Основные характеристики сварочных электродов. Типы обмазки
В настоящее время существует множество различных методов сварки, однако метод ручной дуговой сварки, по прежнему является наиболее удобным и востребованным.
Удобство и скорость сварочных работ, а также качество шва напрямую зависят от правильно подобранных электродов.
Выбор качественных сварочных электродов для ручной дуговой сварки, для неопытного сварщика, может стать нелегкой задачей.
Например, как определить подходящий диаметр электрода для сварки определенной толщины металла, или какой ток нужно выбрать для обеспечения качественного сварного шва?
Электрод -это…
Сварочный электрод представляет собой стержень из электропроводного материала или сварочная проволока- называемая сердечник. Сердечник обеспечивает подвод тока к свариваемому изделию и имеет специальное покрытие состоящее из порошка и клейкой массы, называемое обмазкой.
При выполнении сварочных работ стержень плавится, а обмазка при сгорании создает газовую защиту шва от негативного действия кислорода и образует защитный шлаковый слой.
Один конец стержня длинной около 3см не имеет покрытия и предназначен для зажатия в электрододержателе и обеспечения электрического контакта. Другой край немного счищается для более легкого зажигания дуги, за счет контакта с изделием.
Разновидности покрытия электродов
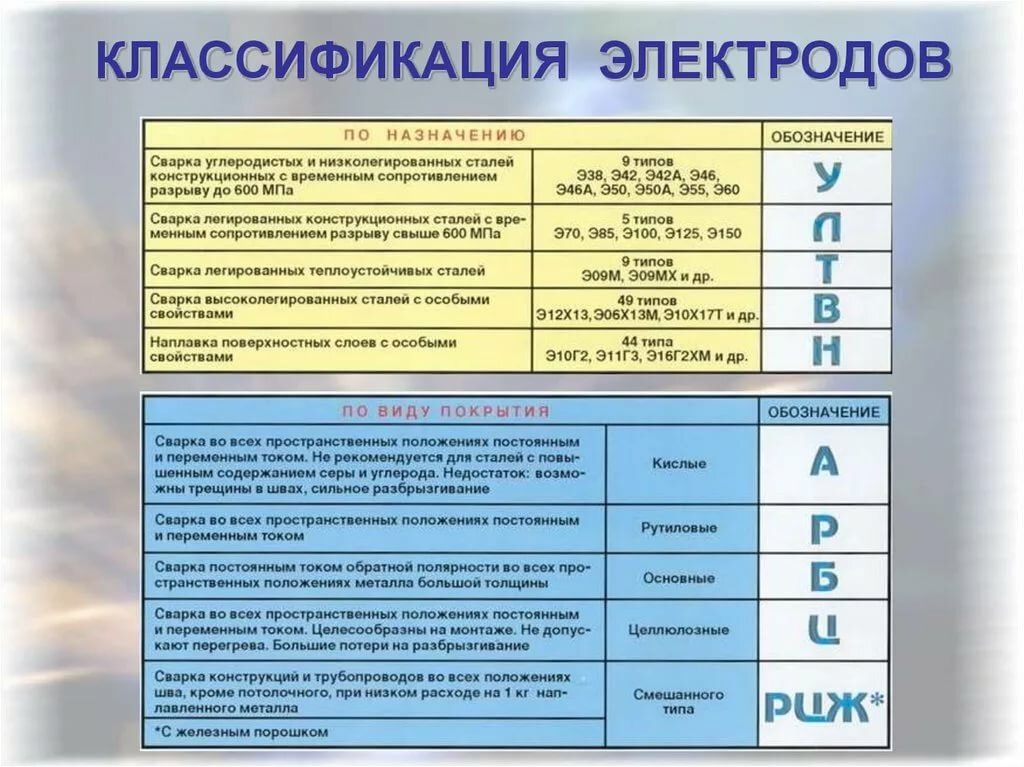
Существует 4 типа обмазки (покрытия):
- основная (УОНИ-13/45),
- рутиловая (АНО-4, МР-3, ОЗС-12),
- кислая,
- целлюлозная.
Существуют и смешанные типы покрытий. Для осуществления сварочных работа с использованием только постоянного типа тока- подходят электроды с основным и целлюлозным типом покрытия.
Такие электроды подходят для сваривания ответственных конструкций, для обеспечения максимального качества сварного соединения.
Целлюлозная обмазка до 50% состоит из органических компонентов, чаще всего, целлюлозы. Металлическое изделие, наплавленное такими электродами, имеет химический состав соответствующий полуспокойной или спокойной стали, но имеет повышенное содержание водорода.
Рутиловая обмазка подходит для сварки на постоянном и переменном токе. Такие электроды легко поджигаются и характеризуются низким разбрызгиванием металла. Применяются на сварочных аппаратах имеющих низкое напряжение холостого хода.
Кислая обмазка состоит из оксида железа, марганца или кремния. Сварной шов при использовании таких электродов склонен к появлению горячих трещин. Для сварки подходят аппараты с постоянным или переменным током. Использование электродов с кислой обмазкой обеспечивает легкое отделение шлака.
Существует ограничение на использование такого типа электродов в закрытых помещениях, поскольку они опасны для здоровья. Химический состав конструкционных элементов электрода имеет особое значение. Правильно подобранный состав и баланс составляющих должен быть схож с свариваемым металлом, обеспечивать низкую температуру плавления и короткий период затвердения. Именно по этому,различают электроды для: углеродистых, легированных, высоколегированных, нержавеющих, жаростойких сталей, алюминия и чугуна и различных сплавов.
Прежде чем приступать к сварке , нужно обязательно проверить нет ли механических повреждений на электродах, поскольку добиться стабильной дуги, в таком случае, не получится.
Также, обязательным условием является не превышение допустимого уровня влажности электрода.
Добиться качественного шва отсыревшими, из-за неправильного хранения электродами, Вам вряд ли удастся.
Для обеспечения сухости электродов- используют специальные печи. Но в бытовых условиях сушат и при помощи обычных духовок.
В быту, чаще всего сваривают изделия металлопроката из конструкционных сталей, причем толщина изделий обычно не велика. Выбираются жлектроды для сварки черных сталей (АНО-4, АНО-21, АНО-36, УОНИ 13/55, УОНИ 13/65 и др.)
Наиболее подходящие для таких целей электроды с основной, рутиловой или смешанной обмазкой.
Опубликовано: 18.03.2016
Поделиться:
Вернуться к списку новостейТипы электродов для сварки – выбрать на weldmarket.online
Статьи
- Posted by Николай
16 Feb
Приступая к сварочным работам важно узнать какие типы электродов для сварки наиболее подходят при выполнении конкретных задач, ведь во многом от этого зависит качество сварки и долговечность конструкции. Эта статья поможет ответить на эти вопросы. Интернет магазин WeldМаркет имеет проверенную репутацию и 7-летний опыт работы в Киеве по продажам сварочных расходных материалов по всей Украине. На нашем сайте вы сможете ознакомиться с большим ассортиментом сертифицированного оборудования и материалами для сварочных работ. А также узнать о действующих акциях, прочитать о последних новостях в мире сварочных технологий, задать интересующие вопросы нашим консультантам и заказать нужную продукцию.
Процесс сварки очень прост: с помощью стержня электрода, состоящего из электропроводного материала, к сварочной поверхности поступает необходимая сила электротока. Сила тока разогревает поверхности до сверхвысоких температур, что в свою очередь позволяет им как бы «склеиться». Электрод как раз является этим связующим звеном.
Электрод как раз является этим связующим звеном.
Типы электродов для сварки
Сварочные стержни разделяют на плавящиеся и неплавящиеся.
Из существующего ассортимента больше 50% приходится на плавящиеся типы электродов для ручной дуговой сварки.
Типы электродов для ручной сварки отличаются покрытием стержня (обмазки) и качеству изготовляемого материала.
Что представляет из себя сварочный стержень? Он состоит из проволоки, которая имеет специальное покрытие. При мощном воздействии тока проволока плавится и её сердцевина заполняет поверхность для сварки. Обмазка или то, чем покрыт проволочный стержень — тоже плавится, выделяя газ на сварочную поверхность, обволакивая и препятствуя доступу воздуха.
А что обозначает тип электрода? Говоря об их особенностях и свойствах, модели электродов имеют свою отличительную характеристику. Другими словами, тип электрода — это его ключевые характеристики.
Для разных материалов используют разные виды сварки и соответственно электроды разных маркировок, по их виду определяется силовая нагрузка тока, которая поступает на сварочный материал. Также они различаются по своей конструкции и диаметру. Поэтому применяется стандартная маркировка, чтобы обозначить все эксплуатационные параметры.
Также они различаются по своей конструкции и диаметру. Поэтому применяется стандартная маркировка, чтобы обозначить все эксплуатационные параметры.
Например, типы электродов для сварки конструкционных углеродистых сталей выбираются в зависимости от качественного состава сплава. Если сталь обладает повышенной или высокой прочностью, то по своим свойствам стержни должны иметь устойчивое горение сварочной дуги, небольшое разбрызгивание металла и экономичный расход.
При сваривании легированной конструкционной стали повышенной и высокой прочности используют специальные электроды, обеспечивающие особую прочность конструкции. Следующих типов: Э150, Э125, Э100, Э85, Э70.
Типы электродов tig для простых углеродистых сталей и сталей с легирующими элементами в своём составе в небольшом количестве требуют тщательного подхода. Состав такой стали содержит железо и углерод. Сплав стали отличается процентным содержанием углерода. Среднеуглеродистый состав содержит от 0,25 до 0,6% С (углерода), если процент ниже, то состав стали низкоуглеродистый, а с более высоким, относится к высокоуглеродистой стали.
Для продуктивной работы, формировании пластичного прочного шва и около шовной области, а также минимальном разбрызгивание металла, во время сваривания, важно грамотно подобрать по свариваемым материалам:
- низкоуглеродистый состав сталей: АНО-6 (Э42), МР-3, ОЗС-4, АНО-21, ОЗС-12, SF-46.00, УОНИ-13/55(Э60), УОНИ- 13/45 (Э42А) , УОНИ-13/85;
- среднеуглеродистый состав сталей: УОНИ-13/55, УОНИ-13/65, УОНИИ -13/55 (Э50А), УОНИИ -13/45А;
- высокоуглеродистый состав сталей: там, где проводятся сварочные работы и температура ниже -5 градусов, должна быть выполнена предварительная прокалка металла в области сварки в течение часа и завершающая термообработка шва. Используется тип Э70, Э85, Э150, Э125, Э100.
Как распознать тип электродов и понять для чего они применяются?
Для этого используются система маркировки. Как разобраться в маркировке?
Характеристика каждого электрода отражена в его маркировке и паспорте. Давайте разберёмся в обозначениях маркировок. Многие задают вопрос, что означает в маркировке типов электродов буква А.
Давайте разберёмся в обозначениях маркировок. Многие задают вопрос, что означает в маркировке типов электродов буква А.
Для примера рассмотрим тип Э46А:
- «э» означает электрод;
- «46» означает сопротивление на разрыв, то есть 46 кгс/ мм² это максимальная нагрузка в килограммах на мм², которую выдерживает шов после сварки;
- что обозначает в маркировке типов электродов буква А? Это указывает, что при работе с данным стержнем сварочный шов будет обладать пластичными свойствами.
Таким образом электрод с маркировкой Э46А будет обеспечивать пластичность конструкции. Ознакомившись с паспортом электрода, можно узнать более подробные характеристики данного изделия.
В нашем интернет магазине WeldМаркет вы сможете заказать необходимое профессиональные материалы для сварочных работ, а также разнообразные типы сварочных электродов с доставкой по всей Украине. Наше качество товара — ваша гарантия безопасности!
Welding Electrodes: Размеры и применение сварочных прутков
Независимо от того, являетесь ли вы профессиональным сварщиком, домашним любителем или новичком, заинтересованным в постоянной работе в области сварки, сварочные электроды будут занимать центральное место в ваших сварочных проектах. Из-за их важной роли вы должны знать, какой тип электрода использовать для различных работ.
Из-за их важной роли вы должны знать, какой тип электрода использовать для различных работ.
Вот что вам нужно знать об электродах, чтобы всегда выбирать правильный электрод для каждого применения:
Что такое сварочные электроды?Электрод представляет собой металлическую проволоку с покрытием, изготовленную из материалов, аналогичных основному металлу. Сварочные электроды представляют собой отрезки проволоки, подключенные к сварочному аппарату для создания электрической дуги при прохождении через них электрического тока, и дуга выделяет достаточно тепла для плавления и плавления металлов.
Существует два основных типа сварочных электродов: плавящиеся и неплавящиеся. При сварке стержнем, также известной как дуговая сварка металлическим электродом (SMAW), электроды являются расходуемыми, используются во время сварки и вплавляются в сварной шов. С другой стороны, вольфрамовые электроды для сварки в среде инертного газа (TIG), обычно изготавливаемые из вольфрама, являются неплавящимися и не вплавляются в сварной шов.
Дуговая сварка металлическим газом (GMAW), или сварка MIG, как ее обычно называют, использует в качестве электродов проволоку с непрерывной подачей. В то же время при дуговой сварке с флюсовой проволокой также используется плавящаяся проволока с непрерывной подачей, но это трубчатый электрод, содержащий флюс.
Выбор подходящего электродаВыбор электрода определяется требованиями сварочного задания. К ним относятся:
- Прочность: Обеспечивает соответствие электрода требуемой прочности соединения.
- Положение сварки: выбор электродов ограничен в зависимости от положения сварки: над головой, горизонтально, вертикально и плоско.
- Источник питания: вы не можете использовать стержень, который не работает от вашего источника питания.
- Тип соединения: Факторы включают проникновение, доступ к соединению для удаления шлака, толщину материала и чистоту поверхности.
- Материал: стержневые сварочные электроды изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащей железа (цветной) и специальных сплавов.


Расходуемые электроды используются при дуговой сварке стержнем, MIG и дуговой сварке с флюсовой проволокой, а стержневые электроды далее делятся на электроды с толстым покрытием (защитная дуга) и электроды с легким покрытием.
Электроды с толстым покрытием: Как следует из названия, эти электроды имеют более толстое покрытие, наносимое погружением или экструзией. Они производятся в трех типах: эти целлюлозные покрытия, минеральные покрытия или их комбинация. Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг зоны сварки, а электроды с минеральным покрытием образуют шлаковый налет. Электроды с толстым покрытием рекомендуются для сварки сталей, чугуна и твердосплавных наплавок.
Электроды со светлым покрытием: Светлые покрытия уменьшают количество примесей, помогают сделать металл более однородным, повышают стабильность дуги и производят тонкий шлак.
Среди многих вещей, которые вам нужно будет усвоить, когда вы начнете сварку электродами, это отличать один электрод от другого. Вы можете определить тип сварочного электрода, который у вас есть, изучив несколько цифр и букв, напечатанных на основании электрода.
Каждый стержневой электрод уникален, например, некоторые хорошо работают на ржавом металле, а другим требуется чистая сталь. Некоторые подходят для любого положения сварки, а другие предназначены только для плоской сварки. Идентифицировать стержневой электрод относительно легко, если вы знаете, как интерпретировать четырех- или пятизначный буквенно-цифровой код, который говорит вам, что вам нужно знать.
Вот пример номера сварочного электрода:
E7018
Первая буква означает «электрод», расходуемая, проводящая часть сварочной цепи, создающая дугу.
Первые две цифры обозначают предел прочности при растяжении наполнителя электрода.
Третья цифра в идентификационном номере электрода — 1, что указывает на то, что этот электрод подходит для всех положений сварки. Если бы цифра была 2, это означало бы, что этот электрод подходит только для плоской и горизонтальной сварки. И, пропуская цифру 3, цифра 4 указывает, что электрод подходит для сварки только в плоском, горизонтальном, вертикальном положении вниз и в верхнем положении.
Четвертая цифра в идентификационном номере электрода указывает тип покрытия и ток. В следующей таблице поясняется:
Цифра | Покрытие | Сварочный ток |
0 | Натрий с высоким содержанием целлюлозы | DC+ |
1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
2 | Высокое содержание титана натрия | переменного тока, постоянного тока- |
3 | Высокое содержание титана калия | AC, DC+ |
4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
5 | Натрий с низким содержанием водорода | DC+ |
6 | Калий с низким содержанием водорода | AC, DC+ |
7 | AC, DC+ или DC- | |
8 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
|
|
|
Идентификационный номер электрода указывает на то, что электрод (E) имеет предел прочности при растяжении 70 000 фунтов (70) и подходит для всех положений сварки (1). Как видно из диаграммы выше, покрытие представляет собой порошок калия и железа с низким содержанием водорода при сварке переменным, постоянным или постоянным током.
Как видно из диаграммы выше, покрытие представляет собой порошок калия и железа с низким содержанием водорода при сварке переменным, постоянным или постоянным током.
Наиболее распространенные диаметры стержневых стержней — 3/32″, 1/8″ и 5/32 дюйма, и эти размеры подойдут для большинства ваших сварочных проектов. Однако было бы лучше, если бы вы понимали, как выбор этих размеров стержней соотносится с толщиной основного металла и какую роль они играют в достижении сварного шва профессионального качества.
Например, стержни меньшего диаметра, такие как 1/16 дюйма и 5/64 дюйма, работать сложнее, чем стержни обычного размера. Эти стержни предназначены для заготовок тоньше 1/8″, но 1/8″ — это самый тонкий материал, рекомендуемый для сварки электродом. Стержни размером менее 1/8 дюйма имеют тенденцию вибрировать на конце, что требует твердой руки. Кроме того, их сложнее найти и они стоят дороже.
Удилища 3/16″ и больше также более сложны в использовании. Они предназначены для самых толстых и больших заготовок и требуют значительного опыта для получения хорошего сварного шва. Они также создают большие лужи, которые трудно контролировать. Вам понадобится сварочный аппарат, способный выдавать большую силу тока, а по мере того, как стержни становятся больше, увеличивается и опасность. Больше тепла, УФ-лучей, дыма, брызг и шума равнозначно проблеме безопасности.
Толщина основного металлаКак правило, вы выбираете стержень на размер тоньше основного металла. Например, если толщина основного металла составляет 1/8″, используйте стержень 3/32″. Это хорошо работает при толщине до 3/16 дюйма и для стандартных сварных швов, таких как односторонний однопроходный стыковой шов.
Конечно, это правило не является жестким и быстрым, поскольку многие профессионалы в области сварки выбирают диаметр стержня, который в два раза меньше толщины основного металла, и получают отличные результаты. Однако, если вы используете стержень намного тоньше, вы рискуете получить низкую скорость осаждения металла.
Однако, если вы используете стержень намного тоньше, вы рискуете получить низкую скорость осаждения металла.
Выбор стержня того же диаметра, что и толщина основного металла, может привести к тому, что тепло пройдёт сквозь металл и создаст чрезмерную деформацию. Некоторые начинающие сварщики ошибочно выбирают стержень толще основного металла, что приводит к слишком сильному нагреву соединения, что делает сварку практически невозможной.
Одно исключение из этого правила относится к очень тонким металлам. Например, если вы свариваете листовой металл 17-го калибра (1,4 мм), наименьший стержень будет 1/16 дюйма (1,6 мм). Однако электродуговая сварка тонких металлов – сложная задача, требующая большого опыта и дающая неудовлетворительные результаты. Сварщики-ветераны иногда используют более толстые стержни для более тонких металлов, поскольку стержни меньшего диаметра труднее найти и стоят дороже.
Кроме того, когда основной металл толще 3/16″, можно скосить соединение для полного провара и сварить его стержнями обычного размера.
Заключительные мысли
Выбор электрода для электродуговой сварки относительно прост, если вы помните несколько советов:
- Учитывайте тип сварки и основной материал
- Узнайте, что обозначают номера электродов. Например, стержень с номером 6011 будет иметь предел прочности при растяжении не менее 60 000 фунтов на квадратный дюйм сварного шва.
- Последние две цифры номера стержня относятся к флюсовому покрытию на стержне, при этом более высокие цифры означают большее экранирование и большее количество флюса или металла.
- Электрод 6011 используется для стандартного обслуживания и может использоваться во всех положениях сварки, работает с грязными металлами и допускает несовершенное соединение.
Различные типы сварочных электродов и их применение
Существует два основных типа сварочных электродов: плавящиеся и неплавящиеся. При сварке двух металлических частей электрод помогает проводить электричество от заготовки для сплавления двух металлических частей.
Плавящиеся электроды расплавляются и уменьшаются в размерах в процессе сварки. Между тем, неплавящиеся электроды более долговечны и не вплавляются в основной металл.
Содержание
1Что такое электрод?
Электрод для сварки представляет собой кусок металла, прикрепленный к сварочному аппарату и создающий ток. В свою очередь, этот ток образует дугу, плавящую заготовку.
Дуга определяется как короткое замыкание между двумя частями. Это короткое замыкание воспламеняет тепло, необходимое для синтеза.
В большинстве случаев часть электрода содержит тот же металл, что и сплавляемый основной металл.
Если вам нужна дополнительная информация о диаметре и размерах сварочных прутков, я написал руководство, посвященное этой теме.
Расходуемые электроды
Расходуемые электроды в основном используются при сварке в среде инертного газа (MIG) и сварке электродами. Эти электроды быстро вплавляются в вашу заготовку из-за их низкой температуры плавления.
При этом расходуемые электроды обычно изготавливаются из никеля и мягкой стали в процессе производства. Использование такого электрода обычно предполагает его регулярную замену во время сварки.
Кроме того, расходуемые электроды бывают голыми и покрытыми.
Электроды без покрытия
Сварщики редко используют электроды без покрытия из-за их нестабильности. Часто трудно контролировать дугу с помощью оголенного электрода.
Поскольку они не очень распространены, вы можете найти людей, использующих их для сварки марганцевой стали. Напротив, электроды с покрытием более удобны в использовании.
Расходуемые электроды с покрытием доступны в трех различных вариантах, включая электроды с легким, средним и толстым покрытием. Давайте рассмотрим легкие и тяжелые варианты.
Электроды со светлым покрытием
Слегка напыленный или нанесенный кистью слой на электродах этого типа помогает уменьшить количество загрязнений в процессе сварки.
Примеси, такие как сера и оксид, имеют тенденцию снижать качество сварного шва. По этой причине легкое покрытие создает более равномерный расплавленный слой на основных металлических деталях.
По этой причине легкое покрытие создает более равномерный расплавленный слой на основных металлических деталях.
В дополнение к этому, электрод с легким покрытием дает меньше шлака по сравнению с электродами с толстым покрытием.
Электроды с толстым покрытием
Также называемые экранированными дуговыми электродами, эти отрезки металла с толстым покрытием обеспечивают лучшую защиту от коррозии.
Создает эффективный газовый слой, отделяющий зону сварки от окружающего воздуха. Вообще говоря, когда такие газы, как кислород и азот, вступают в контакт с горячим металлом, заготовка становится хрупкой и непригодной для использования.
Кроме того, экранированные дуговые электроды создают более надежную дугу, что делает процесс сварки более плавным. Хотя этот тип электрода содержит много шлака, этот побочный продукт может быть полезен для удаления примесей из сварного шва, таких как оксиды и сера.
Неплавящиеся электроды
Неплавящиеся сварочные электроды, также известные как огнеупорные электроды, в основном применяются в промышленных работах.
Нерасходуемые электроды имеют значительно более высокую температуру плавления, благодаря чему они служат гораздо дольше, чем расходуемые варианты.
Вы можете найти два разных типа неплавящихся электродов, а именно угольные и вольфрамовые электроды.
Углеродные электроды
Углеродные или графитовые электроды обычно используются при дуговой сварке и резке. Сварка угольным электродом имеет множество преимуществ.
Некоторые из них включают сварку тонких кусков металла, больше контроля дуги, и вы можете сваривать как черный, так и цветной металл.
Одним из недостатков использования угольных электродов является то, что для этого требуется гораздо больший ток по сравнению с дуговой сваркой металлическим электродом. Кроме того, часть углеродного материала с электрода может перейти на сварной шов, что может привести к затвердеванию наплавленного металла.
Вольфрамовые электроды
Вольфрамовые электроды используются при дуговой сварке вольфрамовым электродом в среде защитного газа. Неплавящийся электрод может быть полностью изготовлен из вольфрама.
Неплавящийся электрод может быть полностью изготовлен из вольфрама.
В других случаях его можно сплавлять с другими металлами, такими как цирконий и торий. Что касается последнего, он обычно составляет от 1 до 2% компонентов электрода. Между тем, смесь циркония может обеспечить от 0,3 до 0,5% содержания металла.
Обозначение цвета
Определить, сделан ли вольфрамовый электрод исключительно из вольфрама, можно по его окрашенным концам.
Зеленый
Если они зеленые, электрод, скорее всего, содержит 99,5% вольфрама. Теперь, возможно, это не лучший вариант для получения бесшовного шва, поскольку электрод имеет низкую несущую способность.
Следовательно, электрод может легко загрязняться. По этой причине сварщики могут выбирать эти чистые электроды, если для проекта требуется меньше тепла.
Желтый и красный
Окрашенные в желтый цвет концы электрода указывают на 1% включения тория. В дополнение к этому красный цвет указывает на более высокое содержание тория 2%.
Вольфрамовые электроды, легированные торием, обеспечивают лучшую производительность сварки благодаря меньшему уровню загрязнения.
Коричневый
Концы, окрашенные в коричневый цвет, указывают на содержание циркония в вольфрамовом электроде от 0,3 до 0,5%. Хотя электроды из вольфрамового сплава не лучше, чем вольфрамовые электроды из сплава тория, вариант с сплавом циркония все же превосходит альтернативу из чистого вольфрама.
Плавящиеся и неплавящиеся электроды: различия и сходства
После изучения каждого типа сварочных электродов, вот краткое сравнение каждого типа.
Различия
Первое различие между типами электродов, которое вы заметите, заключается в том, что расходуемый электрод вплавляется в металлическую деталь. Напротив, нерасходуемый сохраняет свою форму.
Во-вторых, плавящиеся электроды служат заполнителем любых зазоров в процессе сварки. Нерасходуемые электроды нуждаются в дополнительном содержании наполнителя для заполнения пустых пространств.
В-третьих, процесс выбора отличается. Расходуемый электрод должен быть того же типа, что и заготовка. С другой стороны, его нерасходуемый аналог может быть из другого металла.
Наконец, неплавящиеся электроды позволяют выполнять автогенную, гомогенную и гетерогенную сварку. Тем не менее, плавящиеся электроды допускают только гомогенную и гетерогенную сварку. Вот что означает каждый из них:
- Автогенный: без использования наполнителя в процессе сплавления.
- Однородный: Сварка металлов с использованием присадочного материала с такими же характеристиками металла, как у основного металла.
- Гетерогенный: сплавление с использованием внешнего наполнителя с металлическим составом, отличным от состава вашей заготовки.
Сходства
Что касается сходства, то расходуемые и нерасходуемые электроды излучают дугу за счет проводимости.
Кроме того, электроды разных типов нуждаются в защитном газе для защиты сварного шва от внешних загрязнений
Система идентификации электродов
Система идентификации электродов используется Американским обществом сварщиков для простой идентификации основных характеристик электрода.
Эти характеристики включают прочность электрода на растяжение, положение сварки, тип покрытия и другие свойства, такие как процентное содержание железного порошка. Вот исчерпывающее руководство о том, как читать идентификацию электрода.
- Начальная буква «Е» означает электроды.
- Следующие две или три цифры относятся к прочности электрода на растяжение, измеряемой в фунтах на квадратный дюйм. Прочность на растяжение – это сопротивление материала разрыву.
- Третья или четвертая цифра указывает положение электрода при сварке: 1 означает горизонтальное, горизонтальное, потолочное и вертикальное положение, 2 означает плоское и горизонтальное положение, 3 означает только горизонтальное положение, 4 означает горизонтальное, горизонтальное и вертикальное положение.
- Пятая цифра системы идентификации электрода указывает на его покрытие, а также на используемый источник питания. Это может быть AC / DC или постоянный ток обратной полярности (DCRP) против прямой полярности постоянного тока (DCSP). Это число может также информировать вас о проникновении электрода, будь то среднее, низкое или глубокое.
 Это число может также информировать вас о проникновении электрода, будь то среднее, низкое или глубокое.
Это число может также информировать вас о проникновении электрода, будь то среднее, низкое или глубокое.Ознакомьтесь с таблицей ниже, чтобы лучше понять порошковое покрытие и текущую идентификацию.
| Цифра | Тип покрытия | Ток сварки |
| 1 9007 7 | Высокое содержание целлюлозы, калия | AC, DCRP и DCSP |
| 2 | Высокое содержание титана, натрия | AC и DCSP |
| 3 | Высокое содержание титана и калия | AC, DCRP и DCSP |
| 4 | Железный порошок Titania | AC, DCRP и DCSP |
| 5 | Натрий с низким содержанием водорода | DCSP 900 77 |
| 6 | Калий с низким содержанием водорода | AC и DCRP |
| 7 | Оксид железа с высоким содержанием железа, порошок железа | AC и DCSP |
| 8 | Калий с низким содержанием водорода, порошок железа | AC, DCRP и DCSP |
Разобравшись, что означает каждая цифра, давайте рассмотрим несколько примеров ниже.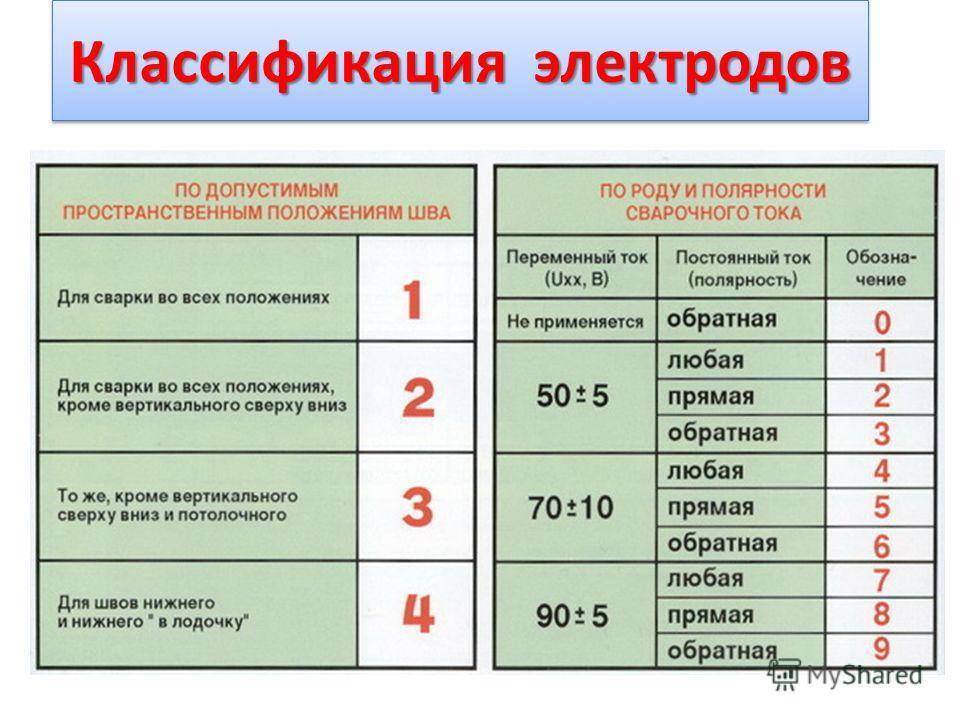
Пример № 1: E6013
Электрод E6013 рассчитан на давление 60 000 фунтов на кв. дюйм в плоском, вертикальном, горизонтальном и потолочном положении сварки. 3 означает, что он имеет порошковое покрытие с низким содержанием водорода, калия и железа с током переменного тока, DCRP и DCSP.
Пример № 2: E4043
В этом примере электрод E4043 использует давление 40 000 фунтов на квадратный дюйм и имеет горизонтальное, плоское и вертикальное положение сварки. Кроме того, его покрытие состоит из титана калия. Кроме того, ток электрода питается от переменного тока, тока DCRP и DCSP.
Хранение электродов
Чтобы электроды оставались в форме, храните их в сухом месте. Слишком высокая влажность может вызвать чрезмерное разбрызгивание во время сварки.
Если на электроды попала влага, их можно прогреть в духовке в течение пары часов при температуре 500 градусов по Фаренгейту.
Кроме того, не пытайтесь сгибать электроды. Вы можете в конечном итоге испортить покрытие, что может привести к оголению провода. В этом случае вам необходимо утилизировать поврежденный электрод.
В этом случае вам необходимо утилизировать поврежденный электрод.
Общие сварочные электроды
| Электрод | Покрытие | Положение | 900 07 Ток | Пенетрация | Прочность на растяжение |
| E6010 | Высокое содержание натрия целлюлозы | Все положения | DCEP | Deep | 60 000 PSI |
| E6011 | Калий с высоким содержанием целлюлозы | Все положения | DCEP AC | Глубокий | 60 000 PSI |
| E6012 | Высокое содержание титана натрия | Все положения | DCEP AC | Средний | 60 000 PSI |
| E6013 | Высокий титановый калий | Все позиции | DCEP DCEN AC | Неглубокий | 60 000 PSI |
| E7018 | 90 072 Железный порошок с низким содержанием водородаВсе позиции | DCEP AC | От мелкой до средней | 70 000 PSI | |
| E7028 | Железный порошок с низким содержанием водорода 9007 7 | Плоские горизонтальные галтели | DCEP AC | От мелких до средних | 70 000 PSI |
Резюме
Независимо от того, являетесь ли вы энтузиастом сварки или хотите освежить свои знания, сварочные электроды — отличное место для начала.