применение станка в производстве, устройство и принцип работы
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
- Особенности конструкции
- Эксплуатация
- Классификация
- Какие работы может выполнять
- Некоторые особенности станков
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции:
- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.

Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали. Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.

Чтобы обеспечить высокую производительность и правильное функционирование, нужно
грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление.
устройство и назначение, с ЧПУ
В процессе металлообработки задействовано разное оборудование. Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Но на револьверных станках можно обрабатывать заготовку с применением нескольких инструментов, при этом токарю не нужно их менять и переустанавливать.
Содержание:
- 1 Общие технические характеристики
- 2 Классификация
- 3 Назначение оборудования
- 4 Устройство
- 4.1 Коробка скоростей
- 4.2 Суппорт
- 4.3 Узел шпинделя
- 5 Принцип работы
- 6 Техника безопасности
- 7 Современные модели с ЧПУ
Общие технические характеристики
Токарно-револьверные станки применяются на предприятиях для серийного производства деталей. Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Одновременно можно устанавливать 4 и более инструмента, смена происходит путем поворота револьверной головки. Инструмент устанавливается в необходимой для работы последовательности. За счет этого ускоряется цикл обработки одной детали по сравнению с аналогичным процессом на универсальном токарном станке.
Классификация
Токарно-револьверные агрегаты классифицируются по следующему принципу:
- По количеству режущего инструмента — в среднем головка имеет 6-12 гнезд, но на некоторых современных моделях их число доходит до нескольких десятков.
- Направление револьверной головки — вертикальное, горизонтальное или под углом.
- По типу управления — ручные, полуавтоматы, с ЧПУ.
- По принципу работы — прутковые или для обработки штучных заготовок.
- По типу заготовок — легкие (детали из прутка), средние (обработка прутка и штучных заготовок), тяжелые (работа только со штучными заготовками в патроне).
- По типу привода — ручной или гидравлический.

Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Справка! При нарезании резьбы резцом вместо него используют круглые, радиальные и тангенциальные гребенки. Они движутся в продольном направлении, скорость подачи равна шагу резьбы.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Важно!
Станки револьверной группы целесообразно применять в серийном производстве для изготовления крупных партий однотипных изделий.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
 В таком случае необходимо применить другую оснастку.
В таком случае необходимо применить другую оснастку.Важно!
Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.
1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.
ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.
Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными станками.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
Характеристики токарно-револьверных станков моделей 1П365 и 1П371
Алапаевский станкостроительный завод
Токарно-револьверные станки моделей 1П365 и 1П371 предназначены для высокопроизводительной обработки разнообразных стальных и чугунных детален инструментом из твердых сплавов и быстрорежущей стали.
На станках можно выполнять черновое и чистовое точение и растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями.
Токарно-револьверные станки имеют револьверный суппорт с вертикальной осью револьверной головки. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков.
Вес управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный.
Переключение чисел оборотов шпинделя и величин подач происходит при медленном повороте шестерен.
Станина станка жесткой конструкции с плоскими направляющими. Монтируется на двух тумбах, на которые устанавливается корыто для сбора стружки и охлаждающей жидкости. У корыта имеются два бака: один для масла гидропривода и смазки, другой для охлаждающей жидкости. В левой тумбе станины монтируется электродвигатель главного привода станка. Задняя стенка станины имеет два окна для свободного выхода стружки.
| Основные данные | Модель | |
|---|---|---|
| 1П365 | 1П371 | |
| Высота центров, мм | 250 | 315 |
| Наибольший диаметр изделия, устанавливаемого в патроне, мм: | ||
| – над верхней частью поперечного суппорта | 320 | 420 |
| – над нижней частью поперечного суппорта | 450 | 600 |
| – над станиной | 500 | 630 |
| Расстояние от торца шпинделя до револьверной головки, мм: | ||
| – наибольшее (без свисания каретки) | 1000 | 1400 |
| – наименьшее | 275 | 320 |
| Диаметр отверстия шпинделя, мм | 85 | 130 |
| Силы резания | ||
| Наибольшая сила резания, допускаемая механизмом подачи поперечного суппорта, кгс: | ||
| – продольная | 2000 | 3200 |
| – поперечная | 1000 | 2000 |
| Наибольшая продольная сила резания, допускаемая механизмом подачи револьверного суппорта, кгс | 2000 | 3200 |
| Наибольшая допускаемая сила резания при совместной работе суппортов при продольной подаче, кгс | 3000 | 4000 |
| Револьверный суппорт | ||
| Тип револьверной головки | Вертикальная шестигранная | |
| Количество головок | 1 | |
| Наибольшее продольное перемещение суппорта механическое и вручную | 725 | 1080 |
| Количество упоров | 6 | |
| Скорость быстрого продольного перемещения суппорта, м/мин | 6 | |
| Продольное перемещение суппорта на один оборот лимба, мм | 45 | |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | |
| Поперечный суппорт | ||
| Количество резцов переднего резцедержателя | 4 | |
| Количество резцов заднего резцедержателя | 1 | |
| Наибольшая ширина резца, мм | 20 | 25 |
| Наибольшая высота резца, мм | 32 | 40 |
| Высота от опорной поверхности резца до линии центров, мм | 32 | 40 |
| Наибольшее перемещение поперечного суппорта механическое и вручную, мм: | ||
| – поперечное | 310 | 410 |
| – продольное | 725 | 1080 |
| Скорость быстрого продольного перемещения суппорта, м/мин | 6 | |
| Перемещение на одно деление лимба, мм: | ||
| – продольное | 0,2 | |
| – поперечное | 0,05 | |
| Перемещение на один оборот лимба, мм: | ||
| – продольное | 45 | |
| – поперечное | 10 | |
| Количество упоров продольного перемещения суппорта | 5 | |
| Количество упоров поперечного перемещения суппорта | 2 | |
| Привод, габарит и масса станка | ||
| Питающая электросеть: | ||
| – род тока | Переменный трехфазный | |
| – напряжение, В | 380/220 | |
| – частота тока, Гц | 50 | |
| Тип автомата на вводе | А3163 | А3114/1 |
| Наибольший ток расцепителей вводного аппарата, А | 30 | 50 |
| Электродвигатели: | ||
| привод главного движения: | ||
| – тип | А2-61-4С2 | А2-71-4С2 |
| – мощность, кВт | 13 | 22 |
| – число оборотов в минуту | 1450 | 1460 |
| привода гидронасоса: | ||
| – тип | – | А02-31-6С2 |
| – мощность, кВт | – | 1,5 |
| – число оборотов в минуту | – | 930 |
| охлаждения: | ||
| – тип | ПА-22 | |
| – мощность, кВт | 0,125 | |
| – число оборотов в минуту | 2800 | |
| – производительность, л/мин | 22 | |
| Лопастной насос гидросистемы: | ||
| – тип | Г12-22А | |
| – число оборотов в минуту | 930 | |
| – производительность, л/мин | 12 | |
| – рабочее давление, кгс/см2 | 25 | |
| – емкость бака, л | 35 | |
| Габарит станка, мм: | ||
| – длина | 3430 | 4230 |
| – ширина | 1500 | 1895 |
| – высота | 1655 | 1680 |
| Масса станка, кг | 3900 | 6300 |
Токарно-револьверные станки в России – Биржа оборудования ProСтанки
- Главная
- Продажа
- Токарное оборудование
- Токарно-револьверный станок
Вы можете очень быстро сравнить цены токарно-револьверного станка и подобрать оптимальные варианты из более чем 78772 предложений
Реклама
Станок с ЧПУ токарный по металлу CKE 6136Z/750
ЧПУ Fanuc, Dcт=360мм, РМЦ=750мм. 6поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок токарный с ЧПУ CKE 6140Z/1000
ЧПУ Fanuc, Dст=400мм, РМЦ=1000мм, 6 поз. рев. гол
Подробное описание и цена >>>
Реклама
Станок с ЧПУ токарный CKE 6140Z/750
ЧПУ Fanuc, Dст=400мм, РМЦ=750мм, 6 поз. рев. гол.
Подробное описание и цена >>>
6поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок токарный с ЧПУ CKE 6140Z/1000
ЧПУ Fanuc, Dст=400мм, РМЦ=1000мм, 6 поз. рев. гол
Подробное описание и цена >>>
Реклама
Станок с ЧПУ токарный CKE 6140Z/750
ЧПУ Fanuc, Dст=400мм, РМЦ=750мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Токарно-револьверный станок КА-106
Состояние: Б/У
Продам токарно-револьверный станок КА-106, подробная информация по запросу. Цена договорная.
21.05.2013 Красноярск (Россия)
Токарно-револьверный станок 1Д325-П
Состояние: Б/У Год выпуска: 1985
Организация продаёт токарно-револьверный станок 1Д325-П 1985 года выпуска в хорошем состоянии, фото по запросу.
23.08.2013 Рязань (Россия)
90 000
Запчасти к токарно-револьверным станкам
Состояние: Новый
В наличии
Запчасти к токарно-револьверным станкам мод.1341, 1К341, 1Г340П, 1В340Ф30 и др.
03.06.2015 Новочеркасск (Россия)
Запчасти, оснастка на токарно револьверные станки.
Состояние: Новый
В наличии
ООО ПКФ Станкодеталь» предлагает: запчасти, станочную оснастку, цанги зажимные, подающие, цанги универсальные кулачки к ним, на токарные автоматы: 1А225-6, 1В225-6, 1Б240-6, 1240-6, КА-106,…
02.03.2023 Ростов-на-Дону (Россия)
токарно-револьверный станок 1Г325
Состояние: Б/У Год выпуска: 1986 Производитель: Россия
Продается токарно-револьверный станок 1Г325
21. 03.2016
Ростов-на-Дону (Россия)
03.2016
Ростов-на-Дону (Россия)
80 000
1Г340П токарно-револьверный станок 1Г340П
Состояние: Б/У
Продам б/у токарно-револьверный станок 1Г340П Местонахождение – Саратовская область Цена и доп. фото по запросу.
27.02.2023 Таганрог (Россия)
Токарно-револьверный станок RC 80
Состояние: Б/У Год выпуска: 1975
Токарно-револьверный станок RC 80высота центров 380 мм.расстояние между центров 1350 мм.Максимум. Ø над суппортом 430 мм.Максимум. Ø над станиной 760 мм.Ø шпинделя 89 мм.Шириной станины 500…
03.03.2023 Нижний Новгород (Россия)
350 000
токарно-револьверный станок 1Е316П
Состояние: Б/У Год выпуска: 2003
токарно-револьверный станок 1Е316П, 2003 г. в. Локация – г. Ульяновск Демонтаж, погрузочно-разгрузочные работы и транспортировка производится силами и средствами Покупателя. Самовывоз с…
в. Локация – г. Ульяновск Демонтаж, погрузочно-разгрузочные работы и транспортировка производится силами и средствами Покупателя. Самовывоз с…
16.09.2022 Ульяновск (Россия)
токарно-револьверный станок 1Д325П
Состояние: Б/У Год выпуска: 1992
Продаю токарно-револьверный станок 1Д325ПСтанок в рабочем состоянии. Подключен.Стоимость с учётом демонтажа и погрузки – по запросу.Доп. фото и видеоролик работы станка вышлем по эл. почте.
27.02.2023 Таганрог (Россия)
Токарно-револьверный станок
Состояние: Б/У Год выпуска: 1985 Производитель: Украина
СОСТОЯНИЕ: С КОНСЕРВАЦИИ С БОЛЬШИМ КОЛИЧЕСТВОМ ИНТСРУМЕНТА И ЗИПомТокарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340 предназначен для высокопроизводительного. ..
..
30.07.2018 Москва (Россия)
650 000
Токарно-револьверный станок
Состояние: Новый
В наличии
СОСТОЯНИЕ: С КОНСЕРВАЦИИ С БОЛЬШИМ КОЛИЧЕСТВОМ ИНТСРУМЕНТА И ЗИПомТокарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340 предназначен для высокопроизводительного…
30.07.2018 Подольск (Россия)
650 000
TRAUB TD16 ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК ПРУТКОВЫЙ
Состояние: Б/У Год выпуска: 1973
Компания ТИТАН реализует Traub TD 16 – токарно-револьверный станок прутковый б/у, год выпуска – 1973. Краткое описание: наибольший диаметр прутка – 16 мм; состояние – комплектное, проверка в…
14.06.2022 Ярославль (Россия)
токарно-револьверный станок 1Г340П
Состояние: Б/У Год выпуска: 1993 Производитель: Россия
Продаем токарно-револьверный станок 1Г340ПТехническое состояние: идеальное, с проверкой в работе. Цена указана за безналичный расчет с НДС.Связь: WhatsApp, Viber, моб. телефон.Цена…
Цена указана за безналичный расчет с НДС.Связь: WhatsApp, Viber, моб. телефон.Цена…
25.02.2019 Пенза (Россия)
170 000
токарно-револьверный станок 1К341
Состояние: Б/У Год выпуска: 1985 Производитель: Россия
Продается б/у токарно-револьверный станок 1К341Максимальный диаметр обрабатываемого прутка 40 мм Наибольший диаметр заготовки зажимаемой в патроне: – над станиной 400 мм – над кареткой суппорта…
27.02.2023 Таганрог (Россия)
токарно-револьверный станок 1К341
Состояние: Б/У Год выпуска: 1972
Продается (продаю, продам, продажа) б/у токарно-револьверный станок 1К341 Максимальный диаметр обрабатываемого прутка: 40 мм; Наибольший диаметр заготовки зажимаемой в патроне: – над станиной: 400. ..
..
27.02.2023 Таганрог (Россия)
токарно-револьверный станок 1Г340ПЦ
Состояние: Б/У Год выпуска: 1985
Продается (продаю, продам, продажа) б/у токарно-револьверный станок 1Г340ПЦ (аналог 1Г340П)Диаметр прутка наибольший, мм: 400; Диаметр детали над станиной, мм: 40;Масса станка, кг: 3 450;Габаритные…
27.02.2023 Таганрог (Россия)
Токарно-револьверный станок 1Е365БП
Состояние: Новый Производитель: Россия
Токарно-револьверный станок 1Е365БПУниверсальные токарно-револьверные станки 1Е365БП предназначены для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов…
02.06.2020 Москва (Россия)
Токарно-револьверный станок 1П365
Состояние: Новый Производитель: Россия
Токарно-револьверный станок 1П365Универсальный токарно-револьверный станок 1П365 предназначен для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов. ..
..
02.06.2020 Москва (Россия)
токарно-револьверный станок 1Г340ПЦ
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
Продается б/у токарно-револьверный станок 1Г340ПЦ с программируемым командоаппаратом В рабочем состоянии. Технические характеристики: Наибольший диаметр обрабатываемого изделия над станиной -…
27.02.2023 Таганрог (Россия)
токарно-револьверный станок 1К341
Состояние: Б/У Год выпуска: 1971 Производитель: Россия
Продается б/у токарный токарно-револьверный станок 1К341 (аналог 1Г341)Местонахождение: Ростовская областьИмеется паспорт на станок.Предложение с ценой, фото и видеороликом работы можем выслать.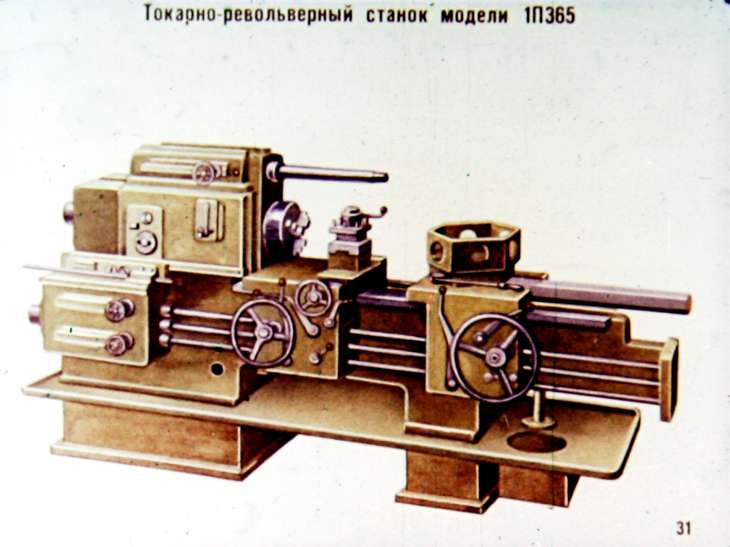 ..
..
27.02.2023 Таганрог (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарно-револьверному станку почти как на Авито и TIU
Видео токарно-револьверного станка
Токарно-револьверные станки
Токарно-револьверные станки предназначены для обработки деталей сложной конфигурации, требующих последовательного применения разнообразного инструмента. На токарно-револьверных станках можно обтачивать наружные поверхности, сверлить, зенкеровать и развертывать отверстия, нарезать резьбу метчиками, плашками, резьбовыми головками.
Токарно-револьверные
станки наиболее производительны по
сравнению с токарно-винторезными.
Производительность увеличивается за
счет применения многопозиционной
револьверной головки и многоинструментальных
державок, а также благодаря наличию
систем упоров, которые позволяют
автоматизировать процесс обработки.
Револьверные головки классифицируют по типу револьверной головки и бывают с вертикальной осью вращения и с горизонтальной осью. Токарно-револьверные станки с вертикальной осью вращения револьверной головки получили большое распространение в промышленности.
Подготовка
токарно-револьверного станка к работе
заключается в установке приспособления
для закрепления обрабатываемой заготовки
(детали), вспомогательного и режущего
инструмента, настройке упоров для подачи
прутков и ограничения хода суппортов,
установке рукояток или кулачков для
получения необходимой частоты вращения
шпинделя и подач режущего инструмента,
обработке двух-трех заготовок, проверке
изготовленных пробных деталей и
подналадке положения инструмента и
упоров вышеперечисленные действия
объединяются одним термином – наладка.
Станки с продольным перемещением
револьверного суппорта, не имеющие
поперечного суппорта, а также поперечного
перемещения револьверной головки, имеют
ограниченные технологические возможности. На таких станках можно выполнять
центровку, сверление, растачивание,
развертывание, обтачивание, нарезание
резьбы, подрезание широким резцом узких
торцов.
На таких станках можно выполнять
центровку, сверление, растачивание,
развертывание, обтачивание, нарезание
резьбы, подрезание широким резцом узких
торцов.
Рис. 3. Станок 1Г340
Многошпиндельные токарные автоматы
Автоматы предназначены для токарной обработки сложных и точных деталей из калиброванного холоднотянутого прутка круглого, шестигранного и квадратного сечения или из труб в условиях серийного производства.
На них можно выполнять: черновое и фасонное обтачивание, подрезку, сверление, растачивание, зенкерование, развёртывание, резьбонарезание, отрезку, накатывание резьбы.
Достаточная мощность привода и жёсткость конструкции обеспечивают высокую производительность. Некоторые модели могут одновременно выполнять более одной операции, что серьёзно повышает производительность таких станков.
Рис. 3. Многошпиндельный прутковый токарный автомат 1Б240П-6К.
Сверлильные станки
Рис. 4.
Вертикально-сверлильный станок 2С132.
4.
Вертикально-сверлильный станок 2С132.
Рис. 5. Радиально-сверлильный станок Z30
Рис. 6. Настольно-сверлильный станок ОВН16.
Современные
сверлильные станки предназначены для
сверления сквозных и глухих отверстий
в сплошном материале и для финишной
обработки отверстий, полученных в
заготовке другим способом. Также
сверлильные станки данного типа
применяются для рассверливания отверстий,
обеспечивающего высокую точность и
шероховатость обрабатываемой поверхности
в существующих в заготовке отверстий,
нарезания внутренних резьб, вырезания
дисков из листового материала и выполнения
подобных операций сверлами, зенкерами,
развертками, метчиками и другими
инструментами, для зенкования торцовых
поверхностей. Сверлильные станки
позволяют производить данные
технологические операции, предназначенные
для образования в основании просверленного
отверстия гнезд с плоским дном под
головки винтов и болтов, для раскатывания
отверстий специальными оправками.
Технологические возможности сверлильных станков не исчерпываются перечисленными работами. На сверлильных станках данного типа можно развальцовывать полые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Существуют следующие типы универсальных сверлильных станков:
настольно сверлильные станки (мини сверлильные станки настольные одношпиндельные, в т.ч. с ЧПУ)
вертикально сверлильные станки (вертикальные, одношпиндельные, в т.ч. с ЧПУ)
радиально сверлильные станки (радиальные, в т.ч. с ЧПУ)
многошпиндельные сверлильные станки, в т.ч. с ЧПУ
станки для глубокого сверления, в т.ч. с ЧПУ
Применяя специальные
приспособления и инструменты, на
сверлильных станках можно растачивать
отверстия, вырезать отверстия большого
диаметра в листовом материале
(«трепанирование»), притирать точные
отверстия и т.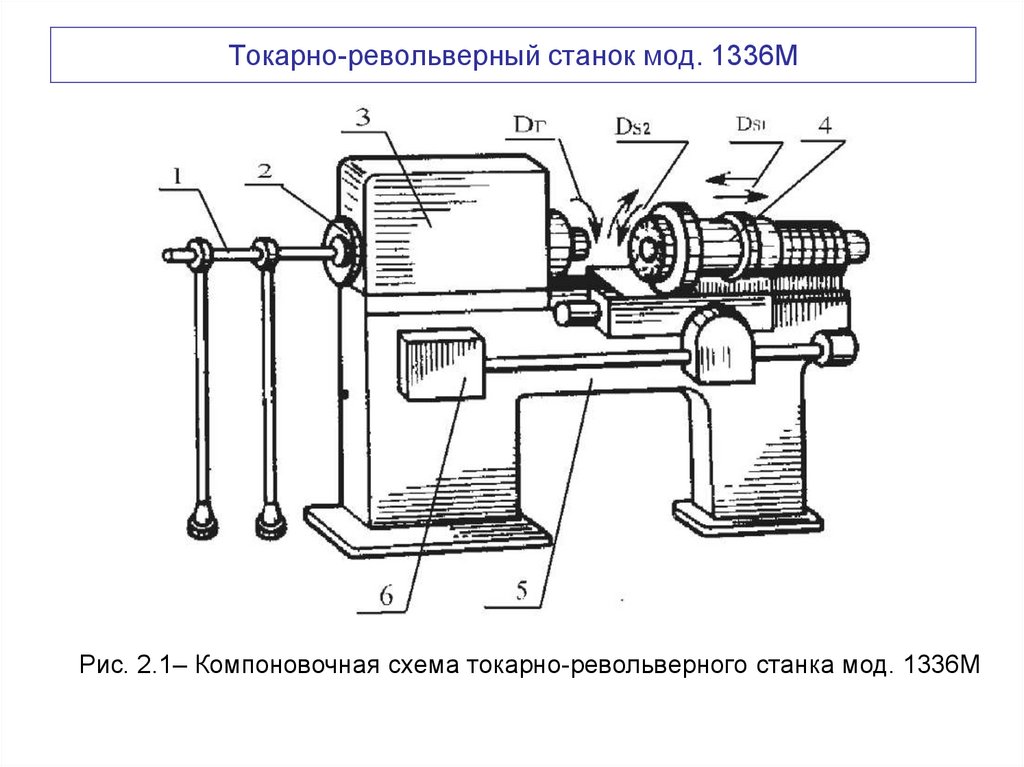 д.
д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На станках сверлильной группы обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Основные характеристики сверлильных станков — наибольший условный диаметр сверления в стали средней твердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
В зависимости от
области применения РАЗЛИЧАЮТ СТАНКИ
УНИВЕРСАЛЬНЫЕ СВЕРЛИЛЬНЫЕ И СПЕЦИАЛЬНЫЕ
СВЕРЛИЛЬНЫЕ СТАНКИ, предназначенные
для обработки сверлением конкретных
изделий, например, путем их оснащения
многошпиндельными сверлильными и
резьбонарезными головками и автоматизации
цикла работы с помощью электрических,
гидравлических и других устройств и
механизмов.
НАИБОЛЕЕ РАСПРОСТРАНЕННЫМИ в общем машиностроении являются ВЕРТИКАЛЬНО, РАДИАЛЬНО СВЕРЛИЛЬНЫЕ СТАНКИ И НАСТОЛЬНО СВЕРЛИЛЬНЫЕ.
НАСТОЛЬНО СВЕРЛИЛЬНЫЕ СТАНКИ
Настольные сверлильные станки – самого малого типоразмера среди сверлильных станков. Они предназначены для сверления отверстий небольшого диаметра в среднем до 16мм в малых корпусных деталях. Эти мини сверлильные станки устанавливаются на столе. Станки позволяют сверлить, рассверливать, зенкеровать и зенковать, развертывать отверстия диаметром до 9-18 мм, нарезать метрическую резьбу метчиками в изделиях из черных и цветных металлов, неметаллических материалов.
ВЕРТИКАЛЬНО СВЕРЛИЛЬНЫЕ СТАНКИ
В вертикально-сверлильных
станках главным движением v является
вращение шпинделя с закрепленным в нем
инструментом, а движением подачи Sx —
вертикальное перемещение шпинделя.
Обрабатываемую заготовку устанавливают
на столе или непосредственно на
фундаментной плите, причем соосность
отверстия заготовки и шпинделя достигается
перемещением заготовки. Основными
узлами вертикально-сверлильного станка
являются станина (стойка, колонна),
фундаментная плита, коробка скоростей,
шпиндель, коробка подач и механизм
подачи, стол.
Основными
узлами вертикально-сверлильного станка
являются станина (стойка, колонна),
фундаментная плита, коробка скоростей,
шпиндель, коробка подач и механизм
подачи, стол.
Токарные револьверные станки | Машиностроение
Особенностью конструкции токарных револьверных станков является наличие поворотного, реже линейно-перемещаемого инструментального держателя, револьверной головки, в которой располагаются необходимые для обработки комплекты инструментов в требуемой последовательности и, как правило, отсутствие задней бабки.
рис. 3.14. Универсальный токарный револьверный автомат: а – с вертикальным расположением револьверной головки; б – с горизонтальным расположением револьверной головки; в – с крестовым расположением револьверной головки
Станки применяются в серийном производстве для изготовления деталей сложной конфигурации из прутка или штучных заготовок. В зависимости от этого станки подразделяются на прутковые и патронные.
Различают револьверные токарные станки по расположению оси вращения револьверной головки — горизонтальному или вертикальному, которые могут быть расположены параллельно, перпендикулярно или под углом к оси вращения (рис. 3.14, 3.15). Дополнительно эти станки могут иметь один или несколько боковых инструментальных суппортов и поперечных салазок. Длина обрабатываемой заготовки относится к диаметру заготовки несколько больше, чем один к одному.
3.14, 3.15). Дополнительно эти станки могут иметь один или несколько боковых инструментальных суппортов и поперечных салазок. Длина обрабатываемой заготовки относится к диаметру заготовки несколько больше, чем один к одному.
Револьверные головки монтируется на револьверных салазках, с помощью которых выполняются все перемещения инструмента. Головки в основном используются для смены инструмента и индексирования его в рабочем положении. Обработка может выполняться как отдельными инструментами, так и комбинацией нескольких инструментов одновременно. Шпиндельная бабка 2 (рис. 3.15) токарного револьверного станка жестко закреплена на станине 7 и не имеет продольного перемещения. Суппорты 3 и 5 перемещаются по направляющим 6 станины, сообщая инструменту движение подачи. Рукоятки управления расположены на фартуках 8 и 9. Поддон 10 служит для сбора стружки.
рис. 3.15. Токарно-револьверный станок с вертикальной (а) и горизонтальной (б) осью вращения револьверной головки: 1 — коробка подач; 2- шпиндельная бабка; 3- поперечный суппорт; 4 — револьверная головка; 5 — продольный суппорт; 6 — направляющая; 7 — станина; 8, 9 — фартуки продольного и поперечного суппортов соответственно; 10 — поддон; 11 — упор
На станке можно одновременно выполнять обработку инструментами, закрепленными в револьверной головке 4 и в поперечном суппорте 3, что позволяет увеличить производительность благодаря параллельной обработке поверхностей несколькими инструментами. Повышению производительности и рентабельности станков способствует его предварительная настройка на обработку заданной детали и последующая работа по упорам 11.
Повышению производительности и рентабельности станков способствует его предварительная настройка на обработку заданной детали и последующая работа по упорам 11.
По форме револьверные головки могут быть цилиндрическими и призматическими (обычно с шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, расположенных на специальной оправке.
Основными параметрами токарно-револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обрабатываемой поверхности штучной заготовки над станиной и над суппортом. К основным параметрам относятся также габаритные размеры рабочей зоны станка, определяющие наибольшую длину обрабатываемой заготовки, и скоростные характеристики.
Главное движение в токарно-револьверном станке — вращение шпинделя, несущего заготовку; движения подачи — продольное и поперечное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) перемещение суппортов, несущих инструмент.
Токарно-револьверные станки с ручным управлением имеют преселективное или автоматическое управление переключением частоты вращения шпинделя и подач суппорта. При преселективном управлении рукоятки переключения устанавливают во время работы станка в положения, соответствующие режимам, выбранным для следующего перехода, а переключение на новый режим работы происходит поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в значительной степени похожи по конструкции на аналогичные узлы токарных станков.
Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируется только шпиндель. Частота вращения шпинделя изменяется с помощью редуктора, установленного в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по конструкции проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки имеют меньший диапазон регулирования частоты вращения и меньшее число ступеней подач. Кроме того, в коробке подач отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением является универсальным станком. На нем можно изготовлять детали из прутка и из штучных заготовок, закрепляемых в патроне. Станок оснащается гидравлическим приводом для подачи и зажима прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок производится с помощью прилагаемого к станку специального патрона.
В соответствии с кинематической схемой станка осуществляются главное вращательное движение шпинделя, продольное перемещение револьверного суппорта, круговая подача револьверной головки, а также перемещение резьбонарезного инструмента при изготовлении резьбы по копиру. Шпиндель имеет правое и левое вращения (последнее осуществляется реверсом вращения вала электродвигателя). Частота вращения шпинделя изменяется включением электромагнитных муфт, а также ручным перемещением двойного блока зубчатых колес на валу.
Частота вращения шпинделя изменяется включением электромагнитных муфт, а также ручным перемещением двойного блока зубчатых колес на валу.
Токарно-револьверные станки с ЧПУ читать далее ……..
Что такое токарно-револьверный станок? Полное руководство
Токарные станки — это популярные обрабатывающие инструменты, состоящие из быстро вращающейся заготовки и режущего инструмента, установленного на резцедержателе, который можно перемещать по осям X и Z.
Эти станки можно использовать для выполнения различных операций, таких как токарная обработка, расточка, нарезание резьбы, сверление, накатка и т. д.
Однако для разных операций требуются разные инструменты, а смена инструмента для каждой операции увеличивает время цикла.
9Токарно-револьверный станок 0002 представляет собой модификацию обычных токарных станков, которая решает эту проблему и повышает производительность за счет сокращения времени цикла.Так что же делает револьверные станки особенными и какие преимущества они предлагают по сравнению с другими токарными станками?
В этой статье я подробно рассказал о токарно-револьверных станках, рассказав об их деталях, особенностях и типах.
В заключение я также сравнил револьверные станки с токарными станками с токарными станками и машинными станками, чтобы пролить свет на преимущества использования револьверных станков.
Что в этой статье?
- Что такое револьверный токарный станок?
- Важные части револьверного станка
- Типы револьверного станка
- Сравнение револьверного станка с другими токарными станками
- Преимущества револьверного станка
- Часто задаваемые вопросы
Что такое револьверный токарный станок?
Токарно-револьверный станок представляет собой модифицированную версию традиционных токарных станков по металлу, в котором стойка инструмента заменена револьверной головкой, которая может вращаться вокруг своей вертикальной оси. Как правило, револьверная головка содержит шесть режущих инструментов, которые можно использовать для выполнения нескольких операций обработки за один сеанс.
Традиционные токарные станки содержат один режущий инструмент, который можно использовать для выполнения конкретной операции обработки, перемещая его вдоль осей станка, тем самым увеличивая время смены инструмента и снижая производительность процесса.
Вращающаяся револьверная головка устраняет необходимость останавливать процесс и менять режущий инструмент токарного станка для выполнения различных операций обработки, тем самым повышая производительность.
важные детали револьверного станка
конструкция типового револьверного станкаВажными частями токарно-револьверного станка являются:
- Револьверная головка
- Передняя бабка
- Приводная муфта
- Стойка для инструмента
- Каретка
Револьверная головка
устанавливается на седло. Каждая сторона башни имеет четыре резьбовых отверстия для крепления насадок.
Вмещает до шести инструментов, а револьверную головку можно поворачивать для доступа к инструментам, необходимым для различных операций обработки, таких как токарная обработка, расточка, накатка и т. д.
Кроме того, седло можно перемещать вдоль горизонтальной оси, чтобы продвигать режущий инструмент к заготовке.
Например, токарная обработка полого алюминиевого цилиндра и нарезание резьбы требуют двух разных режущих инструментов для завершения процесса обработки.
В этом случае для выполнения токарной операции используется токарный инструмент, а затем можно повернуть револьверную головку, чтобы получить доступ к инструменту для нарезания резьбы и выполнить операцию нарезания резьбы.
Револьверная головка установлена на свободно подвижном подшипнике, поэтому оператор может поворачивать ее для изменения положения инструментов после освобождения зажимов.
Передняя бабка
Передняя бабка револьверного станка — это место, где находятся все приводные механизмы.
В нем находятся все элементы управления станка, такие как пуск, останов, регулировка скорости и т.д.
В зависимости от типа системы привода передние бабки могут быть двух типов: электрические и редукторные.
В электрической передней бабке изменение скорости шпинделя достигается за счет управления скоростью электродвигателя.
Электрическая передняя бабка обеспечивает лучший контроль скорости за счет крутящего момента и обычно используется для обработки небольших заготовок.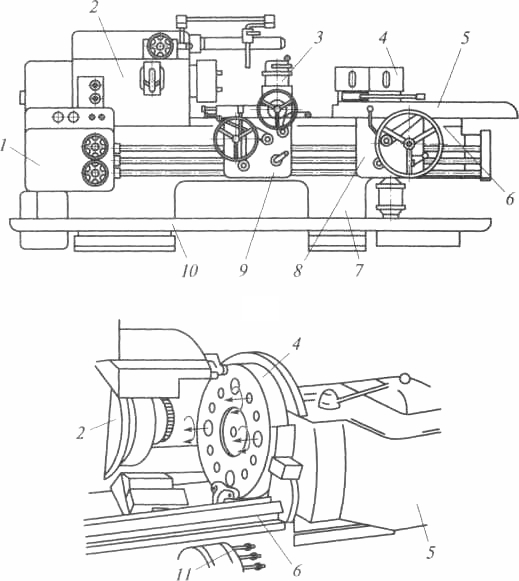
С другой стороны, редукторные передние бабки состоят из специальных конфигураций шестерен для изменения скорости вращения шпинделя.
Редукторный механизм снижает скорость шпинделя за счет увеличения его крутящего момента, что делает его идеальным для обработки заготовок большего диаметра.
Этот тип передней бабки обычно используется в больших токарных станках, которые используются для выполнения сравнительно более глубоких резов в твердых материалах.
ведущая муфта
Подобно сцеплению автомобиля, ведущая муфта токарно-револьверного станка используется для соединения и расцепления первичного двигателя и шпинделя. Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
В идеальном состоянии первичный двигатель и шпиндель разъединены, и вы можете использовать приводную муфту, чтобы зацепить их перед началом операции обработки.
Стойка для инструмента
Стойка для инструмента используется для установки режущих инструментов на токарно-револьверном станке.
Может перемещаться по осям X и Y, а также поперек кровати с помощью каретки. Эти движения могут быть выполнены с помощью маховика или даже автоматизированы.
Каретка
Каретка также называется поперечным суппортом и находится между стойкой инструмента и седлом.
Поперечные салазки могут перемещаться по машине перпендикулярно движению седла.
Типы револьверных станков
В зависимости от ориентации, операции и количества револьверных головок существует шесть типов револьверных станков.
Горизонтальный токарно-револьверный станок (ручной)
Это самый старый и наиболее распространенный тип токарно-револьверного станка.
Токарный станок с горизонтальной револьверной головкой, как следует из названия, имеет револьверную головку, выровненную по горизонтали.
Ось револьверной головки коллинеарна оси заготовки.
Вертикальный револьверный станок
Вертикальный револьверный токарный станок В вертикальном револьверном станке ось револьверной головки перпендикулярна основанию станка.
Револьверная головка может перемещаться вверх/вниз и из стороны в сторону по направляющим.
Помимо вертикально ориентированной револьверной головки, он состоит из двух квадратных стоек для инструментов по бокам, каждая из которых может вмещать 4 инструмента.
Стойки инструмента также можно перемещать в направлениях X и Y для выполнения операции обработки заготовки.
Таким образом, всего на вертикально-револьверном станке можно разместить 14 различных инструментов для обработки материала.
Этот тип токарно-револьверного станка подходит для обработки больших и тяжелых заготовок.
Автоматический револьверный токарный станок
Автоматический револьверный токарный станок является модификацией ручного револьверного станка.
Этот тип револьверной головки позволяет автоматизировать скольжение и индексацию револьверной головки с помощью распределительного вала, что повышает производительность за счет сокращения времени обработки.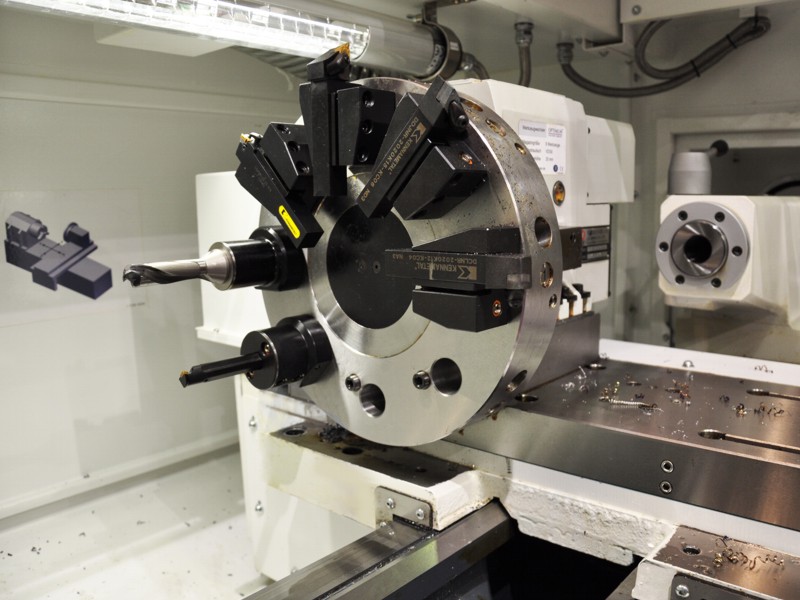
Это снижает потребность в квалифицированном операторе для управления машиной.
Автоматизация процесса повышает повторяемость, что делает револьверные автоматы идеальными для массового производства.
Однако автоматизация скольжения и индексации с помощью распределительного вала подходит для простых геометрий и не облегчает изготовление сложных геометрий.
Токарно-револьверный станок с ЧПУ
ЧПУ означает числовое программное управление. Револьверные станки с ЧПУ используют сгенерированный компьютером G-код для управления скоростью подачи, скоростью шпинделя и движением револьверной головки.
Станки с числовым программным управлением (ЧПУ) используют компьютерную программу для управления различными параметрами обработки.
Эти машины состоят из компьютерной системы, которая преобразует цифровой дизайн в специальный код (G-коды).
G-коды затем интерпретируются контроллером, чтобы направлять револьверный токарный станок с ЧПУ для выполнения желаемого процесса обработки.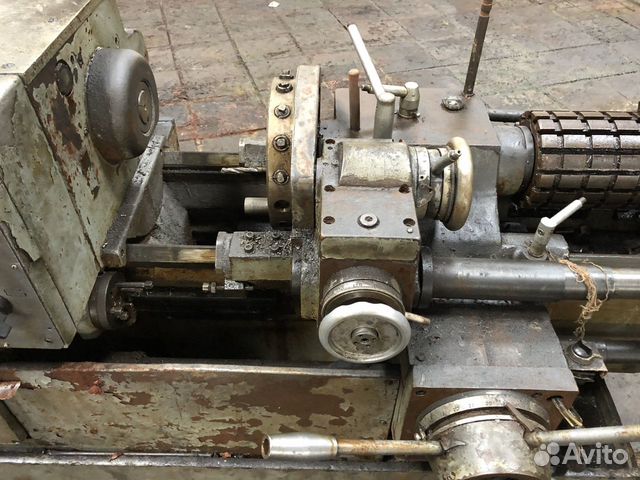
Эти станки также поддерживают автоматическую смену инструментов на револьверной головке, что устраняет необходимость вмешательства человека во время выполнения операции обработки.
Движение режущего инструмента, управляемое компьютером, делает токарно-револьверные станки с ЧПУ идеальными для обработки сложных форм с высокой точностью.
Токарный станок с двумя револьверными головками
Токарный станок с двумя револьверными головками от CMZТокарный станок с двумя револьверными головками состоит из двух автоматизированных револьверных головок, которые могут одновременно выполнять операции обработки заготовки.
Это значительно сокращает время цикла почти вдвое по сравнению со временем, которое требуется для выполнения аналогичной операции обработки на токарном станке с одной револьверной головкой.
Из двух турелей одна ведет за собой другую. Эта последовательная операция между двумя револьверными головками позволяет станку выполнять черновую и чистовую операции за один проход.
Вы можете загружать и выгружать детали из одного шпинделя, не мешая работе другого. Некоторые токарные станки Twin-Turret могут даже запускать две отдельные программы на каждом из своих шпинделей.
Настройка токарного станка с двумя револьверными головками занимает больше времени, чем токарного станка с одной револьверной головкой. Следовательно, токарные станки с двумя револьверными головками подходят для серийного производства, когда за один присест производится большой объем однородной продукции.
Haas Automation и CMZ всемирно известны производством двухревольверных токарных станков и других станков с ЧПУ премиум-класса.
Сравнение токарно-револьверного станка с другими токарными станками
Токарно-револьверный станок — это тип токарного станка по металлу, который позволяет устанавливать несколько режущих инструментов на его шестигранную револьверную головку.
По сравнению с токарными станками по дереву, токарные станки по металлу обеспечивают больший крутящий момент для вращения тяжелой заготовки и большую силу резания для удаления материала.
Даже самые лучшие токарные станки по дереву, доступные на рынке, имеют сравнительно меньший выходной крутящий момент, и поэтому токарные станки по дереву не идеальны для обработки металлов.
Следовательно, для обработки металла требуются специальные токарные станки по металлу, и в зависимости от их характеристик, конструкции и возможностей материала станки по металлу бывают разных типов.
В этом разделе мы сравним токарно-револьверные станки с другими аналогичными токарными станками по металлу: токарными станками Capstan и Engine.
Револьверный токарный станок и токарно-револьверный станок
Токарный станок с револьверной головкой и револьверный станокВ таблице ниже я суммировал основные различия между токарным станком с револьверной головкой и токарным станком с револьверной головкой.
| Parameters | Capstan lathe | Turret lathe |
|---|---|---|
| Turret shape | Hexagonal, Square, or circular | Hexagonal |
| Speed of operation | Fast | Slow |
| Types | Horizontal только | Горизонтальное и вертикальное |
| Револьверная головка, установленная на | Рама, установленная на седле | Непосредственно на седле |
| Workpiece size | Small (up to 60mm in diameter) | Large (up to 120mm in diameter) |
| Workholding | Collet | Jaw chuck |
| Feed motion | Ram is moved | Седло перемещается |
| Размер станка | Легкий | Тяжелый |
Краткое изложение основных различий между токарным станком Capstan и револьверным токарным станком
Токарный станок Capstan представляет собой легкий станок, предназначенный для обработки небольших заготовок диаметром до 60 мм.
Токарные станки с револьверной головкой, с другой стороны, крупнее и могут обрабатывать заготовки почти в два раза больше, чем токарные станки Capstan.
Нежесткая конструкция и малый вес токарных станков Capstan делают их непригодными для выполнения тяжелых резов на заготовке.
Токарно-револьверный станок, будучи более тяжелым и устойчивым, может относительно легко выполнять тяжелые резы.
Токарный станок с револьверной головкой позволяет работать с заготовками меньшего размера, что также делает их более быстрыми по сравнению с токарными станками с револьверной головкой.
В токарных станках Capstan ползун скользит по седлу, обеспечивая подачу инструмента. Это уменьшает диапазон движения, тем самым уменьшая максимальную длину заготовки, которую можно обработать.
В токарно-револьверных станках суппорт целиком может скользить по направляющим, что обеспечивает больший диапазон движений, позволяя токарно-револьверным станкам обрабатывать более длинные заготовки.
Некоторые револьверные станки допускают боковое перемещение револьверной головки по отношению к станине, но ползун токарных станков с токарным станком не обеспечивает возможности бокового перемещения.
Механизмы индексации на обоих станках совершенно разные. На токарных станках Capstan маховик ползуна вращается в обратном направлении, чтобы индексировать инструмент.
В то время как на токарно-револьверных станках револьверную головку необходимо вращать вручную после освобождения всех зажимов, чтобы индексировать инструменты.
Револьверный токарный станок и моторный токарный станок
Двигатель и револьверный токарный станокВ таблице ниже я суммировал основные различия между револьверным токарным станком и моторным токарным станком.
| Parameters | Turret lathe | Engine lathe |
|---|---|---|
| Speed | Faster | Slower |
| Size | Comparatively small | Large |
| Direction of rotation | Clockwise and anti- по часовой стрелке | Только против часовой стрелки |
| Ходовой винт | Отсутствует | Присутствует |
| Количество инструментов | До шести | Только по одному |
| Цена | Дешевле | Дороже |
Резка основных различий между токарными станками 90 и двигателем 90 инструменты, которые они могут держать.

Токарные станки с двигателем обычно имеют инструментальную стойку, которая может вмещать максимум 4 режущих инструмента, тогда как револьверная головка может одновременно вмещать шесть режущих инструментов.
Револьверные станки требуют больше времени для настройки, но они обеспечивают более высокую скорость обработки, что делает их подходящими для массового производства.
С другой стороны, токарные станки с двигателями требуют меньше времени для настройки, но их низкая скорость обработки делает их непригодными для массового производства.
Токарно-револьверные станки обеспечивают сравнительно большую гибкость в регулировке оптимальной скорости вращения шпинделя, что позволяет выполнять различные операции обработки различных материалов.
Помимо этих токарных станков, также доступны токарные станки по металлу: швейцарские токарные станки, токарные станки с ЧПУ и т. д.
Преимущества токарно-револьверного станка
Токарно-револьверный станок имеет очевидное преимущество перед обычными токарными станками, поскольку на них можно разместить до шести инструментов.
Замена инструмента на обычном токарном станке требует времени и замедляет производственный процесс.
В токарном станке с револьверной головкой револьверную головку можно вращать, чтобы менять инструменты для обработки детали. Это экономит время и снижает потребность в квалифицированных рабочих.
Использование токарно-револьверных станков повышает производительность за счет сокращения времени смены инструмента, тем самым сокращая время цикла.
Автоматические токарные станки с револьверной головкой могут производить дубликаты деталей с высокой повторяемостью по сравнению с токарными станками с ручным револьверным управлением.
Часто задаваемые вопросы
Что такое револьверная головка в револьверном станке?
Револьверная головка в токарно-револьверном станке представляет собой держатель инструмента, похожий на пистолет, который содержит шесть инструментов, которые можно использовать взаимозаменяемо. Башня может вращаться вокруг вертикальной оси либо вручную с помощью маховика, либо автоматически с помощью автоматизированного механизма.
Почему токарно-револьверный станок лучше обычных токарных станков?
Токарно-револьверные станки лучше, чем обычные токарные станки, потому что они одновременно держат несколько инструментов. Револьверную головку можно повернуть, чтобы получить доступ к режущему инструменту, необходимому для операции обработки. Это сокращает время смены инструмента, тем самым ускоряя производственный процесс.
Какой тип двигателя используется для управления револьверной головкой токарного станка с револьверной головкой?
Шаговые или серводвигатели используются для управления револьверной головкой токарного станка с револьверной головкой. Они обеспечивают высокую точность с точки зрения частоты вращения и угла поворота, которые необходимы для точного выравнивания инструментов с заготовкой.
Что такое револьверный токарный станок и как он работает
Токарный станок можно использовать для токарной обработки с ЧПУ , сверления, развертывания и других операций. Разработка конструкции токарного станка сводит к минимуму человеческий труд и повышает эффективность работы. Для удовлетворения различных потребностей и упрощения процедуры создан такой токарно-револьверный станок по металлу. В этой статье мы узнаем о том, что такое револьверный токарный станок и принцип его работы, а также сравним револьверный токарный станок и моторный токарный станок, револьверный токарный станок и токарно-винторезный станок.
Разработка конструкции токарного станка сводит к минимуму человеческий труд и повышает эффективность работы. Для удовлетворения различных потребностей и упрощения процедуры создан такой токарно-револьверный станок по металлу. В этой статье мы узнаем о том, что такое револьверный токарный станок и принцип его работы, а также сравним револьверный токарный станок и моторный токарный станок, револьверный токарный станок и токарно-винторезный станок.
Токарно-револьверный станок представляет собой тип металлообрабатывающего станка, который был разработан на основе более ранних токарных станков, с добавлением револьверной головки, которая представляет собой своего рода сменный держатель инструмента, позволяющий выполнять несколько операций резания на одном станке с разными инструментами без необходимости для оператора. выполнять наладочные работы или контролировать траекторию движения инструмента. Общая форма ранней револьверной головки представляет собой уплощенный цилиндрический блок, закрепленный на поперечном суппорте токарного станка, он может вращаться вокруг вертикальной оси и с выступающими во все стороны резцедержателями напоминал поворотную орудийную револьверную головку, так револьверный токарный станок получил свое имя. На традиционных токарных станках замена режущего инструмента вручную может занять несколько минут, но револьверный токарный станок может автоматически переключаться на нужный резец, что обеспечивает более быстрое и эффективное производство.
На традиционных токарных станках замена режущего инструмента вручную может занять несколько минут, но револьверный токарный станок может автоматически переключаться на нужный резец, что обеспечивает более быстрое и эффективное производство.
Перед выполнением резки обрабатываемая заготовка закрепляется в патроне токарного станка, затем все режущие инструменты помещаются в соответствующие отверстия шестигранной револьверной головки. Патроны вращаются за счет вращения шпинделя. Когда патрон вращается, заготовка, прикрепленная к патрону, также будет вращаться. При перемещении седла шестигранная револьверная головка будет двигаться к вращающейся заготовке. Шестигранная головка может вращаться, благодаря чему нужный инструмент ориентируется на заготовку. Когда требуемый инструмент обращен к заготовке, инструмент касается заготовки и выполняет требуемую операцию. Когда один инструмент используется для завершения операции, другой инструмент перемещается вперед и выполняет различные операции, вращая шестигранную револьверную головку. На ручном револьверном станке необходимые инструменты оператор использует непосредственно через револьверную головку, но на автоматическом револьверном станке необходимые инструменты оператор не использует напрямую, после каждой операции головка револьверной головки возвращается в исходное положение. исходное положение, и инструмент автоматически индексируется.
На ручном револьверном станке необходимые инструменты оператор использует непосредственно через револьверную головку, но на автоматическом револьверном станке необходимые инструменты оператор не использует напрямую, после каждой операции головка револьверной головки возвращается в исходное положение. исходное положение, и инструмент автоматически индексируется.
1. Токарно-револьверный станок работает быстрее, чем токарно-винторезный станок.
2. Револьверные станки требуют больше времени для настройки, моторные токарные станки требуют меньше времени для настройки.
3. В токарно-револьверном станке, если используется одноразовый набор инструментов, смена инструмента не требуется, в токарном станке с двигателем можно при необходимости заменить инструмент.
4. Револьверный токарный станок полуавтоматический, моторный токарный станок управляется вручную.
5. Цена токарно-револьверного станка обычно выше.
6. Проблемы с износом инструмента чаще встречаются на токарных станках с двигателями.
7. Задняя бабка револьверного станка имеет револьверную головку, которая может нести несколько инструментов, задняя бабка моторного токарного станка может удерживать только один инструмент ограниченного размера.
8. Револьверным токарным станкам требуется меньше квалифицированных операторов, а моторным токарным станкам нужны квалифицированные рабочие для управления.
Токарный станок с револьверной головкой и токарный станок с токарным станком – разница между токарным станком с револьверной головкой и токарным станком с двигателем1. Револьверный токарный станок представляет собой тяжелый станок, а токарно-винторезный станок — легкий станок.
2. В токарно-револьверном станке револьверная головка устанавливается над суппортом как единое целое, в токарном станке револьверная головка устанавливается над ползунком, который монтируется над суппортом.
3. В токарно-револьверном станке суппорт перемещается для обеспечения подачи инструмента, а в токарном станке с токарным станком для той же цели перемещается ползун.
4. В револьверном станке револьверная головка перемещается вместе с суппортом по всей станине в продольном направлении. В токарном станке с токарным станком нет смещения седла, перемещение головки револьверного инструмента в продольном направлении станины невелико вместе с ползунком.
5. Револьверные станки в основном используются для обработки более длинных заготовок диаметром до 120 мм, а токарные станки с токарным станком подходят для более коротких деталей диаметром до 60 мм.
6. Револьверные токарные станки работают медленнее из-за более тяжелой конструкции, а токарные станки с токарным станком работают быстрее, чем более легкая конструкция.
7. Тяжелые резы на ложе можно выполнять на токарно-револьверных станках, чего нельзя делать на токарно-винторезном станке.
8. В токарно-револьверном станке для захвата заготовки используется кулачковый патрон, а в токарном станке с токарным станком цанга играет на той же подошве.
9. Револьверные токарные станки доступны в горизонтальном и вертикальном типах, токарные станки с токарным станком обычно являются горизонтальными.
10. В токарно-револьверном станке револьверная головка может перемещаться в поперечном направлении, например, в поперечном направлении станины, но токарный станок с токарным станком не может этого делать.
11. В токарно-револьверном станке револьверная головка вращается вручную после отпускания зажимного рычага, для индексации головки инструмента, в токарном станке с токарным станком маховик ползуна реверсируется, и инструмент револьверной головки индексируется автоматически.
Токарно-револьверные станки (цилиндрические и седельные) – Токарные станки и токарные станки
Токарно-револьверный станок, используемый для серийного производства повторяющихся деталей, которые по характеру процесса резки обычно взаимозаменяемы.
Токарный станок для металлообработки, используемый для серийного производства деталей-дубликатов, которые по характеру процесса резки обычно взаимозаменяемы.
Запросить цену для всех брендов
См. также:Б/у (54)Б/у (54)
Рекомендуемый бренд
Посмотреть 23 подходящих токарно-револьверных станка KNUTH (поршневой и седельный)
ABHIJAT AUTO CUT 25
Револьверные токарные станки ABHIJAT с шестью станциями предназначены для обработки прутка и пневматического патрона. можно использовать заготовки. Базовый станок с 6-позиционной револьверной головкой, …
Сравнить
ABHIJAT AUTO CUT 32
ABHIJAT” делают револьверные токарные станки с ЧПУ с шестью станциями, предназначенные для обработки прутка и пневматического патрона. Можно использовать предварительно выкованные или литые заготовки. Базовая машина с 6-позиционной револьверной головкой, вкл…
Compare
ABHIJAT STL 42/110
Compare
ABHIJAT STL 42/150
Compare
ABHIJAT STL-25/110
Compare
ABHIJAT STL-32/110
Compare
ABHIJAT STL-42/150
Compare
ATLASMAQ 25mm
Compare
ATLASMAQ 32mm
Compare
ERGOMAT THR 26
Сравнить
GEDEE WEILER MCT 250
Этот токарный станок с ручным управлением отлично подходит для массового производства. На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка. Макс. качается над кроватью 510 мм
Макс. диаметр токарной обработки Ø320 мм
Макс. длина поворота 320 мм
Макс. диаметр прутка Ø50 мм
Диаметр отверстия шпинделя Ø70 мм
Нос шпинделя A2-5
Шпиндель…
На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка. Макс. качается над кроватью 510 мм
Макс. диаметр токарной обработки Ø320 мм
Макс. длина поворота 320 мм
Макс. диаметр прутка Ø50 мм
Диаметр отверстия шпинделя Ø70 мм
Нос шпинделя A2-5
Шпиндель…
Сравнить
JINN FA JCL-5232
ПУНКТ JCL-5232 Макс. качается над кроватью 510 мм Макс. диаметр токарной обработки Ø320 мм Макс. длина поворота 320 мм Макс. диаметр прутка Ø60 мм Диаметр отверстия шпинделя Ø75 мм Носик шпинделя A2-6 Скорость шпинделя …
Сравнить
KAAST MACHINE TOOLS HRL 60
Сравнить
KAAST MACHINE TOOLS НRL 42
Сравнить
130202020202020002 Featured BrandKNUTH HRD 42 PF
Compare
Featured Brand
KNUTH HRD 60 PF
Compare
MANEK PC-25
Compare
MANEK PC-32
Compare
MANEK PC-40
Сравнить
БАШНЯ MEGABORE
ВМЕСТИМОСТЬ
Высота центра мм (дюймы) 590 (23,22)
Поворот над станиной, мм (дюймы) 1165 (45,86)
Поворот над поперечными салазками мм (дюйм) 840 (33,07)
Расстояние между центрами мм (дюймы)
3000 (118,11), 4000 (157,48), 5. ..
..
Сравнить
RETOSAN RRT42I
– Бесшумная работа с высококачественной, не требующей обслуживания электронной системой контроля скорости -Широкий выбор скоростей шпинделя для лучшей работы – Закаленные и отшлифованные направляющие головки револьверной головки и центрирующий механизм…
Сравнить
RETOSAN RRT60
– Широкий выбор скоростей вращения шпинделя (16 ступеней от 75 до 1800 об/мин) для наилучшей производительности – Закаленные и отшлифованные направляющие головки револьверной головки и центрирующий механизм – Индукционно закаленные шестерни в редукторе -Ком…
Сравнение
- Страна Происхождения
- Индия1112020
- Соединенные Штаты 5
- Бразилия 3
- Taiwan2
- Turkey2
- Индия (11)
- ABHIJAT7
- MANEK3
- ATLASMAQ2
- JINTN FA2
- KAAST MATHER ITROPLIO0020
- RETOSAN2
- ERGOMAT1
- GEDEE WEILER1
- MEGABORE1
- ABHIJAT (7)
- MANEK (3)
- ATLASMAQ (2)
- MANEK (3).
- KNUTH (2)
- RETOSAN (2)
- ERGOMAT (1)
- GEDEE WEILER (1)
- MEGABORE (1)

- Manual21
- CNC2
- Manual (21)
- CNC (2)
- 26 мм (1)
- 31,75 мм (1)
- 220 мм (2)
- 300 мм (2)
- 400 мм (1)
- 510 мм (2)
- 400 мм (1)
- 510 мм (2)
- 400 мм (1)
- 510 мм (2)
- 400 мм (1)
- мм (2)
- 400 мм (1)
- мм (2)
- 400 мм (1)
- мм (2)
- 1143 мм (1)
- 26 мм (1)
- 31,75 мм (1)
- 220 мм (2)
- 300 мм (2)
- 400 мм (1)
- 519 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510 510. (2)
- 1143 мм (1)
- Бренд
- Поворотный
- Тип
LevinLathe.
 com: ТОЧНЫЕ ТОКАРНЫЕ СТАНКИ
com: ТОЧНЫЕ ТОКАРНЫЕ СТАНКИ
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
© Луи Левин и сын, Inc., 1 917 .Все права защищены | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Револьверные станки | Межзаводское торговое оборудование
| |||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
Межзаводские продажи © 2009-2022. Inter-Plant Sales, Inc. Все права защищены. | |||||||||||||||||||||||||||||||||||
Револьверный токарный станок — работа, вертикальный вариант, сравнение двигателя и шпиля
- Производство и качество
David
Etukudo
Токарно-револьверный станок представляет собой тип металлообрабатывающего станка, который может производить повторяющиеся детали. Кроме того, благодаря своей шестигранной револьверной головке, которая представляет собой индексируемый держатель инструмента, он может одновременно удерживать и заменять до шести инструментов. Это делает его идеальным для быстрого выполнения различных операций.
Кроме того, благодаря своей шестигранной револьверной головке, которая представляет собой индексируемый держатель инструмента, он может одновременно удерживать и заменять до шести инструментов. Это делает его идеальным для быстрого выполнения различных операций.
В этой статье вы узнаете о работе токарно-револьверного станка вертикального типа и изучите функциональные возможности токарно-револьверного станка по сравнению с токарным станком с двигателем и токарным станком с токарным станком.
Револьверный токарный станок Эксплуатация
Револьверные станки, как и ожидалось, отличаются наличием револьверной головки. Револьверная головка снабжена индексируемым держателем инструмента, который позволяет выполнять несколько операций резания. Револьверные токарные станки обеспечивают большую гибкость и скорость, чем токарные станки, у которых нет этой функции.
Предоставлено: Alibaba Револьверная головка работает как обычный ручной токарный станок, так как имеет патрон, удерживающий заготовку. Затем все инструменты для проведения операции вставляются в соответствующие отверстия турели. После этого вращение шпинделя приводит к вращению патрона и заготовки. Далее револьверная головка с помощью седла перемещается в исходное положение, близкое к вращающейся заготовке. Затем головку поворачивают таким образом, чтобы инструмент для первой операции был обращен к заготовке, прежде чем привести их в контакт.
После каждой операции шестигранная головка отходит от заготовки в исходное положение, затем оператор поворачивает ее, чтобы следующий инструмент был обращен к заготовке. Однако это только для ручного револьверного станка. Тогда как для автоматического типа перемещение головки в исходное положение и индексация инструмента происходит автоматически.
Вертикальный револьверный станок
Вертикальный револьверный станок — это классификация токарных станков с точки зрения их ориентации. Более того, их принято называть «вертикально-расточными станками». В отличие от своего горизонтального аналога, патрон удерживает заготовку в вертикальной ориентации, перпендикулярной вращающемуся столу. Из-за такой ориентации этот станок имеет две инструментальные стойки. Один вертикальный, а другой – боковая головка инструмента. Как правило, подача инструмента с боковой головки позволяет обрабатывать наружный диаметр заготовки. С другой стороны, вертикальная стойка инструмента позволяет использовать инструменты для шнуровки и сверления. В результате работа вертикальной башни аналогична гончарному кругу. Эта установка делает его идеальным для работы с тяжелыми, очень большими или короткими заготовками. Например, некоторые станки в особых случаях могут обрабатывать заготовки диаметром до 10 дюймов.
Токарный станок с револьверной головкой и токарный станок с двигателем
Токарный станок с двигателем относится к традиционному токарному станку или 20-го века с автоматической подачей режущего инструмента. Это отличается от более ранних версий, в которых инструменты держат вручную или подача инструментов на заготовку осуществляется вручную. Это улучшение более ранних токарных станков, но револьверная головка является более поздней версией с некоторыми отличиями. Отличия поздней башни от станка с двигателем показаны в таблице ниже.
| Токарно-револьверный станок | Токарно-винторезный станок |
| Вращается по часовой или против часовой стрелки. | Обычно вращается только против часовой стрелки. |
| Держатель инструментов содержит не менее шести инструментов одновременно. Таким образом, смена инструмента происходит намного быстрее. | Задняя бабка удерживает один инструмент за раз. |
| Нет необходимости в квалифицированной рабочей силе, так как большинство операций выполняются в полуавтоматическом или полностью автоматическом режиме. | Требуется квалифицированная рабочая сила. Хотя в некоторые современные версии встроена технология компьютерного числового управления (ЧПУ), которая ограничивает необходимость вмешательства человека. |
| Подготовка машины к работе требует больше времени. Но после наладки обработка происходит с большей скоростью. Это делает его идеальным для массового производства. | Подготовка машины к работе требует меньше времени. Однако, поскольку операции выполняются вручную, они не подходят для массового производства. |
| Доступен более широкий диапазон скоростей вращения шпинделя, что позволяет использовать его для семейства режущих инструментов. | Меньшее количество скоростей шпинделя для выбора. |
| Ходового винта нет, но с помощью нарезки можно нарезать короткую резьбу. | Наличие ходового винта позволяет нарезать более длинную резьбу. |
| Возможна обработка только короткого конуса. | Может выполнять точение любого типа конуса. |
Револьверный токарный станок против токарного станка с токарным станком
Токарный станок с токарным станком был первым изобретением, в котором использовалась шестигранная револьверная головка для установки инструментов. Более того, его введение было усовершенствованием токарных станков с центром и двигателем. Как правило, он имеет много общего с токарно-револьверным станком, поскольку оба они идеально подходят для массового производства деталей. Однако у них есть различия, которые показаны в таблице ниже.
| Токарно-револьверный станок | Токарно-винторезный станок |
| Это может быть горизонтальный или вертикальный токарный станок. | Обычно это доступно только в горизонтальном положении. |
| Револьверная головка устанавливается непосредственно на седло, которое скользит по направляющим станины. | Крепление револьверной головки осуществляется на ползуне, который закреплен на седле. |
| Поскольку суппорт и ползун перемещаются вбок, этот станок может обрабатывать более крупные детали. | Поскольку подача осуществляется исключительно ползунком, она ограничена работой с заготовками меньшего размера. |