Механизированная сварка: технология, виды и оборудование
Механизация облегчает труд сварщика, особенно, когда работы ведутся на конструкциях больших размеров с протяженными сварными швами. Главное достоинство механизации: минимизируется человеческий фактор, повышается повторяемость формы и качества сварных швов, повышается производительность и экономическая выгода проведения сварочных работ.
1 / 1
Особенности
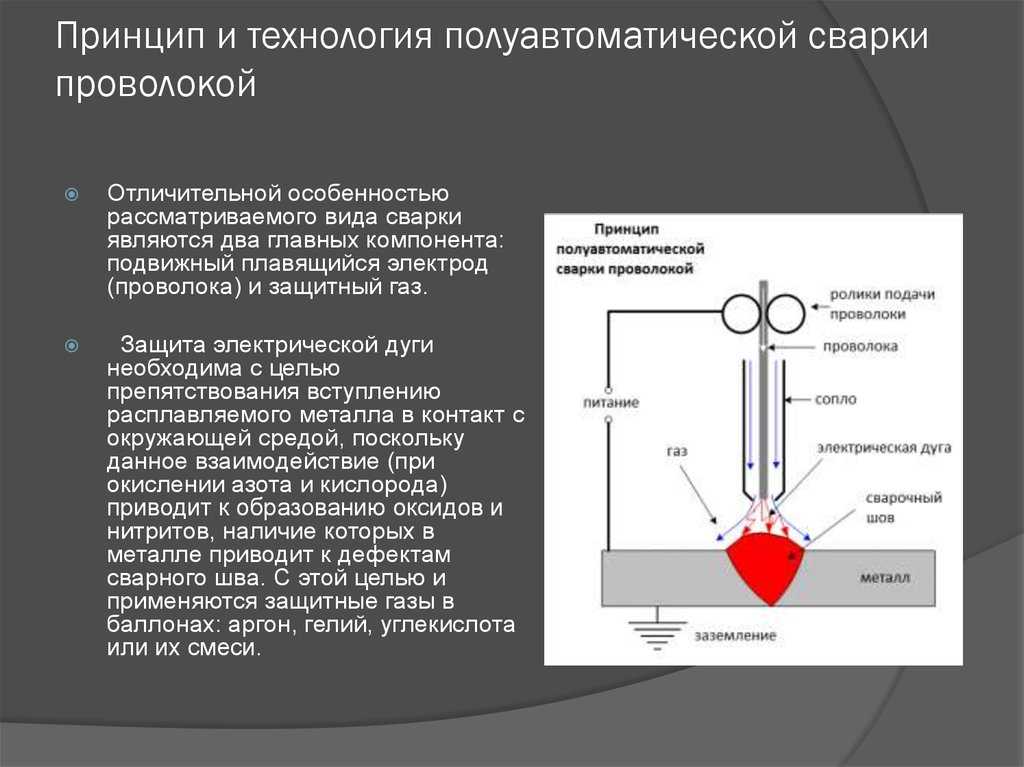
Механизированная сварка плавящимся электродом (чаще такой вид называют полуавтоматическим) осуществляется не покрытыми штучными электродами, а проволокой, которая подается с катушки. Проволока подается с катушки специальным приводом, состоящим из электродвигателя, редуктора, подающих и прижимных роликов и регулирующей аппаратуры (платы управления). Сюда же, в зону сварки, подается защитный газ, который обеспечивает изоляцию сварочного шва от воздействия атмосферных газов. Это справедливо при сварке плавящимся электродом в среде защитных газов.
Такое устройство не сильно изменяет условия труда сварщика. Его главным преимуществом можно считать увеличение производительности труда. Кроме того, существенно улучшается качество шва. Однако, это один из самых простых механизмов. В настоящее время механизированная сварка достигла высокой степени механизации.
Область применения
Трудно найти отрасль, в которой не применяются сварочные полуавтоматы. Это и производственные цеха машиностроения, и открытые строительные площадки. Мелкие предприятия и даже частные приусадебные хозяйства и гаражные кооперативы. Способ этот универсален, как по списку свариваемых материалов (малоуглеродистые конструкционные и высоколегированные стали, алюминий и другие цветные металлы и сплавы), так и по ассортименту соединяемых деталей (трубы, прокат). Лучший аргумент в пользу этого вида – доля сварочных работ, производимых таким способом. К началу 21 века эта доля дошла до 80%.
Способ имеет одно слабое место, но недостаток этот легко устраним.
Виды механизированной сварки
Виды механизированной сварки различаются в зависимости от того, каким способом осуществляется защита сварного шва от влияния атмосферы:
- в среде углекислого газа;
- в среде газовой смеси на основе аргона;
- в среде чистого 100% аргона;
- порошковыми газозащитными и самозащитными проволоками.
В среде углекислого газа
Химическая сущность процесса сваривания деталей в среде углекислого газа состоит в следующем: под действием высоких сварочных температур углекислый газ распадается на угарный газ и кислород. Эти газы активно реагируют с железом и углеродом свариваемых деталей.
Для нейтрализации этого вредного явления, в сварочную проволоку вводят кремний и марганец. Являясь более активными металлами, они вытесняют (замещают) из реакций окисления железо и углерод. Для уточнения необходимо отметить, что такой вид называется сваркой в среде активного защитного газа.
Низкая стоимость и универсальность процесса сделали этот вид сварки самым распространенным при ремонте кузовов легковых автомобилей. Необходимо учитывать, что стандартного баллона хватает на 16 – 20 часов непрерывного процесса. Интересно, что качество шва напрямую зависит от расхода углекислого газа. Чем больше газа, тем лучше шов. Задача сварщика найти компромисс в этом вопросе.
В инертных газах и смесях
В качестве инертных газов чаще всего используют смеси на основе аргона. Применяется также чистый аргон для некоторых металлов и сплавов. Состав оборудования и технология механизированной сварки в инертных газах очень похожи на сварку в среде углекислого газа. Сваривание деталей в среде инертного газа можно проводить плавящимся электродом, который по составу максимально соответствует свариваемым деталям. Преимущества сварки в среде защитного газа на основе аргона – это, прежде всего, высокая стабильность электрической дуги, сниженное разбрызгивание электродного металла и меньшее тепловложение в свариваемые детали по сравнению со сваркой в углекислом газе.
Сваривание деталей в среде инертного газа можно проводить плавящимся электродом, который по составу максимально соответствует свариваемым деталям. Преимущества сварки в среде защитного газа на основе аргона – это, прежде всего, высокая стабильность электрической дуги, сниженное разбрызгивание электродного металла и меньшее тепловложение в свариваемые детали по сравнению со сваркой в углекислом газе.
Очень перспективны последние изобретения в этой технологии. На крупносерийных производствах с целью повышения производительности труда и уменьшения себестоимости изделий применяют современные защитные смеси на основе аргона с добавлением гелия, кислорода, углекислого газа с различным процентным содержанием компонентов.
Средства автоматизации и механизации процесса
Механизированная сварка плавящимся электродом в среде защитного газа может осуществляться на механизмах с различной степенью автоматизации. Степень автоматизации определяется тем, как перемещают сварочную горелку: сварочная горелка закреплена неподвижно (перемещается свариваемое изделие) или перемещается специальным устройством – кареткой, позиционером, роботом и другими устройствами. В обоих случаях происходит существенный рост производительности за счет увеличения скорости перемещения сварочной горелки, отсутствия человеческого фактора, высокой повторяемости.
В обоих случаях происходит существенный рост производительности за счет увеличения скорости перемещения сварочной горелки, отсутствия человеческого фактора, высокой повторяемости.
При применении автоматизации процесса требуется особо качественная подготовка кромок к сварке, грамотный выбор сварочной проволоки, режимов работы в зависимости от марки металла соединяемых деталей, конфигурации соединения, положения сварки.
Порошковые проволоки
Очень распространенный вид сварки низколегированных, углеродистых сталей и различных сплавов. Для таких работ чаще всего используют смесь аргона с углекислым газом или только углекислый газ. Процесс соединения металлов таким способом аналогичен работе с другими видами проволоки.
Порошковая проволока – специально изготавливаемая проволока, заполненная специальным флюсом или металлическим порошком. Такая проволока изготавливается по особой технологии с разными наполнителями для сварки различных марок стали. Проволока, наполненная металлически порошком, применяется для существенного увеличения коэффициента наплавленного металла. Ограничение по применению – только нижнее пространственное положение.
Проволока, наполненная металлически порошком, применяется для существенного увеличения коэффициента наплавленного металла. Ограничение по применению – только нижнее пространственное положение.
Применяемое оборудование
Используемое для этих целей оборудование организуется в сварочные посты. Они могут несколько отличаться по составу, но основная комплектация содержит:
- источник сварочного тока;
- механизм подачи проволоки;
- комплект соединительных шлангов, управляющего и силовых кабелей;
- сварочную горелку;
- газобаллонную аппаратуру: баллоны с защитным газом или магистраль, редуктор, газовый коллектор, соединительные шланги.
Технология механизированной сварки
Описание технологического процесса включает в себя подготовку кромок перед началом работ. В технологии подробнейшим образом должны быть перечислены все материалы с указанием ГОСТов.
Сварка горизонтальных швов. Технология выполнения работы.
Процесс сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
Содержание
Особенности сварки соединений по горизонтали
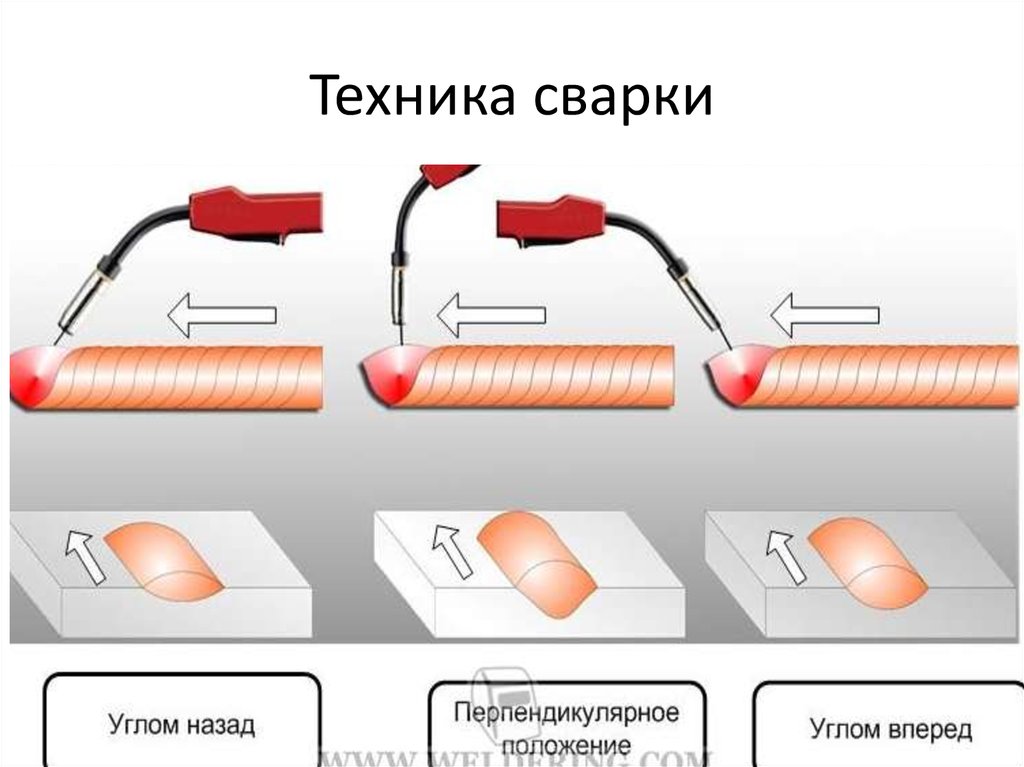
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.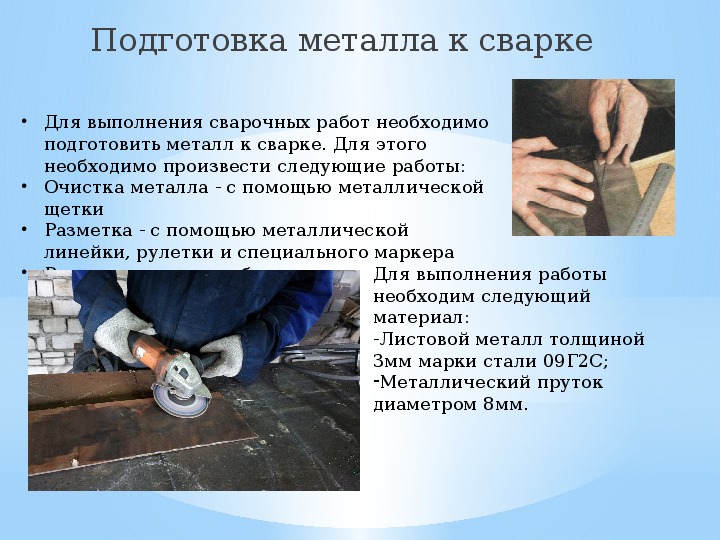
Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.
Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
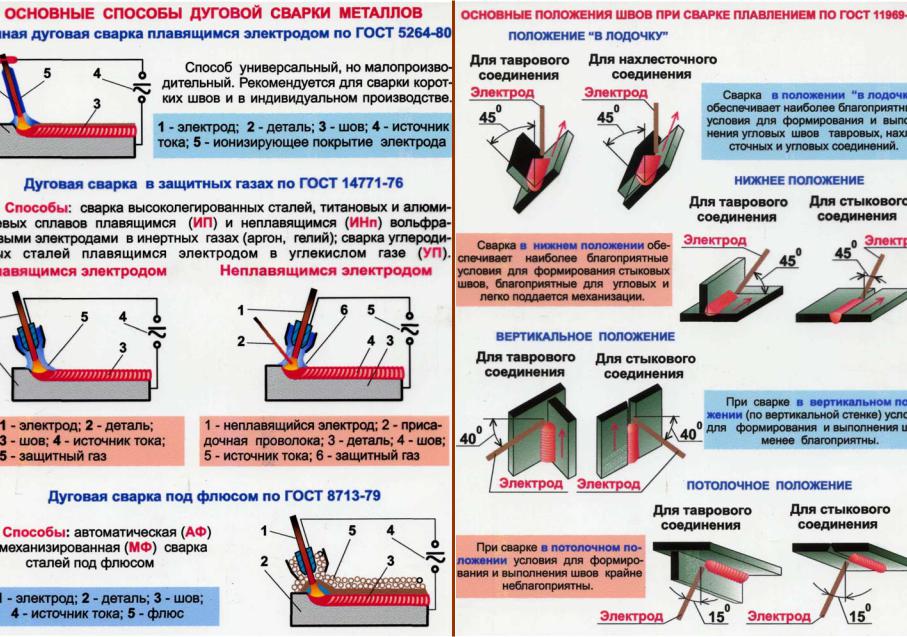
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.

- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.
Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
Сложности, возникающие в процессе сварки
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
- Расплавленный металл может вытекать из сварочной ванны.
- Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.
Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.
Инструменты
Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы:
- Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока. Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
- Выпрямитель – прибор, основное предназначение которого заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.

- Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
Параметры тока и перемещение электрода
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.
В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
Если же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Техника безопасностиВыполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
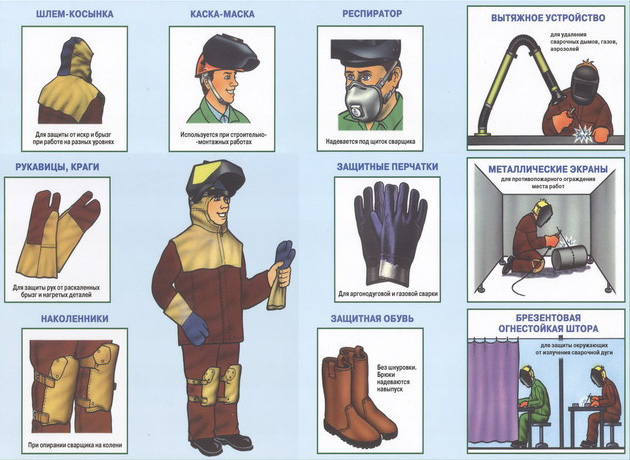
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
Как вам статья?
Общественный колледж Клакамаса| Технология сварки AAS
- Главная
- Академики
- Отделы + Программы
- Технология сварки AAS
Просмотреть каталог
Станьте профессиональным сварщиком, обучаясь у сертифицированных специалистов Американского общества сварщиков (AWS) в хорошо оборудованном центре по программе «Технологии сварки» в Clackamas Community College.
Расширить все
Технология сварки ААС
Перспективы работы
Описание и результаты
Основные требования к технологии сварки
Выполнить 4 кредита WLD-110
Выполните следующие основные требования
- MFG-103
- Обработка для производства и технического обслуживания
- 3
- МФГ-109
- Компьютерная грамотность для техников
- 3
- МФГ-221
- Материаловедение
- 3
- WLD-100
- Чтение печати сварщика I
- 3
- WLD-200
- Чтение печати сварщика II
- 3
- ВЛД-210
- Сварка труб
- 4
- WLD-211
- Усовершенствованная дуговая сварка в защитном металле
- 4
- WLD-213
- Усовершенствованная дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с сердечником под флюсом
- 4
- WLD-215
- Усовершенствованная дуговая сварка вольфрамовым электродом в среде защитного газа
- 4
- WLD-250
- Сварочное производство I Начало проекта
- 4
- WLD-251
- Сварочное производство II Промежуточный проект
- 4
- WLD-252
- Расширенный проект «Сварочное производство III»
- 4
Инструкция по вычислениям
Полный MTH-050
- MTH-050*
- Техническая математика I
- 4
Инструкция по связи
Полная версия WR-101
- WR-101*
- Навыки общения: профессиональное письмо
- 3
Инструкции, связанные с человеческими отношениями
Завершить 3 кредита.
 Пожалуйста, обратитесь к каталогу для получения списка утвержденных Связанных учебных курсов.
Пожалуйста, обратитесь к каталогу для получения списка утвержденных Связанных учебных курсов.Инструкции по PE/здоровью/безопасности
Полный MFG-107
- MFG-107
- Промышленная безопасность и первая помощь
- 3
Общие выборы
Получите 3 кредита по общим факультативам по сварочным технологиям. Это может состоять из любого курса на уровне колледжа.
Программа по выбору
Набрать 6–7 кредитов по программе «Технологии сварки» по выбору. Пожалуйста, обратитесь к каталогу для получения полного списка факультативных программ по технологии сварки.
*Замените эти курсы курсами перевода в колледж, если вы планируете продолжить свое образование в высшем учебном заведении.
 Рекомендуется проконсультироваться с преподавателем или академическим консультантом относительно требований к переводу в конкретную продвинутую программу или школу.
Рекомендуется проконсультироваться с преподавателем или академическим консультантом относительно требований к переводу в конкретную продвинутую программу или школу.Welding Tech Требование к дуговой сварке защищенным металлом
Выполните 8 кредитов WLD-111 или WLD-111A и WLD-111B
- WLD-111
- Дуговая сварка в защитном металле (палка)
- 8
- WLD-111A
- Дуговая сварка в защитном металле (палка)
- 4
- WLD-111B
- Дуговая сварка в защитном металле (палка)
- 4
Welding Tech Wirefeed Welding Requirement
Выполните 8 кредитов WLD-113 или WLD-113A и WLD-113B
- WLD-113
- Дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с флюсовым сердечником (подача проволоки)
- 8
- WLD-113A
- Дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с флюсовым сердечником (подача проволоки)
- 4
- WLD-113B
- Дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с флюсовым сердечником (подача проволоки)
- 4
Welding Tech Требование к сварке GTAW
Выполните 8 кредитов WLD-115 или WLD-115A и WLD-115B
- WLD-115
- Газовая вольфрамовая дуговая сварка (GTAW)
- 8
- WLD-115A
- Газовая вольфрамовая дуговая сварка (GTAW)
- 4
- WLD-115B
- Газовая вольфрамовая дуговая сварка (GTAW)
- 4
Всего кредитов требуется: 93-94
Ресурсы
Подать заявку на Clackamas
Расписание занятий
Связаться с консультантом
Другие программы
- Сварщик начального уровня CC
- Станкостроение ААС
- Автоматизированное производство AAS
- Оператор ЧПУ СС
Специалист по сварочным технологиям в области прикладных наук: Harper College
- Harper Home
- Академики
- Производство и строительство
- Технология сварки
- Ассоциированный специалист по технологии сварки в области прикладных наук
Получите степень в области технологии сварки
Варианты карьеры
- Строительство
- Производство
- Производство
- Сварка
Подготовьтесь к карьере в области сварочных технологий с помощью этой программы на 60 кредитных часов. Сварка и производство — быстрорастущие области, и люди, обладающие навыками в этих областях,
направления пользуются повышенным спросом у работодателей. Когда вы закончите эту программу, вы
быть готовым к трудоустройству на полную ставку в качестве сварщика, изготовителя или супервайзера сварщиков
в производственной или строительной сфере. Кроме того, завершение этой программы
позволяет стать сертифицированным сварщиком.
Сварка и производство — быстрорастущие области, и люди, обладающие навыками в этих областях,
направления пользуются повышенным спросом у работодателей. Когда вы закончите эту программу, вы
быть готовым к трудоустройству на полную ставку в качестве сварщика, изготовителя или супервайзера сварщиков
в производственной или строительной сфере. Кроме того, завершение этой программы
позволяет стать сертифицированным сварщиком.
Занятия сваркой, печатью и схемотехникой, продвинутым чтением чертежей, резкой процессы, сварочное производство, прикладная теория сварки, источники сварочного тока и более. Вы также пройдете ряд технических факультативных курсов. Все классы преподают знающие инструкторы, которые имеют высокую квалификацию в области сварки и изготовления поля.
А.А.С. план программы на получение степени
Эта программа, состоящая из 60 кредитных часов, готовит студентов к работе в секторе сварки и производства с высоким спросом в экономике.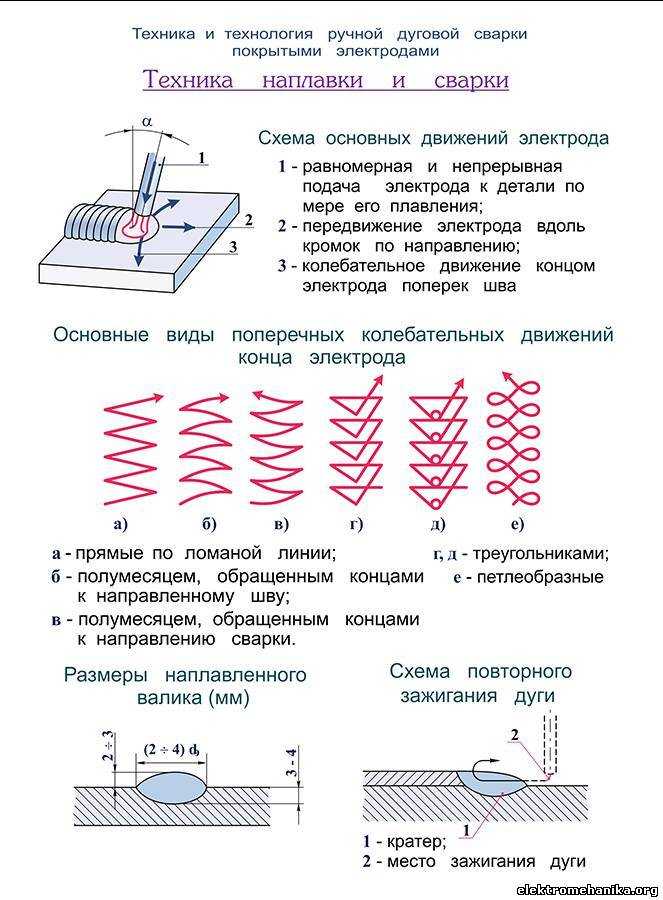 Выпускники могут найти работу сварщиками, изготовителями и контролерами сварщиков в производственной и строительной отраслях.
Выпускники могут найти работу сварщиками, изготовителями и контролерами сварщиков в производственной и строительной отраслях.
ПЕРВЫЙ СЕМЕСТР:
Все курсы WLD предлагаются в 8-недельном формате расписания.
| Номер | Название курса | кредитов | Категория |
|---|---|---|---|
| ENG 101 | Композиция | 3 | Общее образование AAS |
Описание : Делает упор на написание разъяснительной прозы. Введение в критическое прочтение нехудожественной прозы. ИАИ С1 900 Условие : ENG 100 с оценкой C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||
| MFT 134 | Печать Чтение для промышленности | 3 | Программное требование |
Описание :
Предоставляет учащимся машиностроительных профессий базовые навыки, необходимые для визуализации и интерпретации промышленных отпечатков. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Месяц 097 | Базовая техническая математика 1 | 3 | Общее образование AAS |
Описание :
Обзор арифметики, введение в основные алгебраические и тригонометрические методы прямоугольного треугольника. Включает в себя арифметику, элементарную алгебру, геометрию, соотношение и пропорции, измерения, тригонометрию прямоугольного треугольника и их применение для решения различных карьерных и технических задач. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 110 | Сварка I | 3 | Программное требование |
Описание :
Охватывает основы теории и практики кислородно-ацетиленовой сварки и начала электросварки. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 210 | Сварка II | 3 | Программное требование |
Описание : Охватывает продвинутую теорию сварки и практику дуговой сварки. Имеет опыт работы с методами MIG и TIG (Heliarc). Включает введение в испытание на прочность сварных швов. Условие : WLD 110 с оценкой C или выше или согласие инструктора. Расписание занятий: Весна 2023 | Лето 2023 | |||
 Другие варианты размещения. ENG_Placement_Grid.pdf Учащимся ESL требуется один из следующих вариантов: ESL 073 и ESL 074 с оценками B или выше; ESL 073 и ESL 086 с оценками B или выше; ЭСЛ 073 и ЭСЛ 099 с оценками B или выше; ESL 073 с обязательным результатом вступительного теста по письму; или ESL 074 с обязательным баллом теста на определение уровня чтения.
Другие варианты размещения. ENG_Placement_Grid.pdf Учащимся ESL требуется один из следующих вариантов: ESL 073 и ESL 074 с оценками B или выше; ESL 073 и ESL 086 с оценками B или выше; ЭСЛ 073 и ЭСЛ 099 с оценками B или выше; ESL 073 с обязательным результатом вступительного теста по письму; или ESL 074 с обязательным баллом теста на определение уровня чтения. Подчеркивает методы орфографической проекции видов сверху, спереди, сбоку и в разрезе, допуски, геометрические размеры и влияние компьютерного черчения на работу с машинами.
Подчеркивает методы орфографической проекции видов сверху, спереди, сбоку и в разрезе, допуски, геометрические размеры и влияние компьютерного черчения на работу с машинами. Рисует практические проблемы в области студенческой карьеры, включая аварийно-спасательные службы, графические коммуникации, строительные профессии, кулинарное искусство и информационные технологии. Предназначен для студентов, получающих степень Харпера и сертификаты в областях программы карьеры. Этот курс: не подлежит передаче, не соответствует предварительным требованиям для любого другого курса математики и не удовлетворяет каким-либо общеобразовательным требованиям.
Рисует практические проблемы в области студенческой карьеры, включая аварийно-спасательные службы, графические коммуникации, строительные профессии, кулинарное искусство и информационные технологии. Предназначен для студентов, получающих степень Харпера и сертификаты в областях программы карьеры. Этот курс: не подлежит передаче, не соответствует предварительным требованиям для любого другого курса математики и не удовлетворяет каким-либо общеобразовательным требованиям.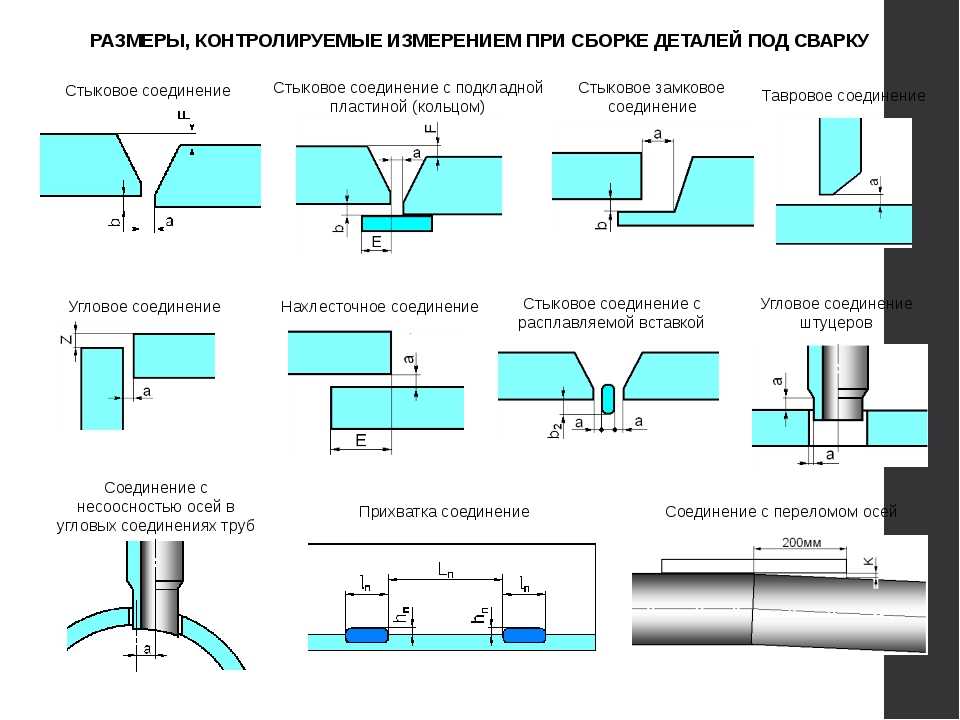 Включает дуговую и газовую сварку, пайку и резку в горизонтальном положении.
Включает дуговую и газовую сварку, пайку и резку в горизонтальном положении.ВТОРОЙ СЕМЕСТР:
Все курсы WLD предлагаются в 8-недельном формате расписания.
| Номер | Название курса | кредитов | Категория |
|---|---|---|---|
| Факультативы общего образования AAS + | 6 | Общее образование AAS | |
| Всемирный 211 | Сварка III | 4 | Программное требование |
Описание :
Охватывает передовую теорию сварки и обширную практику в процессе основной дуговой сварки. Имеет опыт работы с передовыми технологиями GMAW (дуговая сварка металлическим электродом), FCAW (дуговая сварка с флюсовой проволокой), GTAW (дуговая сварка вольфрамовым электродом) и другими методами дуговой сварки. Условие : WLD 210 с оценкой C или выше или согласие координатора программы. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 212 | Сварка IV | 4 | Программное требование |
Описание :
Охватывает усовершенствованную дуговую сварку вне положения и многопроходную дуговую сварку, включая GMAW (дуговая сварка металлическим электродом в среде защитного газа), SMAW (дуговая сварка металлическим электродом в защитных газах) и GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа). Условие : WLD 211 с оценкой C или выше или согласие координатора программы. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 225 | Продвинутое чтение чертежей | 2 | Программное требование |
Описание :
Обучает учащихся навыкам чтения более сложных чертежей сварки. Условие : MFT 134 и WLD 210 с классом C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||
 Плазменная дуговая резка и резка угольной дугой будут включены.
Плазменная дуговая резка и резка угольной дугой будут включены. Особое внимание уделяется работе по чертежам и развитию навыков сварки, необходимых для прохождения квалификационных испытаний сварщика. Студенты должны пройти управляемые тесты на изгиб, чтобы стать «сертифицированными сварщиками» в соответствии с Кодексом сварки конструкций D1.1 AWS (Американского общества сварщиков).
Особое внимание уделяется работе по чертежам и развитию навыков сварки, необходимых для прохождения квалификационных испытаний сварщика. Студенты должны пройти управляемые тесты на изгиб, чтобы стать «сертифицированными сварщиками» в соответствии с Кодексом сварки конструкций D1.1 AWS (Американского общества сварщиков). Студент изучит символы, характерные для сварочных чертежей. Делает упор на развитие способности переносить двухмерный отпечаток на реальный трехмерный объект.
Студент изучит символы, характерные для сварочных чертежей. Делает упор на развитие способности переносить двухмерный отпечаток на реальный трехмерный объект.ТРЕТИЙ СЕМЕСТР:
Все курсы WLD предлагаются в 8-недельном формате расписания.
| Номер | Название курса | кредитов | Категория |
|---|---|---|---|
| Технические факультативы 2 | 6 | Программное требование | |
| Всемирный 240 | Процессы резки | 3 | Программное требование |
Описание :
Дает студенту возможность овладеть всеми основными процессами промышленной дуговой, кислородно-топливной и механической резки – ручной, полуавтоматической и автоматической. Условие : WLD 210 с оценкой C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 249 | Прикладная теория сварки | 3 | Программное требование |
Описание :
Обеспечивает как лабораторный, так и аудиторный опыт, чтобы охватить основную теорию всех основных сварочных процессов. Условие : WLD 210 с оценкой C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 253 | Сварочные источники питания | 3 | Программное требование |
Описание :
Знакомит учащихся с разницей между типами источников сварочного тока. Условие : WLD 210 с оценкой C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||
 Процессы включают плазменную дугу, воздушно-угольную дугу, электродуговую резку с экранированным металлом, экзотермическую и кислородно-топливную резку; оптические трассеры; и ЧПУ управления.
Процессы включают плазменную дугу, воздушно-угольную дугу, электродуговую резку с экранированным металлом, экзотермическую и кислородно-топливную резку; оптические трассеры; и ЧПУ управления. Охватывает дуговую сварку металлическим электродом, дуговую сварку вольфрамовым электродом в среде защитного газа, дуговую сварку под флюсом, дуговую сварку под флюсом, плазменную дуговую сварку и кислородно-ацетиленовую сварку.
Охватывает дуговую сварку металлическим электродом, дуговую сварку вольфрамовым электродом в среде защитного газа, дуговую сварку под флюсом, дуговую сварку под флюсом, плазменную дуговую сварку и кислородно-ацетиленовую сварку. В лабораторных условиях учащийся изучит методы правильной настройки и точной настройки, которые приведут к качественному сварному шву. Охватывает выбор, использование, поиск и устранение неисправностей и техническое обслуживание основного сварочного оборудования.
В лабораторных условиях учащийся изучит методы правильной настройки и точной настройки, которые приведут к качественному сварному шву. Охватывает выбор, использование, поиск и устранение неисправностей и техническое обслуживание основного сварочного оборудования.ЧЕТВЕРТЫЙ СЕМЕСТР:
Все курсы WLD предлагаются в формате 8-недельного расписания.
| Номер | Название курса | кредитов | Категория |
|---|---|---|---|
| Общее образование AAS по выбору + | 3 | Общее образование AAS | |
| Технический выбор 2 | 3 | Программное требование | |
| Всемирный 245 | Сварочное производство I | 4 | Программное требование |
Описание :
Предоставляет практический опыт создания проектов сварки с использованием дуговой, кислородно-ацетиленовой, газовой дуговой сварки (MIG), газовой вольфрамовой дуги (TIG) или комбинации этих сварочных процессов с использованием схемы сварки в качестве руководства. Условие : WLD 211 и WLD 240 с оценкой C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||
| Всемирный 250 | Сварочное производство II | 4 | Программное требование |
Описание :
Готовит учащегося к созданию проектов сварки с использованием дуговой, кислородно-ацетиленовой, газовой дуговой сварки (MIG), газовой вольфрамовой дуги (TIG) или любой комбинации этих сварочных процессов, используя схему сварки в качестве руководства. Охватывает передовые методы изготовления, включая прокатку, формование и гибку. Обязательное условие : WLD 211 и WLD 245 с оценкой C или выше. Расписание занятий: Весна 2023 | Лето 2023 | |||

1 – Студенты могут сдавать MTH 097, MTH 101, MTH 103 или выше.
+ – По крайней мере, один из факультативных предметов общего образования AAS должен соответствовать требованиям окончания программы «Мировые культуры и разнообразие». См. полный список факультативов общего образования AAS.
2 – Технические курсы по выбору: MFT 105, MFT 120, WLD 246, WLD 248, WLD 260, WLD 261, WLD 285.
Результаты обучения по программе
По завершении курса AAS по технологии сварки студенты должны:
- Продемонстрировать знания в области сварки и стандартов на материалы.
- Уметь работать с чертежами и листами спецификаций процедур сварки (WPS).
- Продемонстрировать мастерство во всех видах дуговой сварки во всех положениях.
- Быть в состоянии пройти управляемые испытания на изгиб для одного (GMAW) и одного (SMAW) WPS (получить сертификат сварщик).
- Определите тип материала и лучший метод сварки.
- Работать с режущим оборудованием безопасным и эффективным образом, выполняя значимые работа.
- Производство качественных готовых металлических изделий.
- Понимание визуального осмотра и контроля качества.
- Понимание выбора, установки и обслуживания сварочного оборудования.
- Уметь устранять распространенные проблемы со сварочным оборудованием.