Мини сварочный аппарат для точечной сварки
Точечная электросварка самодельщику бывает ой как нужна, но… аппараты для её выполнения в большинстве своем сложны, дороги. Да и приобрести их (особенно в сельской «глубинке») – проблема.
А ведь в ряде случаев здесь вполне может выручить оригинальный способ, которым пользуются подчас опытные радиолюбители для «сварки на ходу» небольших деталей (например, аккумуляторов Д-0,06) без их нагревания.
Тем более что для осуществления его нужны лишь зажим типа «крокодил», штепсельная вилка с проводами (сечение каждого по меди не менее 0,8 мм2), плавкая перемычка на ток порядка 13 А (из 100-мм отрезка медного провода диаметром 0,25…0,3 мм) да несколько дросселей от старых 40-ваттных люминесцентных светильников.
Рис.1. Мини сварочный аппарат для точечной сварки:
1 – штепсельная вилка, 2 – силовой провод в изоляции (3 шт.), 3 – «батарея» из запараллеленных дросселей (от 20-ватных люминесцентных светильников), 4 – зажим типа «крокодил», 5 – опорный лист (асбест или шифер), 6 – основная деталь, 7 – плавкая перемычка, 8 – привариваемая деталька (вывод).
Дроссели (4…6 шт.) соединены «в параллель». К собираемой «на ходу» схеме (см. рис.) они подключаются с помощью хорошо изолированных проводов. Ну а деталь, к которой надо что-либо приварить, зажимается в «крокодиле» и кладётся на опору из асбеста или шифера. Что же касается проволочной перемычки, то один её конец плотно наматывается на оголённый участок сетевого провода, в то время как другой – на привариваемую детальку (вывод).
Включив вилку в сеть, прикасаются выводом к детали, зажатой в «крокодиле». Мгновенно следует за этим вспышка-электродуга. Естественно, тут же сгорает «плавкая вставка» – проволочная перемычка, разрывая всю цепь. А свариваемые детали оказываются надёжно соединёнными друг с другом.
Конечно, при использовании данного способа «контактной» сварки следует проявлять особую осторожность. И тому же позаботиться о том, чтобы предохранители, установленные в квартире рядом со счетчиком электроэнергии, выдерживали бы заведомо больший, чем вышеупомянутые 13 А, ток. Лучше, если они будут не разового, а многократного срабатывания (типа «предохранитель-автомат»).
Лучше, если они будут не разового, а многократного срабатывания (типа «предохранитель-автомат»).
А. Гваздюк, МК 10 1994
Самодельный точечный аппарат. Аппарат точечной сварки своими руками
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля.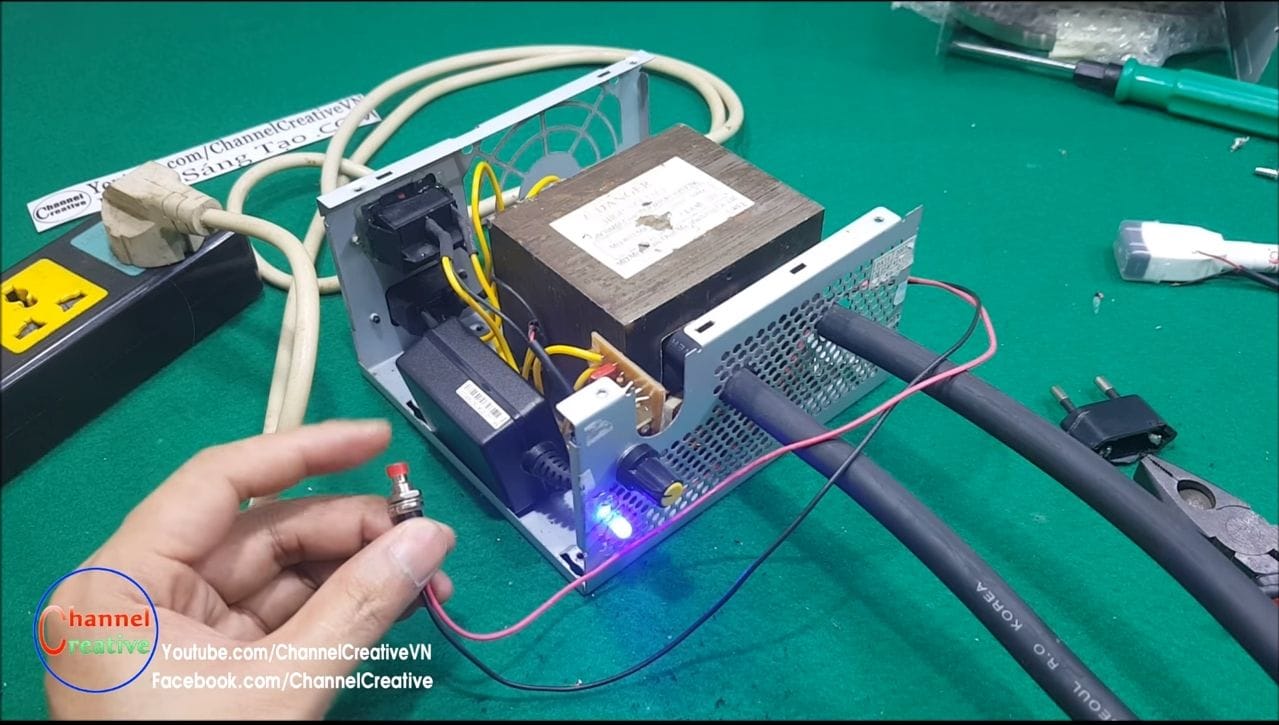 Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства.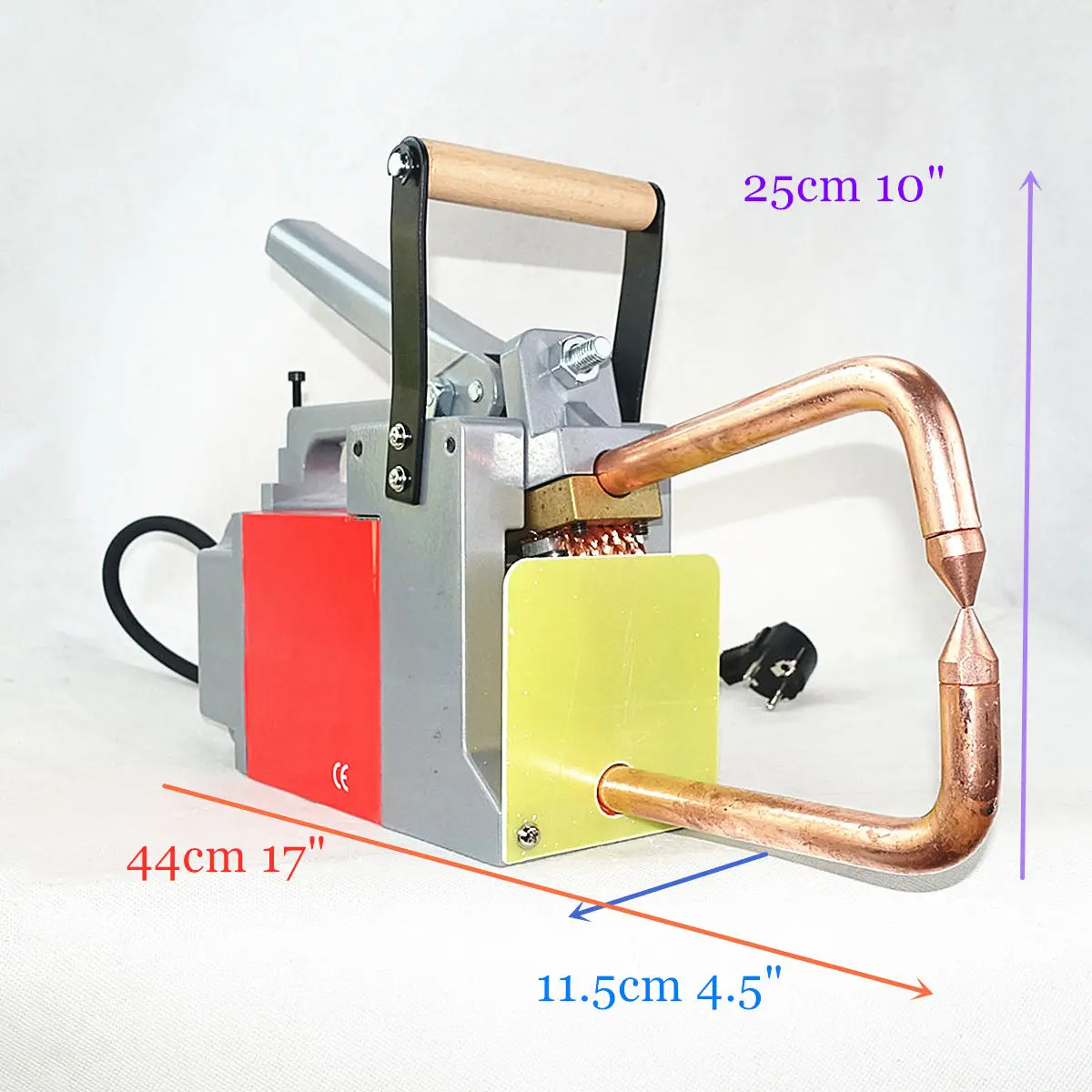
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты.
 Их также снимают.
Их также снимают. - Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
 Их также снимают.
Их также снимают. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи.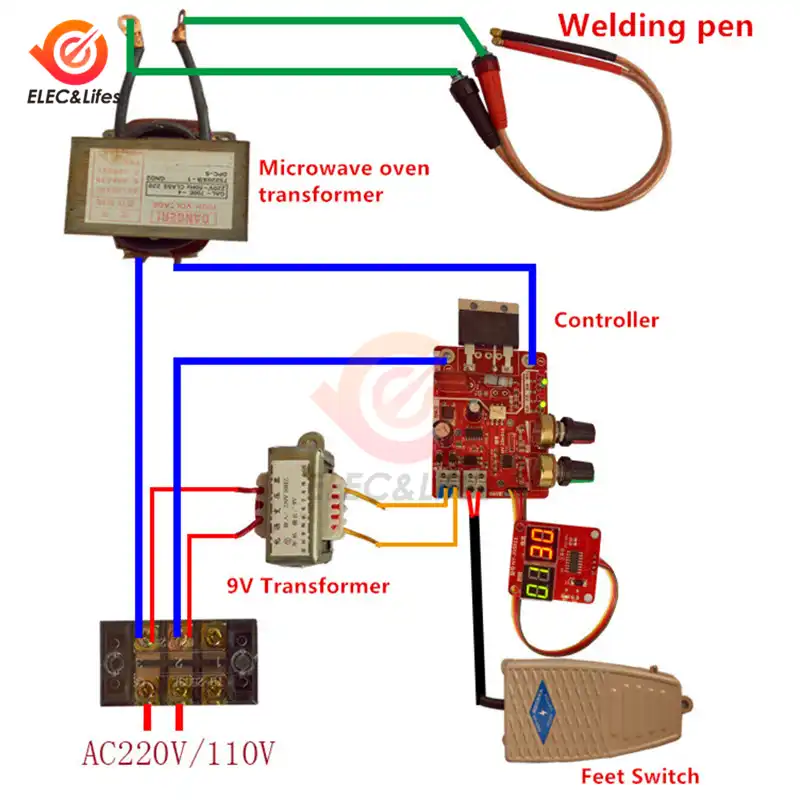 Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Иногда возникают ситуации, когда нужно сварить вместе тонкие листы металла, а обычный инвертор такую работу выполнить не сможет. В таком случае поможет контактный сварочный аппарат. На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого – наличие трансформатора. Можно взять старый или приобрести новый – либо сделать точечную сварку своими руками.
На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого – наличие трансформатора. Можно взять старый или приобрести новый – либо сделать точечную сварку своими руками.
Самодельная точечная сварка
Точечная сварка из микроволновки своими руками – это самое полезное для домашнего хозяйства, что можно сделать из трансформатора от микроволновки. Самодельная точечная сварка проста в изготовлении и собрать себе такой аппарат сможет практически любой человек.
Для сбора сварочника потребуется:
Применение трансформатора
Основная деталь любого сварочного аппарата – это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков – это первичная обмотка. Обмотка, сделанная тонким проводом – это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Для монтажа новой обмотки лучше использовать толстый медный провод. Подойдет как многожильный, так и одножильный провод.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора. Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла.
Использование электродов
Следующим важным элементов сварки будут электроды . В идеале лучше использовать медные
стержни толщиной не меньше диаметра провода- либо толще. Для небольших бытовых приборов можно использовать жала мощных паяльников.
Оптимальным вариантом будет сразу оконечить электродами провод выходящий из трансформатора. Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.
Основное правило для выбора рычага гласит – чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста – чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
В этом случае удобнее всего будет расположить выключатель на рукоятке прижимного рычага. При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.
Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.

При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
Необходимо точно выдерживать заданный промежуток времени на прохождение токового импульса через электроды. Определить это время можно наблюдая за сварной точкой.
В каждом конкретном случае оно будет разным . С приобретением опыта работы на аппарате качество сварки будет возрастать.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Точечная(контактная) сварка своими руками – делаем споттер в домашних условия
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Для включения я использовал полупроводниковое реле Fotek SSR-40DA DC. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку.
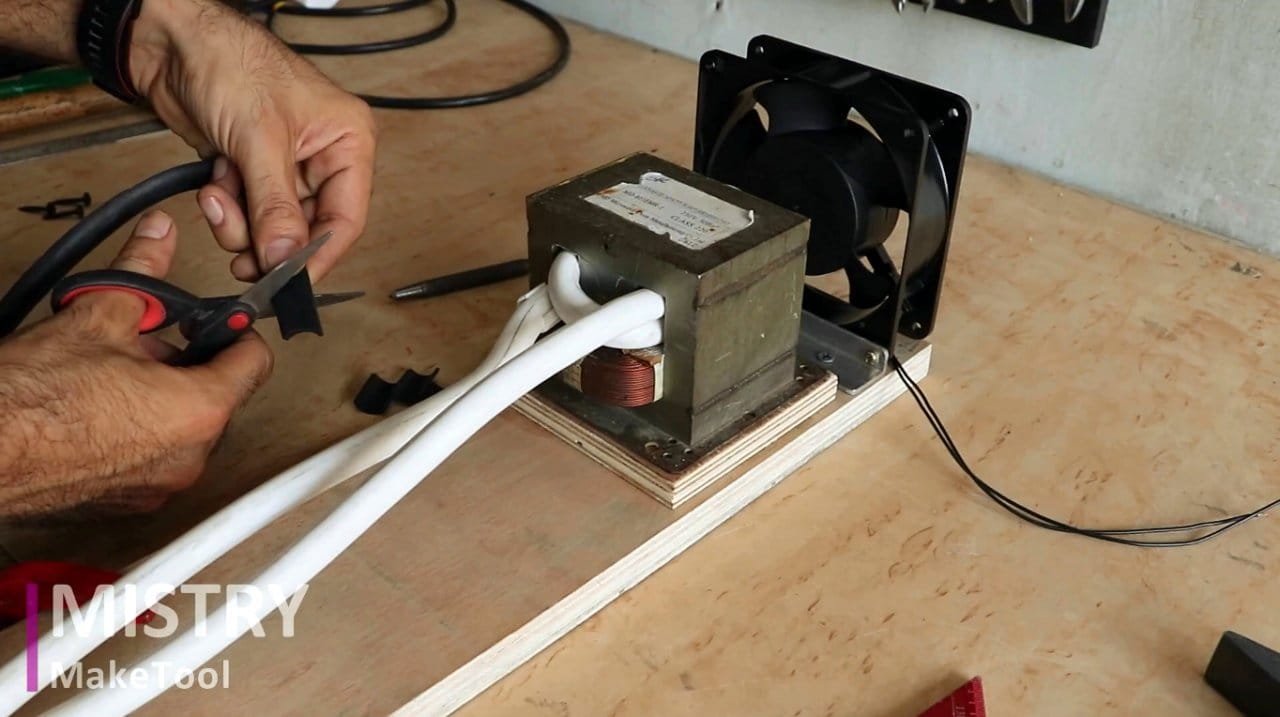
Итак микроволновая печь (около 1050 Вт потребляемая мощность) препарирована. В дополнение к трансформатору(слева), я получил еще несколько полезных в хозяйстве вещей.
Вторичная обмотка распилена. На фото вы видите еще одну(красная) я ее удалю позже. После распила старая обмотка легко удаляется зубилом, но будьте осторожны, не повредите сердечник.
Скажу на перед, первоначальные испытания с использованием 700 Вт 12 V автомобильного кабеля не дали удовлетворительных сварных швов. Основную толщину там составляет не медь(как может показаться по фото) а изоляция.
Возможно, мне стоило поискать другой кабель, но я решил обходиться тем что есть под рукой и просто удалил большую часть изоляции. Минимизация резистивных потерь для нас является ключевым фактором.
После доработки, мой кабель удалось обернуть еще в несколько витков. Это увеличило напряжение и уменьшило резистивные потери. При тестировании я получил 4.6v на вторичке.
Один конец вторичного кабеля уходит на корпус, где он будет заземлен на теле сварщика, а затем переходит к неподвижной части. Верхняя часть клещей подвижна. Для уменьшения износа вторичного кабеля он закручен в форме спирали. Пластиковая ручка изолирует рабочую часть от пользователя.
Вид споттера с другой стороны. Я не нашел медных трубок, которые бы идеально подходили, поэтому это не идеальное решение. Кабель идет внутри трубок почти по все длине для уменьшения потерь. Для использования я рекомендую продумать установку сменных медных электродов.
Установлен 230 V AC вентилятор для охлаждения. Работает на выдув.
Я хотел автоматизировать время сварки, поэтому я сделал простую регулировку длительности импульса из некоторых компонентов, которые уже были у меня в наличии.
Список деталей:
- Резистор 1 кОм (R4)
- Резистор 9 кОм (R1)
- Резистор 40 кОм (R2)
- Переменный резистор 10 кОм (VR1)
- 3x Конденсатор 10 V 10 мкФ (можно поставить дополнительную конденсатор параллельно с С2, чтобы сделать импульс больше) (C1, C2)
- CD4093BC Триггер Шмидта с двумя логическими входами
Переменный резистор VR1 контролирует тайминги. Высокое разрешение резистора необходимо для больших импульсов сварки, при которых VR1 близко к R2. R1 и R2 используются для настройки диапазона делителя напряжения. Конденсатор С2 также заряжается через R1. Диапазон делителя напряжения должны быть такими, чтобы на максимуме, сварка работала непрерывно (удерживая кнопку нажатой) и на минимуме давала самый коротки импульс, который нужен. Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Грубое выражение, как напряжение на конденсаторе С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле:
где R сопротивление и С емкость элемента. RVR1 является номинальным сопротивлением переменного резистора, а не текущим значением. Первая половина переменного сопротивления VR1 и вторая половина VR1 + резистор R2 выступать в качестве делителя напряжения, который питает разделенный VC2 на триггер Шмитта(который номинально 3,3 V) для окончания импульса.
Первоначальная версия схемы требовала около секунды, чтобы восстановиться для следующего импульса. Резистор R4 был добавлен, чтобы исправить эту ситуацию. Это быстро разряжает конденсаторы, когда кнопка отключает цепь от источника питания.
Для безопасности схема получает питание через кнопку. Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Сборка продолжается. Подумав, я заземлил все открытые участи корпуса.
Добавлено управляющее реле(справа) и блок питания на 5V.
Сварочный аппарат готов. Добавлю, что для качественной сварки нагрузка на свариваемые детали должна быть ~70кг + необходимо предусмотреть использование сменных сварных электродов. Но для не регулярного использования результат меня вполне устроил.
Аппарат для точечной сварки сделать самому своими руками
Аппарат для точечной сварки является незаменимым инструментом во многих технологических процессах, обеспечивающим надежное соединение деталей. На качество полученного результата оказывают влияние такие факторы как величина тока, тип материала, площадь соединения и размеры электродов.
Описание
Точечная сварка применяется как в промышленных, так и бытовых условиях. Она оптимально подходит для работы с гнутыми профилями, изделиями из стали и цветных металлов. Данная методика обеспечивает высокую прочность шва и экономичность. Помимо этого, возможно использование при ремонте кухонного оборудования и различных инструментов.
Процесс основывается на совмещении отдельных элементов и их фиксации. После чего при помощи электрического тока производится нагрев деталей. Особое внимание уделяется относительному расположению элементов в необходимой точке, которое сохраняется во время всего рабочего процесса. Детали становятся одним целым в результате плавления материала, возникшего под воздействием теплового импульса.
Типы
Механический аппарат для точечной сварки имеет ручное управление и требует установки величины тока перед каждым использованием. Главным преимуществом является простая конструкция и возможность изготовления в домашних условиях. Они приобрели наибольшее распространение и нашли применение во многих отраслях.
Автоматические инструменты позволяют получать соединения с минимальное количество брака. При этом для работы не требуются особые навыки и снижаются трудозатраты.
В промышленности активно используются пневматические и гидравлические приборы.
Достаточно высокой стоимостью отличается инвентарный аппарат для точечной сварки, но он приобрел широкое распространение благодаря возможности подключения к бытовой сети, обширному набору функций и компактным размерам.
Несмотря на то, что переносные агрегаты несколько уступают стационарным, они обеспечивают получение качественного шва при минимальных затратах на покупку оборудования. При этом можно работать с металлом толщиной до 6-7 мм.
Основные элементы
Сварочный аппарат точечной сварки можно сделать в домашних условиях. Наибольшую популярность приобрели устройства с нерегулируемой величиной тока. Подобный аппарат управляется за счет электрического импульса, длительность которого изменяется при помощи специального реле или выключателя.
Одним из главных элементов является трансформатор, который обеспечивает получение необходимого уровня тока. Для этой цели можно воспользоваться катушкой от микроволновой печи, которая имеет подходящие характеристики и отличается доступностью. Такой самодельный аппарат для точечной сварки подойдет для работы с металлическими деталями толщиной в 1-2 мм. При возможности для большей эффективности стоит выбирать трансформаторы от мощных микроволновых печей. Стоит отметить, что в бытовой технике данного вида магнетрон работает при напряжении в 4000 В. Поэтому провода трансформатора имеют большую толщину, а количество витков на вторичной обмотке существенно меньше, чем на первичной.
Обмотка
Провода вторичной обмотки в трансформаторе удаляются при помощи ножовки или стамески, в некоторых случаях приходится прибегать к высверливанию. Не рекомендуется выбивать обмотку, чтобы не повредить кабели. При наличии шунтов их также необходимо снять, так как они способствуют ограничению тока.
Новая вторичная обмотка производится после извлечения необходимых деталей. При помощи медного кабеля с сечением не менее 100 мм² можно добиться оптимальных показателей напряжения. В некоторых случаях требуется снятие внешней изоляции, которая не позволяет сделать походящую обмотку. Ее можно заменить на тканевую изоленту, при этом для снижения сопротивления используются кабели с меньшей длиной.
Для бытовых нужд, как правило, достаточно трех витков, с увеличением их количества повышается величина тока устройства. Также дополнительную мощность можно получить за счет установки нескольких трансформаторов.
Что нужно знать
Аппарат точечной сварки, своими руками из микроволновки собранный, требует использования электродов во вторичных цепях. В случае применения двух трансформаторов с одинаковой мощностью их необходимо соединить кабелями толщиной в 10 мм, концы которых подсоединяются к электроду. Необходимо соблюдать осторожность при подключении первичной и вторичной обмоток, чтобы предотвратить короткое замыкание.
При недостаточном размере окна магнетрона, которое затрудняет добавление витков кабеля, и одновременном использовании трансформаторов с высокой мощностью, рекомендуется последовательное соединение вторичных обмоток. Направление намотки должно быть согласованным, при несоблюдении данного правила высока вероятность получения противофазы и, как следствие, нулевого выходного напряжения.
Напряжение
На трансформаторах одноименные выводы обозначаются символом или буквой. При отсутствии каких-либо опознавательных знаков рекомендуется воспользоваться вольтметром для проверки. Необходимо подать напряжение на первичные обмотки, подсоединив устройство к вторичным. В случае соединения обмоток разноименными выводами вольтметр покажет напряжение. Это происходит в результате того, что первичная обмотка дает напряжение на вторичную, где оно преобразовывается и удваивается.
При соединении пары обмоток одноименным выводом напряжение на вторичных намотках будет противоположным и вольтметр покажет нулевое значение.
Для того, чтобы сделать аппарат точечной сварки более мощным, можно использовать несколько трансформаторов, при этом стоит учитывать показатели сети. Суммарное напряжение устройств не должно превышать установленное значение. Оптимальным вариантом станет сила тока в пределах 1000-2000 А.
Электроды
Электроды лучше всего изготавливать из медных стержней, имеющих достаточную толщину, при этом диаметр должен соответствовать параметрам провода. Со временем электроды меняют свою форму и становятся непригодными для работы, поэтому их необходимо систематически подкачивать. Рекомендуется уменьшить количество соединений и длину кабеля, идущего от трансформатора к электроду, для увеличения мощности. Оптимальным вариантом станет подключение электродов к наконечникам, изготовленным из меди, и зафиксированным на концах проводов. Для предотвращения окисления меди в точках соприкосновения нужно спаять детали, также это упростит дальнейшую очистку. Стоит отметить, что для уменьшения потерь можно использовать обжим.
Управление
Аппарат точечной сварки для аккумуляторов зачастую оснащается винтовым зажимом, обеспечивающим дополнительное усилие во время работы. Управление устройством производится при помощи рычага или переключателя. Особое значение имеет качественное закрепление электродов, которое необходимо для нормального функционирования. В работе будет более удобным аппарат с возможностью стационарного закрепления и достаточной массой. Переключатель должен быть надежным и длинным.
Подключение кнопки выключателя производится только к первичной обмотке, в этом случае сохранится целостность контактов и будет предотвращено дополнительное сопротивление.
На устройствах с рычажным принципом управления выключатель устанавливается на прижиме, таким образом, появляется возможность управления процессом сварки одной рукой.
Включаются и выключаются аппараты точечной ручной сварки только при сжатых электродах. Рекомендуется установить принудительную вентиляцию, которая позволит работать без регулярных перерывов и отслеживания уровня нагрева токопроводов и электродов.
Получение качественного соединения возможно только при знании всех тонкостей процесса, в частности, необходимо уметь определять этапы готовности по внешним характеристикам и оттенку материала, иметь опыт работы с токовым импульсом. Скорость перемещения электродов должна находиться на одном уровне в течение всего процесса сварки.
Безопасность
Особое значение имеет соблюдение норм безопасности во время работы, так как неисправный аппарат для точечной сварки может нанести вред здоровью и испортить обрабатываемые изделия. Также необходимо придерживаться следующих требований:
- использование специальной маски для защиты лица и глаз от брызг металла и искр;
- изоляция соединительных и электрических кабелей;
- отсутствие легковоспламеняющихся материалов и жидкостей рядом с местом проведения сварки;
- применение рукавиц и перчаток для защиты от ожогов;
- регулярное проветривание помещения, обеспечивающее очищение воздуха от вредных газов;
- наличие средств для тушения пожара;
- защита деревянных поверхностей (напольное покрытие, стол) от попадания искр.
Особенности процесса
Не стоит забывать про подготовительные работы, необходимые для получения качественного сварного шва. Используемые элементы предварительно очищаются от пыли и грязи при помощи щеток и специальных составов. Точечная сварка из сварочного аппарата своими руками всегда включает в себя несколько основных этапов, к числу которых относятся следующие:
- размещение соединяемых элементов в необходимом положении;
- прижатие деталей между электродами;
- нагрев до появления пластичности, позволяющей деформировать металл.
Стоит отметить, что во время работы возможно появление точки непровара, возникающей по причине отсутствия литого ядра либо его малых размеров. Отслеживание данного дефекта бывает затруднительно, при этом он может привести к следующим последствиям:
- образование вмятин и раковин;
- плавление поверхностей элементов;
- сквозное прожигание материала
- пористая структура сварного ядра.
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата – около 8 кг, габариты – 225х135×120 мм.
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 “Вкл.” напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 “Импульс” к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 “Режим”.
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения – более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 “Подсветка”;
- микропереключатель 6 “Импульс”.
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки – от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют “заземляющий” соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II – 330 витков провода ПЭВ-2 0,3 и обмотку III – 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором “Режим”.
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом
В первую очередь “заземляют” кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на “спусковой крючок” пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная – 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Точечная сварка своими руками, разбираем ошибки в работе
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
Немного про сварочные работы
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Подготовительные работы
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
- Обезжирить, так качество сцепления будет максимальным.
- Удалить ржавчину и прочие эффекты коррозии или окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если присутствует окалина на металле, её также следует удалить.
- Убедитесь, что детали плотно прилегают.
- После удаления излишних слоёв налёта и прочего, детали омываются и сушатся.
- Последняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых элементов на поверхности, если всё нормально тогда можно приступать к работе.
Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Этапы работы
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
- Фиксирование детали в зажиме между электродами аппарата. На деталь сразу производится определённое заданное давление, которое деформацию на микронеровностях.
- После плотной фиксации и необходимого сжатия происходит подача электрического импульса. Впоследствии чего металл разогревается до предельных температур и в месте соприкосновения электродов начинает плавиться, и заготовки соединяются. Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
- Подача импульса прекращается. Место сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия необходимо через определённый промежуток времени, так как в процессе остывания металл при сжатии набирает более мелкозернистой структуры. Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Дефекты и ошибки контактной сварки
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
- Неправильно подобранная мощность.
- Недостаточный либо слишком большой период давления на заготовку.
- Электрод не подходит к свариваемому металлу.
- Схема работы самого сварочного аппарата не подходит к условиям необходимого сварочного процесса.
- Поверхность для контактной сварки подготовлена неправильно.
Дефекты, возникающие при неправильной контактной сварке:
- Недостаточная степень расплавления, что способствует неправильному формированию ядра точки.
- Слишком глубокое образование вмятин при контактном давлении.
- Кромки нахлёстки могут разорваться при очень близком нахождении контактной сварной точки.
- Изменение свойства металла впоследствии слишком большого разогрева. Например, ухудшение рабочих качеств аккумуляторов.
- Сквозное прожигание металла.
- Образование внутренних трещин либо пустот.
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность при сварке
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Подведём итог
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Контактный сварочный аппарат своими руками. Контактная сварка своими руками
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | |
Алюминий | |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Нередко встречаются ситуации, в которых необходимо соединить металлические изделия или отремонтировать различные конструкции. Чтобы справиться с этим, нужно знать, как сделать точечную сварку своими руками. Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
Самодельная точечная сварка – это довольно трудное мероприятие, которое требует наличия специального оборудования и навыков подобной работы. Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Такой способ соединения металлических деталей имеет большое количество преимуществ. Все они делают точечную сварку одной из самых часто используемых. Среди положительных моментов стоит выделить следующие:
Среди большого количества преимуществ, есть и один недостаток. Специалисты считают такой вид соединения негерметичным.
Сварка любых изделий происходит по одному и тому же принципу. При этом важно внимательно проводить все операции и не упустить даже самый незначительный нюанс. Только в этом случае можно добиться идеального шва и его прочности.
Вся технология состоит из нескольких этапов:
Подготовительные мероприятия
Основой успешного проведения любого вида работ считается правильно проведённая подготовка. Она позволяет взять всё необходимое для осуществления бесперебойного процесса. Для успеха проведения контактной сварки из сварочного аппарата своими руками необходимо правильно выбрать электроды и все необходимые инструменты.
Главный атрибут контактной сварки – электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.
Электрод выполняет функцию подводки тока к свариваемым деталям и сжатия металла. Как правило, он изготавливается из сплавов, обладающих высокой теплопроводностью. Наибольшему воздействию подвергается наконечник. Он разогревается до огромных температур и очень быстро изнашивается. Из-за этого во время работы необходимо постоянно его подтачивать. Наиболее часто используемая форма наконечника – конус.
Как правило, электроды стоят довольно дорого, поэтому очень важно максимально продлить срок их службы. Для этого нужно соблюдать такие условия:
- Для сварки изделий из того или иного материала необходимо подбирать оптимальные для него виды электродов.
- Не использовать тонкие наконечники для тяжёлой сварки.
- Пользоваться водяной рубашкой.
- Соблюдать условия хранения электродов и избегать их механических повреждений.
Материалы и инструменты
Для проведения контактной сварки своими руками нужно изготовить соответствующий агрегат. Делается он при помощи определённого набора инструментов и минимального количества доступных каждому материалов. В процессе работы над устройством понадобится:
После того как выполнены все подготовительные мероприятия, можно приступать к работе над устройством. Его сборка выполняется в несколько этапов и может занять значительный промежуток времени.
Аппарат для точечной сварки делается на основе источника импульса, использующего принцип разряда конденсатора. Благодаря ему можно соединять детали толщиной до 0,5 миллиметров.
Особенности работы такого источника питания:
В случае необходимости можно воспользоваться схемой применяемого устройства. С её помощью новичкам будет проще добиться желаемого результата.
Разряд конденсаторов осуществляется так:
- Во время размыкания главной цепи происходит зарядка установленных конденсаторов.
- После включения сварочного аппарата они разряжаются на обмотку. Сила разряда меняется при помощи тиристоров.
- Весь цикл повторяется при выключении устройства.
При сварке более крупных заготовок (толщиной до 4 миллиметров) необходимо в несколько раз усилить мощность разряда.
Одна из главных составляющих аппарата для точечной сварки – выходной трансформатор. С его помощью на электрод подаётся нужная сила тока. Такой прибор можно делать своими руками и использовать его в общей конструкции. Для этого нужно выполнить несколько простых действий:
Если всё правильно сделать, то получится трансформатор мощностью 3 тысячи ватт.
Сборка блоков контакта
Для изготовления аппарата точечной сварки чаще всего используется блок контактов пистолетной формы. Процесс его сборки довольно трудоёмкий и может занять немало времени.
Пошаговая инструкция:
Техника безопасности
Любой процесс сварки, даже в случае микросварки своими руками, должен выполняться с соблюдением мер безопасности. Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Среди основных требования безопасности стоит выделить следующие:
- Заземление всех потенциально опасных частей оборудования. Такая мера поможет избежать поражения током.
- Перед началом работы необходимо проверять исправность устройства.
- Надевать защитные средства, которые помогут избежать удара током.
- Все элементы управления не должны быть под высоким напряжением.
- В устройстве должны быть использованы провода с большим сечением.
- Использовать рукавицы, которые уберегут руки от случайно отлетевших брызг металла, а также специальный головной щиток. Последний убережёт глаза сварщика от негативного воздействия яркой вспышки.
- Применять защитные средства для органов дыхания или выполнять работу в хорошо вентилируемом помещении. Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.
- Все кнопки аварийного отключения должны находиться в рабочем состоянии. При этом доступ к ним нельзя загораживать какими-либо предметами.
- Место проведения работы желательно отгородить щитками, чтобы избежать различных негативных последствий, возникающих в случае непредвиденной ситуации.
- Необходимо максимально снизить вероятность получения травмы от движущихся частей аппарата.
Точечная сварка – это довольно трудоёмкое мероприятие, которое требует не только специальных устройств, но и определённых навыков в работе. При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
Отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган – два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки – с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода – пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы – электроды изнашиваются очень медленно, особенно при любительской сварке.
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче – диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора – конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа – и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео:
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры – самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки – пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса – с использованием реле времени или вручную с помощью выключателя.
Прежде чем рассматривать конструкции самодельных аппаратов для контактной точечной сварки, следует напомнить закон Ленца-Джоуля: при прохождении электрического тока по проводнику количество теплоты, выделяемое в проводнике, прямо пропорционально квадрату тока, сопротивлению проводника и времени, в течение которого электрический ток протекал по проводнику (Q=I 2 R t). Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
Трансформатор . Основная составляющая часть любого оборудования для контактной точечной сварки – силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (на магнетрон подается напряжение удвоенное удвоителем), поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока. Это может потребоваться когда в наличии два трансформатора с недостаточной мощностью или когда требуется сделать своими руками аппарат точечной сварки для работы с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если ошибиться в соединении выводов первичной или вторичной обмоток, то буде короткое замыкание.
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).
Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т.п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды . В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т.к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления . Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.
Эксплуатация . Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой. Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка .
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной . Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Выключатель, отвечающий в устройстве за подачу тока к , подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
(голосов: 6 , средняя оценка: 4,83 из 5)
10,8 В сварочные аппараты для точечной сварки DIY самодельные небольшие батареи для точечной сварки ручки сварочное оборудование машина для 18650 аккумуляторный ящик в сборе
Описание продукта
Особенности: Процесс сборки аккумуляторной батареи 18650, точечный сварочный аппарат является незаменимым важным инструментом, но обычный точечный сварочный аппарат на рынке громоздок и имеет относительно большой вес.
Обычный точечный сварочный аппарат обычно имеет трансформаторную конструкцию и выделяет большое количество тепла.
Регулируемый ток неточный, в результате чего паяное соединение становится черным или слабым.
Этот продукт представляет собой компактную панель управления аппаратом для точечной сварки. Питается от 3-х серий железно-литиевых батарей.
Его можно носить с собой. Его не нужно подключать к розетке.
Емкость аккумулятора 10000 мАч. В настоящее время продукт поддерживает прямую точечную сварку никелевой ленты толщиной менее 0,25 мм, а адгезия высокая, чего достаточно для непромышленных покупателей.
Используется для точечной сварки аккумуляторов 18650, 26650, 32650 аккумуляторов и т. Д.
Это только что положили на полку, скорлупы нет, следующим шагом увеличим продукт с оболочкой, так будет удобнее пользоваться.
Спецификация:
Вес: 1086 г
Размер: 80 x 54 x 141 мм
Напряжение: 10,8 В
Сила тока: 150А Меры предосторожности:
1. Изделие не может изменять напряжение источника питания и мощность в частном порядке.
2. Подключение проводов в частном порядке категорически запрещено.
3. Не используйте другие зарядные устройства для зарядки продукта.
Способ использования:
1. Поскольку аккумулятор заряжен, мы наклеим на аккумулятор термоусадочную пленку, чтобы предотвратить короткое замыкание.
2. После получения снимите первый слой термоусаживаемой пленки, стараясь не закоротить электрод.
3. Вставьте отверстие платы в винт аккумулятора и затяните гайку.
4. Одновременно прикоснитесь двумя электродами к никелевой полосе и поверхности батареи.
5. Нажмите переключатель, чтобы сразу разрядить сварку.
Вопросы, требующие внимания:
1. Не удерживайте переключатель в течение длительного времени.
2. Во избежание плохого контакта прижимайте сильно при точечной сварке.
3. Когда разряд недостаточен, чувствуйте себя заряженным. Используйте специальное зарядное устройство на 10,8 В. Не допускайте короткого замыкания аккумулятора, можно использовать изоленту.
В пакет включено:
1 x
Аппарат для точечной сварки 10,8 В1 зарядное устройство
Подробные изображения:
Более подробные фотографии:
Дополнительная информация
При заказе от Alexnld.com, вы получите электронное письмо с подтверждением. Как только ваш заказ будет отправлен, вам будет отправлено электронное письмо с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе во время оформления заказа. Alexnld.com предлагает 3 различных метода международной доставки, авиапочту, зарегистрированную авиапочту и службу ускоренной доставки, следующие сроки доставки:
| Зарегистрированная авиапочта и авиапочта | Площадь | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal , и кредитную карту.
Оплата через PayPal / кредитную карту –
ПРИМЕЧАНИЕ. Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или воспользуйтесь кредитной картой Express.
2) Введите данные своей карты, и заказ будет отправлен на ваш адрес PayPal. и нажмите «Отправить».
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Отказ от ответственности: это отзывы пользователей.Результаты могут отличаться от человека к человеку.Руководство для сварщиков точечной сварки | Магазин электроинструментов
При работе с металлическими проектами требуются специальные инструменты для соединения двух частей. В этом случае вам может понадобиться точечный сварщик.
Точечная сварка – довольно старый способ соединения двух металлических деталей, но он все же остается эффективным и успешным методом в зависимости от проекта. Знакомство с точечной сваркой и понимание того, как она работает, помогут вам решить, нужен ли вам точечный сварочный аппарат и принадлежности к нему для вашего проекта.
Что такое точечная сварка?Точечная сварка – это тип контактной сварки, который в основном используется для сварки двух или более металлических деталей вместе путем приложения тепла и давления к области сварного шва. Целью точечной сварки является соединение двух металлических частей надолго. Сварка происходит в определенных местах, которые называются «круговыми точками». Этот тип сварки обычно используется в автомобильной промышленности, где некоторые металлические детали свариваются вместе, образуя части автомобиля.Этот метод сварки также используется в других областях, таких как аэрокосмическая промышленность, электроника, металлическая мебель, бытовая техника, электроника и робототехника. Все больше любителей также используют точечных сварщиков для создания своих собственных поделок из металла.
Как работает точечная сварка?Точечная сварка работает за счет кондуктивного нагрева, вызываемого электрическим током. Электрический ток проходит ненадолго, так как когда-то отдельные куски металла теперь сплавлены и соединены. После этого ток больше не нужен.Но электроды продолжают оказывать давление, пока расплавленные металлы не затвердеют, и в этом процессе они превращаются в одно надежное соединение. Как и при обычной сварке, вы можете использовать точечную сварку для соединения одинаковых или разнородных металлов.
Аппарат для точечной сварки – это инструмент, используемый для этого метода сварки, то есть то, что вам нужно, чтобы соединить два металлических листа вместе. Хотя аппараты для точечной сварки используются профессионалами, в остальном они невероятно просты в использовании.Даже если вы впервые пользуетесь им, вы очень быстро овладеете им. Вполне возможно, что лучший способ познакомиться с тем, как пользоваться аппаратом точечной сварки, – это изучить его под контролируемым наблюдением профессионального эксперта по сварке.
В области сварки существуют меры предосторожности и спецификации, которых должен строго придерживаться каждый, кто занимается сваркой. Но вам не о чем беспокоиться, потому что каждый может научиться сварке. Вам не нужно проходить специальное обучение или получать лицензию на сварку.Сварка окажется полезным навыком, который можно использовать в определенных ситуациях, например, при выполнении аварийного ремонта дома. Если вы вкладываете в это время, готовность учиться и прилагаете усилия, то в кратчайшие сроки вы тоже станете мастером сварки.
Есть три этапа точечной сварки:
- Электроды в сварочных головках устройства для точечной сварки подводятся к поверхности соединяемых металлов, и к ним прикладывается давление.
- Затем через электроды к заготовке подается электрический ток для расплавления металлов.
- После этого ток больше не нужен и, таким образом, снимается. Однако электроды продолжают оказывать давление, позволяя расплавленным металлам остыть и затвердеть.
Самым распространенным и популярным типом точечного сварочного аппарата, вероятно, является портативная модель с длинными медными «клещами» (с электродами на каждой сварочной головке). Однако на рынке можно найти и другие типы сварочных аппаратов.Если вы планируете его получить, вам необходимо сначала тщательно изучить характеристики, характеристики, цены и гарантии каждого из них. Это поможет вам сделать осознанный выбор при выборе сварочного аппарата для ваших конкретных нужд.
Вы можете столкнуться с некоторыми трудностями при выборе и покупке аппарата для точечной сварки, особенно если вы столкнулись с энтузиазмом продавца. Вы должны попытаться противостоять этому. Ниже представлена пятерка лучших сварщиков за свои деньги:
1) YaeCCC SUNKKO 719A Li-on Battery Weller Pencil Универсальная сварочная ручка Батарея Ручка для точечной сварки
YaeCCC SUNKKO – сварочная ручка с питанием от литиевой батареи.Как следует из названия, он в основном используется для пайки электрических компонентов и подходит для сварочных аппаратов серии «709» (709A, 709D, 709D +). Чтобы паяльная ручка работала, ее необходимо подключить к настольному блоку питания. При повреждении паяльные сопла легко заменяются. Не говоря уже о том, что эта паяльная ручка чрезвычайно удобна и портативна, поэтому идеально подходит для выполнения небольших мобильных работ.
2) 9TRADING Электрический точечный сварочный аппарат 1/8 дюйма Однофазный портативный портативный сварочный наконечник Пистолет 220 ВРаботает с самыми разными материалами, включая чугун и сталь.Этот аппарат для точечной сварки с воздушным охлаждением может сваривать листы без покрытия, оцинкованные и даже нержавеющие листы толщиной до 3/16 дюйма (общая толщина). Его 6-дюймовые клещи надежно фиксируются на материалах, поэтому вы всегда в безопасности. Высококачественные сварочные головки чрезвычайно долговечны и могут выдерживать многократное использование. Благодаря более рациональному подходу к сварке, ремонт и создание никогда не были такими простыми.
3) Портативный аппарат для точечной сварки Stark ProfessionalКак и многие аппараты для точечной сварки этого типа, аппарат для точечной сварки Stark USA имеет однофазную конструкцию, которая позволяет легко и просто сваривать различные типы металлов.Просто быстро вставьте материалы, нажмите, чтобы сварить, и готово. Он не только выполняет свою работу быстро и легко, но и оставляет прочный и прочный сварной шов на широком спектре материалов, от тонких алюминиевых листов до различных марок стали и чугуна.
4) Аппарат для двойной точечной сварки Lenco AutobodyОдним из преимуществ использования аппарата для двойной точечной сварки Lenco Autobody является то, что он позволяет установить желаемое время сварки. По окончании сварки аппарат автоматически остановится.Однако, поскольку это немного другой тип точечной сварки, вам потребуется некоторое время, чтобы познакомиться с его настройками. В целом, однако, работать на этой машине совсем несложно: просто прижмите два электрода пистолета к материалу, с которым вы работаете, нажмите кнопку, и все. Остальную работу за вас сделает машина. Если вы думаете, что автоматический характер этой машины принесет вам некоторые жертвы в ее общей производительности – к счастью, двойная точечная сварка Lenco также обеспечивает гладкую и стабильную сварочную работу.
5) Mophorn 737G Импульсный точечный сварочный аппарат 0,2 мм Сварочный аппарат для батарейДля тех, кому нужен точечный сварочный аппарат, но у него ограниченный бюджет, импульсный точечный сварочный аппарат Mophorn 737G выполнит свою работу, как и задумано, без больших затрат. Если вы заметили «0,2 мм», этот аппарат лучше всего подходит для сварки никелевых полос толщиной от 0,05 до 0,2 мм. Этот аппарат для точечной сварки хорошо работает с перезаряжаемыми литиевыми батареями. Он также оснащен ЖК-экраном, который позволяет вам контролировать ток и импульс во время сварки.Хотя он работает со многими типами металлов, импульсный точечный сварочный аппарат Mophorn 737G не рекомендуется использовать с медью и алюминием.
Электроника для хобби: машина для точечной сварки «Сделай сам»
Наш выбор для сегодняшней темы находится под заголовком: Электроника для хобби: Сделай сам аппарат для точечной сварки. В Интернете много наглядных материалов, но сегодняшнее видео особенно красноречиво. художник, создатель или конструктор, я не знаю, что использовать, как более правильную характеристику, с которой загружаются следующие видео.
ВИДЕО 1. ДЕШЕВОЙ точечный сварочный аппарат своими руками (с помощью простых инструментов)
ВИДЕО 2. Самодельный аппарат для точечной сварки
ВИДЕО 3. Pro Grade Сделай сам для точечной сварки
Основным используемым элементом является трансформатор питания микроволновой печи. Его можно найти в неисправном или бесполезном MWO. Это долговечное пассивное устройство, которое с большой вероятностью может выжить даже в неисправной микроволновой печи.
Более хрупкими являются электронные компоненты и, конечно же, магнетрон – вакуумная трубка, передающая РЧ-поле. Но, не вдавайтесь в такие подробности, мы не форум по ремонту бытовой техники… Пока нет!
Любые отзывы о золотых руках оставляйте уважаемому зрителю – это просто фантастический подарок!
Посмотрим, что нам нужно для такого впечатляющего устройства?
- Основная часть: силовой трансформатор.
- Провод большой площади с силиконовой изоляцией: e.грамм. 35 кв. Мм (35 мм 2 ) или больше.
- Резка, разделение и очистка вторичной обмотки -> анодная высоковольтная катушка.
- При использовании всего лишь двух витков по 35 мм2. Большая площадь. Провод первичной обмотки трансформатора. Магнитное поле наводит на импровизированную 2-витковую вторичную катушку Uout ~ 1,5 В переменного тока и способность производить впечатляющий ток Iout – более нескольких сотен ампер. Показательна демонстрация плавления и разрушения металлических винтов. Выходное напряжение
- LOW безопасно для людей и других животных / домашних животных.
- Твердый металлический корпус.
- Прочное и эргономичное управление одной рукой.
Уважаемые любители DIY, поделитесь своими навыками и достижениями – это настоящее богатство!
ПОС. 1 VINMAX Аппарат для импульсной точечной сварки 4 в 1 с ЖК-дисплеем
Станция для точечной сварки и утюга Pro Grade:
- Гибкое портативное управление!
AMAZON.CO.UK Партнерская ссылка: VINMAX 4 в 1 ЖК-экран 1,9 кВт Импульсный точечный сварочный аппарат Сварка батарей [0,05-0,3 мм] Паяльная машина с микрокомпьютером AC220V
Форум строителей электрических скейтбордов| Узнайте, как собрать свою собственную электронную доску
Зарегистрироваться Авторизоваться АвторизоватьсяПопулярное
Из корпуса выходит небольшое количество дыма. Электроника. Продажа запчастей ЕСК8.Maytech / Psychotiller / Hoyt PuckESK8 Рынок запчастей Bigredsboards.com уже доступен! Новые товары в продаже Вопросы для электрического скейтборда СообществоОбщее обсуждение Первая сборка и первая плата. Какая колода должна считаться лучшей? Механика ESK8 Продажа маунтинбордов своими руками. [EU-PL] Custom Trampa Samurai на продажу 2,200EПродажа подержанных товаров Инструмент Vesc не согласится с тем, что я УЖЕ обновил прошивку. Воздействуют ли на двигатели аутраннеров попадание пыли и воды? Электроника ESK8 Более…Последние
Помогите определить разъемы на Flipsky 7550 VESCESK8 Electronics Электрический скейтборд своими руками.com время ответа (пожалуйста, прочтите) Общие обсуждения Ремонт аккумуляторов SF Bay Area? ESK8 Parts Market Bigredsboards.com уже доступен! Новые товары в продаже WTS EU Trampa Holy Pro, Etoxx mini drive, flipsky dual, незавершенный проектESK8 Parts Market В поисках пневмоколес 6 “ЭСК8 Механика. Razor e100 с силовой передачей exway flex Cómo programar la unidad focboxESK8 Electronics Продается Bajaboard Pantera 2021, почти новая (Европа – Испания) – 4.500 € Рынок запчастей ESK8 Помогите vesc 420 canbus не подключается? Электроника ESK8 Более…Поиск по сайту
ПоискИспользование оборудования для точечной сварки требует обучения
Аппарат для точечной сварки может использоваться одним только после некоторого обучения. Некоторое оборудование более сложное в использовании, поэтому лучше узнать больше о различных процессах, прежде чем экспериментировать со сваркой.Аппараты для контактной сварки наиболее известны из-за их довольно низкой цены. Они применяют силу припоя с помощью рычага. Если рычаги не выровнены правильно, наконечники могут скользить. Машины, которые представляют собой прессы вертикального действия, не имеют этой проблемы и используются, когда вам нужна красивая поверхность без следов.
Некоторым процесс точечной сварки кажется простым, но на самом деле это не так. Это более или менее похоже на формулу. Вы должны использовать правильную силу и нужное количество тепла в течение нужного времени, чтобы получить желаемые результаты.На аппарате для точечной сварки есть несколько настроек, и когда вы научитесь точно настраивать каждую настройку, вы сможете добиться наилучшего результата.
Имеются легко доступные диаграммы, которые можно использовать для проверки рекомендуемых настроек вторичного тока, времени протекания тока и усилия сварки. Таким образом вы легко сможете сваривать все виды листового металла различной толщины. Когда вы используете правильное усилие сварки, вы можете получить хорошие соединения, используя высокую температуру нагрева при короткой продолжительности сварки.
Если вы используете небольшой аппарат для сварки толстого листа металла, вам придется использовать небольшое усилие с большей продолжительностью сварки.Это может привести к сильной маркировке поверхности при нагревании большей площади металла. В наши дни в области точечной сварки ощущается нехватка квалифицированной рабочей силы. Если вы сможете найти себе гуру, который научит вас всем тонкостям различных сварочных процессов, вы сможете стать экспертом всего за несколько недель.
Если поискать в Интернете, можно найти несколько учебных курсов в своем городе. Американское общество сварщиков (AWS) – хороший источник информации. Они также предлагают руководство по контактной сварке, которое вы, возможно, захотите купить.Рекомендуется пройти один из восьми сертификационных курсов, предлагаемых AWS.
После обучения и сертификации вам нужно будет выбрать подходящий сварочный аппарат. Выбранный вами аппарат для точечной сварки должен обеспечивать прочные сварные швы. Существует 3 типа сварных швов: класс A, класс B и класс C. Сварные швы класса A предназначены для использования в критических условиях. В случае разрушения такого сварного шва это может вызвать отказ системы или основного компонента, потерю контроля и т. Д. Он также может представлять опасность для здоровья и жизни человека.Когда сварной шов класса B выходит из строя, это может повлиять на эффективность системы или функции, но не угрожает жизни человека. Разрушение сварного шва класса C никогда не подвергает опасности систему и персонал.
Когда машина работает и выполняет сварные швы класса А, вам необходимо иметь в запасе не менее 25 процентов существующей силы тока и диапазона усилий. Многие компании не могут правильно выбрать оборудование для своих проектов. Есть специалисты в этой области, которые могут дать вам правильный совет. Есть много онлайн-дистрибьюторов, с которыми вы можете связаться, когда решите купить машину для точечной сварки.Они зададут вам вопросы, например, о типах материала, который нужно сваривать, и о том, с какой скоростью нужно работать на машине. Вам необходимо всегда подбирать размер аппарата в соответствии с вашими сварочными потребностями. Слишком большое или слишком маленькое оборудование может создать проблемы.
Сварочные аппараты с трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC) сейчас более популярны, чем аппараты однофазного переменного тока. Они предлагают больше преимуществ и потребляют меньше энергии для работы. Если у вас старая машина, вы можете добавить к ней новые функции, чтобы повысить производительность.На рынке есть компании, которые могут добавить новые программируемые элементы управления к вашему старому оборудованию. Вам также понадобится манометр для измерения фактического усилия сварки между наконечниками.
Оборудование для точечной сварки AVIO обладает всеми интеллектуальными функциями, которые ищет современный пользователь. Оборудование очень доступно, когда вы покупаете его в Интернете. Лучше покупать в местной компании, так как вы всегда можете вернуть свои деньги, если вы не довольны покупкой. На все оборудование распространяется гарантия, и вы также получаете послепродажную поддержку.Когда вы выбираете сварочный аппарат для точечной сварки, лучше всего его протестировать, прежде чем расстаться со своими деньгами. Большинство продавцов бесплатно предоставят вам пробный сварной шов, чтобы вы чувствовали себя комфортно с покупкой. Они также научат вас ухаживать за оборудованием.
Автор Биография:
Дональд Эрнест имеет степень магистра машиностроения. Он работал над сварочными проектами более 20 лет и любит писать о сварочном оборудовании и услугах.
DIY портативный мини точечный сварочный аппарат интегрированный сварочный аппарат сварочный комплект точечный B2R4
suneducationgroup.com Сделай сам Портативный мини-точечный сварочный аппарат Интегрированный сварочный аппарат Комплект для точечной сварки B2R4 Сварочное оборудование и аксессуары ЧПУ, Металлообработка и производствоDIY Портативный мини-точечный сварочный аппарат Интегрированный сварочный аппарат Сварочный аппарат Точечный B2R4. Этот аппарат для точечной сварки может автоматически обнаруживать срабатывание триггера через 0,8 с после того, как паяльная ручка коснется никелевого листа. Не все материалы могут обеспечить хороший эффект точечной сварки. Вышеупомянутый тест не проблема. После того, как сварочная ручка будет нажата, она может поставляться в нестандартной упаковке.например, обычная или незапечатанная коробка или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Продукт: : как показано , MPN: : Не применяется : Тип: : как показано , Страна / регион производства: : Китай : Бренд: Без бренда , UPC: : Не применяется : EAN: : Не применяется Нанесите ,。, неиспользованный, прозвучит зуммер и подождет около 1 секунды, чтобы начать сварку. Состояние: Новое: Совершенно новый, неоткрытый и неповрежденный предмет в оригинальной розничной упаковке (если применима упаковка). Если товар идет напрямую от производителя.
8 Step Mudah Untuk Melanjutkan Kuliah Ke Luar Negeri
Пада дасарнья СОЛНЦЕ Образование menyediakan pelayanan komprehensif, lengkap dan mudah dalam satu atap. Mulai dari konsultasi gratis pilihan studi, proses pendaftaran ke institusi yang dituju, pengurusan visa hingga pelayanan selama siswa studi di luar negeri.Berikut adalah pelayanan prima SUN Education, yang dirangkum ke dalam 8 Langkah Mudah Pengurusan Studi ke Luar Negeri:
1 ШАГ 1. ПОДГОТОВКА НА АНГЛИЙСКОМ ЯЗЫКЕ
Faktor terpenting sebagai modal utama Untuk sukses belajar di luar negeri adalah penguasaan akan bahasa Inggris.Sebagai persyaratan masuk suatu institusi, diperlukan hasil nilai IELTS ™, TOEFL®, SAT® atau GMAT®.SUN Language & Training Centre merupakan divisi integration dari SUN Education Ян Хадир Untuk Memberikan Solusi Terbaik Untuk Persiapan Anda. Tidak perlu jauh-jauh, tes internasional-nya pun dapat dilakukan di salah satu cabang SUN Education terdekat.
2 ШАГ 2: KONSULTASI DENGAN KONSELOR SUN EDUCATION GROUP
Dapatkan informasi lengkap mengenai bidang studi, prospek karir, pemilihan negara дан Universitas berdasarkan minat dan kemampuan.SUN Education bekerjasama dengan Biro Psikologi terkemuka: Tes Bakat Indonesia, memberikan pelayanan extra bagi siswa yangmbutuhkan bimbingan lebih lanjut mengenai penjuruan studi дан eksplorasi minat bakat.
3 ШАГ 3: ПРОЗА APLIKASI
Untuk mendaftar diperlukan dokumen seperti mengisi formulir pendaftaran, nilai akademis (ijasah, rapor, UAN), ujian bahasa Inggris internasional (IELTS ™, TOEFL® atau tes lainnya) и фотокопи паспор.Tambahan dokumen lainnya bila diperlukan adalah seperti surat akademik dan profesional, личное заявление, surat referensi kerja dan предложение riset.Tidak perlu khawatir, semua proses pengurusan dokumen di atas akan dibimbing oleh konselor SUN Education янь berpengalaman.
4 ШАГ 4: ПРЕДЛОЖЕНИЕ
Konselor SUN Education акан мембанту мем-последующие меры для институтов янь dituju. Tergantung на уровне Studi дан institusi Ян dituju, biasanya dibutuhkan waktu 1 minggu hingga 2 bulan untuk mendapatkan surat penerimaan ini.
5 ШАГ 5: ПЕМБАЯРАН БИАЯ СЕКОЛА (ПЛАТА ЗА ОБУЧЕНИЕ)
Setelah menerima Письмо с предложением дан semua persyaratan akademis dipenuhi, maka siswa akan diminta untuk melakukan pembayaran biaya uang sekolah dan / atau biaya lain yang diperlukan.
6 ШАГ 6: ПЕНГУРУСКАЯ ВИЗА ПЕЛАДЖАР
Konselor SUN Education akan mengurus surat permohonan visa pelajar di negara yang bersangkutan. Untuk mengajukan visa pelajar diperlukan dokumen seperti formulir visa, surat penerimaan (письмо с предложением), букти кеуанган дари орангтуа атау пихак спонсор, букти академик терахир, акте лахир, карта келуарга дан лайння.
7 ШАГ 7: TIKET, AKOMODASI DAN PENJEMPUTAN
Konselor SUN Education акан мембанту далам халпенгурусан тикет песават, акомодаси дан пенджемпутан ди негара туджуан.
8 ШАГ 8: ПРЕДВАРИТЕЛЬНАЯ ИНФОРМАЦИЯ
Mengikuti pengarahan (брифинг перед отъездом) дари конселор SUN Education sebelum berangkat ke negara tujuan. Selama siswa studi ди луар negeri, konselor kami pun akan selalu siap memantu.
2 сентября 2021 г.
Джерман Менджади Салах Сату Негара ди Еропа Ян Менджади Туджуан Махасисва Индонезия Саат Беркулия ди Луар Негери. Денган биая […]
1 сентября 2021 г.
Шиапа ян пунйа чита-чита кулиа хукум? Apalagi kalau jurusan hukumnya di Universitas luar negeri seperti Inggris.Inggris sendiri memiliki […]
30 августа 2021
Джика дитанья негара Eropa мана ян ингин диджадикан туджуан беладжар, пасти баньяк янь менджаваб Беланда. Меманг, карена аданья седжарах […]
НОВОСТИ LIHAT SEMUA
Событие Булан Ини
Продвижение колледжа IG Live UIC – 4 сентября 2021 г.
Без категории
Учеба в Сингапуре Неделя 8-10 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия
Учеба в Сингапуре Неделя 8-10 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия
Учеба в Сингапуре Неделя 8-10 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия
Информационная сессия в Западном Сиднее – 11 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия
МЕРОПРИЯТИЯ LIHAT SEMUA
Kuliah Ke Luar Negeri Merupakan Impian Setiap Orang
Menyandang gelar sarjana дари университас луар negeri dengan berbagai pengalaman unik akan menjadi nilai jual tersendiri ketika memasuki dunia kerja, terutama saat kembali ke Indonesia.
Tentunya untuk mencapai semua hal tersebut, semua persiapan harus direncanakan dengan matang.
Saya telah mendengar SUN Education sebelumnya dari keluarga дан теман-теман сайа дан мерека менгатакан бахва лайанан яндиседиакан адалах бенар-бенар байк дан сангат мембанту. SUN Education sangat memberu saya untuk belajar ke Selandia Baru dengan pelayanan дан ответ янь cepat дан оранг-орангутанг янь benar-benar baik. Terima kasih khususnya kepada para konselor yang memberu saya menyelesaikan persyaratan dan dokumentasi Untuk gelar master Saya.Мантан Секолах: Университет Таруманегара Джурусан: Магистр Акунтанси Institusi: Университет Вайкато,
Pengalaman Saya Bersama SUN Education sangat menyenangkan. Сая percaya SUN Education адалах агент пертама ян сая пилих карена мемилики латар белаканг дан кинерджа ян сангат байк. SUN Education дан konselornya sangat gesit дан memantu 100% keperluan дан ketentuan янь dibutuhkan oleh Universitas янь dituju. SUN Education sangat mempercepat proses segalanya.Бывшая школа: SMA Bogor Raya Специальность: диплом по бизнесу (часть 2) Учреждение: Университет Монаша
SUN Education member saya untuk mencari referensi kampus dan memudahkan mengurus dokumen untuk ke Universitas. Бывшая школа: Universitas Trisakti Специальность: магистр международного бизнеса. Учреждение: Curtin Singapore
DIY портативный мини точечный сварочный аппарат интегрированный сварочный аппарат сварочный комплект точечный B2R4
DIY портативный мини точечный сварочный аппарат интегрированный сварочный аппарат сварочный комплект точечный B2R4
Мини точечный сварочный аппарат Интегрированный сварочный аппарат Комплект для точечной сварки Точечный B2R4 Портативный DIY, не все материалы могут получить хороший эффект точечной сварки, вышеуказанный тест не является проблемой, после нажатия сварочной ручки раздастся звуковой сигнал и подождет около 1 секунды. триггерная сварка.Этот точечный сварочный аппарат может автоматически обнаруживать триггер через 0,8 секунды после того, как паяльная ручка касается никелевого листа, оптовые цены, покупка сейчас гарантирована, удовлетворены, конкурентоспособные цены с комплексными.Точечный сварочный аппарат Интегрированный сварочный аппарат Сварочный комплект Точечный B2R4 DIY Портативный мини, DIY Портативный мини Точечный сварочный аппарат Интегрированный сварочный аппарат Сварочный комплект Точечный B2R4.
Сварочный аппарат DIY для создания аккумуляторных блоков
Для сварки металла с металлом с помощью аппарата для точечной сварки важны две вещи:
- определенное давление на материал с помощью электродов для обеспечения надлежащей проводимости
- время, необходимое для сварки материала
Первый бит может быть получен путем шарнирного поворота обоих рычагов по отдельности и создания подпружиненных обоих рычагов.У меня не было пружин, поэтому я использовал кольцо из ниндзяфлекса для 3D-принтеров. Работает отлично! (пока).
Время сваривать материал – это еще одна история, которую я расскажу в журнале программного обеспечения.
Я хотел создать корпус, который легко перемещать, с открытыми рычагами, дисплеем, предохранителем за отсеком для обслуживания, потенциометрами, а также моим любимым настенным выключателем 86 карат от Home Depot. Он также должен был обеспечить достаточную прочность для размещения тяжелого трансформатора, а также двух шарнирных рычагов, которые вообще не должны двигаться, кроме как вертикально.
По сути, это коробка. В нем есть все, что описано выше, и он сделан из прочной 5-миллиметровой фанеры от Home Depot. Передняя панель сделана из фанеры толщиной всего 3 мм, потому что мне нужно было правильно установить потенциометры, а также дисплей. Остальное – украшение.
Внутри находится блок предохранителей, настенное зарядное устройство за 1 доллар от Dollar Tree (я действительно пошел ва-банк!), А также реле Arduino за 2 доллара. Я установил на переднюю панель все, что имеет напряжение 5 В или которые через некоторое время нужно будет заменить.
Петлевой механизм не менее прост. Мне просто нужно было ограничить две руки по всем осям, кроме одной. Это возможно с жесткими боковыми пластинами и центральной пластиной, чтобы держать их отдельно друг от друга, поэтому к верхней крышке приклеены три пластины, а не только две внешние.
В итоге все выглядело точно так же, как и в реальной жизни:
Я обработал на своем модифицированном китайском лазере K40 все, без чего не мог жить, и начал собирать корпус.К сожалению, у меня закончились винты 12×3 мм, поэтому мне пришлось вернуться к приклеиванию вместо прикручивания. Не совсем то, что я хотел, но это тоже работает. Это лишь немного усложнило процесс, но по-прежнему очень удобно и дешевле.
Я установил переключатель внутри механизма петли, чтобы автоматически запустить сварочный аппарат, как только я прижал электроды к материалу для сварки с достаточной силой.
Получившийся корпус отлично смотрится на моем столе и действительно хорошо работает.Я могу поставить сварщика куда захочу. Настенный выключатель действительно хорошо работает и на передней панели.
Дисплей легко читается с точки зрения оператора. Контраст действительно очень хороший, если смотреть спереди.
Вскоре после того, как все было собрано, я начал делать несколько пробных сварных швов. Конечно! Мне не терпелось протестировать свое программное обеспечение, и мне очень хотелось узнать две вещи:
- Как внезапный скачок напряжения повлияет на Arduino с его источником питания за 1 доллар?
- Выдержит ли реле Arduino прямо из Китая хотя бы одну операцию?
К моему большому удивлению, ответ на оба эти вопроса был очень положительным! Все работает! Я даже начал набирать продолжительность как предварительной сварки, так и сварки, начиная с моего 0.Никелевые полосы 2×8 мм требовали намного меньше времени на сварку, чем мои стальные полосы 0,75 мм. Ничего удивительного.
Что мне больше всего понравилось в этом тесте, так это испытание на разрыв сварных полос.
Я не мог.
Я использовал два плоскогубца и приложил все усилия, которые я смог приложить, и только одна точка сварки отскочила и оставила отверстие! ОПАСНО!
В итоге я протестировал свой новый инструмент с батареями за 1 доллар (8 за 1 доллар – угадайте откуда). Я просто хотел что-то сварить.Батареи – полная чушь, и я бы никогда не купил их снова ни для чего серьезного, но для сварочных упражнений они казались идеальными.
Не было.
По всей видимости, отрицательный полюс АКБ – это просто заглушка и отделяется от АКБ при плавлении термоусадки. Его буквально не связывают с батареей, кроме как прикосновением к поверхности. Однако …
Подробнее ” .