль имеет уникальные потребности и особые требования. Разнообразие запросов и применяемых решений позволяет вам извлечь выгоду из опыта и готовых навыков для ваших нужд.
Товары народного потребления и бытовая техника
Гармония дизайна и функциональности
Товары народного потребления и бытовая техника должны выполнять сложные задачи технического оснащения. При этом соответствующие устройства должны иметь продуманную конструкцию и быть защищенными от высоких температур и влаги.
- Технология дозирования
- Плазменная технология
- Технология нагревания
Технологические решения для потребительских товаров
Технологический центр
Обладая знаниями о процессах, мы предлагаем нашим клиентам в этой отрасли точно адаптированные и экономичные решения для широкого спектра применений дозирования, таких как герметизация крышек корпусов или герметизация электронных компонентов.
Товары народного потребления и бытовая техника
Решения для машин и процессов
Благодаря широкому ассортименту продукции мы предлагаем нашим клиентам широкий спектр технологий для потребительских товаров. Будь то предварительная плазменная обработка для лучшей адгезии и последующего склеивания панели или соединение с помощью нашей технологии термофиксации, которая устраняет необходимость сварки или завинчивания и, таким образом, обеспечивает идеальный внешний вид.
Дозирование
- Герметизация различных компонентов
- Заливка электроники
- Склеивание различных компонентов
Для других применений дозирования
Плазма
9 0162Для других применений плазмы
Термофиксация
- Термофиксация различных компонентов
- Соединение различных типов компонентов
Для большего количества применений для тепловых стоек
Свяжитесь с нашим отделом продаж
Последние пресс-релизы
bdtronic получает новые крупные заказы в области электромобилей
Подробнее о
bdtronic получает награду Global Awards на CWIEME 2022
bdtronic награжден в категориях «Инженер года» и «Премия за выдающиеся достижения»
Подробнее оРамочное соглашение по технологии термостойки
bdtronic поставляет 15 полностью автоматических линий термоформования для производства систем помощи водителю ведущему международному поставщику автомобилей.