Какие виды сварки бывают | Классификация и характеристика способов сварки
Технологические составляющие сварочного процесса были известны еще в 17 веке. Тогда они были представлены литьем и кузнечным делом. «Осовременивание» началось после открытия такого явления как электрическая дуга. Дополнительный толчок развитие сварочного дела получило с изобретением порошкового покрытия для электродов. А вот основной скачок выпал на конец 20-го века, когда стали доступны лазерные, ультразвуковые и плазменные технологии. Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.
СОДЕРЖАНИЕ
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MAG –сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная
- Электрошлаковая
- Плазменная
- Термомеханический класс сварки
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Читайте также: Что такое ручная дуговая сварка
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
Читайте также: Сварка TIG
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры.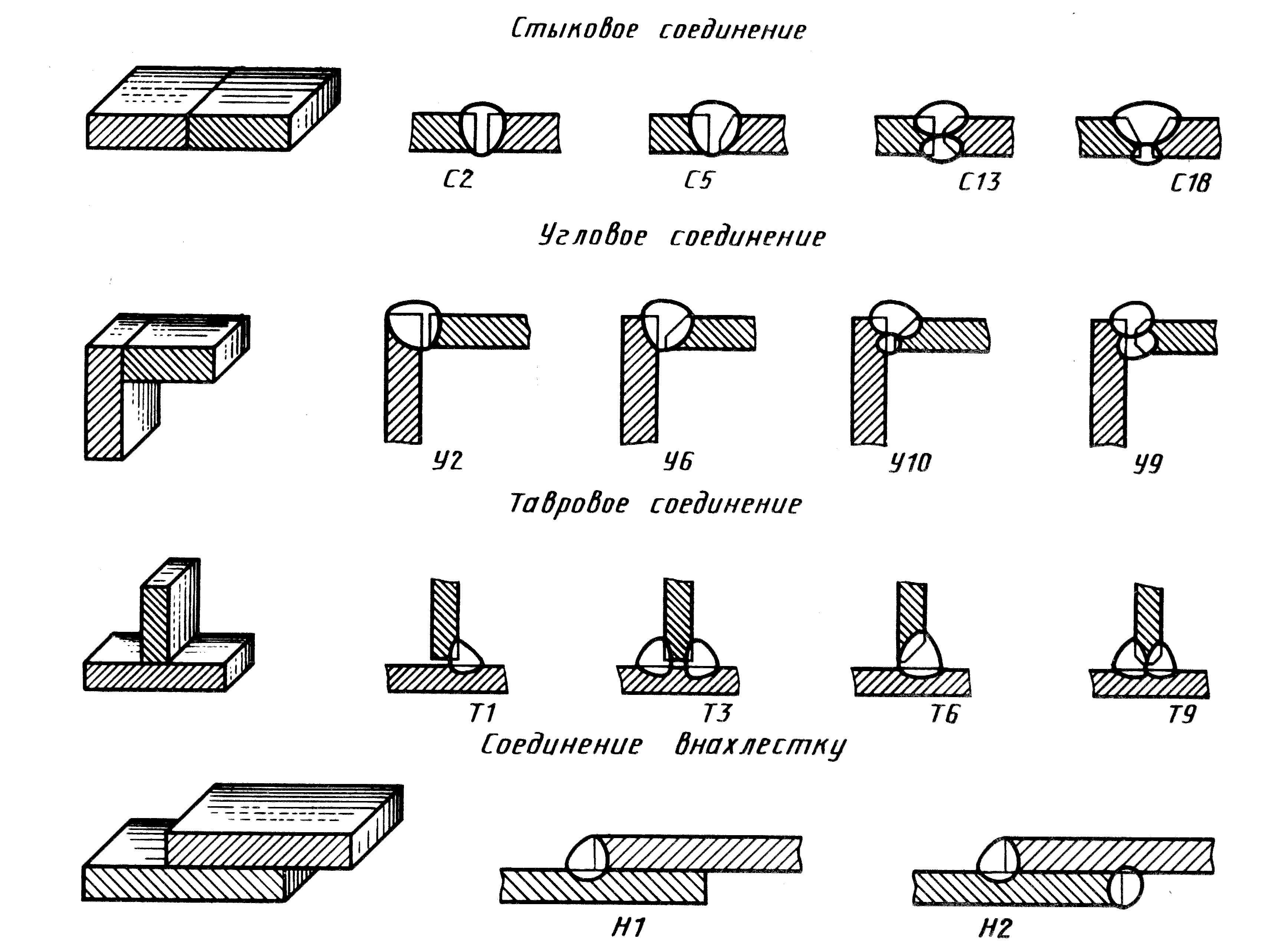 Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.


Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток. В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.
К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.
Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: Классификация сварных швов
Виды сварки, которые должен знать каждый
Доступное сварочное оборудование, которое можно приобрести на сайте svtmarket.com, помогло сделать сварку популярным хобби, но часто возникает путаница в том, какой вид сварки лучше всего подходит для новичков и тех, кто развивает свои навыки. Эта краткая статья предлагает бесценные советы для начинающих сварщиков.
Сварка может быть увлекательным хобби сама по себе, а может быть полезным навыком для тех, кто занимается самоделками, реставрацией автомобилей, домашних инженеров, ремесленников и художников. К сожалению, не один тип сварки подходит для всех задач.
Различные типы сварочных аппаратов могут привести в замешательство как тех, кто только начинает работать, так и тех, кто хочет улучшить свои навыки или обновить оборудование.
Если вам интересно, какие существуют различные виды сварки и их применение, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут заинтересовать пользователей, обсудим их достоинства.
В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут заинтересовать пользователей, обсудим их достоинства.
1.
Виды сварки для любителей – Газо-металлическая дуговая сварка – она же MIG-сваркаСварочный аппарат
MIG-сварка, несомненно, является самым популярным видом сварки среди DIY-пользователей, а также пользуется популярностью у профессионалов. Сварочная проволока подается с катушки в сварочный пистолет. Скорость подачи регулируется, обеспечивая превосходный контроль, и сварщик может сосредоточиться на самом шве. Это самая простая в освоении технология сварки, и начинающие сварщики могут быстро получить стабильно прочные сварные швы, которые практически не требуют зачистки.
Единственным реальным недостатком сварки MIG является то, что для создания защитного “экрана” вокруг сварного шва и предотвращения загрязнения требуется подача газа в баллонах. Настроить аппарат несложно, но MIG-сварка менее портативна, чем некоторые альтернативы.
Лучший вариант: Сварка стали или алюминия в мастерской общего назначения.
2. Сварка газовой вольфрамовой дугой – она же TIG-сварка
Виды сварки – сварка TIG
Основное различие между MIG и TIG сваркой заключается в отсутствии катушки сварочной проволоки с питанием. Сварной шов формируется вольфрамовым электродом, защищенным газом так же, как и при MIG. Часто используется присадочная проволока, но при “автогенной” сварке два куска металла просто сплавляются вместе.
Сварка TIG отличается большей универсальностью. Она может использоваться для сварки стали, нержавеющей стали и алюминия, так называемых “мягких” металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые аппараты для сварки TIG оснащены ножным регулятором, позволяющим точно настроить контроль нагрева. Опытные пользователи могут производить аккуратные, высококачественные сварные швы в толстых или тонких материалах с помощью этих сварочных аппаратов.
Однако одновременная работа с пистолетом, присадочным прутком, горелкой и, возможно, ножным регулятором делает сварку TIG более сложной в освоении, чем MIG. Это также более медленный процесс. Он не рекомендуется для новичков.
Лучший вариант для: Точная сварка широкого спектра металлов.
3. Дуговая сварка в среде защитного металла – она же сварка палкой
Виды сварки – дуговая сварка
Дуговая сварка существует с конца 19 века. До того, как MIG стала доступной, она была любимым методом сварки многих пользователей. По сути, при этом методе в шов вплавляется металлическая палочка (стержень). Стержень содержит элементы, необходимые для защитного экрана, поэтому отдельная подача газа не требуется, и он хорошо работает на открытом воздухе.
Этот тип сварочного аппарата часто рекомендуют для сварки чугуна, и он хорошо справляется со сталью. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, высокая вырабатываемая мощность затрудняет сварку тонких материалов.
Возникновение дуги (начало сварки) может быть сложной задачей. Использование стержней, а не катушки с непрерывной проволокой, означает, что это процесс остановки/запуска. Кроме того, при этом образуется много брызг (брызги расплавленного металла), что делает сварной шов неопрятным и требует значительной доработки, если требуется аккуратная отделка. По сути, это быстрая и грязная “сельскохозяйственная” сварка.
Лучше всего подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна.
4. Дуговая сварка порошковой проволокой
Виды сварки – дуговая сварка с порошковым сердечником
Сварка порошковой дугой во многом похожа на сварку MIG, с катушкой, которая подает проволоку в шов.
Разница заключается в самой проволоке, которая снаружи покрыта флюсом. Она остается твердой до тех пор, пока не нагревается при контакте со сварным швом, в этот момент она выделяет инертный газ, который создает защитный экран, аналогичный сварке MIG. Однако при этом не требуется баллонный газ, шланг и регулятор. Это делает его гораздо более портативным решением.
Однако при этом не требуется баллонный газ, шланг и регулятор. Это делает его гораздо более портативным решением.
На защитный экран меньше влияет ветер, что делает его хорошим выбором для сварки на открытом воздухе. Как и при сварке палкой, он сваривает металлы в плохом состоянии, поэтому подготовка практически не требуется.
Недостатки заключаются в том, что проволока стоит дороже, а брызги бывает трудно убирать. Кроме того, сварка с флюсом обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь насквозь тонкий лист.
Лучше всего подходит для: Ремонт и строительство на открытом воздухе.
Что нужно знать
Собираетесь заняться сваркой в своей мастерской? Отличная идея! Сварка – один из основных способов обработки металлов. Как любитель, у вас есть четыре основных варианта сварки: дуга с флюсовой сердцевиной, дуга с газовым сердечником (или MIG), дуга с вольфрамовым электродом (или TIG) и электродуговая сварка.
Есть ли что-нибудь круче сварки? Сплавление двух металлических деталей вместе с применением тепла, давления и наполнителя — это зрелище. Энтузиасты DIY находят это полезным во многих отношениях.
Процесс сварки увлекательный и может быть даже веселым, но сварка — это навык, которому нужно учиться. Лучше всего начать с понимания различных типов сварочных процессов. Хотя существует более 30 различных типов сварочных процессов, включая плазменно-дуговую сварку, атомно-водородную сварку и электронно-лучевую сварку, 4 основных типа — это Flux Core, MIG, TIG и Stick. Итак, давайте рассмотрим каждый из этих 4 типов.
Флюсовый сердечник (FCAW)
Дуговая сварка с флюсовой проволокой сочетает в себе портативность, скорость и доступность. Он идеально подходит для общего ремонта, работы с ржавым материалом, изготовления на строительных площадках или сварки на открытом воздухе на ветру.
FCAW похож на следующий тип сварочного аппарата, который мы обсудим, но с одним ключевым отличием: ему не нужен защитный газ. Для других сварочных процессов требуется газ, который защищает сварное соединение от загрязнения. В процессе FCAW машина подает электрод, заполненный «флюсом» — материалом, который защищает дугу. Вот почему он более портативный и его лучше использовать на улице.
Основным недостатком сварочных аппаратов FCAW является то, что они вызывают много брызг, а большинство специализированных аппаратов FCAW не потребляют много энергии, поэтому их нельзя использовать для сварки более толстых металлов. Другие недостатки заключаются в том, что их нельзя использовать для сварки многих распространенных сплавов и они выделяют тяжелые пары, поэтому вам понадобится хорошо проветриваемое помещение.
Но флюсовая сердцевина работает со всеми наиболее распространенными сварочными металлами (углеродистая сталь, нержавеющая сталь и алюминий). И вы можете использовать его в любом основном положении для сварки (плоском, горизонтальном, вертикальном или над головой) или даже в другом положении. Эти преимущества и доступность машин делают машину FCAW лучшим выбором для любителя.
Эти преимущества и доступность машин делают машину FCAW лучшим выбором для любителя.
МИГ (GMAW)
Дуговая сварка металлическим электродом в среде защитного газа, также называемая сваркой в среде инертного газа (MIG), представляет собой высокоскоростной процесс, которому довольно легко научиться. Это, а также тот факт, что вы можете делать чистые и прочные сварные швы, делают его наиболее распространенным типом сварки, используемым в производстве.
В отличие от флюсового сердечника, вы можете использовать его с металлами толщиной 26 или более. Но если вам нужно работать со специальными металлами, такими как медь, латунь, титан и т. д., вам нужно искать в другом месте.
Как следует из названия, сварка MIG отличается от сварки под флюсом необходимостью использования защитного газа, обычно аргона или гелия, для защиты сварного шва и предотвращения образования пор. Но в остальном вы можете сваривать MIG на том же оборудовании, что и для FCAW.
Сварочные аппараты MIG представляют собой машины с подачей проволоки, то есть они подают присадочный металл с постоянной скоростью из рулона проволоки MIG. Электричество расплавляет проволоку и соединение основного материала вместе, создавая прочный и красивый сварной шов.
Электричество расплавляет проволоку и соединение основного материала вместе, создавая прочный и красивый сварной шов.
В отличие от Flux Core, MIG требует меньше очистки. Но потребность во внешнем газоснабжении делает его менее портативным. Поэтому многие любители предпочитают подход с флюсовым сердечником из-за его универсальности.
ВИГ (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа, также называемая сваркой TIG (или сварка вольфрамовым электродом в среде инертного газа), обеспечивает высокоточные и эстетичные сварные швы.
Но есть два важных предостережения: сварка TIG сложнее в освоении и медленнее в исполнении. Он отлично подходит для великолепных сварных соединений тонких деталей из нержавеющей стали, магния, меди и других материалов, если вы знаете, что делаете.
При GTAW/TIG расходуемый вольфрамовый электрод, проходящий через переменный ток, управляемый ножной педалью, производит сварку. В отличие от флюсовой сердцевины и MIG, вы держите расходуемый присадочный стержень в одной руке, а горелку — в другой, вместо непрерывной подачи проволоки, когда у вас есть подающая рука, держащая пистолет, и удерживающая рука.
Что точнее в TIG? Вы можете контролировать количество тока и, следовательно, тепло с помощью ножной педали. В результате можно создавать прочные, качественные сварные швы.
Палка (SMAW)
Сварка стержнем, также называемая дуговой сваркой в среде защитного газа (SMAW), является хорошо известной рабочей лошадкой. Он включает в себя ток, протекающий через электродный стержень к исходному материалу.
По сравнению со сваркой вольфрамовым электродом в среде защитного газа (TIG) сварка электродом, как правило, легче всего осваивается и требует наименьшего опыта. Вы можете получить прочный сварной шов с очень небольшим опытом работы со сварочным аппаратом даже на ржавых материалах. И, как и сварка с флюсом, сварка электродами хорошо подходит для использования вне помещений, поскольку для нее не требуется защитный газ.
Сварка стержнем является обратной сваркой под флюсом в том смысле, что она почти всегда используется для более толстых металлов (толщина 18+).
Тем не менее, благодаря своей простоте и доступности, SMAW остается популярным для повседневного обслуживания дома, на ферме и других основных металлических работ.
Что еще нужно для сварки
Выбор сварочного аппарата является самым важным фактором для начала работы. Но это не единственная работа с ногами. Среди прочего нужно обращаться по адресу:
- Средства индивидуальной защиты (СИЗ) — стильный сварочный шлем для защиты головы от горячего металла и глаз от яркого света, а также изолированные перчатки и огнестойкая одежда или фартук.
- Сварочные зажимы или магниты – Для стабильной установки заготовок.
- Ваше рабочее место. Подумайте о сварочном верстаке и убедитесь, что у вас достаточно места.
- Ручные инструменты. Пригодятся сварочные клещи, металлическая щетка, отбойный молоток, угольник и калибр для листового металла.
- Оборудование для очистки. Если вы хотите использовать машину с флюсовым сердечником или стержневую машину, подумайте о вытяжке сварочного дыма или магазинном вентиляторе, чтобы всем было легко дышать.
- Прочие инструменты для металлообработки. Дополнительную информацию см. в другой статье нашего блога.
Не менее важен источник питания. По своей природе сварочные аппараты являются электроемкими машинами, и только некоторые небольшие машины FCAW могут подключаться к обычной 110-вольтовой розетке. Наиболее прочные и надежные из них могут потреблять трехфазное электричество, а не однофазное электричество, которое обслуживает большинство жилых районов.
Хорошей новостью является то, что вы можете питать свой сварочный аппарат с помощью этой службы. Фактически, если у вас есть доступные усилители, хороший вращающийся преобразователь фазы будет работать с любым сварочным аппаратом, который вы выберете, создавая более постоянную мощность, лучшую сварочную ванну и более чистый сварной шов.
Например, вращающийся преобразователь фазы AD Digital Smart от American Rotary специально подходит для оборудования, чувствительного к напряжению. Узнайте больше об использовании преобразователей фазы для сварки здесь.
Удачной сварки!
Понимание различных типов сварки
Автор: Г.Э. Компания Матис
Для понимания различных типов сварки и того, что лучше всего подходит для конкретного проекта, необходимо учитывать многие свойства, области применения и многое другое. За прошедшие годы было достигнуто множество достижений, которые позволили сварщикам легче соединять различные металлы и материалы. По мере того, как разрабатываются специализированные методы сварки, чтобы лучше соответствовать потребностям конкретных отраслевых задач, может стать менее ясным, какой вариант лучше всего подходит для текущей работы. Г.Э. Команда экспертов Mathis Company всегда готова рассмотреть проекты вместе с нашими клиентами, чтобы выбрать наилучший из доступных вариантов.
Чтобы определить, какой тип сварки лучше всего подходит для конкретного проекта, сварщики должны учитывать физические свойства заготовки и присадочного материала, желаемые характеристики продукта, а также необходимое оборудование и источники питания.
Давайте рассмотрим некоторые из наиболее широко используемых на сегодняшний день методов сварки и их отличия:
Дуговая сварка под флюсом (SAW)
Для создания дуги между сварочным стержнем и заготовкой требуется непрерывная подача электрода. Этот тип сварки добавляет толстый гранулированный флюс для формирования экрана. В результате получается флюсовая подушка, под которую погружается дуга, чтобы защитить зону сварки от атмосферных загрязнений. Этот процесс может быть автоматизирован, механизирован или полуавтоматизирован за счет использования ручных пистолетов.
Дуговая сварка защитным металлом (SMAW)
Дуговая сварка защищенным металлом (SMAW), которую обычно называют сваркой стержнем, представляет собой ручной процесс, требующий использования сварочного стержня, покрытого флюсом, по которому течет мощный электрический ток. Во время сварки флюсовое покрытие электрода разрушается, образуя слой шлака, а также газовую защиту, защищающую сварной шов до тех пор, пока он не остынет. Однако конечным продуктам могут потребоваться услуги отделки, поскольку брызги расплава являются обычным явлением.
Во время сварки флюсовое покрытие электрода разрушается, образуя слой шлака, а также газовую защиту, защищающую сварной шов до тех пор, пока он не остынет. Однако конечным продуктам могут потребоваться услуги отделки, поскольку брызги расплава являются обычным явлением.
Дуговая сварка металлическим газом (GMAW)
Газовая дуговая сварка металлическим электродом, также называемая сваркой MIG (металл в инертном газе), отличается использованием регулируемой непрерывной подачи электрода из сплошной проволоки. Универсальная и легко автоматизируемая технология GMAW требует только, чтобы сварщик направлял сварочную горелку в нужное положение и ориентировал вдоль точки сплавления. Электрическая дуга, образующаяся между электродом и заготовкой, нагревает и расплавляет металлы для их соединения.
Дуговая сварка с флюсовым сердечником (FCAW)
Подобно сварке MIG, при дуговой сварке с флюсом вместо сплошной проволоки используется трубчатая проволока, заполненная флюсом. FCAW с двойной защитой использует флюс с внешним защитным газом для защиты, в то время как самозащитная FCAW использует только флюс для защиты расплавленной сварочной ванны, что делает его идеальным вариантом для наружных работ. Как автоматизированный процесс, FCAW также популярен для проектов, требующих быстрого выполнения работ.
FCAW с двойной защитой использует флюс с внешним защитным газом для защиты, в то время как самозащитная FCAW использует только флюс для защиты расплавленной сварочной ванны, что делает его идеальным вариантом для наружных работ. Как автоматизированный процесс, FCAW также популярен для проектов, требующих быстрого выполнения работ.
Газовая вольфрамовая дуговая сварка (GTAW)
Дуговая сварка вольфрамовым электродом, чаще называемая сваркой TIG (вольфрам в среде инертного газа), использует неплавящийся вольфрамовый сварочный стержень (или электрод) для интенсивного нагрева основного металла. При этом получается автогенный сварной шов путем непосредственного плавления двух кусков металла без наполнителя. Сварные швы TIG также защищены внешним защитным газом — обычно аргоном. Этот метод обеспечивает прочные, высококачественные сварные швы, хотя процесс может быть кропотливым, требующим предельной концентрации и точности для сварки небольшого пространства между дугой и заготовкой.