сверла с коническим и цилиндрическим хвостовиком виды и размеры
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M – комплекты метчиков из 2-х или 3-х штук»»»» M- гаечные метчики»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»» Mf- метрическая резьба с мелким шагом»»»» Mf – комплекты метчиков из 2-х штук»»»» Mf- гаечные метчики»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf-машинно-ручные однопроходные метчики»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc – трубная коническая резьба»»» Pg – электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf – метрическая резьба с мелким шагом»»» NPT ( К ) – дюймовая коническая резьба»»» R – трубная коническая резьба»»» G – трубная цилиндрическая резьба»»» Pg – электротехническая трубная резьба»»» UNC – дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF – дюймовая цилиндрическая резьба с мелким шагом»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки – расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
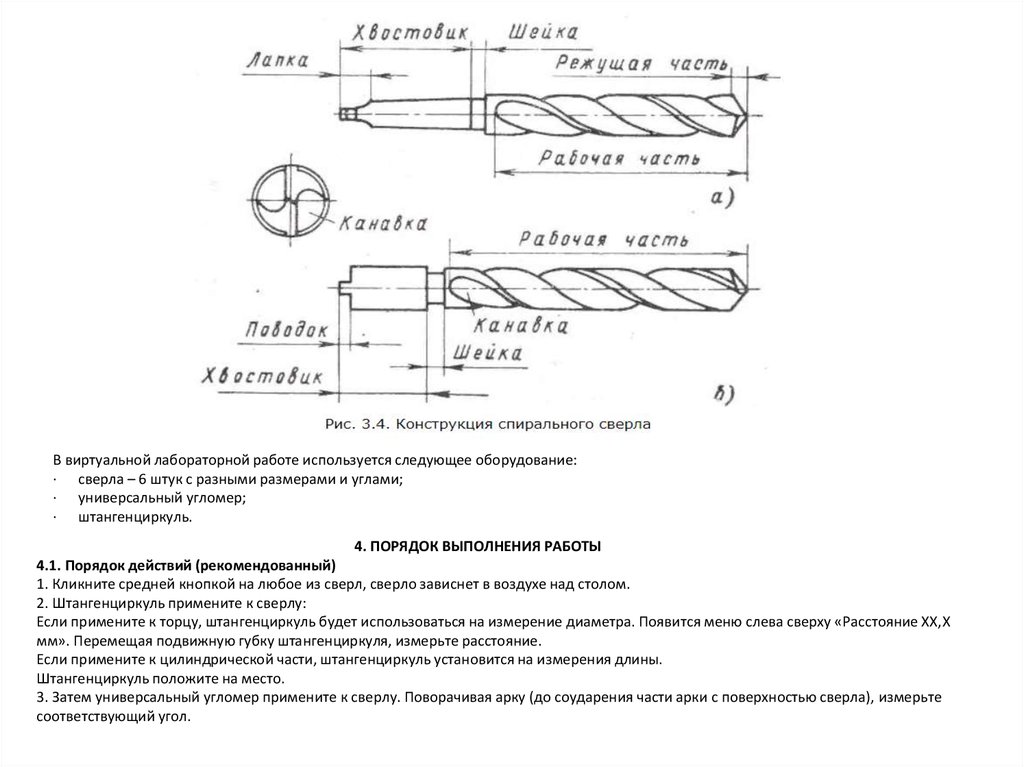
3.
 2 Расчет и конструирование спиральных сверл
2 Расчет и конструирование спиральных сверл1. Типы сверл:
– спиральные;
– перовые;
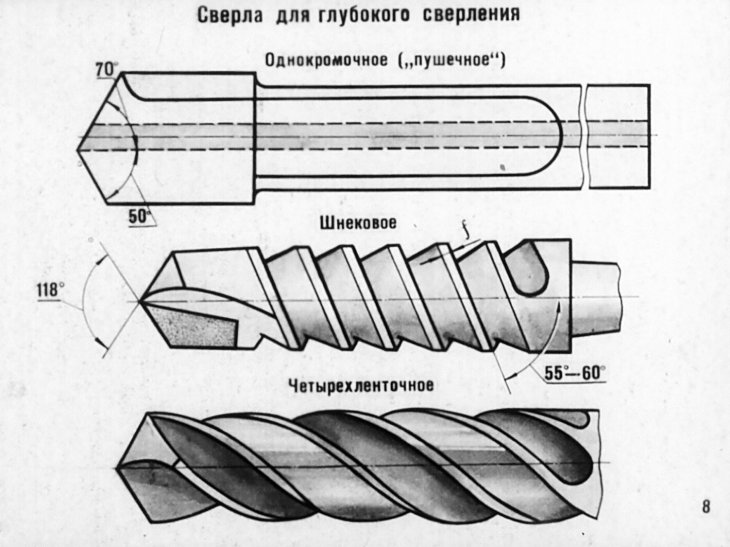
– глубокого сверления;
– кольцевые;
– центровочные;
– ружейные;
– пушечные.
2. Типы хвостовиков:
– цилиндрические;
– конические;
– четырехгранные;
3. Основные размеры и углы лезвия сверл стандартизованы:
– углы , и 2по таблицам справочной литературы.
Пример Р6М5
Сталь = 20…352 = 116…125
Чугун = 25…302 =116…120
Бронза = 15…202 = 125…135
Твердый сплав
Сталь = 0….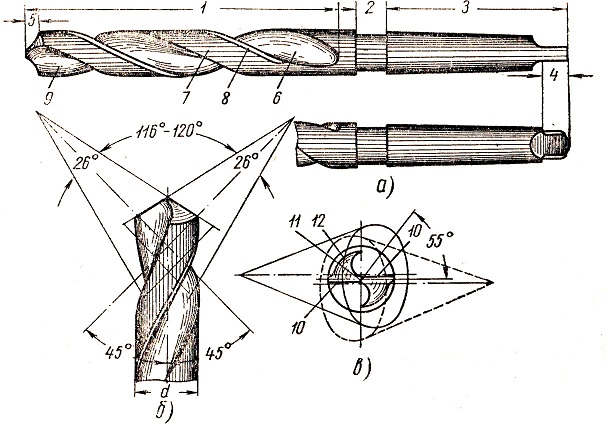 4;2 = 116…118
4;2 = 116…118
Чугун= 0….6;2 = 116…118;
Бронза = 4….6;2 = 116…118;
угол = 50…55;
Р6М5
= 8…15-maxот оси сверла;
= 20…26-minот оси сверла
Твердый сплав
= 4…6-maxот оси сверла;
= 16…20-minот оси сверла.
Форма заточки сверл:
– одинарная;
– с подточкой перемычки.
Технические требования к изготовлению ГОСТ 2034 – 80
Хвостовики – конус Морзе ГОСТ 25557 – 82
конусы Морзе – 0,1,2,3,4,5,6.
Размеры Д1, d2– теоретические (определяются).
Пример:
Рассчитать
и спроектировать спиральное сверло из
быстрорежущей стали с коническим
хвостовиком для обработки сквозного
отверстия под метрическую резьбу М 27
глубиной l=50 мм в заготовке
из конструкционной углеродистой сталив= 450 Мпа.
Решение:
1. Определяем D сверла:
D= 23,9ГОСТ 885 – 77.
Рис. 3.2.1 Элементы конуса Морзе
2. Режимы резания:
S0 = 0,39…0,47 мм/об;S= 0,4 мм/об;
V = 32 м/мин.
3. Осевая составляющая сила резания
;
Px =106823,90,40,7 0,682 = 5850H
4. Момент сопротивления резанию.
;
См = 0,0345;xм= 2,0;yм = 0,8;
.
Мс.р.=100,034523,92 0,40,80,682 = 64,2 Нм
5. Определяем номер
конуса Морзе.
Определяем номер
конуса Морзе.
G – угол конусности хвостовика;
R – радиальная сила;
Q – создает касательную составляющую;
Т – сила резания.
РРис.3.2.2. Расчетная схема
Qобразующий конуса;
.
Момент трения между хвостовиком и втулкой
.
Приравниваем момент трения к максимальному моменту сил сопротивления резания, т.е. к моменту, создающемуся при работе затупившимся сверлом, который увеличивается в 3 раза.
Следовательно:
;
или ,
Мс.р. – момент сопротивления сил резания;
Мс.р.= 64,2 Нм;
= 5850Н;
G = 130; sin 130 = 0,2618;
G = 5- отклонения угла конуса;
=
0,096 – коэффициент трения стали по стали.
мм.
По гост 25557-82 -конус Морзе № 3 с лапкой
Д1 = 24,1;d2 = 19,1;l4 = 19,1;l = 99; конусность 1:19,922 = 0,05020
G = 12616
Остальные размеры по таблицам справочника.
6. Геометрические и конструктивные параметры рабочей части сверла.
По нормативам:
Форма заготовки ДП (двойная с подточкой перемычки).
= 30; 2 = 118; 2 0 = 70; = 12; = 55.
Рис. 3.2.3. Схема заточки сверла.
Размеры подточенной части перемычки:
А = 2,5 мм; l = 5 мм
Шаг винтовой канавки:
мм.
7. Толщина dc сердцевины сверла
D = 0,25 – 1,25; 1,5 – 12,0; 13,0 – 80,0;
dc = (0,28 – 0,2)Д;(0,19 – 0,15) Д ;(0,14 – 0,25) Д.
Рис.3.2.4. К расчету толщины сердцевины
Принимаем dcу переднего конца равной0,14 Д,
dc = 0,14Д = 0,1423,9 = 3,35 мм.
Принимаем утолщение сердцевины к хвостовику
1,4 – 1,8 ммна100 мм длина рабочей части сверла.
Принимаем – 1,5 мм.
8. Обратная конусность сверла.
на 100 мм длина рабочей части сверла
Д | 6 | 6 | 18 |
Конусность | 0,03 – 0,08 | 0,04 – 0,10 | 0,05 – 0,12 |
Принимаем – 0,08 мм
9. Ширину
ленточки f0 и высоту затылка по спинке к выбираем
по Д
Ширину
ленточки f0 и высоту затылка по спинке к выбираем
по Д
Д | f0 | к |
2-5 | 0,6 | 0,15 |
5-8 | 0,7 | 0,2 |
8-10 | 0,8 | 0,3 |
10-12 | 0,9 | 0,4 |
12-15 | 1,0 | 0,4 |
15-20 | 1,2 | 0,6 |
20-25 | 1,6 | 0,7 |
25-30 | 1,8 | 0,8 |
30-35 | 1,8 | 0,9 |
35-40 | 2,0 | 0,9 |
40-45 | 2,3 | 1,0 |
45-50 | 2,6 | 1,2 |
Выбираем: f = 1,6 мм; к = 0,7 мм.
10. Ширина пера
В = 0,58Д = 0,5823,9 = 13,9 мм
11. Геометрические элементы профиля фрезы для фрезерования канавки
Рис.3.2.5. К расчету профиля канавочной фрезы
Большой радиус профиля:
R0 = CRCr CфД;
;
;
т.к.
.
-диаметр фрезы
.
Принимаем = 65 мм.
Тогда
R0 = 0,49323,9 = 11,75 мм.
Меньший радиус профиля
Rк = СкД;
Ск = 0,015 0,75 = 0,015·300,75 = 0,191;
Rк = 0,19123,9
= 4,56 мм.
Ширина профиля
В = R0 + Rк = 11,75 +4,56 = 16,31 мм.
12. Строим профиль канавочной фрезы.
13. Технические требования и допуски на размеры: ГОСТ 885-77
Д = 23,9h9(-0,052) мм;
l и lp – ГОСТ 25347-82
Конус хвостовика – степень точности АТ8 ГОСТ 2848-75
Радиальное биение рабочей части сверла относительно хвостовика (оси)
0,15 мм.
Углы 2 = 118 2; 20 = 70+5; = 30-2;
Рабочая часть 63 – 66 HRC.
Лапка хвостовика 32 – 46 HRC.
14. Выполняем рабочий чертеж сверла с техническими требованиями.
4.1 Аналитический расчет режимов резания
при фрезеровании плоскостей
Цилиндрическая фреза
Пример
На горизонтально-фрезерном станке 6Т82Г
получистовое фрезерование плоскости:
В = 65 мм; l
= 225 мм; h
= 1,5 мм; Rа = 3,2 мм.
Материал СЧ10; 170 НВ.
Отсутствие литейной корки.
Обработка без охлаждения
Решение:
1. Выбираем фрезу и устанавливаем ее геометрические элементы.
цилиндрическая с мелким зубом ГОСТ 3752-73 [1],т.13,с.259.
б) Д = 63 мм; L = 80мм; z = 14;
в) материал фрезы Р6М5
г) = 16; = 10; = 30;
2. Глубина резания
t = h = 1,5 мм.
3. Подача S0 мм/об [4].т 37, с. 285
для Rа = 3,2 мм S0 = 1,0 – 2,3 мм/об;
для Д = 63 мм S0 = 1,7 мм/об.
мм/зуб.
4. Период стойкости [4].т 40, с. 290
для Д = 63 мм; Т = 180 мин.
5. Расчетная скорость резания
,
= 57,6; gv = 0,7; xv = 0,5; yv = 0,2; иv= 0,3; pv = 0,3; т = 0,25;
[4], т 39, с. 288
288
;
; nv = 0,95[4],т 2, с. 262;
;
[4], т 5, 6, с. 263;
м/мин.
6. Частота вращения фрезы:
мин-1;
корректируем по станку пд = 250 мин-1.
7. Действительная скорость резания
м/мин.
8. Минутная подача
Sм = Szznд = 0,1214250 = 421 мм/мин;
корректируем по станку Sмд =400 мм/мин.
9.Действительная подача на зуб
мм/зуб.
10. Главная сила резания:
,
=30; xp = 0,83; yp = 0,65; ир= 1,0;
р = 0; др = 0,83; [4], т.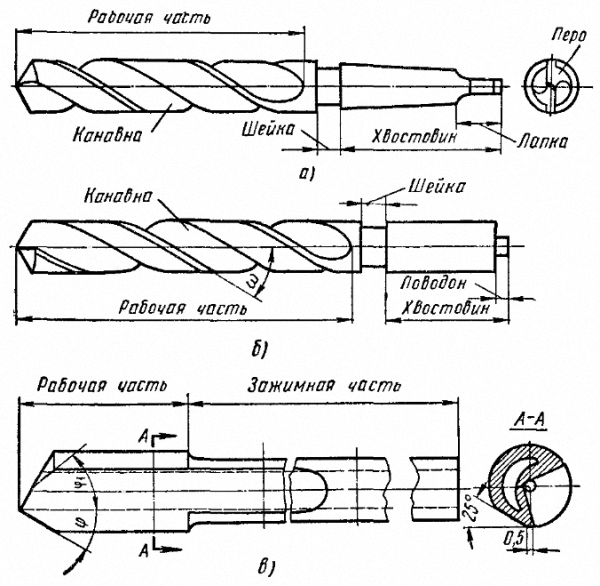 41, с 291.
41, с 291.
; [4],т. 9, с 264.
np = 0,55;
;
H.
11. Мощность резания
кВт.
12.Проверка достаточности мощности:
Nшп = Nд = 7,5 0,8 = 6,0 кВт;
Nрез Nшп; 2,2 6,0;
т.е. обработка возможна.
13.Основное время:
;
L = l + y +
мм.
= 1 … 5 мм; принимаем = 2,5 мм.
L = 225 + 9,6 + 2,5 = 237,1 мм.
мм.
4.2. Установление оптимальных режимов резания при
фрезеровании плоскостей с помощью нормативной
литературы
Пример
Данные предыдущего примера:
станок 6Т82Г; получистовое фрезерование.
В = 65 мм; l = 225 мм; h = 1,5 мм; Rа = 3,2 мм
Материал СЧ10; 170 НВ.
Отсутствие литейной корки.
Обработка без охлаждения
Решение
1. Выбираем фрезу и устанавливаем ее геометрические параметры:
а) цилиндрическая с мелким зубом ГОСТ 3752-73 [1], т.13, с. 259.
б) Д = 63 мм; L = 80мм; z = 14;
в) материал фреза Р6М5;
г) = 16; = 10; = 30;
2. Глубина резания t = h = 1,5 мм.
3. Подача [2], к. Ф – 3, с. 84
Sz = 0,25 … 0,35 мм/зуб;Sz= 0,3 мм/зуб;
для мелкозубых фрез
Sz = 0,5 0,3 = 0,15 мм/зуб;
для t < 2 мм; В > 50 мм.
4.
Период
стойкости [2] к.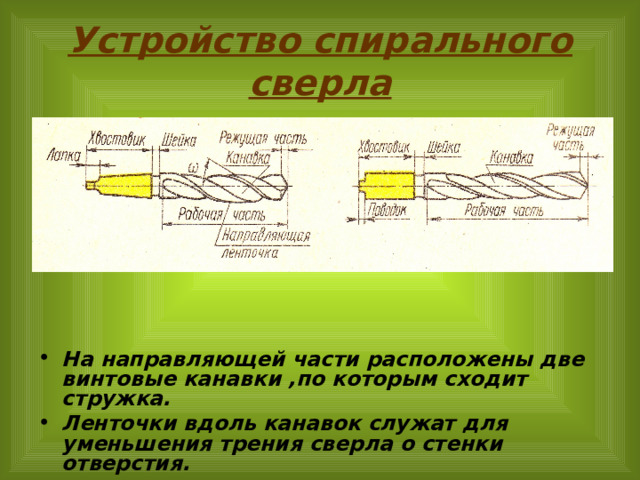 Ф – 3, с. 87
Ф – 3, с. 87
Т = 160 миндля Д = 63 мм.
5. Скорость резания [2], к. Ф – 4, с. 88…101
Для В = 65 ммSz= 0,15 мм/зуб;
vтабл = 35 м/мин.
vp = vтабл к1к2к3
к1= 1,2при;с. 90
к2= 0,9; к3= 0,9; с. 91
vp = 35 · 1,2 0,9 0,9 = 34 м/мин
6.Частота вращения фрезы
мин-1,
корректируем по станку пд = 160 мин-1.
7.Действительная скорость резания
м/мин
8. Минутная
подача
Минутная
подача
Sм = Sz z nд = 0,1514160 = 336 мм/мин.
Корректируем по станку = 315 мм/мин.
9.Действительная подача на зуб
мм/зуб.
10.Мощность резания [2], к. Ф-5, с 101-103
;с. 101
Е = 0,06при ; с 102
к1 = 1,0 при 170 НВ;с. 103
к2 = 1,0; с. 103
кВт.
11. Проверка достаточности мощности
Nшп = Nд = 7,50,8 = 6,0 кВт;
1,7 6,0 кВт,
т.е. обработка возможна.
12.Основное время
;
L = l + y +;y ;
мм;
= 1 … 5 мм.Принимаем
= 2,5 мм.
L = 225 + 9,6 + 2,5 = 237,1 мм
мин.
4.3. Аналитический расчет режимов
резания при фрезерованииплоскостей
торцевой фрезой
Пример
На вертикально – фрезерном станке 6Т13 фрезеруется плоскость:
В = 100мм; l = 320 мм; h = 4 мм;
материал СЧ25; 210 НВ; литье с коркой. Обработка черновая.
Решение
1. Выбираем фрезу и устанавливаем значение ее геометрических элементов:
а) фреза торцевая, со вставными ножами из твердого сплава ВК8
[1]т. 7, с. 251
б) углы режущей части
[1]т. 4, с. 248
= 0; = 12; = +15; 0 = 20; = 5;
в) Диаметр фрезы
Д = (1,2 … 15) В
Д =
1,25100
= 125 мм.
По ГОСТ 8529-78 выбираем фрезу с размерами:
Д = 125 мм; Вфр = 55 мм; d = 40 мм; z = 8[1]т. 14, с. 263
2. Глубина резания
t = h = 4 мм.
3.Подача [4]т. 33, с. 283 при черновой обработке
Sz= 0,20 … 0,29 мм/зуб;
Sz = 0,29 мм/зуб.
4.Период стойкости [4]т. 40, с. 290.
для Д = 125 ммТ = 240 мин.
5.Расчетнаяскорость резания
,
Сv= 445; дv = 0,2; xv= 0,15; yv = 0,35; uv = 0,2; pv= 0; m = 0,32; [4] т.39, с 286…289
.
;
nv = 1,25 ;[4] т.2, с262
;
=0,8; [4] т. 5, с263
5, с263
=0,83; 4] т.6, с263
=1,1; 4] т.39, с290
мин.
6. Расчетная частота вращения фрезы
мин-1;
корректируем по станку
nд = 160 мин-1.
7.Действительная скорость резания
м/мин.
8.Минутная подача
Sм = Szznz = 0,29 8 160 = 371 м/мин.
Корректируем по станку = 315 м/мин.
9.Действительная подача на зуб
мм/зуб.
10. Главная сила резания
,
Ср = 54,5; xp = 0,9; yp = 0,74; up = 1,0; р = 0; др = 1,0. [4] т.
41, с.
291
[4] т.
41, с.
291
; [4] т. 9, с. 264.
пр = 1,0;
;
Н.
11. Мощность резания
кВт.
12. Проверка достаточности мощности
Nрез Nшп;
Nшп.= Nд = 1,00,8 = 8 кВт;
7,8 8;
обработка возможна.
13. Основное время
.
Рис. 4.3.1. Схема фрезерования плоскости
L = l + y +;
мм;
= 3 мм.
Тогда L = 320 + 25 + 3 = 348 мм.
мин.
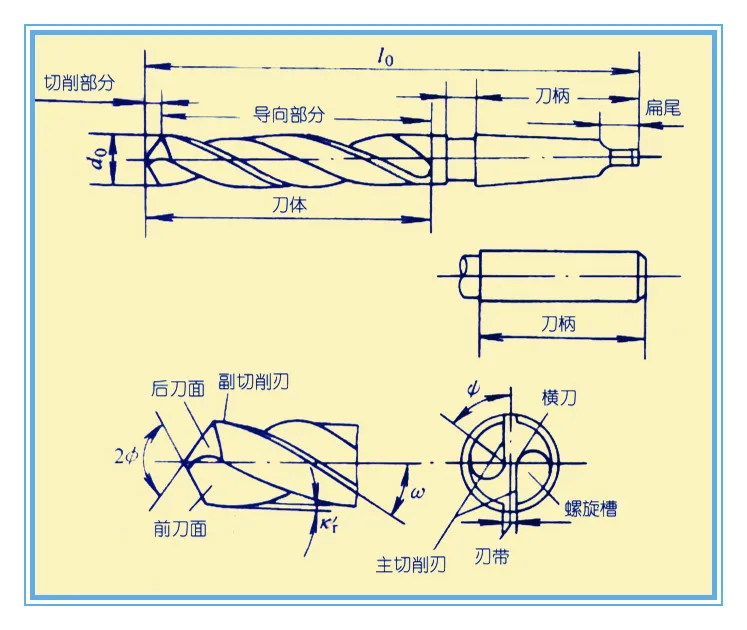
Сверла – хвостовик, корпус и острие
Перейти к основному содержанию
Самый лучший в Америке режущий инструмент из быстрорежущей стали™
Хвостовик – Хвостовик сверла — это конец, которым сверло удерживается и приводится в движение. На сверлах есть два основных конца хвостовика.
На сверлах есть два основных конца хвостовика.
Конический хвостовик : Сверло с коническим хвостовиком имеет хвостовик конической формы, подходящий для прямой установки в конические отверстия в шпинделях станка, приводные втулки или гнезда. Сверло с коническим хвостовиком используется в приложениях с фиксированным шпинделем, где требуются прочность и жесткость. Большинство сверл с коническим хвостовиком имеют хвостовик у основания хвостовика для удерживания и извлечения сверла.
Прямой хвостовик : Сверло с прямым хвостовиком по определению имеет цилиндрический хвостовик, диаметр которого может быть таким же или другим по диаметру, чем корпус сверла. Хвостовик может быть выполнен с лысками, хвостовиками, канавками или резьбой или без них. Эти типы сверл являются, безусловно, самыми популярными из двух стилей, на которые приходится более 80% всех продаж.
Корпус : Корпус сверла – это часть сверла, которая простирается от хвостовика до внешних углов режущих кромок. быстрая или высокоспиральная конструкция канавки была разработана специально для сверления глубоких отверстий в материалах с низкой прочностью на растяжение, таких как алюминий , магний , медь , материал для литья под давлением , дерево некоторые пластмассовые материалы и , алюминий , сложенный друг в друга. Его широкие канавки и высокая спираль помогают удалять стружку. Сверло с параболической канавкой является примером сверла с высокой спиральной канавкой. медленная или малая спиральная канавка предназначен в первую очередь для использования с латунью , жестким пластиком, твердой резиной , асбестом и некоторыми видами древесноволокнистых плит. Широкая канавка и низкая спираль обеспечивают максимальное пространство для выброса стружки.
быстрая или высокоспиральная конструкция канавки была разработана специально для сверления глубоких отверстий в материалах с низкой прочностью на растяжение, таких как алюминий , магний , медь , материал для литья под давлением , дерево некоторые пластмассовые материалы и , алюминий , сложенный друг в друга. Его широкие канавки и высокая спираль помогают удалять стружку. Сверло с параболической канавкой является примером сверла с высокой спиральной канавкой. медленная или малая спиральная канавка предназначен в первую очередь для использования с латунью , жестким пластиком, твердой резиной , асбестом и некоторыми видами древесноволокнистых плит. Широкая канавка и низкая спираль обеспечивают максимальное пространство для выброса стружки.
Наконечник : Для эффективного сверления самых разнообразных материалов сегодня требуется большое количество разнообразных наконечников , типов утончения полотна и конструкции сверла .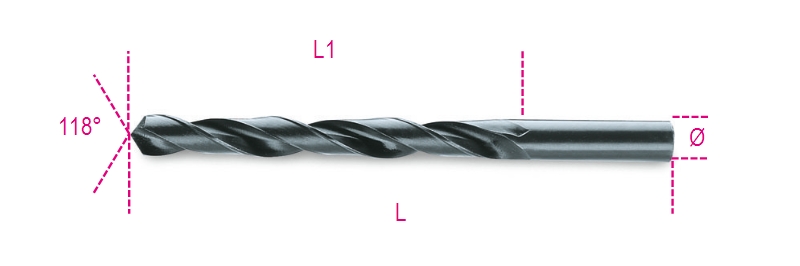 Правильное использование управляемого наведения сверла и утончения перемычки может привести к существенной экономии затрат на бурение.
Правильное использование управляемого наведения сверла и утончения перемычки может привести к существенной экономии затрат на бурение.
Лучшие в Америке режущие инструменты из быстрорежущей стали™
Что такое гибкость, эффективность и экономия средств?
1 февраля 2017 г.
Тип сверл
19 января 2017 г.
Знаете ли вы 3 лучших покрытия для сверл?
22 декабря 2016 г.

118º и 135º точки сверления
7 ноября 2016 г.
7 причин для использования Magnum Super Premium в ваших буровых работах
20 октября 2016 г.
6 различных типов хвостовиков
30 сентября 2016 г.
продевание отверстия; некоторые общие проблемы
28 сентября 2016 г.


22 Типы сверл и их применение [Изображения]
Сверло : Сверло представляет собой приспособленный режущий инструмент , используемый для создания или увеличения отверстия в твердом материале. Сверла изготавливаются самых разных типов и размеров. Обычно используются типов сверл :
1. Плоское или лопаточное сверло
2. Сверло с прямыми канавками
3. Спиральное сверло с двумя кромками
a. Цилиндрический хвостовик (укороченная серия или спиральное сверло «Jobbers»)
b. Спиральное сверло с параллельным хвостовиком (короткий ряд)
c. Спиральное сверло с параллельным хвостовиком (длинная серия)
d. Спиральное сверло с коническим хвостовиком4. Сверло с коническим хвостовиком (с тремя или четырьмя канавками)
4. Сверло с коническим хвостовиком (с тремя или четырьмя канавками)
Сверло с коническим хвостовиком (с тремя или четырьмя канавками)
5. Сверло с масляной трубкой
00 Плоское сверло иногда используется, когда сверло того же размера недоступно. Обычно он изготавливается из куска круглой инструментальной стали , который выковывается по форме и шлифуется по размеру, а затем закаливается и отпускается. Угол резания варьируется от 90° до 120° , а рельеф или зазор на режущей кромке составляет 3° до 8°. Недостатком этого типа сверла является то, что при каждой заточке сверла диаметр уменьшается. Кроме того, нельзя рассчитывать на то, что он просверлит истинно прямое отверстие, поскольку острие сверла имеет тенденцию выходить из центра. Сверло с прямыми канавками имеет канавки или канавки , идущие параллельно оси сверла . Сверло с прямой канавкой можно рассматривать как режущий инструмент, имеющий нулевой передний угол . Этот тип сверла неудобен в стандартной практике, так как стружка не выходит из целого автоматически. В основном используется для сверления латуни, меди или других более мягких материалов . При сверлении латуни спиральное сверло движется быстрее, чем скорость подачи, и сверло врезается в металл. При использовании сверла с прямыми канавками при сверлении листового металла таких трудностей не возникает. Сверло с прямыми канавками не поднимает лапы, как спиральное сверло. рис. В настоящее время наиболее распространенными типами сверл являются спиральное сверло . Первоначально он был изготовлен путем скручивания плоского куска инструментальной стали в продольном направлении на несколько оборотов, а затем шлифовки диаметра и острия. 1. Плоское или плоское сверло
Еще одна трудность использования этого типа сверла заключается в том, что стружка не выходит из отверстия автоматически, а имеет тенденцию более или менее плотно укладываться, если необходимо сверлить глубокие отверстия.
2. Сверло с прямыми канавками
3. Спиральные сверла
 Настоящие спиральные сверла изготавливаются путем механической обработки двух спиральных канавок
Настоящие спиральные сверла изготавливаются путем механической обработки двух спиральных канавок
Спиральное сверло является концевым режущим инструментом . Различные типы спиральных сверл относятся к классу индийского стандартного учреждения в соответствии с тип хвостовика , длина канавки и общая длина сверла.
A. Спиральное сверло с параллельным хвостовиком (короткая серия или «Jobbers»)
Сверло имеет две винтовые канавки с параллельным хвостовиком примерно такого же диаметра, что и режущий конец. Диаметр сверла варьируется от 0,2 до 16 мм с увеличением на 0,02 до 0,03 мм в младшей серии до 0,25 мм в старшей серии.
B. Спиральное сверло с параллельным хвостовиком (короткий ряд)
Сверло представляет собой укороченную форму спирального сверла с параллельным хвостовиком , укорачивание приходится на длину канавки.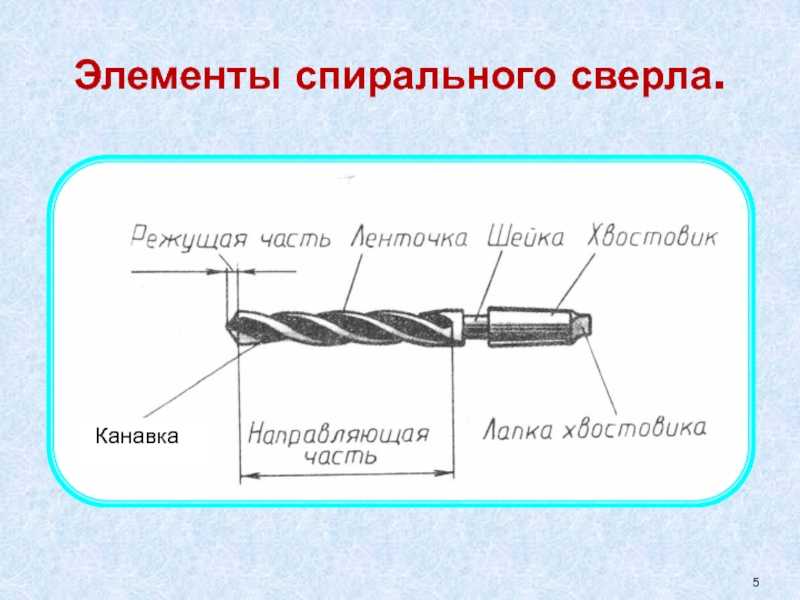 Диаметр сверла варьируется от 0,5 до 40 мм , увеличиваясь на 0,3 мм в младшей серии до 0,25 до 0,5 мм в старшей серии.
Диаметр сверла варьируется от 0,5 до 40 мм , увеличиваясь на 0,3 мм в младшей серии до 0,25 до 0,5 мм в старшей серии.
C. Спиральное сверло с параллельным хвостовиком (длинная серия)
Сверло имеет две винтовые канавки с параллельным хвостовиком примерно такого же диаметра, что и режущий конец, который, однако, не превышает диаметр острия сверла. Общая длина этого сверла такая же, как у спирального сверла с коническим хвостовиком соответствующего диаметра. Диаметр варьируется от от 1,5 до 26 мм увеличивается на 0,3 мм в младшей серии до 0,25 мм в старшей серии.
D. Спиральное сверло с коническим хвостовиком
Сверло имеет две спиральные канавки с коническим хвостовиком для удерживания и привода сверла. Хвостовик этих сверл соответствует конусу Морзе. Диаметр колеблется от 3 до 100 мм.
Диаметр увеличивается на 0,3 мм в младших сериях с хвостовиком Морзе № 1, на 0,25 мм в хвостовике Морзе № 2 и 3, на 0,5 мм в хвостовике Морзе № 4 и на 1 мм в Хвостовик с конусом Морзе № 5 и 6. Использование хвостовика с конусом Морзе размером менее 6 мм не является предпочтительным. Калибр для сверления позволяет легко выбрать любое сверло, попробовав его в отверстии калибра.
Использование хвостовика с конусом Морзе размером менее 6 мм не является предпочтительным. Калибр для сверления позволяет легко выбрать любое сверло, попробовав его в отверстии калибра.
4. Корончатое сверло с коническим хвостовиком (с тремя или четырьмя канавками)
Эти сверла предназначены для расширения , перфорированных или просверленных отверстий . Эти сверла не могут создать отверстие в твердом материале, потому что режущие кромки не доходят до центра холма. Металл снимается скошенной кромкой на конце каждой канавки. Сверла с сердечником производят на отверстий с более качественной обработкой на , чем обычные сверла с двумя канавками.
Режущее действие корончатого сверла аналогично действию розеточной развертки, и оно часто используется в качестве черновой развертки. В некоторых случаях выбирается спиральное сверло с двумя канавками, чтобы сделать отверстие вдвое меньше требуемого размера, а остальную часть доделывают сверлом с тремя или четырьмя канавками.
5. Масляный бур
Масляный бур используется для сверления глубоких отверстий . Масляные трубки проходят вдоль корпуса по спирали и направляют масло непосредственно к режущим кромкам. Смазочно-охлаждающая жидкость или сжатый воздух подается через отверстия к режущей точке сверла для удаления стружки, охлаждения режущей кромки и смазки обрабатываемой поверхности.
Они наиболее удобны для сверления глубоких отверстий. Они снабжены двумя внутренними отверстиями, проходящими по всей длине сверла, через которые можно закачивать смазочно-охлаждающую жидкость под давлением. Это сохраняет режущую кромку холодной, а также смывает стружку.
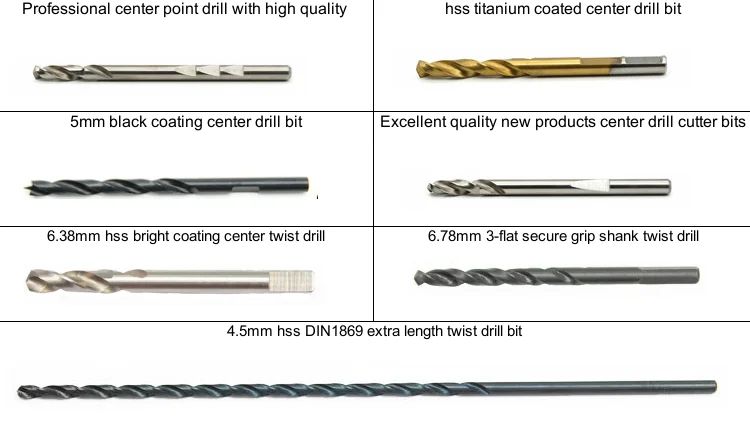
6. Центровочное сверло
Центровочные сверла представляют собой спиральные сверла с прямым хвостовиком и двумя канавками, используемые при сверлении центрирующих отверстий на концах вала. Они изготавливаются более мелких размеров.
7. Сверло с потайной головкой
Сверло с потайной головкой Тип сверла, которое используется для сверления отверстий в местах установки винтов с потайной головкой. Таким образом, головка винта подходит идеально.
Таким образом, головка винта подходит идеально.
Многолезвийное сверло , в котором прорезаны четыре флейты. Его острие заточено под углом 60° или 82°.
8. Зенковка
Инструмент для зенковки обычно представляет собой специализированное сверло, которое одновременно создает отверстие для тела крепежной детали и полость большего размера для ее головки. Обычно используется винт с плоским дном, такой как винт с круглой или цилиндрической головкой.
Используется для увеличения отверстия. Растачивание отверстия производится с верхней стороны на высоту головки винта.
Существенным отличием зенкерования от зенкерования является то, что отверстие при зенкеровании вырезается под углом 60° или 82° от вершины, а при зенкеровании отверстие делается более глубоким в увеличенном размере на высоту винта голова.
Сверло для зенкерования также известно как фреза для зенкерования. На его нижней стороне устроен пилот. Этот пилот вставляется в отверстие, чтобы облегчить прямое растачивание.
На его нижней стороне устроен пилот. Этот пилот вставляется в отверстие, чтобы облегчить прямое растачивание.
9. Сверло для заклепок
Специально предназначен для сверления отверстий под заклепки . Идеально подходит для сверления неглубоких отверстий в тонком металле без предварительной пробивки отверстий. На 35% короче стандартного сверла.
Использование: Эти сверла специально разработаны для сверления крошечных заклепок в тонком листовом металле.
10. Spirec Drill
Эти сверла очень тонкие. Они используются для просверливания очень маленьких отверстий в форсунках распылительных насосов, ниппелей для хранения и других подобных предметов. Их размер варьируется от 0,0086″ до 0,0984 ″. Их несколько.
11. Колонковое сверло
Это специальные отверстия , предназначенные для расширения уже существующих отверстий , например, в отливках. Они бывают трехканальными или четырехканальными. Тип с четырьмя канавками используется для расширения просверленных отверстий, а тип с тремя канавками используется для перфорации или отверстий с сердечником. Трехканавочный тип сводит вибрацию к минимуму благодаря тому, что режущие кромки не являются диаметрально противоположными.
Тип с четырьмя канавками используется для расширения просверленных отверстий, а тип с тремя канавками используется для перфорации или отверстий с сердечником. Трехканавочный тип сводит вибрацию к минимуму благодаря тому, что режущие кромки не являются диаметрально противоположными.
12. Насадное корончатое сверло
Они похожи на корончатые сверла, но не имеют нормального хвостовика для удерживания и предназначены для больших диаметров. Его необходимо установить с помощью цапфы, аналогичной торцевым фрезам, с помощью имеющегося центрального отверстия.
13. Ступенчатое сверло
Ступенчатое сверло обычно используется на строительных площадках для расширения отверстий в тонких металлах, а также других материалах, таких как фанера, гипсокартон и ДСП.
Ступенчатые сверла часто используются электриками, потому что они идеально подходят для сверления отверстий в тонких металлических коробках, в которых крепится проводка.
Использование: Используется для сверления отверстий в металлическом листе.
Преимущества
Конструкция ступенчатой коронки позволяет прочно сверлить отверстия различного диаметра.
Еще одна интересная особенность этих насадок заключается в том, что они создают отверстия для удаления заусенцев, что позволяет вычищать отходы.
14. Установочная насадка
An 9Установочный бит 0006 — это специализированный поворотный бит, который используется для установки проводки, например, используемой в домашних условиях для развлекательных систем или систем безопасности. Долото может просверливать дерево, штукатурку и некоторую каменную кладку, а его длина может достигать 18 дюймов.
Наконечник биты имеет маленькое отверстие. Просверлив отверстие в поверхности, вставьте провод в отверстие наконечника и протолкните его. Потяните его с другой стороны.
15. Сверло по камню
Сверло по камню — это сверло, которым можно сверлить бетон. Их также можно использовать для сверления кирпича и камня. Биты по каменной кладке просверливают отверстия в бетоне в два приема. Наконечник сверла больше в диаметре, чем стержень под ним, поэтому, когда стержень достигает отверстия, он идеально подходит.
Биты по каменной кладке просверливают отверстия в бетоне в два приема. Наконечник сверла больше в диаметре, чем стержень под ним, поэтому, когда стержень достигает отверстия, он идеально подходит.
Поскольку эти насадки очень прочные, их необходимо заменять почти регулярно по мере износа.
Меры предосторожности :- Если сверлить бетон в течение длительного периода времени, наконечник расплавится. Вы можете облегчить эту проблему, регулярно меняя сверло из бетона.
Как определить сверло по каменной кладке?
Сверла по каменной кладке похожи на спиральные сверла большего размера с немного более плотной формой штопора. Их отличают широкие стреловидные головы. Они обычно используются в перфораторах для шлифовки каменной кладки, когда они прорезают ее. Их можно использовать на кирпичной кладке, камне, газобетоне и других твердых каменных поверхностях.
16. Сверло Augur
Сверло , инструмент (или сверло), используемый для сверления отверстий в древесине с помощью столярной скобы.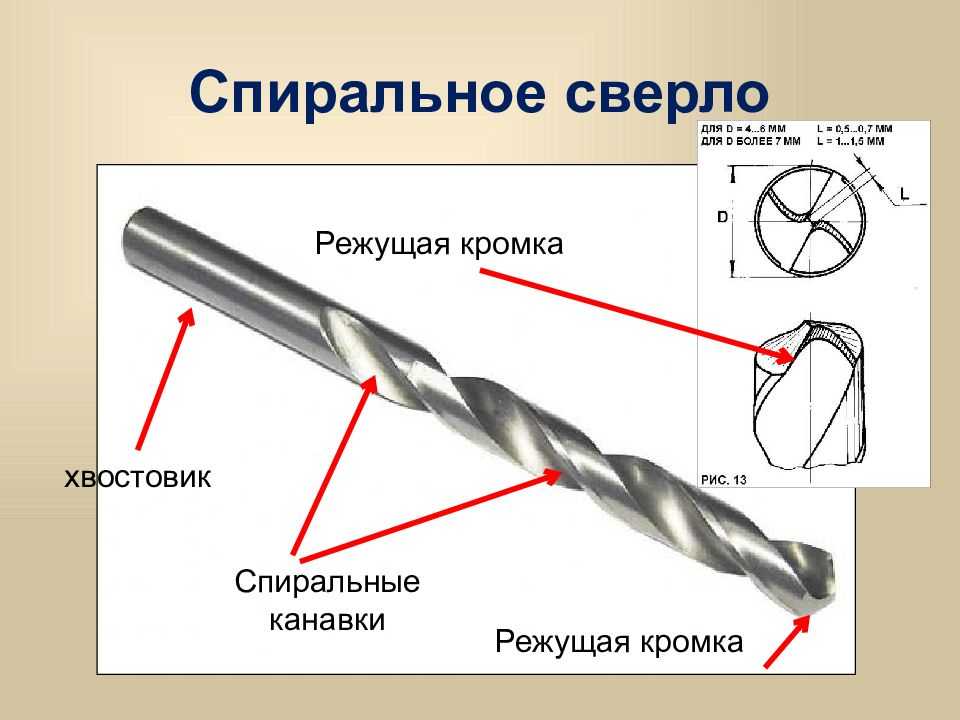 Он напоминает штопор и состоит из шести частей: винта, шпор, режущих кромок, витка, хвостовика и хвостовика. Винт напоминает конический шуруп для дерева, короткий и небольшого диаметра; он центрирует сверло и втягивает его в работу.
Он напоминает штопор и состоит из шести частей: винта, шпор, режущих кромок, витка, хвостовика и хвостовика. Винт напоминает конический шуруп для дерева, короткий и небольшого диаметра; он центрирует сверло и втягивает его в работу.
Используется для сверления отверстий в толстой и сухой древесине . Он легко делает дыру в лесу, поэтому вам не нужно прилагать столько усилий. У них есть винтовой наконечник, который создает отверстие и помогает вытащить сверло, в результате чего отверстие получается чистым.
Мы можем использовать его и на более толстой древесине, потому что многие из этих насадок имеют длину до 18 дюймов. Большая форма канавки помогает поддерживать канал, позволяя пыли проникать в отверстие. Некоторые из них полые в центре, что позволяет удалять еще больше стружки.
17. Сверло для плитки
Сверло для плитки состоит из твердосплавного наконечника, который используется для сверления определенной плитки и снижает вероятность появления сколов и трещин. Различные типы битов плитки предназначены для различных типов плиток.
Различные типы битов плитки предназначены для различных типов плиток.
Керамическая плитка легко ломается, а просверлить в ней отверстие сложно. Для этой цели идеально подходят биты для плитки с шлифованными твердосплавными или алмазными наконечниками. Они оба предназначены для сверления твердых поверхностей и оставляют конусообразное отверстие в плитке.
18. Перфоратор
Перфоратор используется для проделывания отверстий в кирпиче, бетоне, кирпичной кладке и даже камне. В ударной дрели используется особый тип сверла, разработанный специально для этих прочных материалов….
Самые мощные этого типа, Перфораторы SDS , могут использоваться только в ударном режиме, без вращения.
19. Сверло по стеклу
Сверло по стеклу используется для сверления стекла, пластика, композитных материалов, кирпича, мрамора и пустотелого кирпича. Он более устойчив к высоким температурам, идеально подходит для сверления плотных материалов и ускоряет удаление пыли.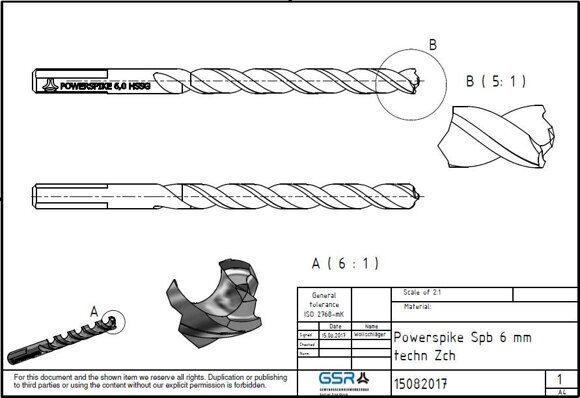
20. Сверла Форстнера
Сверла Форстнера уникальны тем, что могут сверлить отверстия внахлест, надрезы на краях заготовки и наклонные отверстия на поверхности заготовки (например, карманные отверстия). Сверло будет резать независимо от того, входит ли центральная шпора в заготовку. Эта функция уникальна для долота Форстнера.
Для проделывания чистых и гладких отверстий в древесине этот тип сверла является правильным выбором.
Эта насадка позволяет точно прорезать отверстия. Он имеет заостренный наконечник, который помогает удерживать насадку именно там, где вам это нужно.
Бит Форстнера не имеет канавки и должен регулярно сниматься для очистки от стружки и пыли. Сверлильный станок с этим типом сверла требуется для различных применений.
21. Кольцевая пила
Кольцевая пила , также известная как кольцевая фреза, представляет собой полотно пилы с кольцевым пропилом, которое вырезает отверстие в заготовке, не удаляя основной материал.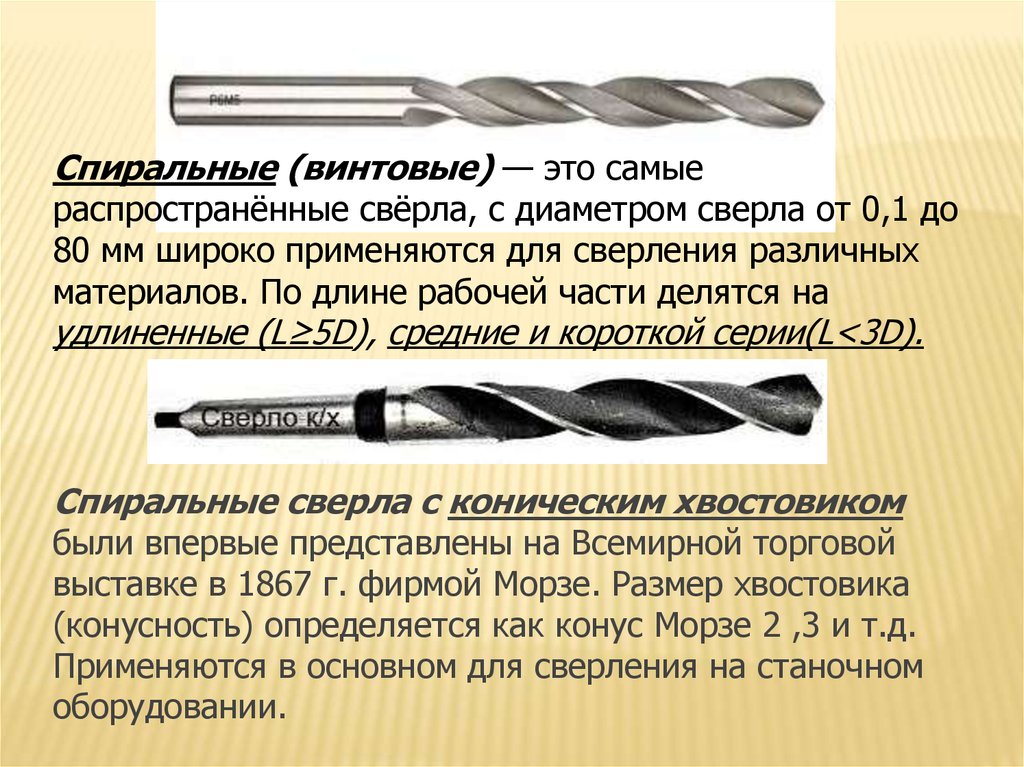
Используется для сверления. Кольцевые пилы обычно имеют направляющее сверло в центре, чтобы зубья пилы не двигались.
Этот тип сверла полезен для установки дверной фурнитуры или для создания прохода проводки . Кольцевая пила создает бесполезную заглушку, которая выталкивается боковым вырезом в цилиндре пилы.
Вы также можете использовать насадку для центрирования отверстия и пилотную коронку для стабилизации лезвия. Вместо пилотного сверла в маленькие кольцевые пилы встроен хвостовик. Вы можете делать отверстия как в дереве, так и в металле с помощью биметаллической кольцевой пилы.
22. Кусачки для дюбелей
Кусачки для дюбелей — это сверло, используемое для закрытия нежелательных отверстий, образовавшихся при просверливании отверстий под винты.
Одним из наиболее распространенных применений резака для деревянных пробок является изготовление пробок для закрытия и сокрытия головок винтов.