Тиски своими руками: фото, чертежи, видео
Компания “Фокус” – строительство домов из теплоблоков, экоблоков > Статьи
Самым главным инструментом слесаря являются тиски. Без них невозможно выполнить большинство слесарных операций. Поэтому любой начинающий слесарь, первым делом хочет приобрести этот нужный инструмент. Может также сложится и такая ситуация, когда старые заводские тиски просто сломались и не подлежат ремонту.
В таких случаях покупать новый подобный инструмент не всегда выгодно, так как стоят они далеко не дешево. Поэтому многие слесаря решаются сделать тиски своими руками, что в свою очередь для начинающих может стать хорошим опытом, а опытные специалисты смогут себе изготовить качественные и удобные тиски.
Содержание:
- Чертежи тисков
- Этапы изготовления самодельных тисков
- Видео изготовления тисков своими руками
Можно такой инструмент изготовить за один день из подручных материалов, а можно в течение месяца собирать нужные составляющие и изготовить тиски, мало чем отличающиеся от заводских. На самом деле истина где-то посередине. В этой статье будет подробно описана инструкция, как сделать тиски своими руками в течение нескольких дней без особых затрат.
На самом деле истина где-то посередине. В этой статье будет подробно описана инструкция, как сделать тиски своими руками в течение нескольких дней без особых затрат.
Чертежи тисков
Такие работы можно выполнить только в условиях небольшой слесарной мастерской с обязательным наличием сварочного аппарата, электрической дрели, болгарки и других ручных инструментов.
Кроме того, необходимо приобрести такие материалы, как кусок стального швеллера № 6, длиной 0.5 м, 0.3 м2 листовой стали толщиной 4-5 мм и 30 см стального уголка 50х50 мм, 18 болтов М6 с гайками и кусочек толстого листового металла для изготовления губок.
В данном случае без услуг токаря не обойтись, так как необходимо будет изготовить винт диаметром 16 мм, отфрезеровать две пластины для зажимных губок и выточить две гайки, в которых будет вращаться сам винт.
Этапы изготовления самодельных тисков
Примерная пошаговая инструкция, как изготовить тиски своими руками в домашних условиях может выглядеть следующим образом:
Болгаркой обрезается кусок швеллера длиной 30 см. Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины.
Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины.
При помощи болгарки из листа вырезается пластина размером 25х6.2 см, к которой привариваются два уголка 50х50 длиной 25 см. Эта конструкция представляет собой неподвижную часть тисков. В полках этой заготовки просверливаются 6 отверстий диаметром 6 мм.
Из того же листа болгаркой вырезается еще одна заготовка размером 30х20 мм с боковым выступом размером 10х8 мм. В ней по краям просверливаются 12 отверстий диаметром 6 мм. Она будет служить основанием для тисков, на которое крепится вся конструкция. К нему на выступающей части привариваются две стопорные пластины для неподвижной гайки.
Из угловой стали вырезаются две заготовки, в которых просверливаются отверстия, и нарезается резьба для крепления зажимных губок. Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.
Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.
Предварительно сама станина при помощи болтов крепится к слесарному столу. В губках тоже просверливаются отверстия, через которые они при помощи болтов крепятся к зажимным пластинам. В винт вставляется вороток и еще раз проверяется надежность крепления.
Дополнительно можно усилить конструкцию тисков при помощи приварки косынок и стопорных пластин, как это показано на видео и фото. Такие тиски слесарные легко разбираются, поэтому желательно их покрасить антикоррозийной краской по металлу и установить на постоянное место.
Таким же способом можно изготовить тиски для сверлильного станка, только в этом случае крепление к станине станка будет несколько отличаться в зависимости от ее конструкции.
Как видно из вышеприведенного описания изготовить самодельные тиски совсем несложно. Надо просто иметь желание и элементарные навыки работы с металлом. Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски.
Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски.
Видео изготовления тисков своими руками
Самодельные тиски / Homemade vise Тиски для сверлильного станка . Тиски своими руками..Vices with their hands. Тиски своими руками ( Vise their hands) Тиски своими руками Похожие статьи- Столярные тиски своими руками
Удобно иметь в своей домашней мастерской столярные тиски. С помощью этого несложного приспособления можно обрабатывать различные заготовки из дерева, а…
- Свадебный топиарий своими руками: фото на свадьбу, мк, мастер класс, жених и невеста из кофе и лент, букет на годовщину, сделать на стол из органзы, видео
Свадебный топиарий не только украсит свадебный стол, он может быть неплохим декором во время фото и видеосъемки сборов невесты или же жених появится на…
- Лестница своими руками: как сделать, пошаговая инструкция, хорошая лучше, как нужно построить, видео и устройство
 ..
..
 ..
..Особенности тисков для сверлильного станка – metmaStanki.ru
В производстве технологические отверстия в деталях из дерева, пластика, резины и металла проделывают при помощи сверлильного оборудования. И если в домашних условиях, когда нужно просверлить одну или несколько дырок, мастера могут обойтись обычной ручной дрелью, с невысоким коэффициентом вращения, то для более точного сверления необходим сверлильный станок. Неотъемлемой частью этого оборудования являются качественные тиски для сверлильного станка.
Если использовать мощное оборудование с высокой точностью обработки деталей, то мастера могут обойтись и без зажимных механизмов или просто удерживать деталь руками.
Однако, когда приходится просверливать отверстия в нескольких десятках, а то и сотнях деталей, руки быстро устанут и работа теряет свою эффективность.
Виды тисков
Существуют следующие тиски станочные для сверлильных станков:
- Простейшие зажимные механизмы для удерживания детали в станке работают только в одной плоскости. Часто такие тиски выполнены из чугунных сплавов или изготовлены из металла. Тиски используют при относительно небольшом размере самого сверлильного станка, так как нет необходимости закреплять большие детали и двигать их по осям.
- Крестовые тиски – сложный механизм, дающий возможность работать с материалами в различных плоскостях, а также их называют координатными. Этот зажимной механизм вращается на 360 градусов, работнику не нужно разжимать деталь при сверлении отверстий в разных местах одной плоскости. В этом случае необходимо просто провернуть второй зажимной механизм и подвинуть предмет, не вынимая его из тисков. Крестовые тиски также хороши тем, что заготовка вращается не только вокруг своей оси, но и смещается на несколько сантиметров в сторону;
- Станочные трехосевые тиски – преимуществом таких прижимных устройств является возможность вращать и передвигать заготовку не только по горизонтали, но и выбирать угол наклона детали. Часто для удобства на поворотном кольце нанесена цифровая шкала, позволяющая точно отрегулировать направление сверления. Регулировка оборотных элементов производится с помощью рукоятки.
 Часто такие тиски выполнены из чугунных сплавов или изготовлены из металла. Тиски используют при относительно небольшом размере самого сверлильного станка, так как нет необходимости закреплять большие детали и двигать их по осям.
Часто такие тиски выполнены из чугунных сплавов или изготовлены из металла. Тиски используют при относительно небольшом размере самого сверлильного станка, так как нет необходимости закреплять большие детали и двигать их по осям. Регулировка оборотных элементов производится с помощью рукоятки.
Регулировка оборотных элементов производится с помощью рукоятки.Строение станочных тисков для сверлильных аппаратов
Независимо от вида зажимного устройства, все они имеют практически похожее строение, а также одинаковые детали.
Неотъемлемой частью являются прижимные губки – это пластины, изготовленные из очень прочного металла, к которым непосредственно прилегает заготовка. На лицевую часть пластины наносятся шлицы, которые помогают избежать соскальзывания детали, зажатой в тисках.
Однако, не все прижимные губки снабжают фасками, при работе с мягкими материалами, такими как дерево или пластик пластины должны быть гладкими, чтобы не повредить поверхность заготовки.
Поэтому многие производители включают в комплект станочных тисков несколько съемных прижимных губок, с фасками, гладкие или зубчатые. Особенность прижимных пластин в том, что одна деталь всегда остается неподвижной, другая, наоборот, двигается к первой при помощи механического воздействия на нее.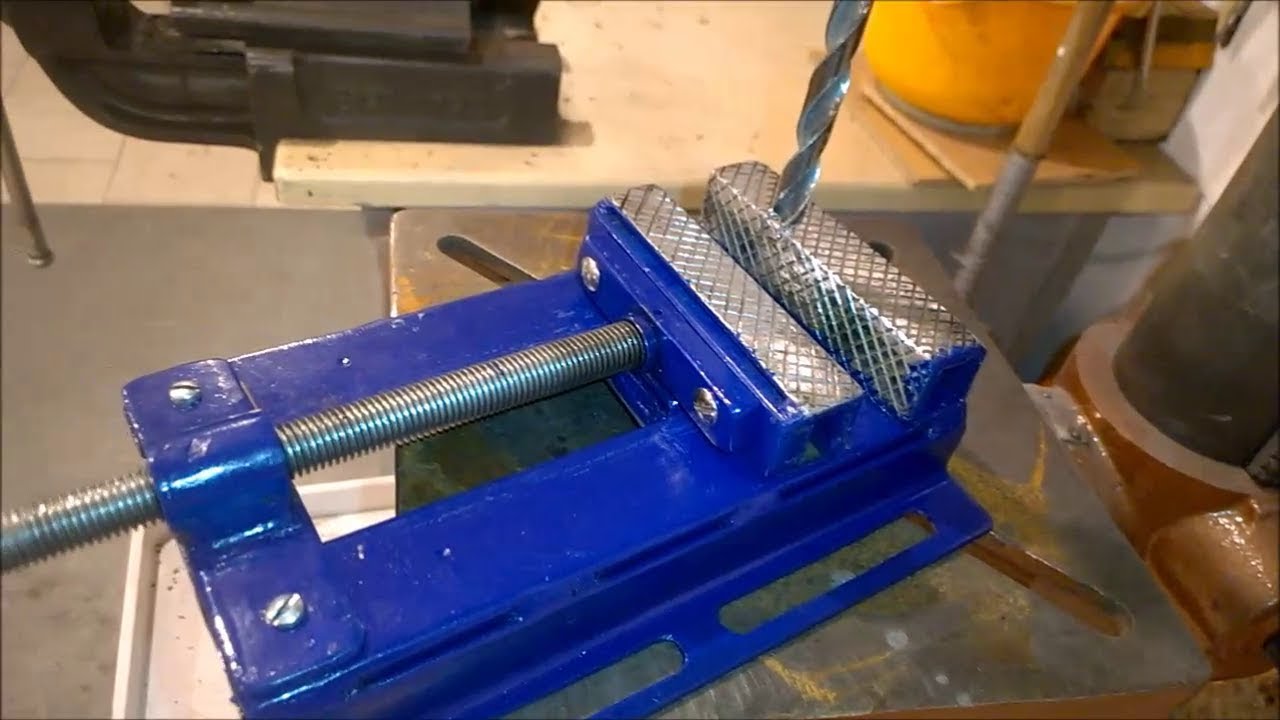 Между двумя этими губками зажимается заготовка.
Между двумя этими губками зажимается заготовка.
Как в самом простом, так и в многофункциональном механизме станочных тисков движение прижимных пластин происходит при помощи резьбового винта, на его конце имеется ручка, вращая которую пластина перемещается вперед и назад.
Толщина винта и шаг резьбы зависит от необходимой прижимной силы тисков, а длина от величины обрабатываемой заготовки. Для легкой работы производители часто используют гидравлический механизм, в нем рукоятка вращения винта воздействует на болт через несколько шестерней, собранных в закрытом коробе и залитых гидравлическим маслом.
Это позволяет прилагать меньше усилий на рычаг, чтобы передвинуть прижимные планки. Что касается основания тисков, когда станочные тиски изготовлены на заводе, то платформой для них служит отлитая из цельного металла пластина с прорезями под крепежные болты, без сварочных швов.
Такая конструкция прочная и долговечная за счет монолитного производства. Но следует помнить, что и у кустарных зажимных механизмов довольно долгий срок службы. Особенно если они изготовлены из качественного толстостенного металла, а также с проваренными стыками.
Но следует помнить, что и у кустарных зажимных механизмов довольно долгий срок службы. Особенно если они изготовлены из качественного толстостенного металла, а также с проваренными стыками.
Тиски для сверлильного станка от ЗУБР
Как в домашних условиях изготовить станочные тиски для сверлильного оборудования?
В первую очередь необходимо определиться с материалом, из которого будут изготовлены тиски. Идеальным вариантом будет использование профильной (квадратной) трубы, размером 60 на 40 миллиметров.
Из листового металла нужно вырезать квадрат, он послужит основанием для механизма, в нем проделывается по четыре отверстия на каждой стороне. Эти отверстия необходимы для крепления тисков к сверлильному устройству.
Затем из профильной трубы изготавливаем две губки, в одной из них просверливаем отверстие и вставляем в него шайбу, а впоследствии к плоскости примкнет резьбовой винт и будет двигать ее вперед и назад, прижимая и освобождая деталь для сверления.
Чтобы пластина двигалась по одной оси с неподвижной губкой нужно сделать направляющие. Рельсами может послужить уголок, приваренный по краям пластины с обеих сторон, но так чтобы они не мешали прижимать деталь.
Рельсами может послужить уголок, приваренный по краям пластины с обеих сторон, но так чтобы они не мешали прижимать деталь.
Потом необходимо проработать механизм вращения, который будет приводить прижимные губки в движение. Для этого на основание привариваем гайку с хомутом.
Гайку с хомутомТакой узел необходимо сделать очень прочным, так как при движении пластины основной упор придется именно на гайку.
Затем в гайку вкручивается резьбовой винт и он вставляется в отверстие пластины с шайбой, внутри этой детали и закручивается гайка, чтобы болт тянул пластину назад. Теперь необходимо закрепить тиски на сверлильный станок с помощью обычных болтов и гаек, и провести испытание.
Тиски для сверлильного станка обязаны пройти все стадии проверки, иначе результат работы на таком агрегате не будет соответствовать стандартам государственных нормативов. Поворотные тиски имеют свою специфику, поэтому процесс наладки не должен проходить в спешке.
Поворотные тискиВсе манипуляции с агрегатом необходимо проводить в проветриваемом помещении, при необходимом уровне освещения.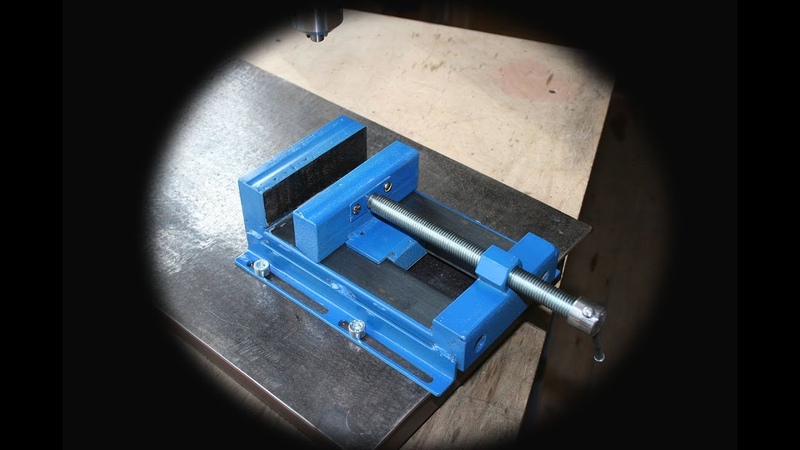 Все станки необходимо располагать в домашнем цеху с расстоянием друг от друга не менее 70 сантиметров.
Все станки необходимо располагать в домашнем цеху с расстоянием друг от друга не менее 70 сантиметров.
Поворотные тиски используются не только на крупных предприятиях, но и в домашних мастерских. С их помощью легко выполнять мелкие детали, требующие точной разметки габаритных линий.
Поворотные станки пользуются популярностью в современной индустрии производства крупных деталей, а также в комплексе агрегатостроения. Благодаря высокой функциональности они могут выполнять мелкие скрупулезные процессы без постоянного контроля размеров.
Видео по теме: Станочные тиски своими руками
Как фрезеровать и отделывать на 80% ниже
Правовая оговорка: Информация в этом блоге не является юридической консультацией. Мы не юристы. Несмотря на то, что мы стараемся обновлять все наши блоги самой точной информацией, законы об оружии постоянно меняются, и они могут меняться быстро с небольшими или сложными различиями в новом законодательстве. Поэтому, хотя мы стараемся предоставить полную информацию, мы признаем, что все, что вы читаете ниже, может измениться (или уже изменилось).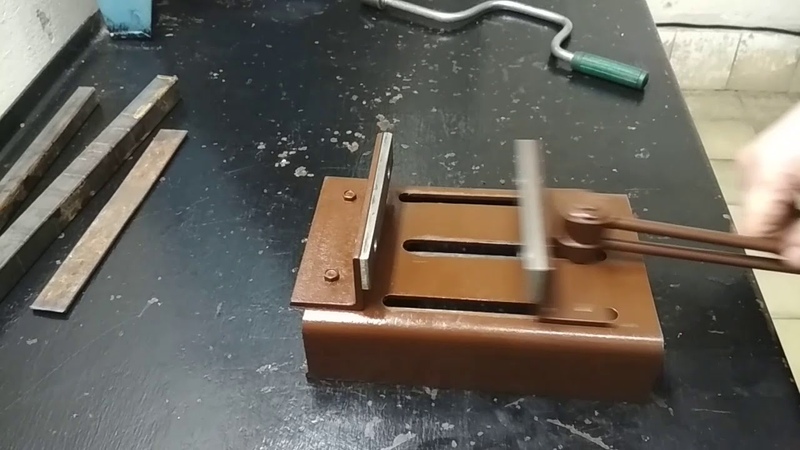
При принятии решения о покупке не полагайтесь исключительно на информацию, предоставленную нами или на этом веб-сайте. Чтобы гарантировать, что вы, покупатель, действуете в соответствии со всеми федеральными законами, законами штата и местными постановлениями, обязательно проведите собственное исследование и при необходимости проконсультируйтесь с адвокатом.
Понятно, почему многие обращаются к 80-процентным ограничителям из-за возможности собрать собственное оружие, начиная с незавершенного ограничителя, что может помочь сэкономить время и деньги, избегая при этом некоторых юридических хлопот. (Тем более, что мы только что получили судебный запрет! Вот почему 80-процентная индустрия переживает такой огромный бум популярности и бизнеса, поскольку все больше людей узнают о своих правах, которые игнорируются политиками, выступающими против артиллерии.
Но как вы выполняете 80% ниже? Это первый вопрос, который задают все новички в этом хобби, пытаясь собрать свою первую винтовку.
Что требуется, чтобы закончить ресивер на 80% ниже?
Как закончить на 80% ниже: Полное руководство
- Шаг 1. УСТАНОВИТЕ НИЖНИЙ ПРИЕМНИК НА 80 НИЖНЕМ ПРИСОЕДИНЕНИИ
Шаг 2. УСТАНОВИТЕ ПЛАСТИНУ ПЕРЕХОДНИКА ФРЕЗЕРА НА ФРЕЗЕРА
Шаг 3. ПРОсверлите пилотное отверстие
Шаг 4. НАЧАТЬ ПРОЦЕСС ФРЕЗЕРОВАНИЯ
Шаг 5. ПРОСВЕРЛИТЕ ОТВЕРСТИЯ ДЛЯ ПЕРЕКЛЮЧАТЕЛЯ ПОЖАРА И ШПИЛЬНЫХ ОТВЕРСТИЙ
Что требуется для обработки ресивера на 80% ниже?
Таким образом, предполагая, что вы начинаете абсолютно ни с чем, вы должны заплатить от 500 до 600 долларов за все необходимые инструменты, оборудование и расходные материалы, необходимые для надлежащей настройки для обработки ваших 80-нижних и любых будущих 80-процентных понижений в 100% огнестрельное оружие. Необходимые инструменты, оборудование и расходные материалы включают следующее:
- Фрезерная дрель т.е. Фрезерный станок FST-1 Freedom
- Электродрель (ручная) т. е.
Аккумуляторная дрель Dewalt 20v Max
- Тиски т.е. Yost 4-½” домашние тиски
- Смазочно-охлаждающая жидкость т.е. WD-40
- Средства защиты глаз/ушей
- Перчатки
- 80 Нижний зажим т.е. Easy Jig Gen 3 (совместимость с AR9/AR10/AR15)
- Сверла и концевая фреза
- Баллон со сжатым воздухом
- Магазинный пылесос т.е. Жесткий 6 Гал. 3.5 Пиковый л.с. для влажной/сухой уборки
 е.
Аккумуляторная дрель Dewalt 20v Max
е.
Аккумуляторная дрель Dewalt 20v Max Чтобы сэкономить деньги на инструментах, вы можете поискать бывшие в употреблении инструменты, которые продаются в Интернете в таких приложениях, как Offer-Up или Facebook Marketplace. Тем не менее, для конкретных инструментов, таких как нижний кондуктор 80 и соответствующие сверла или концевые фрезы, мы рекомендуем использовать новые для достижения наилучших результатов. Для хорошо экипированных строителей вы можете использовать сверлильный станок для максимально возможной точности при сверлении отверстий под штифты предохранителя и спускового крючка в ствольной коробке.
Если вы работаете над 80% пистолетная рама. Единственными дополнительными инструментами, которые вам нужно будет добавить, чтобы завершить сборку вашего оружия, будет комплект дремель и набор качественных пробойников, сделанный специально для огнестрельного оружия. Но, конечно, если у вас уже есть некоторые из этих инструментов, вы будете рады возможности сэкономить еще больше денег и получить новую возможность использовать их.
Трудно ли обрабатывать на 80% ниже?
Конечно, может быть сложно обработать ваш первый ресивер или раму на 80% ниже. Вы можете беспокоиться о беспорядке, травмах от электроинструментов или о том, будут ли отверстия, которые вы высверливаете, идеально прямыми — но не волнуйтесь, это намного проще, чем кажется! Мы рассмотрим все ваши потенциальные проблемы и предоставим вам советы, основанные на нашем личном опыте и знаниях о том, как 80 опускает себя.
Как закончить 80% опускания: Полное руководство
Как только вы подготовите все инструменты и оборудование, пристегнитесь, потому что это займет много времени. Внимательно следуйте этим инструкциям, чтобы добиться наилучших результатов при работе с нижней частью 80:
Внимательно следуйте этим инструкциям, чтобы добиться наилучших результатов при работе с нижней частью 80:
Шаг 1. УСТАНОВИТЕ НИЖНИЙ ПРИЕМНИК НА 80 НИЖНЮЮ КОНСТРУКЦИЮ
Начните с верхней пластины и прикрепите к ней нижний ресивер. Для этого вам нужно сначала установить передний блок съемных штифтов с помощью двух зажимных винтов. Возьмите шпильку, соответствующую калибру вашей нижней ствольной коробки (более короткая шпилька — AR15/AR9)., более длинный штифт — LR308/AR10), и с его помощью закрепите приемник на верхней пластине.
Затем, используя адаптер буферной пластины, соедините область буферной трубки нижнего приемника с другой стороной верхней пластины с помощью еще двух зажимных винтов. Затем используйте черную опору буферного винта для нижнего ресивера и убедитесь, что она затянута. Не затягивайте слишком сильно какие-либо крепежные винты и периодически проверяйте опору буферного винта, чтобы убедиться, что она остается в правильном положении. Как только нижняя часть закреплена, установите боковые стенки надлежащим образом с помощью трех зажимных винтов на каждой.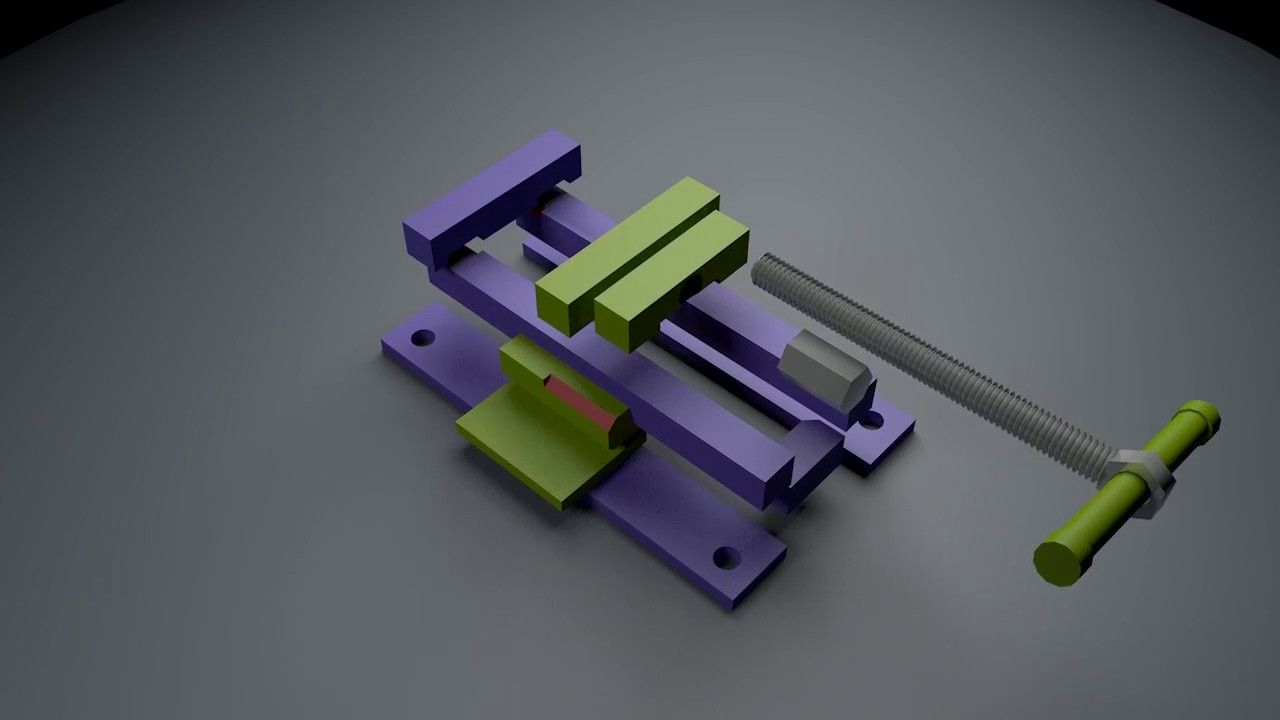 Вы узнаете, правильно ли вы это сделали, если увидите цифры 1, 2 и 3, если смотреть прямо вниз на верхнюю пластину, которая является областями направляющих штифтов для фрезера.
Вы узнаете, правильно ли вы это сделали, если увидите цифры 1, 2 и 3, если смотреть прямо вниз на верхнюю пластину, которая является областями направляющих штифтов для фрезера.
Шаг 2. УСТАНОВИТЕ ПЛАСТИНУ ПЕРЕХОДНИКА МАРШРУТИЗАТОРА НА МАРШРУТИЗАТОР
То, как пластина адаптера маршрутизатора крепится к вашему маршрутизатору, зависит от марки и модели вашего маршрутизатора. Пожалуйста, обратитесь к руководство пользователя Easy Jig® Gen 3, чтобы узнать, какая конфигурация лучше всего подходит для вас. Для некоторых более крупных маршрутизаторов может даже потребоваться большая опорная плита маршрутизатора.
Этап 3. ПРОсверлите пилотное отверстие
Установите пилотную направляющую на верхнюю пластину приспособления с помощью двух соответствующих винтов. Они будут тоньше и длиннее, чем зажимные винты, которые вы использовали до сих пор. Установите приспособление в тиски и зажмите его правильно, как на фото выше, а не сбоку. Если боковины зажаты сбоку, они будут повреждены, и нижний ресивер нельзя будет выфрезеровывать таким образом. После закрепления подготовьте отверстие с помощью выбранной вами смазочно-охлаждающей жидкости. Осторожно возьмите буровую яму диаметром 21/64 дюйма и просверлите ее вниз в нижней части, чтобы создать пилотное отверстие. Это поможет вам в дальнейшем процессе фрезерования. Удалите направляющую направляющего отверстия, когда закончите сверление.
После закрепления подготовьте отверстие с помощью выбранной вами смазочно-охлаждающей жидкости. Осторожно возьмите буровую яму диаметром 21/64 дюйма и просверлите ее вниз в нижней части, чтобы создать пилотное отверстие. Это поможет вам в дальнейшем процессе фрезерования. Удалите направляющую направляющего отверстия, когда закончите сверление.
Шаг 4. НАЧАТЬ ПРОЦЕСС ФРЕЗЕРОВАНИЯ
Убедитесь, что вы подключили к маршрутизатору Speed Mill нужного размера, проверив наш список совместимых роутеров. Сначала дважды проверьте, что вы используете набор направляющих штифтов №1 на маршрутизаторе.
Установите глубину фрезера так, чтобы она зафиксировалась на первой решетке, и начните свой первый проход фрезерования. Обильно используйте смазочно-охлаждающую жидкость между проходами. Вы почувствуете, что движение фрезера стало более плавным, когда вы закончите свой первый проход.
Когда вы закончите проход, вернитесь к отметкам, увеличьте длину глубины и продолжите фрезерование следующего прохода. Повторяйте этот процесс, пока не закончите каждую отметку под направляющей номер 1 на верхней пластине. Затем вам нужно будет заменить направляющие штифты для набора № 2. Повторите предыдущие шаги фрезерования. После того, как вы закончите все проходы хэш-метки № 2, удалите направляющие штифты на маршрутизаторе и замените их набором № 3. Повторяйте предыдущие шаги фрезерования до тех пор, пока не будут достигнуты все хэш-метки столбца №3.
Повторяйте этот процесс, пока не закончите каждую отметку под направляющей номер 1 на верхней пластине. Затем вам нужно будет заменить направляющие штифты для набора № 2. Повторите предыдущие шаги фрезерования. После того, как вы закончите все проходы хэш-метки № 2, удалите направляющие штифты на маршрутизаторе и замените их набором № 3. Повторяйте предыдущие шаги фрезерования до тех пор, пока не будут достигнуты все хэш-метки столбца №3.
Этап 5. ПРОСВЕРЛЕНИЕ ОТВЕРСТИЯ ДЛЯ СЕЛЕКТОРА ПОЖАРА И ШПИЛЬНЫХ ОТВЕРСТИЙ
Положите приспособление на бок, все еще зажатое в тисках, правой стороной вверх. Вам понадобятся два сверла, чтобы просверлить отверстия для переключателя огня и английской булавки: 3/8 дюйма и 5/32 дюйма. Просверлите насквозь до левой боковой стенки. Когда все три отверстия просверлены, поздравляем! Вы завершили свой нижний приемник на 100%!
Завершите следующие 80 нижних билдов с 80% рук
Эти инструкции выглядят запутанными, или вы просто не уверены, что они означают? Без проблем. Мы сделали все проще, чем когда-либо, выпустив наш
Easy Jig® Gen 3! Посмотрите видео о том, насколько это просто на самом деле, на странице продукта или нашу страницу с инструкциями по эксплуатации, чтобы увидеть, насколько простыми мы сделали все наши продукты. Также не забывайте, что мы предлагаем Гарантию защиты от дурака! Если вы случайно испортите один из наших низов одним из наших зажимных приспособлений, мы заменим его со скидкой 50%.
Мы сделали все проще, чем когда-либо, выпустив наш
Easy Jig® Gen 3! Посмотрите видео о том, насколько это просто на самом деле, на странице продукта или нашу страницу с инструкциями по эксплуатации, чтобы увидеть, насколько простыми мы сделали все наши продукты. Также не забывайте, что мы предлагаем Гарантию защиты от дурака! Если вы случайно испортите один из наших низов одним из наших зажимных приспособлений, мы заменим его со скидкой 50%.
Зажим для деревянных труб для поддонов Тиски для верстака
В этом видео Пол Джекман добавляет к своему верстаку тиски в стиле moxon.
Чтобы соответствовать остальной части верстака, Пол решил использовать один из своих запатентованных деревянных ламинатов для поддонов. Для зажимного механизма он использовал хомуты для труб, они очень прочные, дешевые и их легко найти, поэтому они являются отличным решением. Тиски имеют ход около 2 дюймов только от винтовой части трубных хомутов, что позволит выполнить большинство необходимых работ. Для чего-то большего он просто залезает под стол, освобождает каждый трубный хомут и вытаскивает его. туда, куда мне нужно.Также стоит отметить тот факт, что на внешнем крае скамейки он установил этот хомут в дальнейшем, чтобы иметь возможность зажимать работу на краю скамейки.
Для чего-то большего он просто залезает под стол, освобождает каждый трубный хомут и вытаскивает его. туда, куда мне нужно.Также стоит отметить тот факт, что на внешнем крае скамейки он установил этот хомут в дальнейшем, чтобы иметь возможность зажимать работу на краю скамейки.
Вы можете найти больше замечательных проектов и техник Пола Джекмана на его сайте.
Рекомендуемые инструменты:
Пол Джекман: Я построил эти верстаки пару лет назад в своем магазине в Род-Айленде из пары десятков поддонов.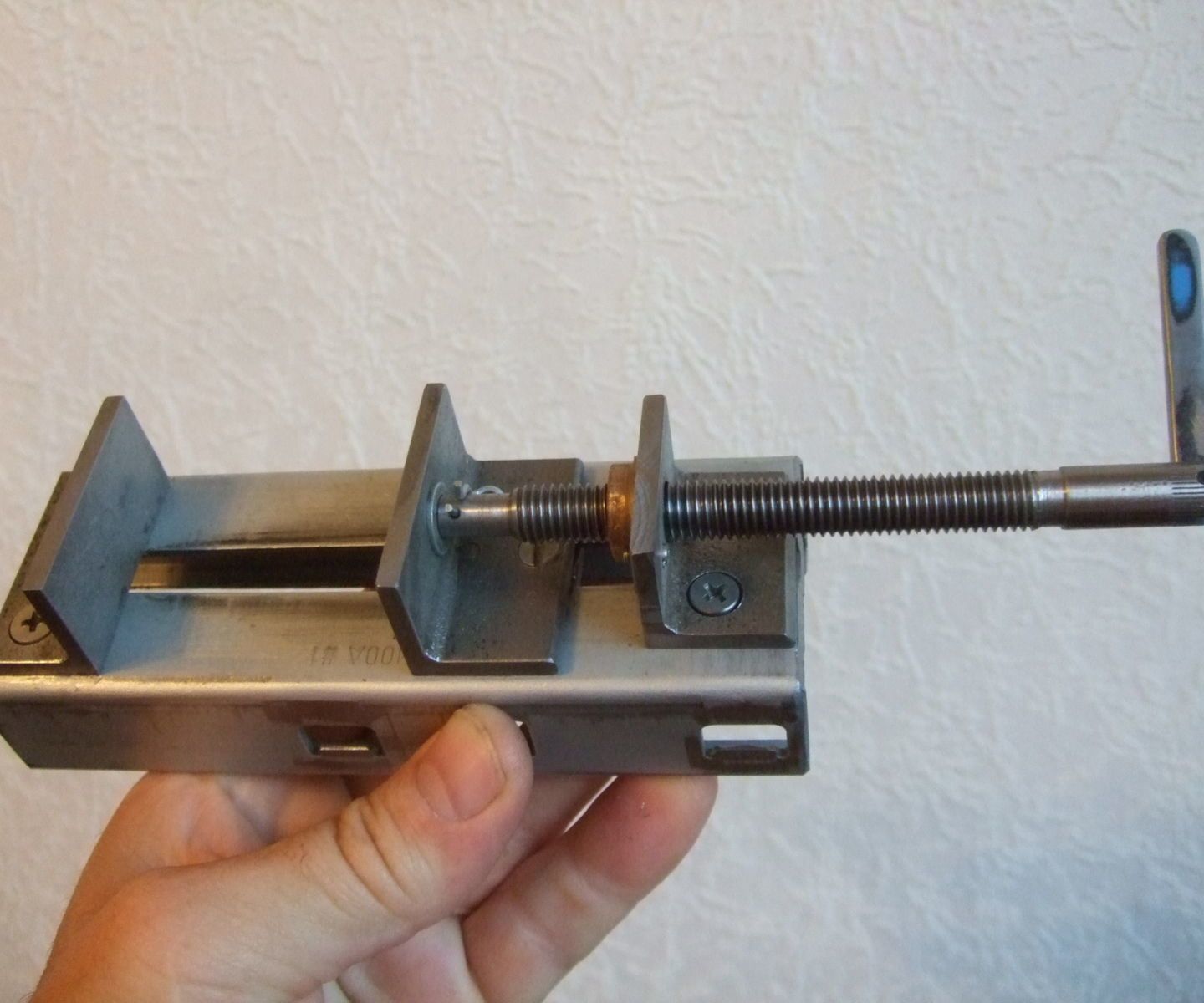 кое-что, что я хотел добавить к ним, и это верстачные тиски. хорошо, потому что, по-видимому, это то, что мы делаем здесь. Я собираюсь начать с того, что отрезаю край этой скамьи здесь, а затем я собираюсь сделать одно из моих классических ламинирований поддонов и превратить его в тиски.0005
кое-что, что я хотел добавить к ним, и это верстачные тиски. хорошо, потому что, по-видимому, это то, что мы делаем здесь. Я собираюсь начать с того, что отрезаю край этой скамьи здесь, а затем я собираюсь сделать одно из моих классических ламинирований поддонов и превратить его в тиски.0005
Теперь, когда свес на скамье отрезан, мне просто нужно продолжать работать с ним, пока он не станет плоским и квадратным, чтобы тиски скамьи идеально выровнялись с краем стола.
Зацените, я нашел эту красивую березовую доску. Я решил сделать ответственный поступок и спрятать его под скамейку, где его никто никогда не увидит.
Теперь, чтобы поддержать эти верстачные тиски, я использую трубные хомуты с поддерживающими их оцинкованными трубами диаметром три четверти дюйма. Чтобы просверлить отверстия, мне пришлось заказать специальное сверло Форстнера 1-1/16 дюйма. Теперь это точно соответствует диаметру трубы.
Привет, спасибо за просмотр. Это мои новые настольные тиски, сделанные с помощью зажимов для труб и, конечно же, полностью изготовленные из деревянного поддона.