Механобоработка. Токарные работы/услуги.Точение на токарном станке. Обработка металла и изготовление деталей по выгодным ценам
Главная -> Обработка металла -> Механическая обработка металлов -> Токарная обработка металла -> Точение на токарном станке
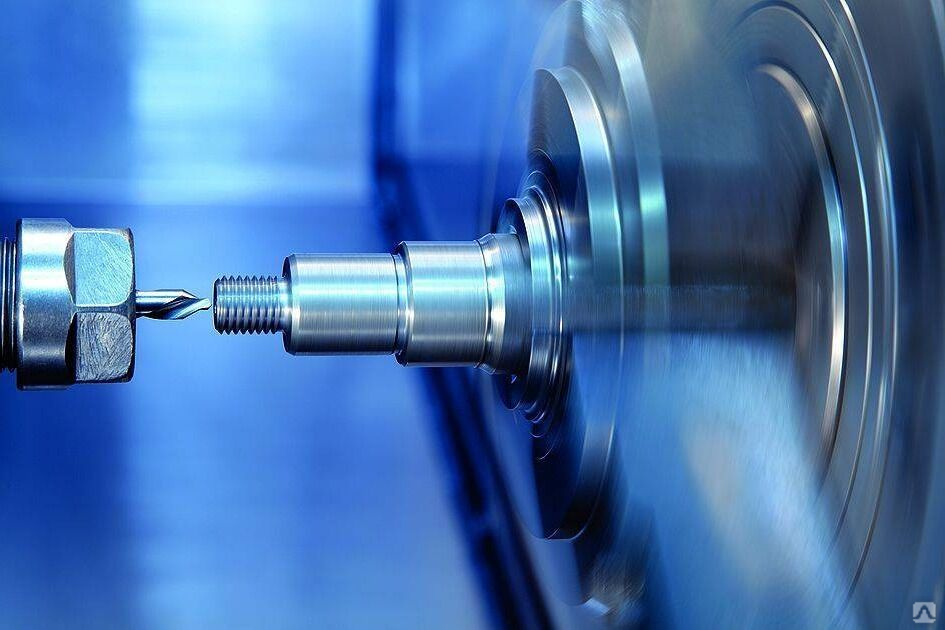
Точение на токарном станке – это один из основных видов механической обработки металла резанием. Точение применяется при изготовлении тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др).Выполняется точение на токарных станках Группы Компаний «ЛИГ», находящейся в Санкт-Петербурге. При этом используется такой вид промышленного инструмента как резцы.
Токарное точение может применяться для выполнения следующих работ:
- обработка наружных поверхностей;
- обработка внутренних поверхностей;
- обработка плоских торцевых поверхностей;
- разделение заготовки на части и отделение готовой детали от заготовки.


В связи с этим выделяют несколько видов точения:
- обтачивание;
- растачивание;
- подрезание;
- резка.
Технологические возможности предприятия позволяют производить работы по точению различной точности. В связи с этим такой процесс обработки металлоизделий можно разделить на несколько этапов:
- черновое;
- получистовое;
- чистовое;
- тонкое точение.
Черновое точение включает операции по удалению дефектных слоев заготовки, разрезке отрезке и подрезке торцов заготовки. В ходе такой обработки металла происходит срезание более 70% припуска на обработку. При этом на детали достигается шероховатость по Ra от 50 до 12,5.
Получистовое точение предполагает снятие 20-25% припуска. В итоге получают деталь с шероховатостью по Ra равную 6,3-3,2. А точность изготовления заготовки достигает по 10-11-го квалитетов. В ходе такой обработки заготовка получает форму, близкую к детали.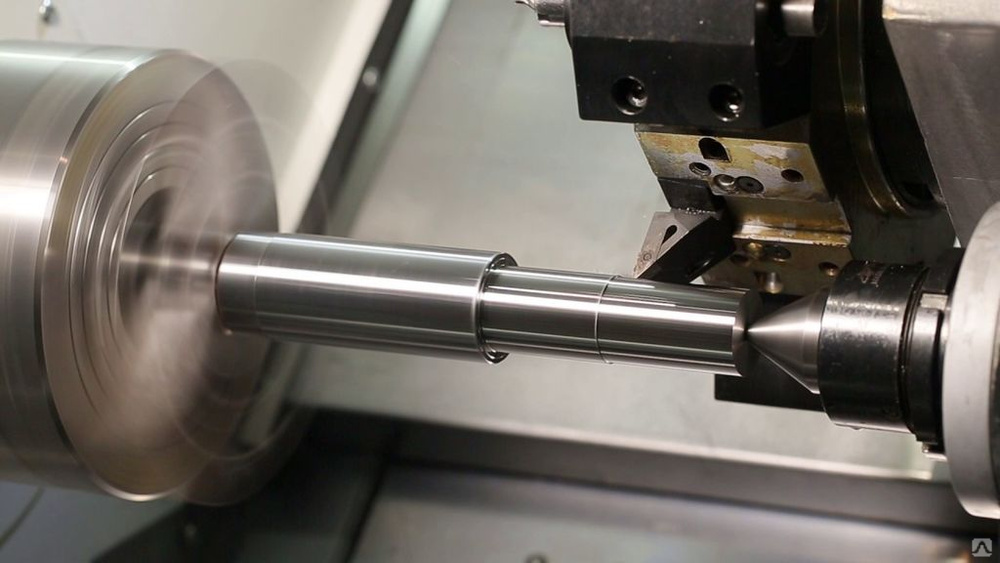
В ходе чистового точения обеспечивается шероховатость по Ra 3,2-1,6 и точность равная 7-ому и 9-ому квалитету. Деталь получает окончательную форму и размеры.
Когда требуется достичь на поверхности детали шероховатость поверхности по Ra 0,40-0,20, а также точность 5-7 квалитетов применяется тонкое точение. В этом случае с поверхности заготовки срезаются очень тонкие стружки. Следует отметить что тонкое растачивание по точно по точности и чистоте поверхности превосходит развертывание и не уступает шлифованию.В особенности это касается когда производится токарная обработка заготовок из цветных металлов.
Токарные работы на заказ
Производство Группы Компаний “ЛИГ” основано на применении универсальных станков. Это позволяет выполнять практически все виды токарных работ на заказ. В ходе механообработки мы используем собственное оборудование. Поэтому мы можем предложить изготовление деталей на токарных станках по образцу или чертежам заказчика.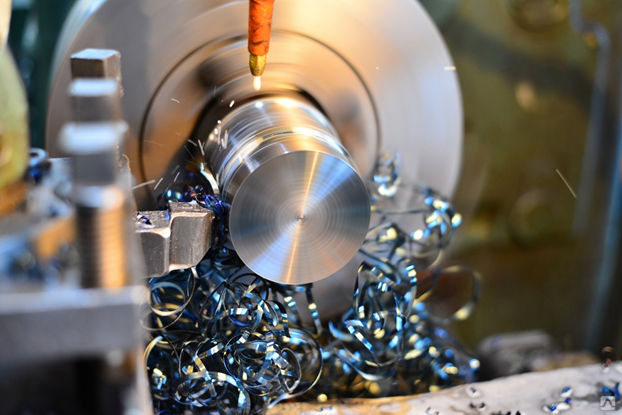
Цена на токарные работы
Цена на токарные работы для каждого заказа на механообработку рассчитывается индивидуально, так как зависит от нескольких показателей. К таким показателям можно отнести:
- наличие необходимого оборудования;
- материала выбранного для изготовления детали;
- размер партии изготовления;
- особенности производимых работ, их сложности;
- сроки изготовления.
Для правильного расчета стоимости и сроков выполнения Вашего заказа необходимо связаться с нашими специалистами предоставить чертеж или образец детали.
Основные принципы точения металла
В данной статье речь пойдёт об основных принципах точения металла и особенностях режущих инструментов.
Токарная обработка, или точение металла — один из самых распространенных и многофункциональных способов работы с заготовками. Суть заключается в том, что с детали убирают слой определенной толщины, чтобы получить нужные размеры либо добиться требуемой степень шероховатости.
Точение бывает черновым и чистовым, в зависимости от грубости обработки. Зачастую именно точение позволяет получить деталь быстрее и проще, чем другие способы (литье, штамповка и пр.).
Основные принципы
Для осуществления токарных работ по металлу применяется специальное станочное оборудование и резцы, сверла, развертки — иными словами, различные типы режущих инструментов. С помощью функций этого оборудования с металлической заготовки удаляется слой металла заданной толщины.
Два движения, которые в сочетании позволяют производить точение:
- Вращение заготовки, которая зафиксирована посредством планшайбы или патрона;
- Подача режущего инструмента, при помощи которого добиваются нужных форм и габаритов изделия, а также качества поверхности.
Эти два движения могут совмещаться массой разных способов. Поэтому токарный станок, в зависимости от модели, используется для решения многих задач, к примеру: вытачивание канавок, срезание фрагмента детали, создание и зенкерование отверстий, нарезка резьбы и пр. Это означает, что при участии токарного оборудования создается широкий спектр изделий — гайки, зубчатые колеса, разнообразные валы, муфты, кольца, втулки — главным образом объекты вращения.
Это означает, что при участии токарного оборудования создается широкий спектр изделий — гайки, зубчатые колеса, разнообразные валы, муфты, кольца, втулки — главным образом объекты вращения.
Для того, чтобы изделие получилось в строгом соответствии с заданными параметрами, осуществляется контроль над его качеством при помощи широкого ряда измерительных устройств: нутрометр, штангенциркуль, микрометр и так далее.
Читайте также
- Как правильно сверлить металл?
- Виды металлообработки
- Чем различаются СОЖ для металлообработки
Расточка отверстий
Рассмотрим подробнее один из основных видов обработки металла точением — расточные операции. Существует немало разных видов отверстий и, соответственно, инструментов для их обработки. Так, основной фактор выбора резца зависит от того, глухое или сквозное должно быть отверстие. Впрочем, встречаются инструменты, которые используются для чистового растачивания любого типа элемента.
Как происходит расточка:
- Заготовку закрепляют в кулачковом патроне таким образом, чтобы она не упиралась в середину задней бабки;
- Резец зажимают с помощью держателя и располагают в соответствии с осью вращения изделия;
- Выполняются поступательные действия, в процессе которых происходит постепенное отклонение от середины.
Обычно отверстия растачивают после того, как их просверлили, но бывают и иные ситуации: когда нужно обработать изнутри канавки или пазы, выполненные на фрезерном станке. В процессе диаметр увеличивается (по всей глубине прохода или же на конкретной заданной области). В первом случае используются инструменты проходного типа, а в другом — обычно прорезное лезвие. Оборудование для расточки (такое как подрезной резец) помогает также в обработке внутреннего торца глухого отверстия.
Между режущими инструментами для наружных и внутренних операций существует разница. В частности, первые образцы менее жесткие по своей структуре.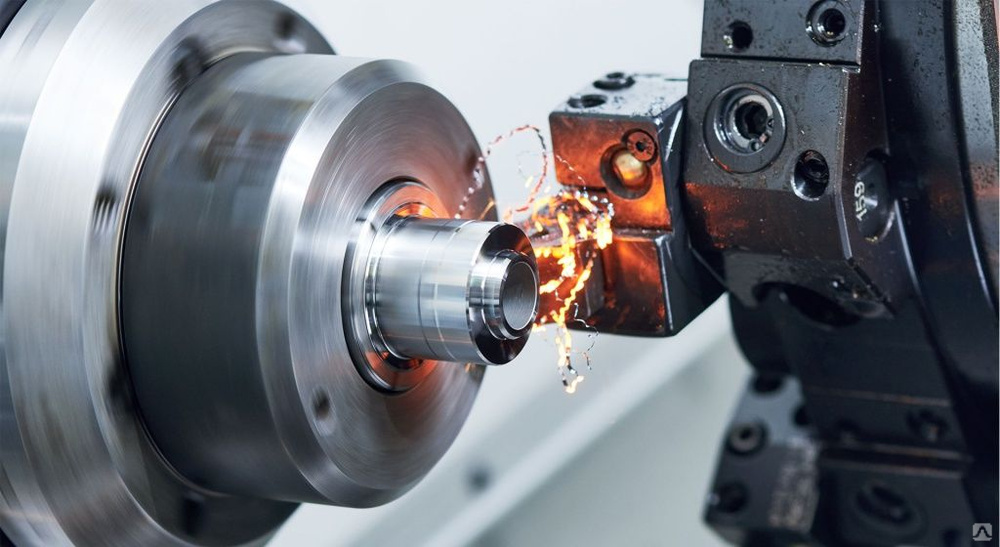
Особенности режущих инструментов
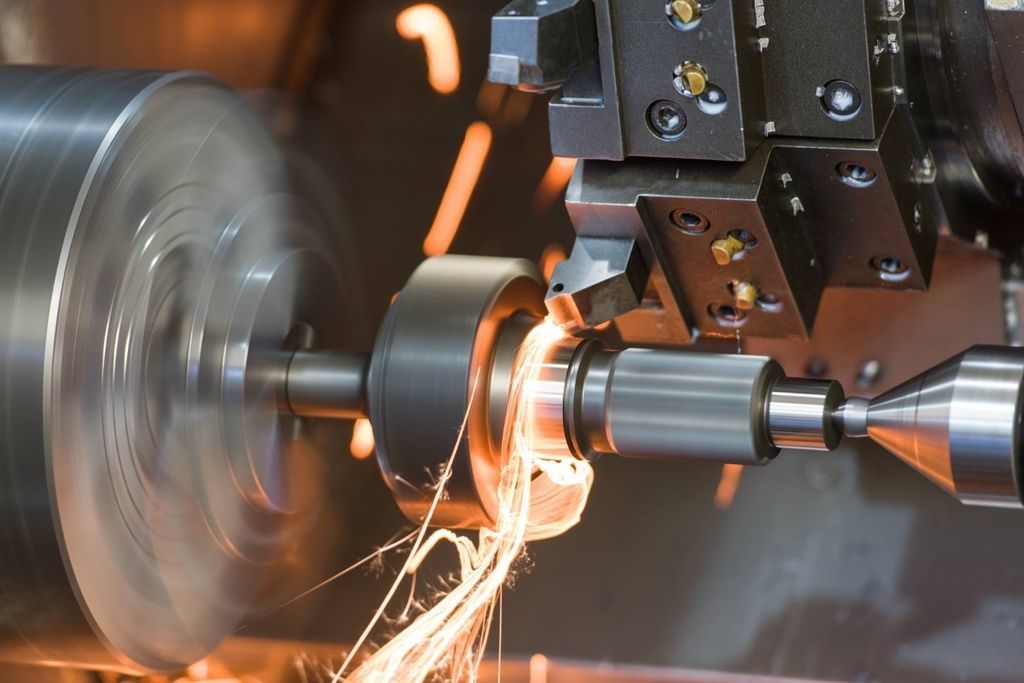
Эффективность токарных работ определяется следующими основными показателями: скорость резания, глубина доступа инструмента, размер продольной подачи. Принципы, которым нужно следовать, чтобы обработка была максимально качественной:
- Полноценный уход за всеми узлами и компонентами станка, своевременное техническое обслуживание с участием смазочно-охлаждающих жидкостей;
- Обеспечение максимально возможного снятия слоя металла за единичный проход;
- Плотная фиксация резца с достаточной силой воздействия на заготовку;
- Оптимальная скорость вращения изделия в процессе обработки.
Для определения нужной скорости учитывается как тип резца, так и характеристики обрабатываемого материала. Задействуя разные виды режущих инструментов, человек может добиться любого результата обработки. Режущая кромка инструмента, как правило, изготавливается из твердых сплавов и оборудуется эльборовыми или алмазными вставками, поскольку ее прочность имеет очень большое значение.
Резцы классифицируются по нескольким параметрам: по форме и конструкции (прямые, отогнутые, оттянутые), по назначению (канавочные, подрезные, резьбовые и т.д.). Правильный выбор инструмента очень важен, так что этому уделяют много внимания при обучении специалистов компаниями.
Тонкое обтачивание
Завершающим этапом работ часто становится тонкое чистовое точение. Заготовка при этом вращается на скорости 1500-2000 об/мин, то есть на довольно высоких оборотах, а шаг подачи резца не превышает 60% на один оборот от ширины режущей кромки. Лезвие рекомендуется выбирать широкое и размещать его параллельно плоскости, которая подвергается обработке. Чистовой проход устраняет все шероховатости, поэтому шлифовка не требуется при условии, что глубина резания у аппарата установлена минимальная.
Каждый металл требует собственной частоты вращения заготовки, например:
- Цветные металлы и их сплавы — 1000 м/мин;
- Сталь — до 250 м/мин;
- Чугун — до 150 м/мин.

Обтачивание наиболее часто используется для работы с цветными металлами или их сплавами. Чугун и сталь так обрабатываются лишь в исключительных случаях.
Заключение
Точение металла — операция, без которой практически невозможно представить многие производственные сектора в современном мире. Отрасль уже достигла большого прогресса, но этим дело не ограничивается — развитие все еще активно идет. Его цель — достижение максимального качества обработки, высоких скоростей, более удобного управления. Наш интернет-магазин предлагает владельцам токарных станков широкий выбор СОЖ, которые способны продлить сроки службы оборудования и улучшить точность работы.
Инструменты для токарного станка по дереву: Набор инструментов для токарной обработки дерева
Нажмите, чтобы увеличить
 org/Offer”>
$ 333,99
org/Offer”>
$ 333,99Опции резьбонарезного станка Набор для токарной обработки с резьбонарезным станком 12TPI — $333,99 Набор для токарной обработки с нарезным станком 16TPI — $333,99
Количество
Добавить в список желаний
- Обзор
- Как устроен этот инструмент
- Приоритетная доставка. Бесплатные возвраты.
Обзор
Любимая деревянная шкатулка — это чистый холст для вашего дизайнерского вдохновения. Пусть эти необходимые инструменты помогут начать переворачивание коробок!
3 инструмента, 1 рукоятка, 2 адаптера:
- Долото для шпинделя 3/8”
- Скребок для коробок 3/4 дюйма
- Резьбонарезной станок 12 или 16TPI и шариковая рукоятка
- Ручка 12 x 3/4 дюйма
- Адаптер 3/8”
- Адаптер 1/2”
Как устроен этот инструмент
Мы начинаем с самого острого края и не останавливаемся на нем. Победите вибрацию, попрощайтесь с постоянной переточкой и пусть летят тонкие стружки. Обеспечение высочайшей производительности вашего токарного станка стимулирует наше производство.
Победите вибрацию, попрощайтесь с постоянной переточкой и пусть летят тонкие стружки. Обеспечение высочайшей производительности вашего токарного станка стимулирует наше производство.
Мы работаем с быстрорежущей сталью M42 уже 4 десятилетия, и она идеально подходит для токарной обработки дерева. Вы будете меньше шлифовать – добавка кобальта обеспечивает непревзойденную стойкость режущей кромки. Кроме того, сталь обеспечивает более тонкую и острую кромку для чистых срезов. М42 беспроигрышный вариант: меньше шлифовки и более гладкие резы.
Наш тщательно подобранный M42 изначально представляет собой цельную заготовку и прецизионно обработан (не сформирован) с уникальным круглым хвостовиком для непревзойденной прочности. Каждая выемка имеет характерную полировку флейты. Это улучшает режущую кромку и обеспечивает эффективный сход стружки. Узнайте больше о M42 HSS здесь.
Тщательные и подробные итоги нашего производства . Круглый хвостовик каждого инструмента, подавляющий вибрацию, имеет настолько точный диаметр, что вы услышите хлопок, когда вытянете его из рукоятки. И каждый инструмент покидает нашу фабрику остротой, как бритва, и имеет 100% пожизненную гарантию. Построено на совесть!
И каждый инструмент покидает нашу фабрику остротой, как бритва, и имеет 100% пожизненную гарантию. Построено на совесть!
Будьте уверены, наши алюминиевые ручки на ощупь так же великолепны, как и выглядят. Идеальный вес для баланса и маневренности, а также дизайн, подходящий для вашей руки. Вы забудете, что ручка даже там, в лучшем случае. Два установочных винта крепят инструмент к рукоятке и позволяют снимать его для заточки.
От полировки канавки до накатки ручки, мы не срезаем углы . Независимо от того, только начинаете ли вы или работаете десятилетиями, для меня большая честь предоставить вам качественные инструменты. Узнайте больше о нашей истории здесь.
Приоритетная доставка. Бесплатные возвраты.
Приоритетная доставка означает, что ваш инструмент скоро прибудет на ваш токарный станок! После того, как ваш инструмент прошел наш строгий производственный процесс, мы отправляем его приоритетной почтой для быстрой доставки на ваш токарный станок.
| США | БЕСПЛАТНАЯ приоритетная доставка на сумму более 275 долларов США |
| США | До 275 долларов США 9,95 долларов США с приоритетной доставкой |
| Канада и международный | Рассчитывается во время оформления заказа |
Возврат осуществляется без проблем. Позвоните нам или отправьте электронное письмо, и мы предоставим вам почтовую этикетку для возврата и полный возврат средств.
Рождественский подарок!!
Отход от твердого сплава
Не так много времени провел на токарном станке. Уборка и ремонт магазина. Я немного попрактиковался со всеми инструментами Carter and Sons, которые купил, и до сих пор они мне нравятся. Все еще чувствую себя охотником за нитками, но получаю удовольствие. Отличные инструменты.
Отличные инструменты.
Недавно просмотренные
Токарные услуги с ЧПУ | Получите прототипы производственных деталей, обработанных токарным станком
Обзор: что такое токарная обработка с ЧПУ?
Основы токарных станков с ЧПУ
Токарные станки с ЧПУ могут производить недорогие детали для простых цилиндрических форм. Живой инструмент доступен для более сложной геометрии и оценивается в каждом конкретном случае.
Как работает токарная обработка с ЧПУ
Используйте одноточечные режущие инструменты для удаления материала с вращающейся заготовки. При токарной обработке с ЧПУ станок с ЧПУ, обычно токарный или токарный станок, подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до тех пор, пока не будет достигнут желаемый диаметр. Большинство токарных станков с ЧПУ состоят из двух осей, X и Z.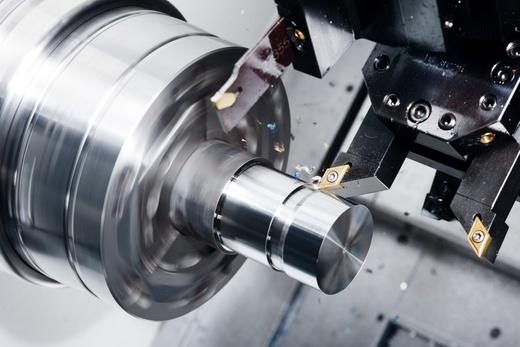
Общие приложения
- функциональные прототипы и детали для конечного использования
- детали с цилиндрическими элементами
- детали с осевыми и радиальными отверстиями, лысками, канавками и пазами
Типы токарной обработки с ЧПУ
Существует множество типов токарных операций с ЧПУ для токарных станков с ЧПУ, которые могут выполняться на токарном станке с приводом на токарном заводе с ЧПУ, включая токарную обработку, отрезку, торцевание, растачивание, развертывание, токарную обработку конуса, сверление, накатку, нарезание резьбы, нарезание канавок, и т. д., поставляется с различными инструментами, стоимостью и временем настройки.
- 1. Коническое точение: изготовление цилиндрической детали, диаметр которой уменьшается от одного конца к другому.
- 2. Твердое точение: подходит для материалов с твердостью по шкале Роквелла выше 45, обычно выполняется после термообработки.
- 3. Генерация сфер: создание сферической готовой поверхности, вращающейся вокруг фиксированной оси вращения.
- 4. Торцевание: токарная операция, при которой заготовка обрабатывается до ее центра.
- 5.Разъединение: создайте глубокие канавки, которые удаляют завершенный или частично завершенный компонент из исходного материала.
- 6. Нарезка канавок: аналогична отрезке, но только нарезка на определенную глубину снаружи или внутри заготовки.
- 7. Сверление: удаление материалов для сверления отверстий изнутри заготовки с помощью сверл, неподвижно закрепленных в задней бабке или револьверной головке токарного станка. Сверление: увеличить или сгладить существующее отверстие.
- 8. Накатка: вырежьте зубчатый рисунок на поверхности заготовки с помощью накатного инструмента, чтобы изменить или улучшить визуальный эффект или ручное сцепление.
- 9.Расширение: удалите небольшой объем материала из просверленного отверстия для получения очень точных диаметров.
- 10.Нарезание резьбы: нарезка стандартной и нестандартной резьбы, как правило, означает нарезание резьбы в одной точке.
- 11. Многоугольная токарная обработка: обработка некруглых форм без прерывания вращения сырья.

 Сверление: увеличить или сгладить существующее отверстие.
Сверление: увеличить или сгладить существующее отверстие.Особенности обработки с ЧПУ
Преимущества
Быстрый оборот
Используя новейшие станки с ЧПУ, компания PCBWay производит высокоточные и быстротокарные детали всего за 2 дня.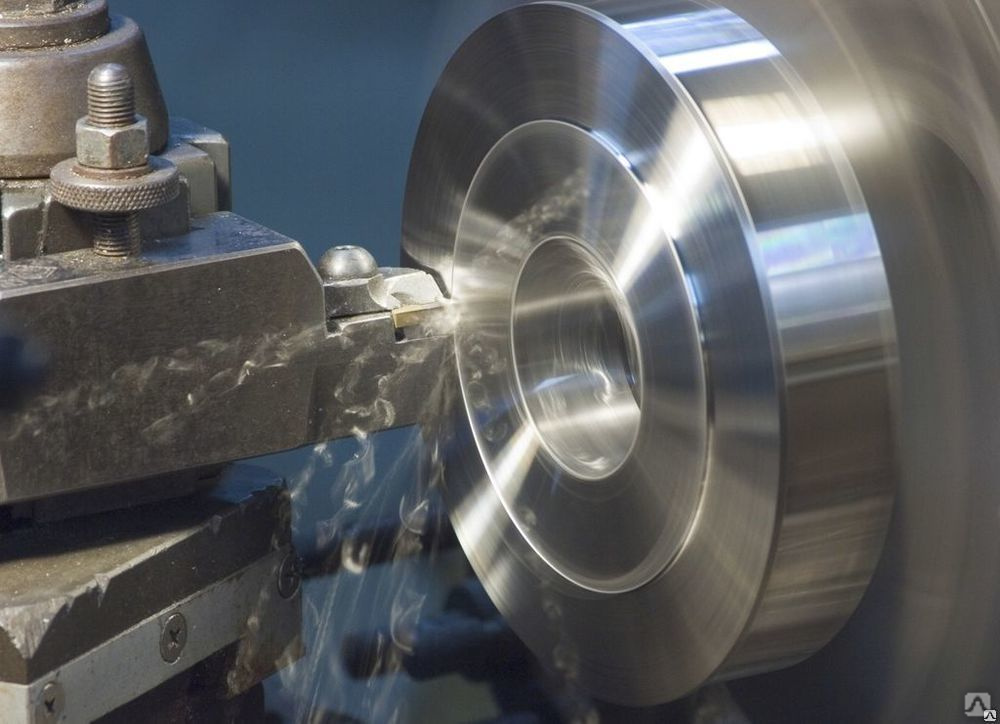 Мы также мгновенно указываем детали, обработанные на станках с ЧПУ, сокращая дни вашего процесса запроса цен.
Мы также мгновенно указываем детали, обработанные на станках с ЧПУ, сокращая дни вашего процесса запроса цен.
Высокая точность допусков
Предлагает высокоточные допуски в диапазоне от +/-0,001″ до 0,005″, в зависимости от спецификации заказчика. Мы являемся экспертами в производстве деталей, которые действительно изготовлены по индивидуальному заказу и готовы к использованию.
Масштабируемость
Обработка с ЧПУ идеально подходит для прототипирования и производства деталей. PCBWay Массовый масштаб может помочь вам перейти от фазы тестирования к серийному производству в 100 000 и более деталей.
Нестандартная отделка поверхности
Подходит для многих различных видов подложек, делает ваши детали такими же, как настоящие продукты.
Выбор материала
Выбирайте из более чем 50 металлических и пластиковых материалов. CNC Machining предлагает широкий выбор сертифицированных материалов.
Экономия затрат
Низкие затраты на инструменты и подготовку, экономичность для деталей с простой структурой.
Недостатки
Ограничения структуры
Блокировку и полую структуру трудно обрабатывать с помощью ЧПУ.
Эффект масштаба
Стоимость единицы продукции и время выполнения заказа не будут снижены так сильно, как детали, изготовленные методом литья под давлением.
Максимальные возможности токарной обработки с ЧПУ
| Ограничения по размеру детали | Метрические единицы | Имперские единицы |
|---|---|---|
| Максимальный диаметр детали | 431 мм | 17 в |
| Максимальная длина детали | 990 мм | 39 в |
| Максимальный размах над кареткой | 350 мм | 13,7 дюйма |
Материалы для станков с ЧПУ
| Алюминий | Сталь | Медь/латунь/титан/цинк |
|---|---|---|
| 2А12 | 201 | Медь |
| 5052 | 303 | Латунь |
| 7075 | 304 | Титан (Ti) |
| 6061 | 316 | Цинк(Zn) |
| прочие | 430 | Мягкая сталь (низкоуглеродистая сталь) |
| – | другие | Легированная сталь |
| – | – | Инструментальная сталь |
| Пластик | Другие |
|---|---|
| АБС | Бакелит |
| Прозрачный АБС-пластик | Резина |
| Поликарбонат (ПК) | FR4 |
| Акрил (ПММА) | Другие |
| Делрин/ацеталь (ПОМ) | – |
| Полиэтилен (ПЭ) | – |
| ПТФЭ (тефлон) | – |
| ПЭЭК | – |
Заказные материалы
Различные варианты металлических и пластиковых деталей, изготовленных на станке с ЧПУ, доступны для мгновенного онлайн-предложения.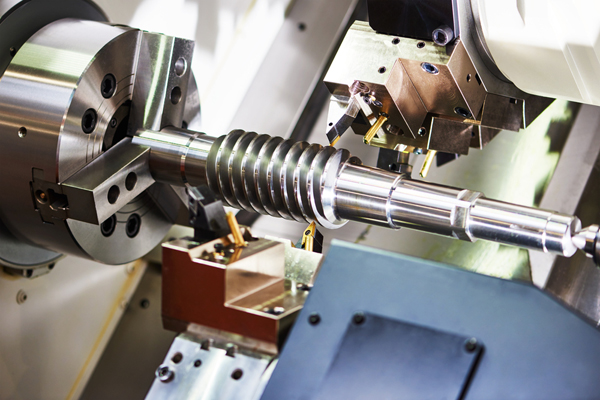 Если вы не видите запас материала, который вы ищете, выберите «Пользовательский» в раскрывающемся списке материалов на странице вашего предложения и отправьте заявку на экспертную техническую оценку после того, как вы укажете характеристики, допуски, потребности в проверке и требуемое количество.
Если вы не видите запас материала, который вы ищете, выберите «Пользовательский» в раскрывающемся списке материалов на странице вашего предложения и отправьте заявку на экспертную техническую оценку после того, как вы укажете характеристики, допуски, потребности в проверке и требуемое количество.
Наши стандартные покрытия
Вот список стандартных отделок поверхности. Для нестандартной отделки поверхности, такой как гальванопокрытие или полировка, обращайтесь [email protected].
После фрезеровки
Самый быстрый вариант отделки. На деталях остаются видимые следы инструмента и потенциально острые края и заусенцы, которые можно удалить по запросу. Отделка поверхности сравнима с отделкой 125 uin Ra.
Взрыв бисера
Абразивоструйная очистка, более известная как пескоструйная очистка, представляет собой операцию принудительного движения струи абразивного материала по поверхности под высоким давлением для сглаживания шероховатой поверхности, придания шероховатости гладкой поверхности, формирования поверхности или удаления поверхностных загрязнений.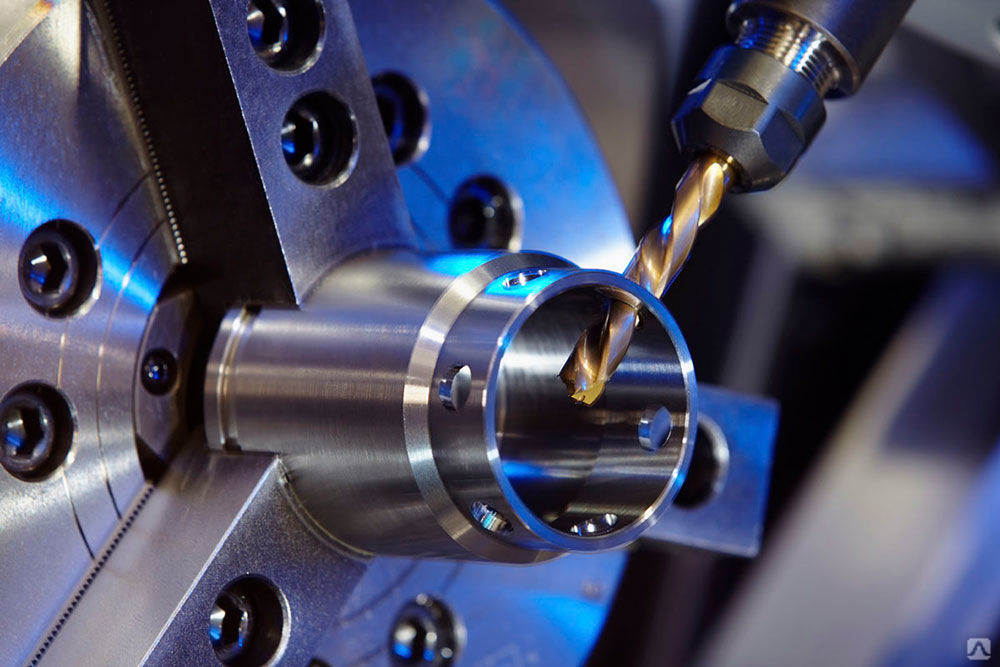
| Требование | Спецификация |
|---|---|
| Зернистость | #120 |
| Цвет | Однородный матовый цвет исходного материала |
| Маскировка деталей | Укажите требования к маскированию на техническом чертеже |
Анодированный (тип II или тип III)
Тип II создает коррозионностойкую отделку.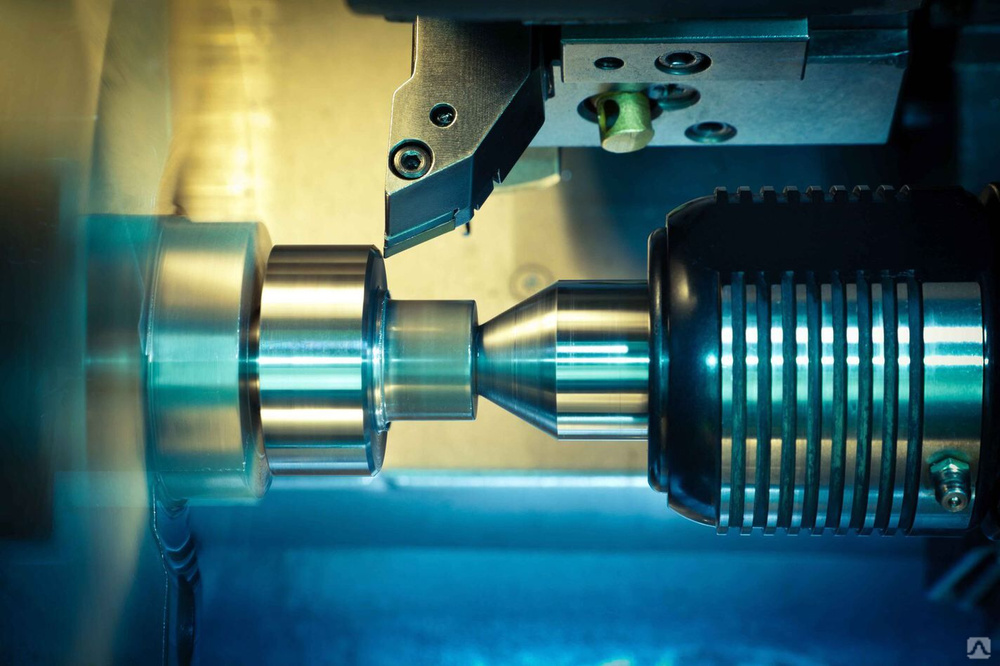 Детали могут быть анодированы в разные цвета — наиболее распространены прозрачный, черный, красный и золотой — и обычно ассоциируются с алюминием. Тип III толще и создает износостойкий слой в дополнение к коррозионной стойкости, характерной для типа II.
Детали могут быть анодированы в разные цвета — наиболее распространены прозрачный, черный, красный и золотой — и обычно ассоциируются с алюминием. Тип III толще и создает износостойкий слой в дополнение к коррозионной стойкости, характерной для типа II.
| Требование | Спецификация |
|---|---|
| Зернистость | #120 |
| Цвет | Однородный матовый цвет исходного материала |
| Маскировка деталей | Укажите требования к маскированию на техническом чертеже |
Дробеструйная обработка + анодирование цветное или прозрачное (тип II)
Анодирование типа II в основном используется для изготовления деталей с однородной, эстетически привлекательной поверхностью и обеспечивает хорошую коррозионную стойкость и ограниченную износостойкость. Перед анодированием детали подвергаются дробеструйной очистке до абразива №120.
Перед анодированием детали подвергаются дробеструйной очистке до абразива №120.
| Требование | Спецификация |
|---|---|
| Толщина | 8–12 мкм (прозрачный), 4–8 мкм (цветной) |
| Цвет | Черный, прозрачный или любой код RAL или номер Pantone |
| Маскировка деталей | Укажите требования к маскированию на техническом чертеже |
Порошковое покрытие
Это процесс, при котором порошковая краска распыляется на деталь, которая затем запекается в духовке. Это создает прочный, износостойкий и устойчивый к коррозии слой, который более долговечен, чем стандартные методы окраски. Широкий выбор цветов позволяет создать желаемую эстетику.
Это создает прочный, износостойкий и устойчивый к коррозии слой, который более долговечен, чем стандартные методы окраски. Широкий выбор цветов позволяет создать желаемую эстетику.
| Требование | Спецификация |
|---|---|
| Толщина | 18–72 мкм |
| Цвет | Черный или любой код RAL или номер Pantone. |
| Маскировка деталей | Укажите требования к маскированию на техническом чертеже. |
Электрополировка
Электрополировка — это электрохимический процесс, используемый для полировки, пассивации и удаления заусенцев с металлических деталей. Это полезно для уменьшения шероховатости поверхности.
Это полезно для уменьшения шероховатости поверхности.
| Требование | Спецификация |
|---|---|
| Цвет | Цвет натурального металла. |
| Маскировка деталей | Укажите требования к маскированию на техническом чертеже. |
Матовый
Матовый или тускло отполированный металл — это металл с однонаправленным сатиновым покрытием. Его получают путем полировки металла лентой или кругом с зернистостью 120–180, а затем размягчения безжировым составом с зернистостью 80–120 или нетканой абразивной лентой или подушечкой среднего размера. Обычно матовые металлы включают нержавеющую сталь, алюминий и никель.
Обычно матовые металлы включают нержавеющую сталь, алюминий и никель.
| Требование | Спецификация |
|---|---|
| Шероховатость поверхности | 0,8–1,5 мкм |
| Зернистость | #80-120 |
| Маскировка деталей | Укажите требования к маскированию на техническом чертеже. |
Обычай
Не видите нужной вам отделки? Отправьте запрос, и мы рассмотрим процесс отделки для вас.
Общие допуски ЧПУ
Если мы не согласовали другие допуски в вашем предложении, мы будем работать над достижением и соблюдением допусков, указанных ниже, которые будут варьироваться в зависимости от выбранного вами основного метода производства. (например: круглое отверстие 10 мм, допуск +0,01—0,03 мм)
| Размер детали | Допуск | Угловатость |
|---|---|---|
| < 12’’ (300 мм) | ± 0,005’’ (0,125 мм) | ± 0,5° |
| < 24’’ (600 мм) | ± 0,010’’ (0,250 мм) | ± 1,0° |
| < 36’’ (900 мм) | ± 1/64’’ (0,400 мм) | ± 1,0° |
Отзывы клиентов об услуге обработки с ЧПУ
Посмотреть больше
Ресурсы для станков с ЧПУ
Обработка с ЧПУ
Процесс заказа ЧПУ | Исследование веб-сайта PCBWay 07
Обработка с ЧПУ
Некоторые моменты о накатке
Обработка с ЧПУ
Обработка с ЧПУ
Каковы преимущества штамповки металла с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Процесс обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Плагин PCBWay для FreeCAD
FreeCAD 3D и ЧПУ программное обеспечение ЧПУ обработка 3D печать Листовой металл Вакуумное литье Литье под давлением
Обработка с ЧПУ
Обычно используемый пластик для обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Общие проблемы и решения при обработке с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Характеристики и этапы обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Советы, которые следует знать при подготовке модели CAD для фрезерной обработки с ЧПУ
CAD-модель Фрезерование с ЧПУ ЧПУ обработка
Обработка с ЧПУ
Токарная и фрезерная обработка: в чем разница?
ЧПУ обработка Введение в ремесло превращение фрезерование
Обработка с ЧПУ
Как отличить шероховатость поверхности на станке с ЧПУ от 6,3 до 0,8?
Шероховатость поверхности ЧПУ обработка Фрезерование токарный станок Концевая фреза
Обработка с ЧПУ
Внедрение технологии электроэрозионной обработки (электроэрозионная обработка).