сверла с коническим и цилиндрическим хвостовиком виды и размеры
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» На керамической связке»»» Тип 1 (прямой профиль) 25А»»» Тип 1 (прямой профиль) 63С»»» Тип 11(чашечные конические) 25А»»» Тип 11(чашечные конические) 63С»»» Тип 12 (тарельчатые плоские) 25А»»» Тип 12 (тарельчатые плоские) 63С»»» Тип 14 (тарельчатые) 25А»»» Тип 14 (тарельчатые) 63С»»» Тип 6 (чашечные цилиндрические)»»» Бруски»» На бакелитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» На гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Пробки гладкие»»» Резьбовые М и Mf»»» Резьбовые UNC»»» Резьбовые UNF»»» Резьбовые G»»» Резьбовые BSW»»» Резьбовые Rc и R»»» Резьбовые NPT»»» Резьбовые PG»»» Резьбовые Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» STANDART ( стандартные требования, до 800 МПа)»» CYRILLIC (кириллица)»» OVERSIZES (высота>16мм)»» EXTRA (для нержавеющих сталей, защита от коррозии)»» SPECIAL (повышенная точность оттиска)»» T (контролируемая глубина оттиска)»» RP (точечные)»» R (бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»»» M- гаечные метчики»»»» M – комплекты метчиков из 2-х или 3-х штук»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» Mf- метрическая резьба с мелким шагом»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf- гаечные метчики»»»» Mf-машинно-ручные однопроходные метчики»»»» Mf – комплекты метчиков из 2-х штук»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc – трубная коническая резьба»»» Pg – электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf – метрическая резьба с мелким шагом»»» NPT ( К ) – дюймовая коническая резьба»»» R – трубная коническая резьба»»» G – трубная цилиндрическая резьба»»» BSW, BSF – дюймовая резьба Витворта»»» Pg – электротехническая трубная резьба»»» UNC – дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF – дюймовая цилиндрическая резьба с мелким шагом»»» Vg – вентильная резьба»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки – расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Токарные пластины»»»» Пластины для наружного и внутреннего точения»»»»» CCMT»»»»» CNMG»»»»» DNMG»»»»» VNMG»»»»» WNMG»»»» Пластины для резьбы»»»» Пластины отрезные ( канавочные)»»» Пластины для свёрл»»» Фрезерные пластины»»»» APKT»»»» APMT»» Державки токарные для сменных пластин из тв.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELOGLOBUSGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHVÖLKELWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
3.
 2 Расчет и конструирование спиральных сверл
2 Расчет и конструирование спиральных сверл1. Типы сверл:
– спиральные;
– перовые;
– глубокого сверления;
– кольцевые;
– центровочные;
– ружейные;
– пушечные.
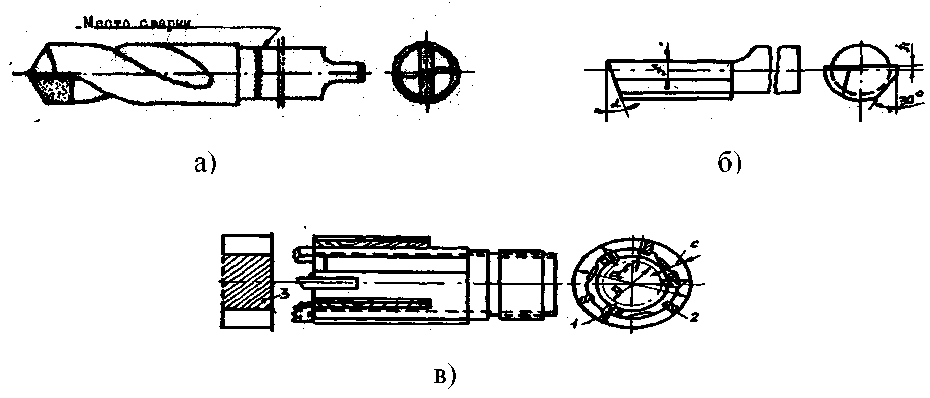
2. Типы хвостовиков:
– цилиндрические;
– конические;
– четырехгранные;
3. Основные размеры и углы лезвия сверл стандартизованы:
– углы , и 2по таблицам справочной литературы.
Пример Р6М5
Сталь = 20…352 = 116…125
Чугун = 25…302 =116…120
Бронза = 15…202 = 125…135
Твердый сплав
Сталь = 0…. 4;2 = 116…118
4;2 = 116…118
Чугун= 0….6;2 = 116…118;
Бронза = 4….6;2 = 116…118;
угол = 50…55;
Р6М5
= 8…15-maxот оси сверла;
= 20…26-minот оси сверла
Твердый сплав
= 4…6-maxот оси сверла;
= 16…20-minот оси сверла.
Форма заточки сверл:
– одинарная;
– с подточкой перемычки.
Технические требования к изготовлению ГОСТ 2034 – 80
Хвостовики – конус Морзе ГОСТ 25557 – 82
конусы Морзе – 0,1,2,3,4,5,6.
Размеры Д1, d2– теоретические (определяются).
Пример:
Рассчитать
и спроектировать спиральное сверло из
быстрорежущей стали с коническим
хвостовиком для обработки сквозного
отверстия под метрическую резьбу М 27
глубиной l=50 мм в заготовке
из конструкционной углеродистой сталив= 450 Мпа.
Решение:
1. Определяем D сверла:
D= 23,9ГОСТ 885 – 77.
Рис. 3.2.1 Элементы конуса Морзе
2. Режимы резания:
S0 = 0,39…0,47 мм/об;S= 0,4 мм/об;
V = 32 м/мин.
3. Осевая составляющая сила резания
;
Px =106823,90,40,7 0,682 = 5850H
4. Момент сопротивления резанию.
;
См = 0,0345;xм= 2,0;yм = 0,8;
.
Мс.р.=100,034523,92 0,40,80,682 = 64,2 Нм
5. Определяем номер
конуса Морзе.
Определяем номер
конуса Морзе.
G – угол конусности хвостовика;
R – радиальная сила;
Q – создает касательную составляющую;
Т – сила резания.
РРис.3.2.2. Расчетная схема
Qобразующий конуса;
.
Момент трения между хвостовиком и втулкой
.
Приравниваем момент трения к максимальному моменту сил сопротивления резания, т.е. к моменту, создающемуся при работе затупившимся сверлом, который увеличивается в 3 раза.
Следовательно:
;
или ,
Мс.р. – момент сопротивления сил резания;
Мс.р.= 64,2 Нм;
= 5850Н;
G = 130; sin 130 = 0,2618;
G = 5- отклонения угла конуса;
=
0,096 – коэффициент трения стали по стали.
мм.
По гост 25557-82 -конус Морзе № 3 с лапкой
Д1 = 24,1;d2 = 19,1;l4 = 19,1;l = 99; конусность 1:19,922 = 0,05020
G = 12616
Остальные размеры по таблицам справочника.
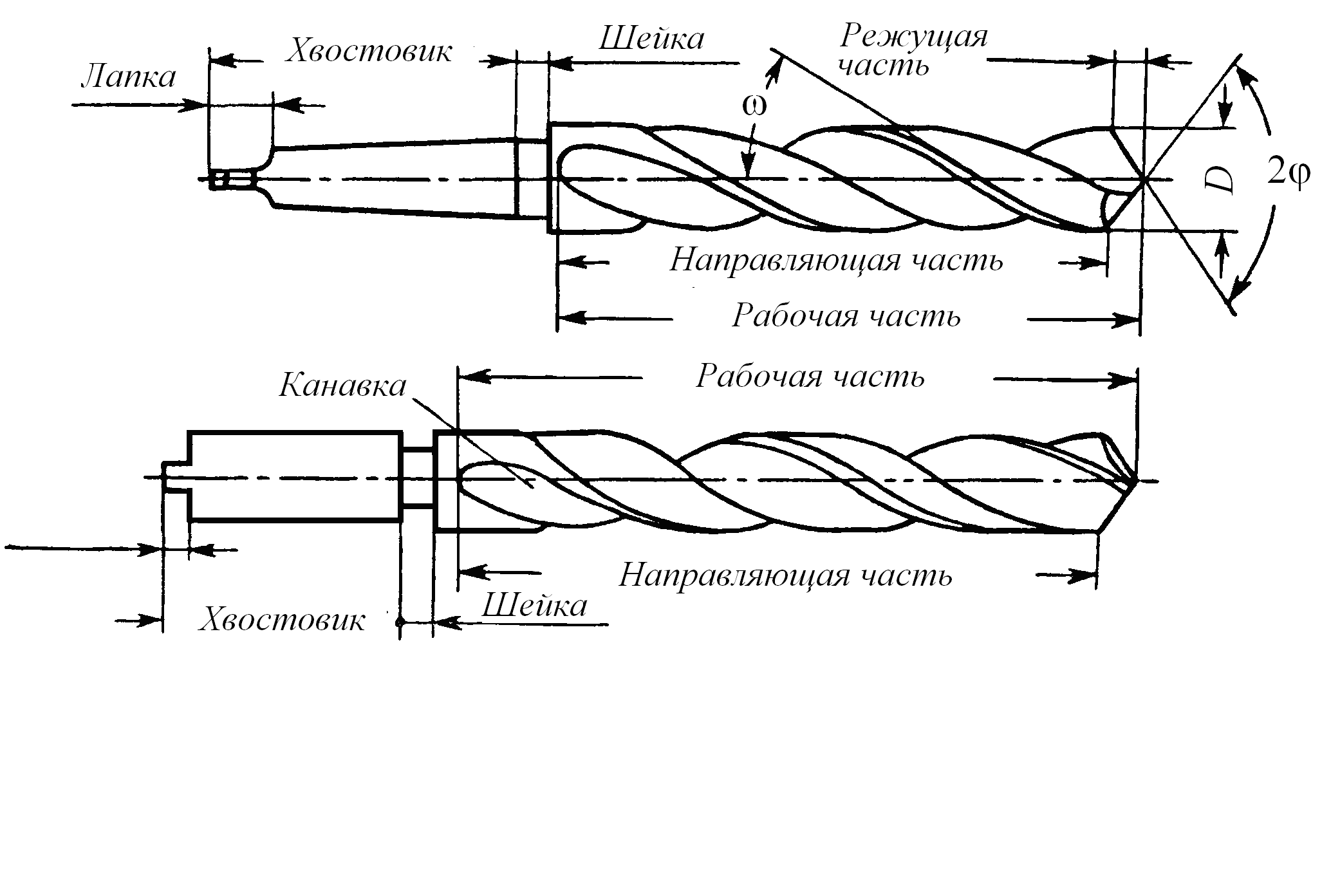
6. Геометрические и конструктивные параметры рабочей части сверла.
По нормативам:
Форма заготовки ДП (двойная с подточкой перемычки).
= 30; 2 = 118; 2 0 = 70; = 12; = 55.
Рис. 3.2.3. Схема заточки сверла.
Размеры подточенной части перемычки:
А = 2,5 мм; l = 5 мм
Шаг винтовой канавки:
мм.
7. Толщина dc сердцевины сверла
D = 0,25 – 1,25; 1,5 – 12,0; 13,0 – 80,0;
dc = (0,28 – 0,2)Д;(0,19 – 0,15) Д ;(0,14 – 0,25) Д.
Рис.3.2.4. К расчету толщины сердцевины
Принимаем dcу переднего конца равной0,14 Д,
dc = 0,14Д = 0,1423,9 = 3,35 мм.
Принимаем утолщение сердцевины к хвостовику
1,4 – 1,8 ммна100 мм длина рабочей части сверла.
Принимаем – 1,5 мм.
8. Обратная конусность сверла.
на 100 мм длина рабочей части сверла
Д | 6 | 6 | 18 |
Конусность | 0,03 – 0,08 | 0,04 – 0,10 | 0,05 – 0,12 |
Принимаем – 0,08 мм
9. Ширину
ленточки f0 и высоту затылка по спинке к выбираем
по Д
Ширину
ленточки f0 и высоту затылка по спинке к выбираем
по Д
Д | f0 | к |
2-5 | 0,6 | 0,15 |
5-8 | 0,7 | 0,2 |
8-10 | 0,8 | 0,3 |
10-12 | 0,9 | 0,4 |
12-15 | 1,0 | 0,4 |
15-20 | 1,2 | 0,6 |
20-25 | 1,6 | 0,7 |
25-30 | 1,8 | 0,8 |
30-35 | 1,8 | 0,9 |
35-40 | 2,0 | 0,9 |
40-45 | 2,3 | 1,0 |
45-50 | 2,6 | 1,2 |
Выбираем: f = 1,6 мм; к = 0,7 мм.
10. Ширина пера
В = 0,58Д = 0,5823,9 = 13,9 мм
11. Геометрические элементы профиля фрезы для фрезерования канавки
Рис.3.2.5. К расчету профиля канавочной фрезы
Большой радиус профиля:
R0 = CRCr CфД;
;
;
т.к.
.
-диаметр фрезы
.
Принимаем = 65 мм.
Тогда
R0 = 0,49323,9 = 11,75 мм.
Меньший радиус профиля
Rк = СкД;
Ск = 0,015 0,75 = 0,015·300,75 = 0,191;
Rк = 0,19123,9
= 4,56 мм.
Ширина профиля
В = R0 + Rк = 11,75 +4,56 = 16,31 мм.
12. Строим профиль канавочной фрезы.
13. Технические требования и допуски на размеры: ГОСТ 885-77
Д = 23,9h9(-0,052) мм;
l и lp – ГОСТ 25347-82
Конус хвостовика – степень точности АТ8 ГОСТ 2848-75
Радиальное биение рабочей части сверла относительно хвостовика (оси)
0,15 мм.
Углы 2 = 118 2; 20 = 70+5; = 30-2;
Рабочая часть 63 – 66 HRC.
Лапка хвостовика 32 – 46 HRC.
14. Выполняем рабочий чертеж сверла с техническими требованиями.
4.1 Аналитический расчет режимов резания
при фрезеровании плоскостей
Цилиндрическая фреза
Пример
На горизонтально-фрезерном станке 6Т82Г
получистовое фрезерование плоскости:
В = 65 мм; l
= 225 мм; h
= 1,5 мм; Rа = 3,2 мм.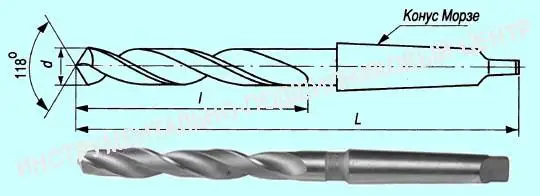
Материал СЧ10; 170 НВ.
Отсутствие литейной корки.
Обработка без охлаждения
Решение:
1. Выбираем фрезу и устанавливаем ее геометрические элементы.
цилиндрическая с мелким зубом ГОСТ 3752-73 [1],т.13,с.259.
б) Д = 63 мм; L = 80мм; z = 14;
в) материал фрезы Р6М5
г) = 16; = 10; = 30;
2. Глубина резания
t = h = 1,5 мм.
3. Подача S0 мм/об [4].т 37, с. 285
для Rа = 3,2 мм S0 = 1,0 – 2,3 мм/об;
для Д = 63 мм S0 = 1,7 мм/об.
мм/зуб.
4. Период стойкости [4].т 40, с. 290
для Д = 63 мм; Т = 180 мин.
5. Расчетная скорость резания
,
= 57,6; gv = 0,7; xv = 0,5; yv = 0,2; иv= 0,3; pv = 0,3; т = 0,25;
[4], т 39, с. 288
288
;
; nv = 0,95[4],т 2, с. 262;
;
[4], т 5, 6, с. 263;
м/мин.
6. Частота вращения фрезы:
мин-1;
корректируем по станку пд = 250 мин-1.
7. Действительная скорость резания
м/мин.
8. Минутная подача
Sм = Szznд = 0,1214250 = 421 мм/мин;
корректируем по станку Sмд =400 мм/мин.
9.Действительная подача на зуб
мм/зуб.
10. Главная сила резания:
,
=30; xp = 0,83; yp = 0,65; ир= 1,0;
р = 0; др = 0,83; [4], т. 41, с 291.
41, с 291.
; [4],т. 9, с 264.
np = 0,55;
;
H.
11. Мощность резания
кВт.
12.Проверка достаточности мощности:
Nшп = Nд = 7,5 0,8 = 6,0 кВт;
Nрез Nшп; 2,2 6,0;
т.е. обработка возможна.
13.Основное время:
;
L = l + y +
мм.
= 1 … 5 мм; принимаем = 2,5 мм.
L = 225 + 9,6 + 2,5 = 237,1 мм.
мм.
4.2. Установление оптимальных режимов резания при
фрезеровании плоскостей с помощью нормативной
литературы
Пример
Данные предыдущего примера:
станок 6Т82Г; получистовое фрезерование.
В = 65 мм; l = 225 мм; h = 1,5 мм; Rа = 3,2 мм
Материал СЧ10; 170 НВ.
Отсутствие литейной корки.
Обработка без охлаждения
Решение
1. Выбираем фрезу и устанавливаем ее геометрические параметры:
а) цилиндрическая с мелким зубом ГОСТ 3752-73 [1], т.13, с. 259.
б) Д = 63 мм; L = 80мм; z = 14;
в) материал фреза Р6М5;
г) = 16; = 10; = 30;
2. Глубина резания t = h = 1,5 мм.
3. Подача [2], к. Ф – 3, с. 84
Sz = 0,25 … 0,35 мм/зуб;Sz= 0,3 мм/зуб;
для мелкозубых фрез
Sz = 0,5 0,3 = 0,15 мм/зуб;
для t < 2 мм; В > 50 мм.
4.
Период
стойкости [2] к.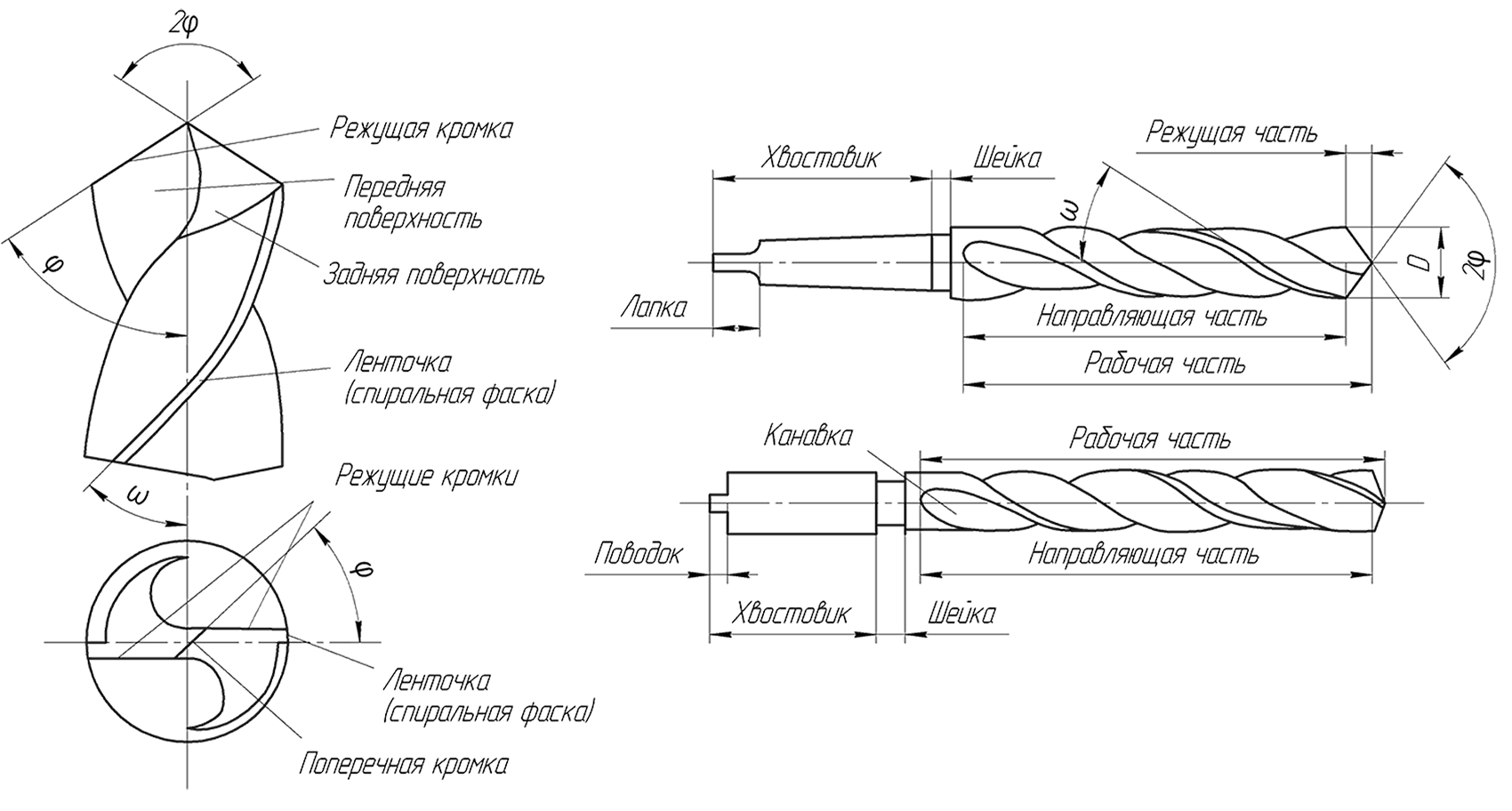 Ф – 3, с. 87
Ф – 3, с. 87
Т = 160 миндля Д = 63 мм.
5. Скорость резания [2], к. Ф – 4, с. 88…101
Для В = 65 ммSz= 0,15 мм/зуб;
vтабл = 35 м/мин.
vp = vтабл к1к2к3
к1= 1,2при;с. 90
к2= 0,9; к3= 0,9; с. 91
vp = 35 · 1,2 0,9 0,9 = 34 м/мин
6.Частота вращения фрезы
мин-1,
корректируем по станку пд = 160 мин-1.
7.Действительная скорость резания
м/мин
8. Минутная
подача
Минутная
подача
Sм = Sz z nд = 0,1514160 = 336 мм/мин.
Корректируем по станку = 315 мм/мин.
9.Действительная подача на зуб
мм/зуб.
10.Мощность резания [2], к. Ф-5, с 101-103
;с. 101
Е = 0,06при ; с 102
к1 = 1,0 при 170 НВ;с. 103
к2 = 1,0; с. 103
кВт.
11. Проверка достаточности мощности
Nшп = Nд = 7,50,8 = 6,0 кВт;
1,7 6,0 кВт,
т.е. обработка возможна.
12.Основное время
;
L = l + y +;y ;
мм;
= 1 … 5 мм.Принимаем
= 2,5 мм.
L = 225 + 9,6 + 2,5 = 237,1 мм
мин.
4.3. Аналитический расчет режимов
резания при фрезерованииплоскостей
торцевой фрезой
Пример
На вертикально – фрезерном станке 6Т13 фрезеруется плоскость:
В = 100мм; l = 320 мм; h = 4 мм;
материал СЧ25; 210 НВ; литье с коркой. Обработка черновая.
Решение
1. Выбираем фрезу и устанавливаем значение ее геометрических элементов:
а) фреза торцевая, со вставными ножами из твердого сплава ВК8
[1]т. 7, с. 251
б) углы режущей части
[1]т. 4, с. 248
= 0; = 12; = +15; 0 = 20; = 5;
в) Диаметр фрезы
Д = (1,2 … 15) В
Д =
1,25100
= 125 мм.
По ГОСТ 8529-78 выбираем фрезу с размерами:
Д = 125 мм; Вфр = 55 мм; d = 40 мм; z = 8[1]т. 14, с. 263
2. Глубина резания
t = h = 4 мм.
3.Подача [4]т. 33, с. 283 при черновой обработке
Sz= 0,20 … 0,29 мм/зуб;
Sz = 0,29 мм/зуб.
4.Период стойкости [4]т. 40, с. 290.
для Д = 125 ммТ = 240 мин.
5.Расчетнаяскорость резания
,
Сv= 445; дv = 0,2; xv= 0,15; yv = 0,35; uv = 0,2; pv= 0; m = 0,32; [4] т.39, с 286…289
.
;
nv = 1,25 ;[4] т.2, с262
;
=0,8; [4] т. 5, с263
5, с263
=0,83; 4] т.6, с263
=1,1; 4] т.39, с290
мин.
6. Расчетная частота вращения фрезы
мин-1;
корректируем по станку
nд = 160 мин-1.
7.Действительная скорость резания
м/мин.
8.Минутная подача
Sм = Szznz = 0,29 8 160 = 371 м/мин.
Корректируем по станку = 315 м/мин.
9.Действительная подача на зуб
мм/зуб.
10. Главная сила резания
,
Ср = 54,5; xp = 0,9; yp = 0,74; up = 1,0; р = 0; др = 1,0. [4] т.
41, с.
291
[4] т.
41, с.
291
; [4] т. 9, с. 264.
пр = 1,0;
;
Н.
11. Мощность резания
кВт.
12. Проверка достаточности мощности
Nрез Nшп;
Nшп.= Nд = 1,00,8 = 8 кВт;
7,8 8;
обработка возможна.
13. Основное время
.
Рис. 4.3.1. Схема фрезерования плоскости
L = l + y +;
мм;
= 3 мм.
Тогда L = 320 + 25 + 3 = 348 мм.
мин.
различных типов хвостовиков сверл
Бесплатный номер: 877-841-1837
18 ноября 2022 г.
Часть сверла, которая крепится к патрону вращающейся оправки, называется хвостовиком сверл . Часть сверла, которая не сверлится и не шлифуется, называется охватываемой частью. Хвостовики сверл различаются в зависимости от типов сверл . Хотя могут быть функциональные различия, основной характеристикой является форма хвостовика.
1. СТЕРЖЕНЬ СКОРОСТИСтойка скобы представляет собой многогранный стержень, состоящий из острия, который сужается в патрон через угловое распределение. Хвостовики скоб более доступны в производстве, чем хвостовики более сложных и прочных форм и размеров; следовательно, они были более распространены до того, как современные методы обработки сделали это возможным. Допуски на крутящий момент хвостовика расчалки разумны, хотя зачистка возможна, особенно без использования специального патрона.
2. ПРЯМОЙ ХВОСТОВИК Хвостовики прямых сверл аналогичны хвостовикам скоб, за исключением того, что их кончики не имеют конусности.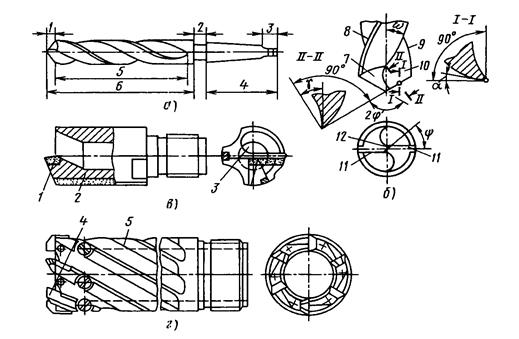 В качестве альтернативы цилиндрический наконечник вставляется заподлицо в патрон. В то время как некоторые прямые хвостовики имеют параллельные стороны, другие имеют наклонные стороны. Из-за низкой передачи крутящего момента круглые хвостовики могут помешать прямым хвостовикам сверлить сложные материалы.
В качестве альтернативы цилиндрический наконечник вставляется заподлицо в патрон. В то время как некоторые прямые хвостовики имеют параллельные стороны, другие имеют наклонные стороны. Из-за низкой передачи крутящего момента круглые хвостовики могут помешать прямым хвостовикам сверлить сложные материалы.
Для использования патронов различных размеров некоторые сверла имеют прямолинейные хвостовики меньшего диаметра, чем само сверло. Вы можете широко использовать прямые хвостовики, потому что для них не нужны специальные патроны.
Подробнее: Быстрорежущая сталь, кобальт и твердосплавные сверла
3. ШЕСТИГРАННЫЙ ХВОСТОВИКШестигранная форма хвостовика, напоминающая биту отвертки, породила моник э., “шестигранный хвостовик”. Благодаря своей форме шестигранные хвостовики можно использовать как в специальных патронах для сверл, так и в патронах для насадок.
Долото может работать с материалами с высоким сопротивлением, такими как твердые металлы или геологические образования. Это связано с тем, что угловая кривизна хвостовика позволяет ему выдерживать более высокие передачи крутящего момента, чем расчалки или прямые хвостовики. Однако наклон также может привести к децентрировке, что снижает точность сверления.
Это связано с тем, что угловая кривизна хвостовика позволяет ему выдерживать более высокие передачи крутящего момента, чем расчалки или прямые хвостовики. Однако наклон также может привести к децентрировке, что снижает точность сверления.
Хотя хвостовик треугольного сверла наклонен, как хвостовик шестигранника, он имеет только три угла, в отличие от шестигранника. Он имеет многие из тех же преимуществ, что и шестигранник, например, высокий крутящий момент и точное центрирование. Он может прикрепляться только к такому количеству сверлильных патронов, как может шестигранник.
5. ХВОСТОВИК SDS Эти хвостовики имеют уникальную конструкцию с функцией установки подпружиненной нагрузки, которая позволяет рабочему вручную вставлять хвостовик в патрон. SDS расшифровывается как немецкая идиома «Steck-Dreh-Sitz» или «вставка-поворот-стойка»; однако английская аббревиатура означает «Специальная прямая система». Пружина сжимается под нагрузкой при сверлении, что позволяет дрели выполнять работы по кладке или забиванию молотком.
SDS — это относительно новый хвостовик сверла, который впервые был изготовлен только в 1975 году. Кроме того, его сложнее изготовить, чем большинство других хвостовиков. Кроме того, SDS отказывается от адаптивности в пользу специализированных возможностей и использует специальный патрон.
Подробнее: Лучшие сверла для обработки металла и дерева
6. КОНИЧЕСКИЕ ХВОСТИКИВал состоит из цилиндрического сегмента, уплощенного на одном конце. Конический хвостовик сверла ограничивает хвостовики с конусом Морзе патронами. Сотрудники должны быть осведомлены о битах с конусом Морзе, чтобы обеспечить их правильную работу. Передача крутящего момента может колебаться, если процедуры не выполняются.
Этот пост поможет вам выбрать подходящий тип хвостовика сверла.
Оставить комментарий
Также в новостях
Как резать брусчатку циркулярной пилой
03 июля 2023 г.
Продолжить чтение
Руководство по битам драйвера: типы, функции, приложения
28 июня 2023 г.
Продолжить чтение
Руководство для начинающих по использованию электродрели и сверл
27 июня 2023 г.
Продолжить чтение
ТОЧНОЕ СВЕРЛО 020160 Сверло с коническим хвостовиком размером 1-15/16″
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
| Марка | ТОЧНОЕ СВЕРЛО |
|---|---|
| Размер Тип | Дробный |
| Размер | 1-15/16″ |
| Угол сверла | 118° |
| Инструментальный материал | Быстрорежущая сталь |
| Финишное покрытие | Черная отделка |
| Общая длина | 17-3/8″ |
| Тип | Спиральные сверла из быстрорежущей стали с коническим хвостовиком |
| Конус Морзе | 5MT |
| Длина канавки | 10-3/8″ |
| Модель № | 020160 |
| Тип заточки острия | Нормальная точка |
| Класс сверла | Общего назначения |
| Сверло Тип | Конический хвостовик |
| Форма каннелюры | Обычная спираль – Спиральная |
| Твердость | от 58 до 60 RC |
| Метод изготовления | Цилиндрическая шлифовка |
| Число зубьев | |
| OC_Wood | х |
| Стойка 65 | Да |
| Серия | 209/С209/Л209 |
| С хвостовиком | Конический хвостовик |
| Масса | 8,838 фунта. |
| Страна происхождения | ИМПОРТ |
 of Flutes”> 2
of Flutes”> 2 Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Может вызвать рак и нанести вред репродуктивной системе.
Области применения
- Сверла общего назначения для обычного режима работы, предназначенные для сверления отверстий в различных или обычных сталях, чугуне и других черных и цветных металлах и сплавах.
- Имеют нормальный угол сверления 118°, подходящий для различных операций сверления и условий.
- Конические хвостовики для использования в конических гнездах, размеры которых соответствуют стандартным размерам конуса Морзе.
- Используется как с переносными, так и со стационарными станками, имеющими шпиндель с конусным гнездом.
- Для достижения оптимальной производительности и увеличения срока службы инструмента для большинства операций сверления рекомендуется использовать подходящие смазочные/смазочно-охлаждающие жидкости или охлаждающие жидкости.
Характеристики
- Правое (вращение по часовой стрелке) направление резания.

