Револьверный станок: устройство и основные узлы
Главная / ЧПУ станок / Токарный станок / Револьверный станок: устройство и основные узлы
Цена по запросу
- Продольный и поперечный суппорты
- С горизонтальной осью револьверной головки
- С вертикальной осью револьверной головки
- С наклонной осью револьверной головки
Лизинг
Трейд ин
Рассрочка
Доставка
Купить в один клик
Револьверный станок является незаменимым видом оборудования на производствах разного масштаба. В револьверных станках главным движением (v, рис. 1) является вращение шпинделя, несущего заготовку; движениями подачи – продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Устройство револьверного станка
В зависимости от расположения оси поворота револьверной головки (см. Токарно револьверный станок: компоновка и характеристики) различают три вида устройства револьверных станков: с горизонтальной осью револьверной головки; с вертикальной осью револьверной головки; с наклонной осью револьверной головки.
В станках малых и средних размеров револьверный суппорт, несущий револьверную головку, представляет собой в большинстве случаев ползун, перемещающийся по промежуточным продольным салазкам, расположенным на станине. Продольные салазки имеют установочное перемещение вдоль направляющих станины.
Рис. 1. Движения при обработке детали в токарно револьверных станках
1. Движения при обработке детали в токарно револьверных станках
В тяжелых револьверных станках револьверный суппорт, как и поперечный, перемещается непосредственно по направляющим станины. По виду обрабатываемой заготовки револьверные станки подразделяются на станки для прутковых работ и станки для патронных работ:
В станках для прутковых работ заготовкой служит пруток того или иного профиля, который проходит сквозь отверстие (канал) шпинделя и зажимается в цанговом патроне (цанге) (или в патроне со сменными кулачками). Для этого станок снабжен механизмом подачи и зажима прутка с механическим, пневматическим или гидравлическим приводом;
В станках для патронных работ штучная заготовка – отливка или поковка – зажимается в универсальном кулачковом патроне, закрепленном на переднем конце шпинделя.
Устройство револьверных станков современных моделей имеет преселективное или автоматическое управление изменениями скоростей шпинделя и величин подач.
В револьверных станках ЧПУ малых и средних размеров, где машинное время невелико, а поворот револьверной головки автоматизирован, скорости шпинделя и величины подач заранее настраиваются для каждой позиции револьверной головки и изменяются последовательно в течение всего цикла обработки в зависимости от поворота головки.
При применении преселективного или автоматического управления значительно сокращается вспомогательное время, затрачиваемое на настройку скорости шпинделя и величины подачи после каждого поворота револьверной головки, что особенно важно в серийном производстве.
Рис. 2. Токарно револьверный станок 1п365. Основные узлы револьверного станка: 1 – станина; 4 – шпиндельная бабка; 3 – коробка подач; 2 – фартуки суппортов; 6 – продольный суппорт; 5 – поперечный суппорт.
Станина токарного станка револьверного типа
Станина токарных станков револьверного типа представляет собой отливку коробчатой формы с системой ребер жесткости. По направляющим станины перемещаются продольный и поперечный суппорты. В задней стенке станины станка имеются окна для лучшего отвода стружки. Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков – на двух опорах (тумбах).
Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков – на двух опорах (тумбах).
Шпиндельная бабка токарного станка револьверного типа
В шпиндельную бабку токарного станка револьверного типа средних и больших размеров встроена коробка скоростей, сходная по конструкции с одноименным узлом токарных станков (рис. 3), но обеспечивающая меньший диапазон регулирования и меньшее число ступеней скорости шпинделя по сравнению с токарными станками.
Рис. 3. Развертка шпиндельной бабки токарно револьверного станка 1п365.
В шпиндельной бабке револьверных станков малого размера монтируется только шпиндель (рис. 4). Изменение скоростей шпинделя обеспечивается редуктором, установленным в основании станка (рис. 5) и связанным со шпинделем ременной передачей. Включение электромагнитных муфт редуктора в определенной комбинации дает нужную скорость вращения шпинделя.
Рис. 4. Шпиндельная бабка токарного станка револьверного типа 1п326.
Рис. 5. Редуктор револьверного станка 1п326.
Коробка подач токарного станка револьверного типа
Коробка подач как важный узел
Коробки подач тяжелых револьверных станков имеют устройство, обеспечивающее возможность переключения на ходу (рис. 6). Перед каждым переключением гидросистема управления выключает муфту 1, связывающую коробку подач с коробкой скоростей, и включает муфту 2, свободно сидящую на валу и получающую качательное движение от эксцентрика 3, расположенного на валу быстрого (ускоренного) хода. Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Рис. 6. Коробка подач токарно револьверного станка 1п365.
В малых и средних револьверных станках переключение на ходу обеспечивается фрикционными электромагнитными муфтами, включаемыми в различных комбинациях (рис. 7).
Рис. 7. Коробка подач револьверного станка 1п326
Фартук токарно револьверного станка
Фартуки токарных станков револьверного типа поперечного и револьверного суппортов служат для выполнения перемещений этих узлов в поперечном и в продольном направлениях механически и вручную. В них смонтированы механизм остановки суппорта в нужных положениях, определяемых установкой упоров, и механизмы быстрого перемещения суппортов. Механизм быстрого перемещения получает движение от отдельного электродвигателя через вал быстрого хода. Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Поперечный суппорт токарного станка револьверного типа
Поперечный суппорт токарного станка револьверного типа может быть мостового (рис. 8) или консольного типа (рис. 9). Устройство мостового суппорта револьверного станка обладает большей жесткостью и позволяет установить два резцедержателя для закрепления инструмента.
Рис. 8. Поперечный суппорт мостового типа токарно револьверного станка
Передний резцедержатель – поворотный, четырехпозиционный, задний – неподвижный, однопозиционный. Недостаток конструкции – более значительное, по сравнению с поперечным суппортом консольного типа, ограничение наибольшего диаметра обработки, так как в этом случае заготовка должна разместиться над салазками суппорта.
Конструкция поперечного суппорта консольного типа позволяет обрабатывать заготовку детали значительно большего диаметра при тех же размерах станка.
Рис. 9. Поперечный суппорт консольного типа токарно револьверного станка
Продольный суппорт токарного станка револьверного типа
Продольный суппорт токарного станка револьверного типа малых и средних размеров с вертикальной осью револьверной головки (рис. 10) имеет салазки 1, установленные на станине, и каретку 2, которая приводится в движение с помощью реечной передачи по направляющим салазок и несущую револьверную головку 3 шестигранной, иногда цилиндрической формы. Режущие инструменты закрепляют в гнездах револьверной головки с помощью переходных втулок. На гранях револьверной головки могут быть закреплены различные приспособления, несущие режущий инструмент. Правильное положение оси гнезда револьверной головки относительно оси шпинделя после каждого поворота головки обеспечивается механизмом фиксации.
Рис. 10. Продольный суппорт токарно револьверного станка 1325
Для более жесткого крепления головки после каждого поворота и разгрузки фиксатора от момента, создаваемого силой резания, служит механизм зажима, основным элементом которого является стяжной хомут 4. В затянутом состоянии хомут плотно прижимает торец револьверной головки к плоскости каретки.
Поворот револьверной головки токарного станка происходит автоматически при отводе ползуна. Во время отвода один из штифтов поворота 9 набегает на рычаг упора 10, расположенный в салазках 1, и головка поворачивается на 60°. Перед началом поворота головки рычаг 12, набегая на упор 13, выводит фиксатор 11, а собачка 14, набегая на упор 15, разжимает хомут. В начале движения каретки вперед происходит зажим хомута за счет взаимодействия собачки 14 и упора 12.
При повороте револьверной головки токарного станка происходит синхронный поворот барабана 6 с упорными винтами 5, которые служат для предварительной установки величины рабочего хода ползуна. В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В револьверных станках малых размеров, таких как токарно револьверный станок 1п318 и токарно револьверный станок 1п326 (рис. 11), каретка с револьверной головкой перемещается непосредственно по направляющим станины, что позволяет отказаться от дополнительных направляющих и увеличить опорную базу каретки.
Рис. 11. Продольный суппорт токарно револьверного станка 1п326.
Упоры, управляющие механизмами поворота револьверной головки, вывода фиксатора и зажима хомута, а также штифт упора механизма Выключения рабочего хода расположены в специальном корпусе, закрепленном на станине.
Фартук продольного суппорта в этих станках неподвижен. В тяжелых револьверных станках продольный суппорт 1 (рис. 12) вместе с закрепленным на нем фартуком перемещается с помощью реечной передачи непосредственно по направляющим станины, что дает возможность получить значительные перемещения.
Рис. 12. Продольный суппорт тяжелого револьверного станка.
Револьверная головка 3 токарного станка, не имеет механического поворота. Вывод фиксатора 4, зажим и разжим хомута 2 производятся вручную рукояткой 8. При повороте револьверной головки синхронно поворачивается барабан упоров 9, связанный,с ней конической зубчатой передачей. На барабане 9 расположены регулируемые упоры 7, с помощью которых производится установка длины рабочего хода на каждой позиции револьверной головки. При движении суппорта вперед с рабочей подачей один из упоров 7 в нужный момент набегает на неподвижный упор на станине. При этом барабан 9 останавливается, а суппорт продолжает двигаться. Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Существуют устройства револьверного станка, в которых поворот револьверной головки осуществляется с помощью мальтийского механизма или гидроцилиндра.
Продольный суппорт в станках с горизонтальной осью револьверной головки (рис. 13) перемещается непосредственно по направляющим станины с помощью реечной передачи. Фартук продольного суппорта неподвижен. Револьверная головка 1 имеет 12-16 гнезд, в которых крепят инструменты или приспособления с инструментами. Каждое гнездо, попадая в верхнее положение, становится соосным со шпинделем станка.
Рис. 13. Продольный суппорт токарно револьверного станка с горизонтальной осью револьверной головки
Фиксатор 2 служит для обеспечения правильного положения оси каждого гнезда относительно оси шпинделя. Управление механизмом фиксации осуществляется вручную рукояткой 15.
Управление механизмом фиксации осуществляется вручную рукояткой 15.
Поворот револьверной головки токарного станка производится тремя способами:
- быстрый поворот вручную при смене позиций производится маховичком 12 через валик 10 и зубчатое колесо 16, зацепляющееся с зубчатым венцом на револьверной головке. При этом с помощью маховичка 13 выключают фрикционную муфту 11, которая связывает червячное колесо 9 с валиком 10;
- медленный поворот вручную для получения поперечной рабочей подачи производится маховичком 7 через валик 5, червяк 4, червячное колесо 9, муфту 1 и далее, как в первом случае;
- медленный поворот с механической поперечной рабочей подачей производится с помощью валика 3, получающего вращение от фартука револьверного суппорта, далее через конические зубчатые колеса 8, которые служат для реверсирования поперечной подачи в зависимости от включения кулачковой муфты 6 с помощью рукоятки 14 и далее, как во втором случае.
Механизм подачи и зажима у револьверного станка
Механизм подачи и зажима прутка имеется во всех токарных станках для прутковых работ. Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Рис. 14. Механизм подачи и зажима прутка токарно револьверного станка 1п326.
Зажим прутка в револьверном станке происходит следующим образом. На валу 2, получающем вращение от отдельного электродвигателя, расположен барабан 1 зажима с фигурным пазом, в котором находится ролик рычага 3 зажима. При повороте барабана 1 поворачивается рычаг 3 против часовой стрелки, связанный с муфтой 8, находящейся на заднем конце шпинделя станка. Муфта 8, перемещаясь влево, своим внутренним конусом вдавливает ролики 9 между шайбой 7 с сепаратором 10. Так как шайба 7 неподвижна, происходит перемещение сепаратора 10, компенсатора 11, втулки 12 и гайки 13 Влево. Гайка 13 связана с натяжной трубой 6, расположенной в отверстии шпинделя станка. На трубе 6 закреплена на резьбе сменная зажимная цанга 5, которая своим конусом входит в коническое отверстие переднего конца шпинделя. При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении муфты 8 вправо за счет упругих свойств цанги происходит разжим прутка, и детали 5, 6, 13, 12, 11, 10 и 9 возвращаются в исходное положение. Подача прутка осуществляется следующим образом. На валу 2 находится барабан 18 подачи, в фигурном пазу которого расположен ролик рычага 19 подачи. При повороте барабана 18 поворачивается рычаг 19 по часовой стрелке и перемещает каретку 14, в которой закреплена подающая труба 15, расположенная в отверстии натяжной трубы 6. На правом конце подающей трубы закреплена сменная подающая цанга 4, охватывающая пруток с определенной силой. Поэтому при перемещении подающей цанги вправо происходит подача прутка. Перемещение подающей цанги влево производится пружиной 17, если соответствует конфигурация фигурного паза барабана 18. В это время пруток зажат в зажимной цанге; поэтому подающая цанга возвращается в исходное положение, проскальзывая по прутку. Винт 16 служит для установки величины хода подающей цанги.
Винт 16 служит для установки величины хода подающей цанги.
За один оборот вала 2 осуществляется цикл подачи и зажима прутка: отход подающей цанги, разжим прутка, подача прутка, зажим прутка. Механизм зажима прутка, примененный в тяжелом револьверном станке, показан на рис. 15.
Зажим прутка в токарно револьверном станке производится следующим образом. Масло под давлением, попадая в правую полость гидроцилиндра 1, перемещает поршень 2, который перемещает вилку 3. Последняя, действуя через муфту 4, кулачки 5, шайбу 9, компенсаторные пружины 10 и ряд промежуточных деталей, перемещает втулку 11 влево. Втулка 11 через гайку 7 действует на подпружиненные сменные губки 8, затягивая их в конусное отверстие детали 6. Происходит зажим прутка. Для того чтобы разжать пруток, масло подается в левую полость гидроцилиндра.
Механизм захвата и подачи прутка в тяжелых токарных станках выполняется отдельно и располагается у левого торца коробки скоростей. Привод этого узла револьверного станка – гидравлический. При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
Рис. 15. Механизм зажима прутка токарно револьверного станка 1365.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Токарно-револьверные станки | Назначение, виды, область применения, схемы станков
Токарно-револьверные станки
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнять все основные .
Револьверные станки отличаются от токарно-винторезных тем, что не имеют и ходового винта, а имеют продольный суппорт, несущий револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми . Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми . Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Область применения
Применение токарно-револьверных станков считается рациональным в том случае, если по обработки детали требуется применение большою количества режущею инструмента и размер партии детали составляет не менее 10-20 шт. К преимуществам токарно-револьверных станков но сравнению с токарными относятся возможность сокращения машинного и вспомогательного времени на счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной на обработку детали многими инструментами.
Виды
Токарно-ренольверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые и патронные. Обычно станки малого размера-прутковые, а среднего размера – как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и станки с горизонтальной осью вращения револьверной головки (рис. 71). Револьверные головки бывают призматические и цилиндрические. Призматические головки (рис. 71,а) обычно имеют вертикальную ось и шесть граней с гнездами. Цилиндрические головки делают с горизонтальной осью вращения (рис. 71, 6,в) с расположением горизонтальной оси головки параллельно (рис. 71,6) или перпендикулярно оси шпинделя станка (рис. 71,е).
Движения в револьверных станках
Главным движением в рассматриваемых станках является вращение шпинделя, несущего заготовку: движением подачи – продольное s, и поперечное s, перемещения суппортов, несущих режущий инструмент.
В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением головки (рис.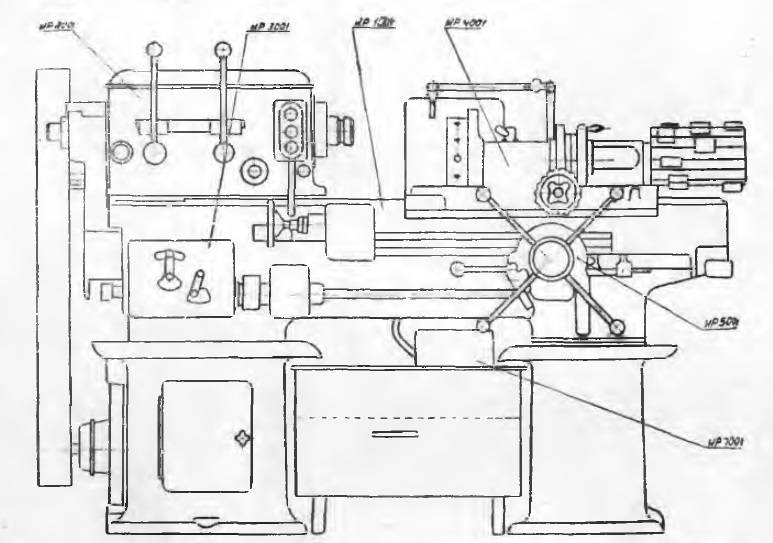 71,6). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 71,а).
71,6). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 71,а).
Вспомогательными движениями в рассматриваемых станках являются повороты (индексирование) револьверной головки для последовательного «вода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппорта и др.
Рис. 71 – Кинематаическая схема револьверного станка
Похожие материалы
Что такое токарно-револьверный станок? Полное руководство
Токарные станки — это популярные обрабатывающие инструменты, состоящие из быстро вращающейся заготовки и режущего инструмента, установленного на резцедержателе, который можно перемещать по осям X и Z.
Эти станки можно использовать для выполнения различных операций, таких как токарная обработка, расточка, нарезание резьбы, сверление, накатка и т. д.
д.
Однако для разных операций требуются разные инструменты, а смена инструмента для каждой операции увеличивает время цикла.
9Токарно-револьверный станок 0002 представляет собой модификацию обычных токарных станков, которая решает эту проблему и повышает производительность за счет сокращения времени цикла.Так что же делает револьверные станки особенными и какие преимущества они предлагают по сравнению с другими токарными станками?
В этой статье я подробно рассказал о токарно-револьверных станках, рассказав об их деталях, особенностях и типах.
В заключение я также сравнил револьверные станки с токарными станками с токарными станками и машинными станками, чтобы пролить свет на преимущества использования револьверных станков.
Что в этой статье?
- Что такое револьверный токарный станок?
- Основные части токарно-револьверного станка
- Типы токарно-револьверного станка
- Сравнение токарно-револьверных станков с другими токарными станками
- Преимущества токарно-револьверного станка
- Часто задаваемые вопросы
Что такое токарно-револьверный станок?
Токарно-револьверный станок представляет собой модифицированную версию традиционных токарных станков по металлу, в котором стойка инструмента заменена револьверной головкой, которая может вращаться вокруг своей вертикальной оси. Как правило, револьверная головка содержит шесть режущих инструментов, которые можно использовать для выполнения нескольких операций обработки за один сеанс.
Как правило, револьверная головка содержит шесть режущих инструментов, которые можно использовать для выполнения нескольких операций обработки за один сеанс.
Традиционные токарные станки содержат один режущий инструмент, который можно использовать для выполнения конкретной операции обработки, перемещая его вдоль осей станка, тем самым увеличивая время смены инструмента и снижая производительность процесса.
Вращающаяся револьверная головка устраняет необходимость останавливать процесс и менять режущий инструмент токарного станка для выполнения различных операций обработки, тем самым повышая производительность.
важные детали револьверного станка
конструкция типового револьверного станкаВажными частями токарно-револьверного станка являются:
- Револьверная головка
- Передняя бабка
- Приводная муфта
- Стойка инструмента
- Каретка
Револьверная головка
устанавливается на седло. Каждая сторона башни имеет четыре резьбовых отверстия для крепления насадок.
Каждая сторона башни имеет четыре резьбовых отверстия для крепления насадок.
Он может вмещать до шести инструментов, а револьверную головку можно поворачивать, чтобы получить доступ к инструменту, необходимому для операции обработки.
Кроме того, седло можно перемещать вдоль горизонтальной оси, чтобы продвигать режущий инструмент к заготовке.
Например, токарная обработка полого алюминиевого цилиндра и нарезание резьбы требуют двух разных режущих инструментов для завершения процесса обработки.
В этом случае для выполнения токарной операции используется токарный инструмент, а затем можно повернуть револьверную головку, чтобы получить доступ к инструменту для нарезания резьбы и выполнить операцию нарезания резьбы.
Револьверная головка установлена на свободно перемещаемом подшипнике, поэтому оператор может поворачивать ее для изменения положения инструментов после освобождения зажимов.
Передняя бабка
Передняя бабка револьверного станка — это место, где находятся все приводные механизмы.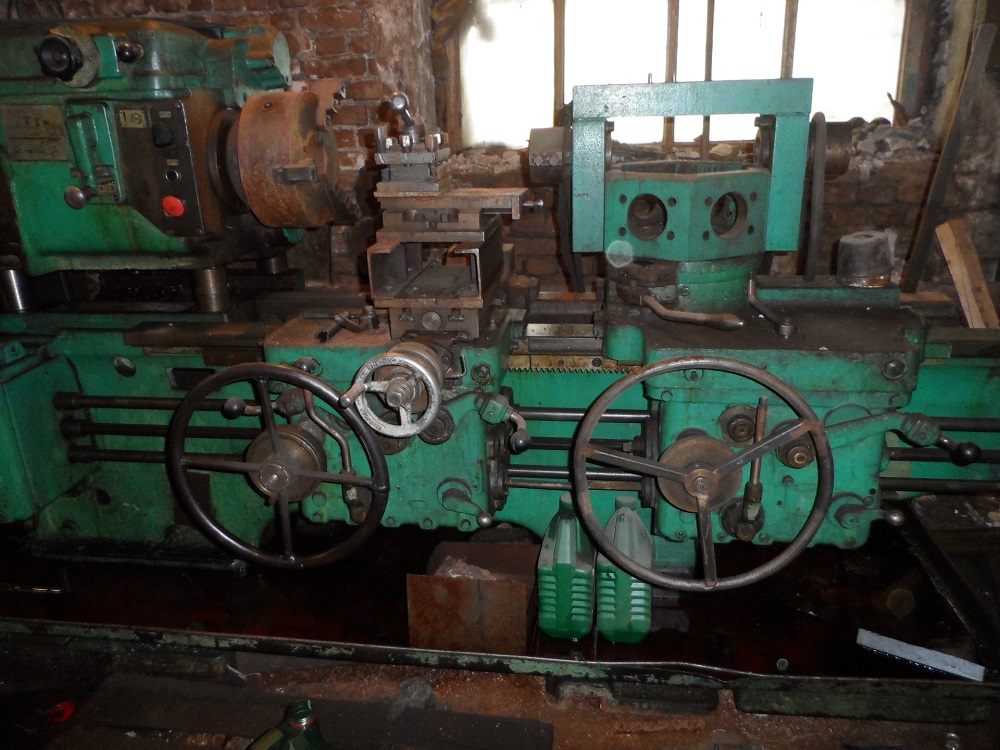
В нем находятся все элементы управления станком, такие как пуск, останов, регулировка скорости и т.д.
В зависимости от типа привода передние бабки могут быть двух типов: электрические и редукторные.
В электрической передней бабке изменение скорости шпинделя достигается за счет управления скоростью электродвигателя.
Электрическая передняя бабка обеспечивает лучший контроль скорости за счет крутящего момента и обычно используется для обработки небольших заготовок.
С другой стороны, редукторные передние бабки состоят из специальных конфигураций шестерен для изменения скорости вращения шпинделя.
Редукторный механизм снижает скорость шпинделя за счет увеличения его крутящего момента, что делает его идеальным для обработки заготовок большего диаметра.
Этот тип передней бабки обычно используется в больших токарных станках, которые используются для выполнения сравнительно более глубоких резов в твердых материалах.
ведущая муфта
Подобно сцеплению автомобиля, ведущая муфта токарно-револьверного станка используется для соединения и разъединения первичного двигателя и шпинделя. Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
В идеальном состоянии первичный двигатель и шпиндель разъединены, и вы можете использовать приводную муфту, чтобы зацепить их перед началом операции обработки.
Стойка для инструмента
Стойка для инструмента используется для установки режущих инструментов на токарно-револьверном станке.
Может перемещаться по осям X и Y, а также поперек кровати с помощью каретки. Эти движения могут быть выполнены с помощью маховика или даже автоматизированы.
Каретка
Каретка также называется поперечным суппортом и находится между стойкой инструмента и седлом.
Поперечные салазки могут перемещаться по машине перпендикулярно движению седла.
Типы револьверных станков
В зависимости от ориентации, операции и количества револьверных головок существует шесть типов револьверных станков.
Горизонтальный токарно-револьверный станок (ручной)
Это самый старый и наиболее распространенный тип токарно-револьверного станка.
Токарный станок с горизонтальной револьверной головкой, как следует из названия, имеет револьверную головку, выровненную по горизонтали.
Ось револьверной головки коллинеарна оси заготовки.
Вертикальный револьверный токарный станок
Вертикальный револьверный токарный станокВ вертикальном револьверном станке ось револьверной головки перпендикулярна основанию станка.
Револьверная головка может перемещаться вверх/вниз и из стороны в сторону по направляющим.
Помимо вертикально ориентированной револьверной головки, он состоит из двух квадратных стоек для инструментов по бокам, каждая из которых может вмещать 4 инструмента.
Стойки инструмента также можно перемещать в направлениях X и Y для выполнения операции обработки заготовки.
Таким образом, всего на вертикально-револьверном станке можно разместить 14 различных инструментов для обработки материала.
Этот тип токарно-револьверного станка подходит для обработки больших и тяжелых заготовок.
Автоматический револьверный токарный станок
Автоматический револьверный токарный станок является модификацией ручного револьверного станка.
Этот тип револьверной головки позволяет автоматизировать скольжение и индексацию револьверной головки с помощью распределительного вала, что повышает производительность за счет сокращения времени обработки.
Это снижает потребность в квалифицированном операторе для управления машиной.
Автоматизация процесса повышает повторяемость, что делает револьверные автоматы идеальными для массового производства.
Однако автоматизация скольжения и индексации с помощью распределительного вала подходит для простых геометрий и не облегчает изготовление сложных геометрий.
Токарно-револьверный станок с ЧПУ
ЧПУ означает числовое программное управление. Револьверные станки с ЧПУ используют сгенерированный компьютером G-код для управления скоростью подачи, скоростью шпинделя и движением револьверной головки.
Станки с числовым программным управлением (ЧПУ) используют компьютерную программу для управления различными параметрами обработки.
Эти машины состоят из компьютерной системы, которая преобразует цифровой дизайн в специальный код (G-коды).
G-коды затем интерпретируются контроллером, чтобы направлять револьверный токарный станок с ЧПУ для выполнения желаемого процесса обработки.
Эти станки также поддерживают автоматическую смену инструментов на револьверной головке, что устраняет необходимость вмешательства человека во время выполнения операции обработки.
Движение режущего инструмента, управляемое компьютером, делает токарно-револьверные станки с ЧПУ идеальными для обработки сложных форм с высокой точностью.
Двухревольверный токарный станок
Двухревольверный токарный станок от CMZ Двухревольверный токарный станок состоит из двух автоматизированных револьверных головок, которые могут одновременно выполнять операции обработки заготовки.
Это значительно сокращает время цикла почти вдвое по сравнению со временем, которое требуется для выполнения аналогичной операции обработки на токарном станке с одной револьверной головкой.
Из двух турелей одна ведет за собой другую. Эта последовательная операция между двумя револьверными головками позволяет станку выполнять черновую и чистовую операции за один проход.
Вы можете загружать и выгружать детали из одного шпинделя, не мешая работе другого. Некоторые токарные станки Twin-Turret могут даже запускать две отдельные программы на каждом из своих шпинделей.
Настройка токарного станка с двумя револьверными головками занимает больше времени, чем токарного станка с одной револьверной головкой. Следовательно, токарные станки с двумя револьверными головками подходят для серийного производства, когда за один присест производится большой объем однородной продукции.
Haas Automation и CMZ всемирно известны производством двухревольверных токарных станков и других станков с ЧПУ премиум-класса.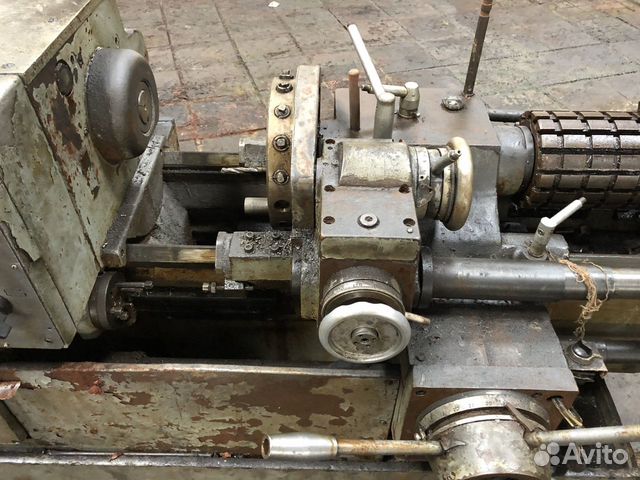
Сравнение токарно-револьверного станка с другими токарными станками
Токарно-револьверный станок — это тип токарного станка по металлу, который позволяет устанавливать несколько режущих инструментов на его шестигранную револьверную головку.
По сравнению с токарными станками по дереву, токарные станки по металлу обеспечивают больший крутящий момент для вращения тяжелой заготовки и большую силу резания для удаления материала.
Даже самые лучшие токарные станки по дереву, доступные на рынке, имеют сравнительно меньший выходной крутящий момент, и поэтому токарные станки по дереву не идеальны для обработки металлов.
Следовательно, для обработки металла требуются специальные токарные станки по металлу, и в зависимости от их характеристик, конструкции и возможностей материала станки по металлу бывают разных типов.
В этом разделе мы сравним токарно-револьверные станки с другими аналогичными токарными станками по металлу: токарными станками Capstan и Engine.
Токарно-револьверный станок против токарного станка с токарным станком
Токарно-револьверный станок с токарно-револьверным станкомВ приведенной ниже таблице я суммировал основные различия между токарным станком с токарно-револьверным станом и токарно-револьверным станком.
| Parameters | Capstan lathe | Turret lathe |
|---|---|---|
| Turret shape | Hexagonal, Square, or circular | Hexagonal |
| Speed of operation | Fast | Slow |
| Types | Horizontal только | Горизонтальное и вертикальное |
| Револьверная головка, установленная на | Рама, установленная на седле | Непосредственно на седле |
| Workpiece size | Small (up to 60mm in diameter) | Large (up to 120mm in diameter) |
| Workholding | Collet | Jaw chuck |
| Feed motion | Ram is moved | Седло перемещается |
| Размер станка | Легкий | Тяжелый |
Краткое изложение основных различий между токарным станком Capstan и револьверным токарным станком
Токарный станок Capstan представляет собой легкий станок, предназначенный для обработки небольших заготовок диаметром до 60 мм.
Токарные станки с револьверной головкой, с другой стороны, крупнее и могут обрабатывать заготовки почти в два раза больше, чем токарные станки Capstan.
Нежесткая конструкция и малый вес токарных станков Capstan делают их непригодными для выполнения тяжелых резов на заготовке.
Токарно-револьверный станок, будучи более тяжелым и устойчивым, может относительно легко выполнять тяжелые резы.
Токарный станок с револьверной головкой позволяет работать с заготовками меньшего размера, что также делает их более быстрыми по сравнению с токарными станками с револьверной головкой.
В токарных станках Capstan ползун скользит по седлу, обеспечивая подачу инструмента. Это уменьшает диапазон движения, тем самым уменьшая максимальную длину заготовки, которую можно обработать.
В токарно-револьверных станках суппорт целиком может скользить по направляющим, что обеспечивает больший диапазон движений, позволяя токарно-револьверным станкам обрабатывать более длинные заготовки.
Некоторые револьверные станки допускают боковое перемещение револьверной головки по отношению к станине, но ползун токарных станков с токарным станком не обеспечивает возможности бокового перемещения.
Механизмы индексации на обоих станках совершенно разные. На токарных станках Capstan маховик ползуна вращается в обратном направлении, чтобы индексировать инструмент.
В то время как на токарно-револьверных станках револьверную головку необходимо вращать вручную после освобождения всех зажимов, чтобы индексировать инструменты.
Револьверный токарный станок и моторный токарный станок
Двигатель и револьверный токарный станокВ таблице ниже я суммировал основные различия между револьверным токарным станком и моторным токарным станком.
| Parameters | Turret lathe | Engine lathe |
|---|---|---|
| Speed | Faster | Slower |
| Size | Comparatively small | Large |
| Direction of rotation | Clockwise and anti- по часовой стрелке | Только против часовой стрелки |
| Ходовой винт | Отсутствует | Присутствует |
| Количество инструментов | До шести | Только по одному |
| Цена | Дешевле | Дороже |
Основные различия между токарно-револьверными станками 90 инструменты, которые они могут держать.

Токарные станки с двигателем обычно имеют инструментальную стойку, которая может вмещать максимум 4 режущих инструмента, тогда как револьверная головка может одновременно вмещать шесть режущих инструментов.
Револьверные станки требуют больше времени для настройки, но они обеспечивают более высокую скорость обработки, что делает их подходящими для массового производства.
С другой стороны, токарные станки с двигателями требуют меньше времени для настройки, но их низкая скорость обработки делает их непригодными для массового производства.
Токарно-револьверные станки обеспечивают сравнительно большую гибкость в регулировке оптимальной скорости вращения шпинделя, что позволяет выполнять различные операции обработки различных материалов.
Помимо этих токарных станков, также доступны токарные станки по металлу: швейцарские токарные станки, токарные станки с ЧПУ и т. д.
Преимущества токарно-револьверного станка
Токарно-револьверный станок имеет очевидное преимущество перед обычными токарными станками, поскольку на них можно разместить до шести инструментов.
Замена инструмента на обычном токарном станке требует времени и замедляет производственный процесс.
В токарном станке с револьверной головкой револьверную головку можно вращать, чтобы менять инструменты для обработки детали. Это экономит время и снижает потребность в квалифицированных рабочих.
Использование токарно-револьверных станков повышает производительность за счет сокращения времени смены инструмента, тем самым сокращая время цикла.
Автоматические токарные станки с револьверной головкой могут производить дубликаты деталей с высокой повторяемостью по сравнению с токарными станками с ручным револьверным управлением.
Часто задаваемые вопросы
Что такое револьверная головка в револьверном станке?
Револьверная головка в токарно-револьверном станке представляет собой держатель инструмента, похожий на пистолет, который содержит шесть инструментов, которые можно использовать взаимозаменяемо. Башня может вращаться вокруг вертикальной оси либо вручную с помощью маховика, либо автоматически с помощью автоматизированного механизма.
Почему токарно-револьверный станок лучше обычных токарных станков?
Токарно-револьверные станки лучше, чем обычные токарные станки, потому что они одновременно держат несколько инструментов. Револьверную головку можно повернуть, чтобы получить доступ к режущему инструменту, необходимому для операции обработки. Это сокращает время смены инструмента, тем самым ускоряя производственный процесс.
Какой тип двигателя используется для управления револьверной головкой токарного станка с револьверной головкой?
Шаговые или серводвигатели используются для управления револьверной головкой токарного станка с револьверной головкой. Они обеспечивают высокую точность с точки зрения частоты вращения и угла поворота, которые необходимы для точного выравнивания инструментов с заготовкой.
| |||||||||||||||||||||||||||||||||
 О.Р.
О.Р. с., 440 В, 3 фазы, 60 циклов, очищено и окрашено
с., 440 В, 3 фазы, 60 циклов, очищено и окрашено  Подвеска оператора, силовой зажим, подъем и поворот, двигатель
30 л.с., 480 В, 3 фазы, габаритный размер. 13 футов Ш x 9 футов 5 дюймов Д x 12 футов 3 дюйма В
Подвеска оператора, силовой зажим, подъем и поворот, двигатель
30 л.с., 480 В, 3 фазы, габаритный размер. 13 футов Ш x 9 футов 5 дюймов Д x 12 футов 3 дюйма В  с., 440 В, 3 фазы
с., 440 В, 3 фазы  с., 220 В, 3 фазы
с., 220 В, 3 фазы 