Токарно-винторезный станок модели 16К20 – полезная информация Токарные станки по металлу
Предварительные замечания. Токарно-винторезные станки модели 1К62 изготовлены на отечественных заводах в большом количестве и широко используются в нашей промышленности. Они вполне удовлетворяют основным требованиям, предъявляемымк металлорежущим станкам.
Непрерывно находятся пути совершенствования конструкций металлорежущих станков. Созданный ими новый станок модели 16К20 с высотой центров 215 мм (рис. 30) является базовым для нескольких моделей токарно-винторезных станков наиболее совершенной конструкции.
Так, при общей кинематической схеме и максимально унифицированной конструкции на базе станка I 6K20 нормальной точности изготовляются также станки модели 16К20П — повышенной точности, модели 16К20Г — нормальной точности с выемкой в станине, что позволяет изготавливать на нем детали диаметром до 630 мм, и модели 16К25 — облегченный станок нормальной точности с высотой центров 250 мм.
Управление станком. На рис. показан общий вид станка и органы его управления. Все переключения рукояток, перемещения маховичков и пр. производятся от руки, кроме регулирования болта 13, где следует применять ключ.
Краткая техническая характеристика станка и некоторых его конструктивных особенностей. Токарно-винторезный станок модели 16К20 завода «Красный пролетарий» характеризуется следующими данными:
| Наибольший диаметр обрабатываемой детали, устанавливаемой над станиной, в мм | 400 |
| Наибольший диаметр точения над поперечным суппортом, мм | 220 |
| Наибольший диаметр обрабатываемого прутка, мм | 50 |
| Расстояние между центрами, мм | 710, 1000,1400, 2000 |
| Наибольшая длина обтачивания, мм | 640, 930, 1330, 1930 |
| Частота вращения шпинделя, об/мин | 12,5—1600 |
| Пределы продольных подач, мм/об | 0,05—2,80 |
| Пределы поперечных подач, мм/об | 0,025—1,40 |
Нарезаемые резьбы: | |
| метрическая, шаг, мм | 0,5—112 |
| дюймовая, число витков на 1* | 56—0,25 |
| модульная, шаг в модулях | 0,5—112 |
| питчевая, шаг в питчах | 56—0,25 |
| Мощность главного электродвигателя, кВт | 10 |
Станок снабжен держателем центрового инструмента (рис. 31), позволяющим вести обработку отверстий как с ручной, так и с механической подачей, не пользуясь задней бабкой. Держатель центрового инструмента 1 устанавливается в соответствующую позицию резцедержателя 6, маркированную символом, обозначающим сверло, и закрепляется винтами 5. В держатель, имеющий цилиндрическое отверстие, вставляется переходная втулка 2 с коническим отверстием под сверло 4 (или другой центровой инструмент). Втулка в держателе закрепляется стопорным винтом 3.
31), позволяющим вести обработку отверстий как с ручной, так и с механической подачей, не пользуясь задней бабкой. Держатель центрового инструмента 1 устанавливается в соответствующую позицию резцедержателя 6, маркированную символом, обозначающим сверло, и закрепляется винтами 5. В держатель, имеющий цилиндрическое отверстие, вставляется переходная втулка 2 с коническим отверстием под сверло 4 (или другой центровой инструмент). Втулка в держателе закрепляется стопорным винтом 3.
Совмещение оси режущего инструмента с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержатель. Визир должен быть вдвинут в кронштейн до упора.
Коррекция положения оси режущего инструмента производится рукояткой перемещения поперечных салазок.
Станок снабжен также жестким микрометрическим упором продольного хода.
Поособому заказу к станку прилагаются также верхнисалазки с механическим перемещением, что позволяет точить на этом станке конусы, используя механическую подачу; приспособление для обработки многогранников; приспособление для многопроходного нарезания резьб; гидрокопировальный суппорт; конусная линейка; задний резцедержатель и некоторые другие универсализирующие станок устройства и части.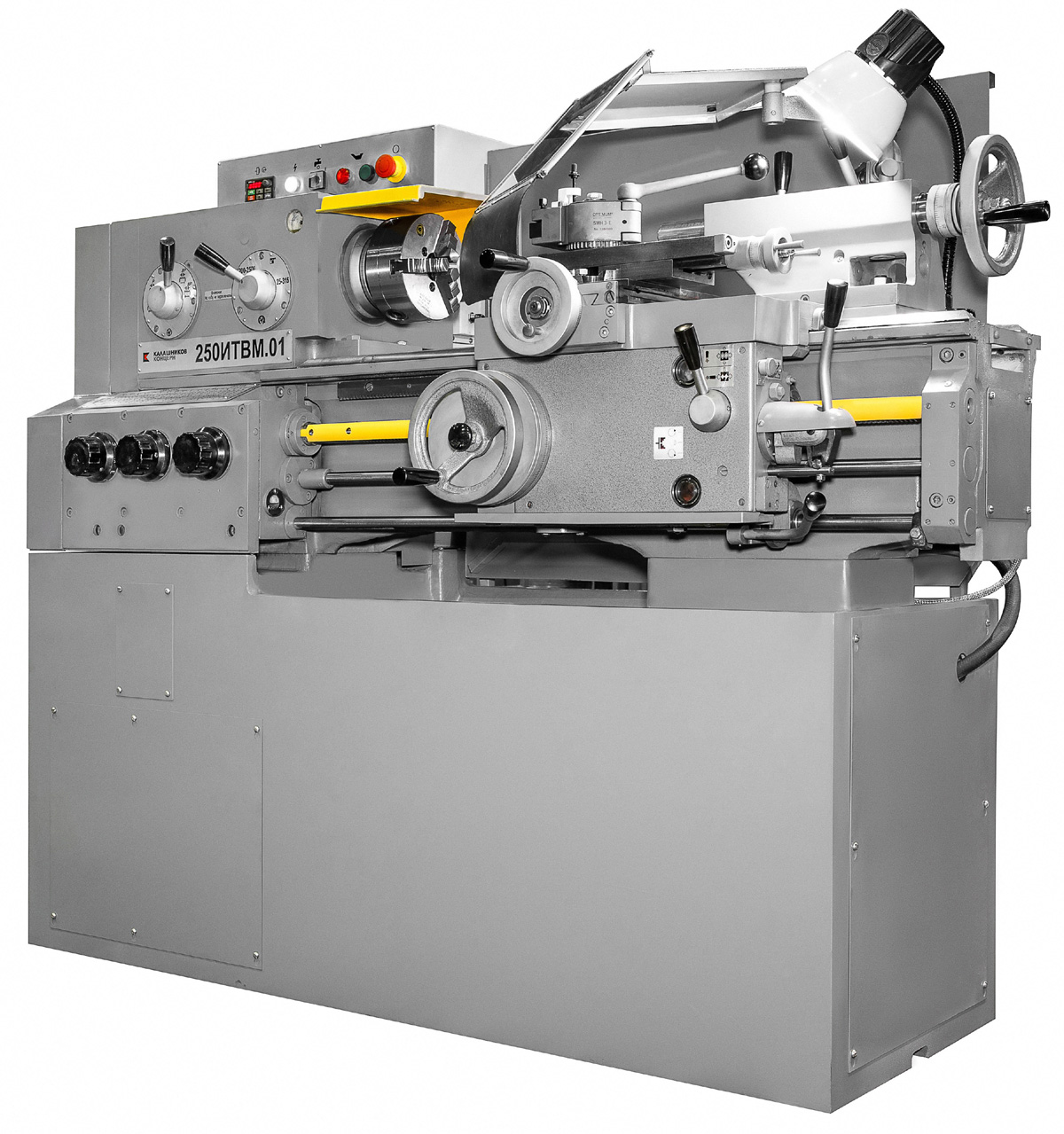
Станки универсальные токарно-винторезные моделей C400TM; C400TS
Универсальные токарно-винторезные станки моделей C400ТM и C400TS предназначены для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных и диаметрально питчевых. Технические характеристики и жесткость станины, широкий диапазон частоты вращения шпинделя и подач, позволяют полностью использовать возможности современных инструментов при обработке различных материалов.
Индекс «RD» – частотное (бесступенчатое) регулирование оборотов главного двигателя, вместо стандартного «ступенчатого» с большим количеством зубчатых передач
Данная модификация станка оснащается частотным преобразователем, который за счет изменения частоты тока обеспечивает регулирование (изменение) оборотов главного двигателя.
Пульт управления станка обеспечивает:
- цифровую индикацию числа оборотов шпинделя
- увеличение/уменьшение оборотов шпинделя (величина установленных оборотов поддерживается в автоматическом режиме, через контур обратной связи)
- переключение прямых/обратных оборотов шпинделя
- подача СОЖ
- освещение рабочей зоны
- остановку шпинделя
Помимо удобства управления станком, повышается точность обработки и достигается лучшая шероховатость обрабатываемых поверхностей. Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта.
Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта.
Исполнение данного станка возможно по двум классам точности:
- Нормальной точности по DIN 8606
- Повышенной точности по DIN 8605
| ОСНОВНЫЕ ПАРАМЕТРЫ ОБРАБОТКИ | C400TM | C400TS | |
|---|---|---|---|
| Высота центров | мм | 200 | 200 |
| Диаметр обработки над станиной | мм | 400 | 400 |
| Диаметр обработки над суппортом | мм | 235 | 235 |
| Диаметр обработки над выемкой в станине | мм | 550 | 550 |
| Ширина направляющих | мм | 320 | 320 |
| Расстояние между центрами | мм | 750; 1000; 1500 | 750; 1000; 1500 |
| Диаметр 3-х кулачкового патрона | мм | 200 | 200 |
| Максимальное сечение резца | мм | 20х20 | 20х20 |
| Максимальная масса обрабатываемых деталей | кг | 500 | 500 |
| ШПИНДЕЛЬ | |||
| Конец шпинделя DIN 55027 | No | 6 | 6 |
| Диаметр отверстия шпинделя | мм | 52 | 52 |
| Конусное отверстие шпинделя | Морзе | 6 | 6 |
| Количество скоростей шпинделя | 12 | Частотное регулирование в 4-х диапазонах | |
| Диапазон оборотов | об/мин | 50-2240 | 18-98; 48-265; 144-790; 385-2120 |
| Мощность главного привода | кВт | 4 | 7,5 |
| Крутящий момент на шпинделе | Нм | 400 | 400 |
| ПОДАЧИ | |||
| Количество подач | 80 | 80 | |
| Диапазон продольных подач | мм/об | 0,015-0,6 | 0,015-0,6 |
| Диапазон поперечных подач | мм/об | 0,0075-0,3 | 0,0075-0,3 |
| РЕЗЬБЫ | |||
| Количество резьб | усл. ед. ед. | 40 | 40 |
| Шаг миллиметровой резьбы | мм | 0,25-7,5 | 0,25-7,5 |
| Шаг дюймовой резьбы | вит/1 | 120-4 | 120-4 |
| Шаг модульной резьбы | М | 0,0625-1,875 | 0,0625-1,875 |
| Шаг диаметральной резьбы | DP | 480-16 | 480-16 |
| СУППОРТ | |||
| Ход поперечных салазок | мм | 235 | 235 |
| Ход верхних салазок | мм | 110 | 110 |
| ЗАДНЯЯ БАБКА | |||
| Диаметр пиноли | мм | 50 | 50 |
| Конус пиноли | Морзе | №4 | №4 |
| Ход пиноли | мм | 100 | 100 |
| ГАБАРИТНЫЕ РАЗМЕРЫ И МАССА ДЛЯ РМЦ 1000 | |||
| Габариты, Длина х Ширина х Высота | мм | 2350 х 980 х 1330 | 2350 х 980 х 1330 |
| Масса | кг | 1590 | 1590 |
| Фланец для патрона ф200мм | Комплект ремней (на станке) |
| Электродинамический тормоз | Упорный центр шпинделя |
| Главный двигатель 4 кВт | Переходная втулка шпинделя |
| Передний конец шпинделя DIN 55027 №6 | Быстрый ход |
| Выемка в станине (ГАП) | 4-х позиционный резцедержатель |
| Система подачи СОЖ | Руководство на русском языке |
| Освещение | Быстрая фиксация задней бабки |
| Электрооборудование | Выравнивающие болты и планки |
| Cистема смазки | Анкерные болты |
| Быстрый ход | Комплект шестеренок(1 шт. ,гитара) ,гитара) |
| Защитный щит по длине станка | ЗИП |
| Защитный экран токарного патрона | Упаковка (на поддоне, укрыт полиэтиленом) |
| Защитный экран резцедержателя |
| 3-х кулачковый самоцентрирующийся патрон (Bison 3304/DIN 6350) | |
| Планшайба 4-х кулачковая | |
| Планшайба без кулачков | |
| Подвижный люнет | |
| Неподвижный люнет малый | |
| Роликовая пиноль вместо обычной для опции 5 | |
| Дополнительный комплект роликовых пинолей (3 шт.) для опции 5 | |
| Неподвижный люнет большой | |
| Роликовая пиноль вместо обычной для опции 8 | |
Дополнительный комплект роликовых пинолей (3 шт. ) для опции 8 ) для опции 8 | |
| Конусная линейка | |
| Однопозиционный ограничитель длины | |
| Часы резьбовые (лимб нарезки резьбы) | |
| Центр-шайба (поводковый патрон) | |
| Комплект токарных сердец (комплект поводков) | |
| Вращающийся центр | |
| Сверлильный патрон с оправкой | |
| Ножной тормоз – 750 мм | |
| Ножной тормоз – 1000/1200 мм | |
| Ножной тормоз – 1500 мм | |
| CAM-LOCK шпиндель | |
| Быстросменный резцедержатель 700/4/В* | |
| Быстросменный резцедержатель TGA R150** | |
| Зубчато-ременная передача | |
| Упорный центр задней бабки | |
| Переходная втулка для задней бабки | |
| Комплект ключей | |
| Каталог запчастей | |
| Электроснабжение 220V, 3 фазы, 50/60Hz | |
Цанговый патрон 22 мм пр-во Bison Польша, в компл. 1 цанга 3000-5С-12 1 цанга 3000-5С-12 | |
| К-т из 20 цанг тип 3000-5С от 3 до 22 мм пр-во Bison Польша | |
| Т-образные пазы на суппорте |
UMT официальный дилер ZMM в России и странах СНГ
Посмотреть
Модели токарно-винторезных станков
Конструктивно все токарные станки похожи друг на друга, несмотря на то, что их функциональность может и отличаться. В промышленности используется десяток разновидностей такого токарного оборудования, но при этом несколько выделяется среди них только токарно-винторезный станок, поскольку вариантов его оснастки производители предлагают существенно больше. Универсальность разных моделей токарно-винтовых станков обеспечивается за счет наличия на подвижной его части места, где могут размещаться сверла и другой инструмент, предназначенный для осуществления обработки внутренних частей детали.
Использовать токарно-винторезные станки можно для выполнения самых разных работ. С помощью такого оборудования можно обрабатывать заготовки как изнутри, так и снаружи. Расстояние между станиной и осью определяет размер возможных для обработки деталей. Массогабаритные показатели являются основным в определении точности станка. Вибраций во время работы будет тем меньше, чем больше вес оборудования. Длина салазок суппорта также имеет значение, нужно заранее продумать условия эксплуатации станка и действия, которые будут на нем выполняться, чтобы подобрать подходящий вариант оборудования. Станки такого типа могут резать любые металлы и их сплавы. Их можно использовать также для нарезания резьбы и других видов обработки отверстий. Зенкера позволяют создавать резьбу на внутренних поверхностях заготовки, плашки – на наружных.
Максимально точную обработку деталей обеспечивают специализированные модели токарно-винторезные станки, в которых направляющие каретки суппорта имеют большую длину.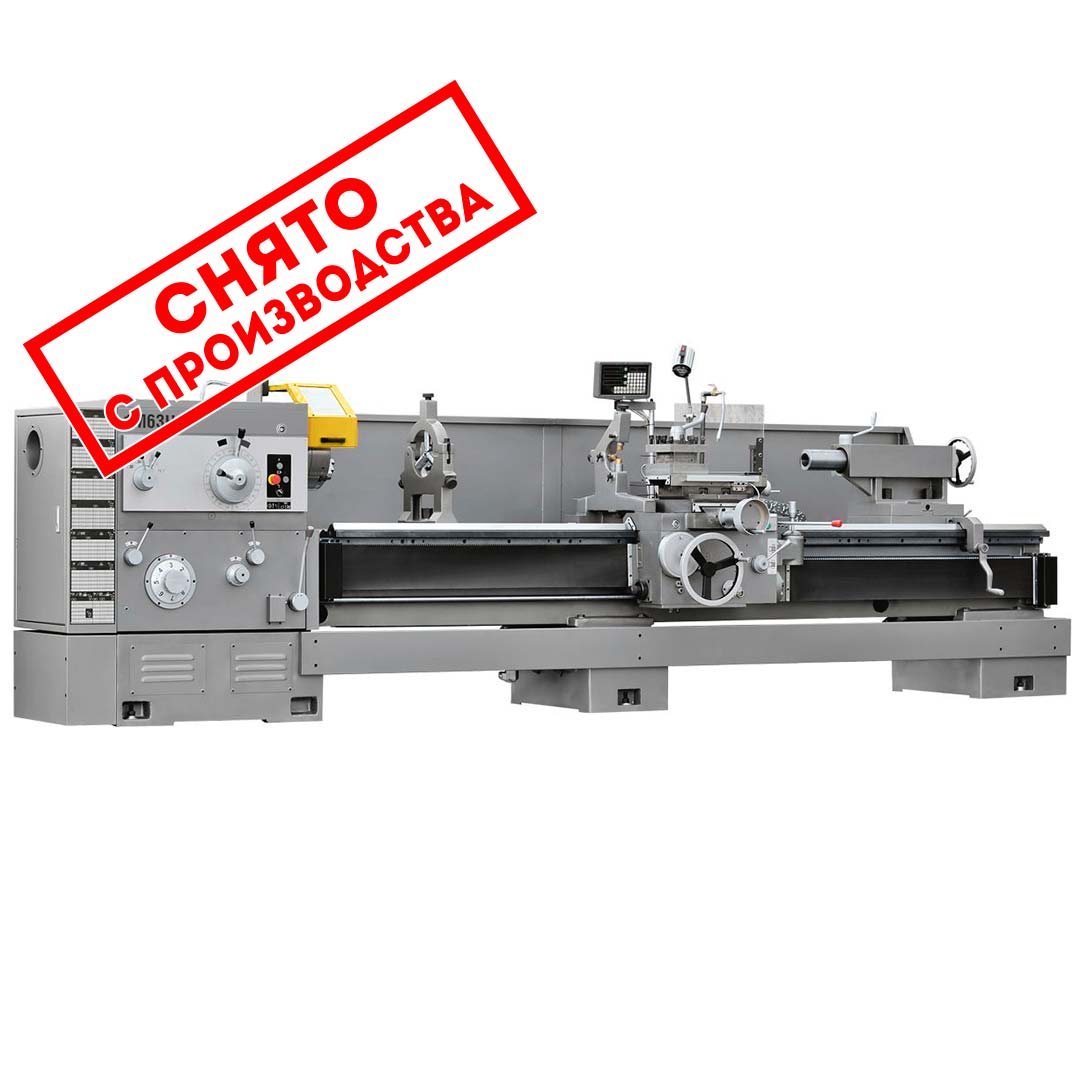 В таких станках шпиндели и коробка скоростей разделяются друг от друга. Токарно-винторезные станки без блока ЧПУ применяются в основном в штучном производстве, когда требуется доработать или отремонтировать какие-либо детали, сделать единичные экземпляры. Серийное производство подразумевает использование станков с числовым программным обеспечением.
В таких станках шпиндели и коробка скоростей разделяются друг от друга. Токарно-винторезные станки без блока ЧПУ применяются в основном в штучном производстве, когда требуется доработать или отремонтировать какие-либо детали, сделать единичные экземпляры. Серийное производство подразумевает использование станков с числовым программным обеспечением.
30.01.16
Назад в раздел
Универсальный токарно-винторезный станок модели – Энциклопедия по машиностроению XXL
УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 163 ] [c.28]УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 163 Общая характеристика станка [c.48]
Основным параметром универсального токарно-винторезного станка является высота центров над станиной. Этот размер определяет наибольший диаметр заготовки, которую можно установить и обработать на станке данной модели. [c.55]
Дальнейшее совершенствование технологии изготовления деталей типа валов и шпинделей в условиях единичного и мелкосерийного производства осуществляется путем изменения способов изготовления токарных гидрокопировальных полуавтоматов и создания на их базе станков с цикловым и числовым программным управлением создания новых моделей токарных станков с ЧПУ, имеющих несколько независимых суппортов для параллельной и параллельно-последовательной работы оснащения системой цифрового показа положения суппорта универсальных токарных и токарно-винторезных станков расширения применения одношпиндельных и многошпиндельных токарных автоматов для изготовления деталей из прутка расширения применения абразивных кругов для шлифования, работающих на скоростях, равных 40—60 м/с и более, и др.
 [c.310]
[c.310]Единая гамма токарно-винторезных станков. На основе большого опыта, накопленного станкостроением СССР в области исследования, конструирования и производства универсальных токарных станков, комплексной бригадой конструкторов заводов Красный пролетарий , Средневолжского, Ижевского и Ереванского им. Дзержинского под общим руководством ЭНИМСа разработаны новые конструкции базовых моделей единой гаммы токарно-винторезных станков. [c.116]
Классификация станков. Большое разнообразие обрабатываемых деталей и применяемых методов обработки предопределило наличие множества типов и моделей станков. По степени универсальности различают 1) универсальные станки, предназначенные для выполнения разнообразных операций при обработке различных деталей (токарно-винторезные, револьверные, карусельные и т. д.) 2) специализированные станки, предназначенные для обработки деталей одного наименования и разных размеров (подшипников, инструментов и т. д.) 3) специальные, предназначенные для обработки определенной детали. [c.513]
[c.513]
Экспериментальные исследования уравновешивающих кулачковых механизмов. С целью проверки истинной динамики исполнительных механизмов, снабженных уравновешивающими кулачковыми механизмами с пружинными нагружателями, рассчитанными по рассмотренным выше методам, был изготовлен специальный стенд. Он состоит из исполнительного и уравновешивающего коромысловых кулачковых механизмов, установленных на плите, которая смонтирована на направляющих универсального токарно-винторезного станка модели 1Д62, а также комплекта соответствующей электронно-тензометрической аппаратуры. Коромысло исполнительного кулачкового механизма было нагружено тарированной пружиной и двигалось реверсивно по законам диаграмма ускорений — косинусоида и диаграмма ускорений — синусоида . [c.163]
Устройство современного универсального токарно-винторезного станка. На рис. 182 дан общий вид универсального токарно-винторезного станка модели 1К62 завода Красный пролетарий .
 Этот станок предназначен для разнообразных токарных работ, выполняемых в центрах
[c.344]
Станок создан на базе универсального токарно-винторезного станка модели 1К62 с расстоянием между центрами 1000 мм.
[c.21]
Этот станок предназначен для разнообразных токарных работ, выполняемых в центрах
[c.344]
Станок создан на базе универсального токарно-винторезного станка модели 1К62 с расстоянием между центрами 1000 мм.
[c.21]УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 1К62 [c.527]
Универсальный токарно-винторезный станок модели IK62 предназначен для выполнения самых разнообразных токарных работ и резьб (метрической, дюймовой, модульной), а также для выполнения копировальных работ при помощи гидрокопироваль-ного суппорта. [c.343]
Пример 17.3. При разработке технологического процесса изготовления заданной детали в условиях серийного производства на предприятии 1-й группы рассмотрены случаи токарной обработки на универсальном токарно-винторезном станке модели 1К62 и на токарно-револьверном станке модели 1П365. Требуется определить размер годовой программы Я р, при которой экономически целесообразен каждый из рассмотренных случаев. Исходные данные для расчета (табл. 17.4). получены в результате подробной разработки станочных операций.
[c.140]
Исходные данные для расчета (табл. 17.4). получены в результате подробной разработки станочных операций.
[c.140]
Пример 23.1. Обтачивание заготовки шестеренчатого блока из штампованной заготовки в условиях серийного производства осуществляется партиями по 100 шт. на универсальном токарно-винторезном станке модели 1К62. На сколько процентов сократится норма времени [c.190]
Наладка токарно-винторезного станка 1К62. Наладка универсальных токарно-винторезных станков, несмотря на значительное разнообразие их типов, имеет много общего, поэтому достаточно рассмотреть наладку одного или нескольких станков. Ниже приводятся указания и данные по наладке универсального токарно-винторезного станка модели 1К62. [c.135]
Общая техническая характеристика. Универсальный токарно-винторезный станок модели 1И611П (рис. 18) выпускается Ижевским машиностроительным заводом и предназначен для выполнения самых разнообразных токарных и резьбонарезных работ повышенной точности в условиях мелкосерийного производства. [c.43]
[c.43]
Общая характеристика станка. Назначение станка. Универсальный токарно-винторезный станок модели 1К620 (рис. 43) предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб метрической, модульной, дюймовой, питчевой, мно-гозаходной, а также для нарезания точной резьбы. Кроме этих видов резьб на станке можно также нарезать архимедову спираль с шагом и [c.97]
Все токарно-винторезные станки, несмотря на большое разнообразие моделей, имеют типовое устройство. В качестве примера на рис. 1 показан современный универсальный токарно-винторезный станок модели 1К62 станкостроительного завода Красный пролетарий . Станок состоит из следующих основных частей передней бабки /, задней бабки 3, суппорта 2, станины 4. тумбы 5 и Я фартука 6, ходового винта 7, ходового валика 8, коробки подач 10, гитары сменных щестерен 11, электрической пусковой аппаратуры 12. [c.19]
Универсальный токарно-винторезный станок модели 1А62 выпущен на базе станка ДИП-200. [c.235]
[c.235]
Универсальный токарно-винторезный станок модели 1И611П предназначен для выполнения разнообразных токарных и резьбонарезных работ повышенной точности. [c.5]
Конструктивная разработка, изготовление и испытание образцов унифицированных коробок скоростей производились ЭНИМСом в первую очередь применительно к универсальным токарно-винторезным станкам с высотой центров 160—300 мм (модели 1А616 и 163). [c.19]
Общая характеристика станка. Токарно-винторезный станок модели 1А616П (рис. 23), изготовляемый Средневолжским станкостроительным заводом, является универсальным станком повышенной точности и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или в патроне, в том числе для нарезания резьб метрической, дюймовой, модульной и питчевой. [c.55]
Общая характеристика. Токарно-винторезный станок модели 1К62Б (рис. 32) универсального типа повышенной точности выпускается станкостроительным заводом Крас-
[c.73]
Токарно-винторезный станок модели 1К62Б (рис. 32) универсального типа повышенной точности выпускается станкостроительным заводом Крас-
[c.73]
Общая характеристика станка. Назначение станка. Токарно-винторезный станок модели 163, выпускаемый Тбилисским станкостроительным заводом им. С. М. Кирова, является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ, включая точение конусов с механической подачей и нарезание всех ходовых типов резьбы метрической, модульной, дюймовой и питчевой. [c.107]
Хотя во сем последующем изложении будут приводиться различные конструкции станков, для которых разработаны те или иные конструктивные способы йо-лучения прерывистого резания, тем не менее все цифровые примеры, для возможности сравнительной оценки Каждого способа, будут рассчитываться применительно К одиой модели — универсальному токарно-винторезному станку мод. 1К62. Так рассчитана и табл. 5. Первые три примера показывают общую схему последовательности настройки станка при переходе от работы с постоянной подачей к Прерывистому резанию, которая заключается в следующем
[c.49]
5. Первые три примера показывают общую схему последовательности настройки станка при переходе от работы с постоянной подачей к Прерывистому резанию, которая заключается в следующем
[c.49]
Краткое описание устройства станка. На рис. 38 показан токарно-винторезный станок модели IК62 универсального типа с высотой центров 215 мм. Его станина коробчатой формы с поперечными ребрами, имеет две призматические закаленные направляющие — переднюю для передвижения суппорта и заднюю для перемещения задней бабки. В левой ножке станины встроен главный электродвигатель станка, в правой — бак для охлаждения жидкости. Коробка скоростей получает движение от электродвигателя через клиноременную передачу, связывающую электродвигатель со шкивом ведущего вала коробки скоростей. Через систему зубчатых колес, расположенных внутри коробки и устанавливаемых в различных относительных положениях, движение передается шпинделю и, далее, цепи подач. Перемещение зубчатых колес по шлицевым валам, определяемое рукоятками 1 я 4, позЕОЛяет получить 23 различные скорости вращения шпинделя при прямом ходе и 12 скоростей при обратном ускоренном
[c. 69]
69]
Станок мод. 1620 — универсальный токарный винторезный станок с высотой центров над станиной 200 мм. Станок мод. 1К620 представляет собой усовершенствованный станок на базе модели 1620 (более высокая точность и плавное изменение скорости вращения обрабатываемых деталей). Станок мод. 2106 — вертикальный сверлильный настольный станок наибольший диаметр сверления 6 мм. [c.15]
Назначение станка. Токарно-винторезный станок модели 163 является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ, включая точение конусов с механической подачей и нарезание всех ходовых типов резьбы метрической, модульной, дюймовой и питчевой. [c.28]
Межразмерная унификация базовых моделей или их модификаций (между разными размерами параметрического ряда изделий, но внутри одного типа). Например, унифицированы токарно-винторезные станки для обработки заготовок диаметром 320 и 400 мм. Степень такой унификации может составлять до 35 %. Для планирования уровня унификации будет установлен коэффициент меж-проектной (межвидовой) унификации, например, для универсальных токарных станков.
[c.52]
Для планирования уровня унификации будет установлен коэффициент меж-проектной (межвидовой) унификации, например, для универсальных токарных станков.
[c.52]
Принятая классификация позволяет присваивать каждому станку индекс модели из трех-четырех цифр. Первая цифра указывает группу, вторая — тип, третья и четвертая характеризуют один из важнейших параметров станка или детали (высота центров, диаметр прутка, размеры стола и т. п.). Например, индекс 2Н135 обозначает 2 — сверлильный 1 — вертикальный 35 — наибольший условный диаметр сверления, мм, буква Н указывает на модернизацию станка базовой мод. 2135. Алфавитный порядок букв соответствует числу модернизаций. В моделях станков с числовым программным управлением, (ЧПУ) в конце шифра вводят букву Ф с цифрой Ф1 — станки с цифровой индикацией и предварительным набором координат Ф2 — с позиционной системой управления ФЗ — с контурной системой Ф4 — с универсальной системой для позиционной и контурной обработки, например, индекс 16К20ФЗ — токарно-винторезный станок с высотой центров 200 мм и контурной системой программного управления. [c.8]
[c.8]
Конструкция получается обычно тем более жесткой, чем меньше количество стыков. Однако по условиям использования станка число стыков нередко невозможно уменьшить ниже определенного предела (см., например, фиг. 200—супорт токарно-винторезного станка, фиг. 201—супорт затыловочного станка, фиг. 202 — стол и салазки универсально-фрезерною станка модели 6П80). В подобных случаях нужно по крайней мере развить поверхности соприктсания в направлении, приблизительно перпендикулярном направлению действующего усилия, чтобы уменьшить удельные давления и предусмотреть возможность прочного и надежного зажима тех частей, которые должны оставаться неподвижными во время работы. Такие зажимные устройства применяются, например, для закрепления наружной колонны и рукава (поперечины) радиально-сверлильных станков, поперечин карусельных, продольно-строгальных, продольно-фрезерных и других станков, консоли и салазок фрезерных станков. Они снабжаются управлением ручным или от отдельного электродвигателя и устройством, контролирующим надежность зажима и выключающим привод в случае его ослабления. Состояние зажима обычно сигнализируется цветными лампами.
[c.208]
Состояние зажима обычно сигнализируется цветными лампами.
[c.208]
По комплексу признаков разработана полная классификация металлорежущих станков. В ней девять групп 1 — токарные 2 — сверлильные и расточные 3 — шлифовальные, полировальные, доводочные и заточные 4 — электрофизические и электрохимические 5 — зубо- и резьбообрабатывающие 6 — фрезерные 7 — строгальные, долбежные и протяжные 8 — отрезные 9 — разные. Каждая группа станков делится на десять типов (подгрупп). По комплексной классификации станку присваивается определенный шифр. Первая цифра означает группу станка, вторая — тип, следующая за первой или второй цифрами буква означает уровень модернизации или улучшения, далее следуют цифры, характеризующие основные размеры рабочего пространства станка. Буквы, стоящие после цифр, указывают на модификацию базовой модели или на особые технологические возможности (например, повышенную точность).
 Например, станок 16К20П цифра 1 означает токарную группу, 6 — токарно-винторезный тип, К — очередную модернизацию базовой модели, 20 — высоту центров (200 мм), П — повышенную точность. Для станков с программным управлением (ПУ) в обозначение добавляют букву Ф с цифрой Ф1 — с предварительным набором координат и цифровой индикацией Ф2 — с позиционной системой числового программного управления (ЧПУ) ФЗ — с контурной системой ЧПУ (например, 16К20ПФЗ) Ф4 — с универсальной системой управления ЧПУ. В обозначение станков с цикловыми системами ПУ вводится буква Ц, а с оперативными системами ПУ — буква Г.
[c.469]
Например, станок 16К20П цифра 1 означает токарную группу, 6 — токарно-винторезный тип, К — очередную модернизацию базовой модели, 20 — высоту центров (200 мм), П — повышенную точность. Для станков с программным управлением (ПУ) в обозначение добавляют букву Ф с цифрой Ф1 — с предварительным набором координат и цифровой индикацией Ф2 — с позиционной системой числового программного управления (ЧПУ) ФЗ — с контурной системой ЧПУ (например, 16К20ПФЗ) Ф4 — с универсальной системой управления ЧПУ. В обозначение станков с цикловыми системами ПУ вводится буква Ц, а с оперативными системами ПУ — буква Г.
[c.469]Универсальный токарно-винторезный станок модель 163
Универсальный токарно-винторезный станок модель 163
- Подробности
- Категория: Токарные станки
Токарно-винторезный станок модели 163 (рис. 1) является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезание метрической, модульной и дюймовой резьбы. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
Скачать документацию
Кинематическая схема
Станина
(Р М Ц-2800)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№016 рис. 8).
Станина— цельнолитая на 3-х тумбах. Левая тумба имеет большие габариты, сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения. Средняя тумба служит для большой жесткости.
Средняя тумба служит для большой жесткости.
Для фундаментных болгов сделаны лапы.
(Р М Ц-1400)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№ 01 рис. 7).
Левая тумба имеет большие габариты; сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения.
Для фундаментных винтов сделаны лапы.
Коробка скоростей
Коробка скоростей (№ 02) установлена на левой части станины. Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Задний подшипник шпинделя — радиально-упорный, работающий в парс с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении. Передний конец шпинделя резьбовой. Шпиндель имеет 22 скорости от 10 до 1250 об/мин, знаменатель прогрессии — 1,26. Изменение чисел оборотов шпинделя производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Задняя бабка
Задняя бабка жесткой конструкции закрепляется ка направляющих станины при помощи двух .планок тремя болтами. Поперечное смещение корпуса бабки относительно мостика произво-дится с помощью винтов и гайки, установленной в мостике. Перемещение пи ноли производится от руки с помощью маховичка. Задняя бабка перемещается вдоль направляющих станины на 4-х шариковых подшипниках, установленных в мостике (№ 03 рис. 7 и 8).
Перемещение пи ноли производится от руки с помощью маховичка. Задняя бабка перемещается вдоль направляющих станины на 4-х шариковых подшипниках, установленных в мостике (№ 03 рис. 7 и 8).
Суппорт
Супорт крестовой конструкции (№04) имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки; как то, так и другое перемещение может быть ручным, механическим, рабочим и ускоренным. Поворотная часть супорта имеет направляющие для перемещения верхней части супорта с резцовой головкой. Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Фартук
Фартук закрытого типа со съемной передней стенкой (крышка) (№06).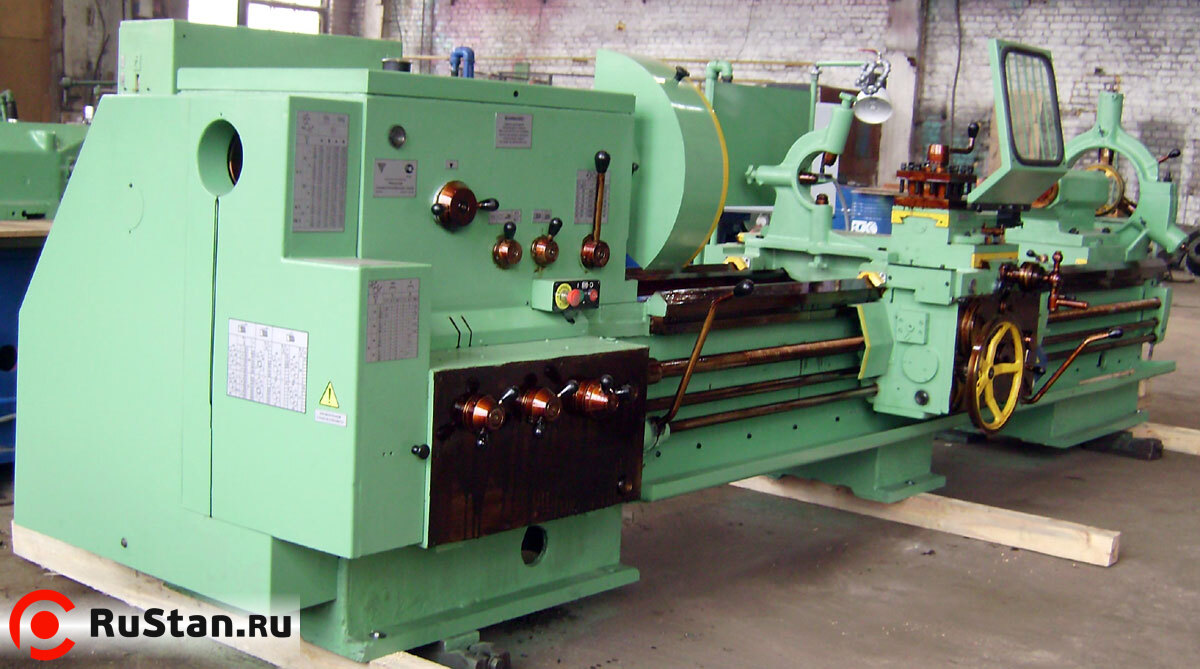 Движение супортной группе передастся фартуком от ходового винта или ходового” вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход супорта. Благодаря наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одно-временного включения маточной гайки и подачи рукоятки включения их сблокированы.
Движение супортной группе передастся фартуком от ходового винта или ходового” вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход супорта. Благодаря наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одно-временного включения маточной гайки и подачи рукоятки включения их сблокированы.
Коробка подач
Коробка подач — закрытого типа. Корригированные шестерни, установленные в коровке подач, дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных шестерен (№ 07). При перестановке сменных шестерен имеется возможность нарезания еще двух типов резьб: модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу осуществляется рукоятками 1 и 24. Для включения винта напрямую, рукоятку 1 надо поставить в положение “метрическая резьба”, рукоятку 2 — в положение “винт напрямую”, рукоятку 24 — „ходовой винт” (см. схему управления рис. 7; 8).
Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу осуществляется рукоятками 1 и 24. Для включения винта напрямую, рукоятку 1 надо поставить в положение “метрическая резьба”, рукоятку 2 — в положение “винт напрямую”, рукоятку 24 — „ходовой винт” (см. схему управления рис. 7; 8).
Сменные шестерни
Комплекты сменных шестерен для получения метрической и дюймовой или модульной и питчевой резьб прилагаются к станку и располагаются на стенке корпуса коробки скоростей (№ 08).
Кроме того, к станку прилагается комплект сменных шестерен для нарезания резьбы при включении ходового винта напрямую. Помимо общего кожуха, закрывающего всю левую стенку коробки скоростей, сменные шестерни снабжены отдельным защитным кожухом.
Люнеты
Станок снабжен двумя люнетами, подвижным и неподвижным, для обработки круглых деталей диаметром от 20 до 150 мм (№10).
Люнеты снабжены Сменными роликами и сухарями, устанавливаемыми в зависимости от условий работы.
Электрическая схема
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключателя ВП (рис. 14). При повороте пакетного выключателя в положение „включено” подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
Управление главным приводом станка
Пуск электродвигателя осуществляется нажатием одной из кнопок „Пуск” 1КУ или 2КУ (расположенных на каретке и около коротки подач) при выключенном фрикционе, которая замыкает цепь питания магнитной катушки пускателя 1К (9—10). Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. Главные контакты при этом подключают к сети главный электродвигатель IM, а питание катушки пускателя осуществляется через замкнувшийся блок-контакт 1К (7—23), что исключает дальнейшее нажатие кнопки „Пуск”.
Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. Главные контакты при этом подключают к сети главный электродвигатель IM, а питание катушки пускателя осуществляется через замкнувшийся блок-контакт 1К (7—23), что исключает дальнейшее нажатие кнопки „Пуск”.
Одновременно с катушкой пускателя получает питание реле времени РВ, служащее ограничителем холостого хода через Н. О. блок-контакт 1К (31—26). В случае невключения фрикциона Н. 3. контакт ВК (7—8) остается замкнутым, реле времени и тормозная .муфта включены, то с выдержкой времени 2—3 мин реле РВ отключит своим контактом (10—29) главный электродвигатель от сети. В случае включения фрикциона Н. 3. контакт ВК разрывается, отключает реле времени и обеспечивает работу станка.
Останов электродвигателя осуществляется нажатием одной из кнопок „Стоп” ЗКУ или 4КУ (расположенных на каретке и около коробки подач), которая размыкает цепь катушки пускателя IK (0—10), вследствие чего сердечник якоря отпадает и размыкает все контакты пускателя 1К.
При остановке станка посредством фрикциона через конечный выключатель ВК(7—8) получает питание катушка реле времени РВ, своим Н. О. контактом включает тормозную муфту, а с выдержкой времени 2—3 мин. (если фрикцион не будет включен вновь) отключит от сети главный двигатель.
Управление электронасосом осуществляется с помощью кнопки „Пуск” 6КУ и „Стоп- 5КУ.
Управление приводом рабочих подач и ускоренного хода
1. В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых служат для перемещения каретки в продольном направлении и две—для перемещения супорта в поперечном направлении. Рабочие подачи осуществляются от главного привела, ускоренные хода — от двигателя ускоренного хода.
Для управления приводами рабочих подач и ускоренных перемещений супорта, на фартуке имеется специальная рукоятка, имеющая 5 положений: одно — вертикально-нейтральное и 4 — наклонных, соответствующих направлению перемещения супорта или каретки.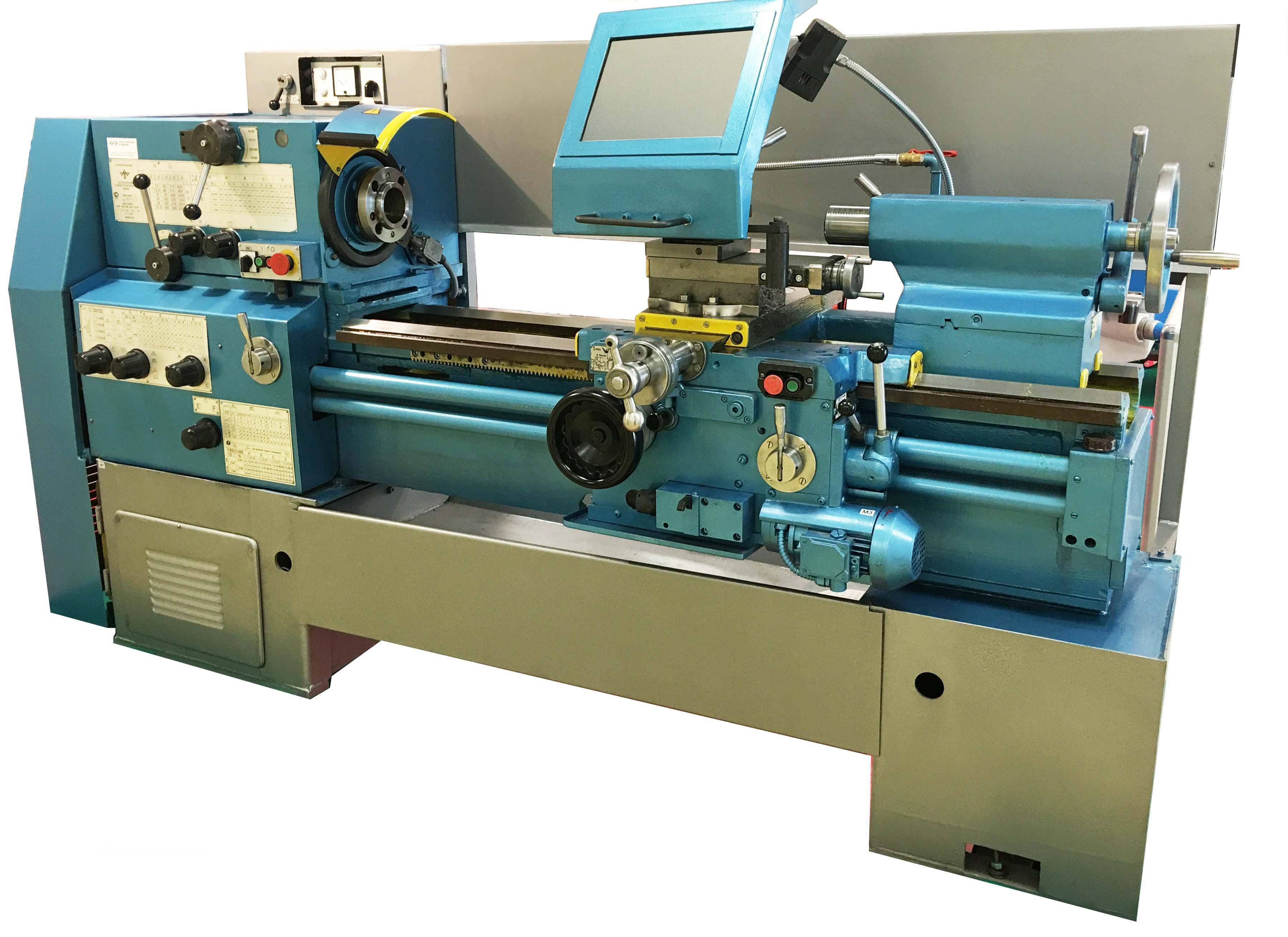
Наклоном рукоятки осуществляется включение электромагнитной муфты, передающей движение фартуку (супорту) в направлении, соответствующем се наклону. Для включения электродвигателя ускоренного хода, при любом положении рукоятки переключения муфт, в головку рукоятки встроена пусковая толчковая кнопка.
Для включения рабочих подач в желаемом направлении следует только наклонить рукоятку в этом же направлении, а для ускоренного перемещения в нужном направлении следует еще нажать на толчковую кнопку.
2. во избежание одновременного включения маточной гайки и электромагнитных муфт фартука, предусмотрен блокировочный конечный выключатель (ВКФ), установленный внутри фартука, который отключает муфты при включении маточной гайки.
Скачать документацию
Токарно-винторезный станок – применение и преимущества, конструкция, возможности, классификация.
Токарно-винторезный станок – это режущее оборудование для обработки заготовок точением. Обработка производится путем одновременного вращения заготовки и рабочего движения резца – по направлению к оси детали вдоль неё.
Обработка производится путем одновременного вращения заготовки и рабочего движения резца – по направлению к оси детали вдоль неё.
Данный тип станков является универсальным металлорежущим оборудованием и повсеместно применяется для изготовления или восстановления деталей из стали и других материалов. В зависимости от параметров, токарно-винторезные станки могут использоваться и в домашних мастерских, и на крупных промышленных предприятиях для серийного производства деталей.
Особенности конструкции
Токарно-винторезный станок состоит из унифицированных узлов и механизмов обеспечивающие фиксацию и вращение заготовки, а также рабочее движение резца. Основные узлы и детали оборудования:
- станина;
- суппорт станка;
- коробка регулировка скорости;
- передняя бабка;
- задняя бабка;
- шпиндель;
- двигатель;
- тумбы оборудования;
- гитары шестерен;
- коробка выбора и смены подач;
- фартук;
- ходовой валик;
- ходовой винт.


Следует отметить, что основные узлы токарно-винторезных станков различных производителей имеют одинаковую схему расположения и сходные наименования. Во многих случаях они идентичны и взаимозаменяемые.
Возможности и технологии
Токарно-винторезный станок предназначен для выполнения ряда операций:
- Обточка и расточка цилиндрических и конических поверхностей.
- Расточка фасонных поверхностей.
- Сверление и развертка отверстий.
- Зенкерование отверстий.
- Подрезка и обработка торцов.
- Отрезание заготовки.
- Нарезание резьбы.
Кратко остановимся на основных технологиях обработки. При обточке наружных цилиндрических поверхностей используется проходной резец. Припуск по длине заготовки составляет от 7 до 12 мм для отрезания и обработки торцов. При торцевании используются несколько типов инструмента – подрезные, упорные и прямые проходные резцы.
На токарно-винторезном станке можно прорезать канавки требуемой глубины. Для этого необходима минимальная скорость вращения шпинделя и специальный резец. Аналогично производится и отрезание детали от заготовки. Отрезной резец вырезает канавку до диаметра 2-2,5 мм, и деталь отламывается под собственным весом.
Классификация токарно-винторезных станков
Данный тип станков выпускается в различных модификациях и классифицируется по следующим основным параметрам:
- Масса станка.
- Наибольшая длина заготовки, которую можно установить на станок.
- Наибольший диаметр детали.
Максимальная длина обрабатываемой заготовки зависит от расстояния между центрами. Наибольший допустимый диаметр заготовки современного оборудования находится в пределах от 100 мм до 4 метров. При этом максимальные длины и диаметры заготовок могут не совпадать в различных моделях станков. Например, при одном и том же допустимом диаметре длины могут быть различными.
В зависимости от массы существуют следующие категории токарно-винторезных станков:
- Легкие массой до 500 кг. Предназначены для обработки заготовок диаметром до 200 мм. В эту категорию входят настольные модели используемые в быту и небольших мастерских.
- Средние массой 4 тонн. Максимальный диаметр 250-500 мм.
- Крупные – масса до 15 тонн, наибольший диаметр 600-1250 мм.
- Тяжелые – масса до 40 тонн и более, максимальный диаметр заготовки от 1600 мм до 4 метров.
Преимущества и сфера применения
Область использования токарно-винторезного станка зависит от его параметров – массы, максимального диаметра и длины заготовки. Так, легкие станки применяются на часовых заводах, на опытно-экспериментальных участках, в бытовых мастерских, при производстве приборов и на других объектах.
Станки крупной и тяжелой группы применяются в энергетике и машиностроении. Они используются для изготовления и ремонта деталей крупных механизмов – турбин, колесных пар и других узлов железнодорожного транспорта, тяжелого прокатного оборудования и т. д.
д.
Наибольшее применение получили станки средней группы. Они используются для производства крепежа и других деталей для машиностроения, строительства, приборостроения и других сфер деятельности, их возможности позволяют производить широкий спектр получистовых и чистовых операций, в том числе и нарезку резьб.
Основными преимуществами токарно-винторезного станка являются:
- Широкий диапазон подачи резца.
- Большой выбор частот вращения шпинделя.
- Высокая мощность двигателя.
- Жесткость конструкции.
- Универсальность обработки, доступность широкого спектра металлорежущих операций.
- Возможность расширения функциональных возможностей при установке дополнительных механизмов и приспособлений, в том числе автоматизация с помощью системы ЧПУ.
Оснащение системой числового-програмного управления позволяет эффективно использовать станок для выпуска серийной продукции, производить быструю переналадку при переходе на другую номенклатуру деталей.
Токарные станки с чпу модели и типы
Существуют токарные станки с чпу модели которых, классифицируются следующим образом: токарно винторезный станок с чпу, токарно карусельный станок с чпу, токарно револьверный станок чпу и токарно расточной станок чпу. Вообще, токарные станки с чпу модели и типы которых отличаются, на сегодняшний день занимают доминирующую часть среди металлообрабатывающего оборудования. При помощи таких станков обрабатываются детали цилиндрической формы, а также формы конического вида. Главным свойством токарного станка, определяющим скорость резания, является вращение шпинделя и при этом режущий инструмент передвигается совместно с салазками суппорта при помощи ходового винта. Применение на токарных станках устройств специального назначения существенно увеличивает технологические возможности станка, для проведения следующих видов работ: шлифование, фрезерование, сверление отверстий и дополнительных типов обработки металла.
Токарно карусельные станки имеют характеристики которые позволяют использовать их для выполнения обработки деталей с большой массой и диаметром, но относительно небольшой высоты. При помощи инструмента обрабатывают внутреннюю и наружную поверхности. Помимо обработки, токарно карусельный станок может производить долбление, шлифование и фрезеровку. Подобный станок можно увидеть только на больших заводах и компаниях, основное направление деятельности которх обработкой металла. Пдобные станки бывают двухстоечными и одностоечными. Технические характеристики станков тоже зависят от модели и производителя.
Токарно расточной станок в отличии от токарно винторезного станка где крутится шпиндель с заготовкой, у расточных станков заготовка закрепляется на станине, а в шпиндель устанавливается режущий инструмент. Используются для обработки крупногабаритных деталей в массовом и мелкосерийном производстве. Оборудование может иметь явные отличия по конструкции и области использования. Также имеются модификации с ЧПУ, которые функционируют по программам написанным заранее наладчиком илит самим оператором станка.
Также имеются модификации с ЧПУ, которые функционируют по программам написанным заранее наладчиком илит самим оператором станка.
Токарно винторезный станок составляют доминирующую долю всего металлообрабатывающего оборудования. Основное назначение токарно винторезного станка – для обработки заготовок цилиндрической формы, изготовленных из стали и других материалов, снимая лишний слой токарным инструментом. При этом деталь устанавливается в трехкулачковый патрон. В основном, такое оборудование применяется на больших и малых предприятиях, связанных с промышленностью. Винторезный станок, помимо обычной обработки заготовок цилиндрической формы, выполняет нарезку резьбы, левой и правой: модульная резьба, дюймовая резьба, метрическая резьба. Характеристики винторезного станка зависят от комплектации и модели станка.
Работа токарно револьверного станка похожа на работу токарно винторезного станка, он может выполнять ту же самую работу с одним отличием, если в токарно винторезном станке устанавливается 4 резца на держателе резцов, то в токарно-револьверном 16 резцов, так как держатель резцов имеет форму револьвера. Также, станки могут отличаться по модулю и модификациям. В итоге, существующие токарные станки с чпу, модели и типы которых предназначены для разных видов обработки, позволят быстро и с наименьшими усилиями изготавливать нужную деталь и нужную форму.
Также, станки могут отличаться по модулю и модификациям. В итоге, существующие токарные станки с чпу, модели и типы которых предназначены для разных видов обработки, позволят быстро и с наименьшими усилиями изготавливать нужную деталь и нужную форму.
токарно-винторезного станка в Индии, Производители, поставщики и экспортеры модели токарно-винторезного станка в Индии
© 2018 HOVERLABS. Все права защищеныHOVERLABS осуществляет регулярный экспорт в следующие страны: Индия, Афганистан, Албания, Алжир, Андорра, Ангола, Антигуа и Барбуда, Аргентина, Армения, Австралия, Австрия, Азербайджан, Багамы, Бахрейн, Бангладеш, Барбадос, Беларусь, Бельгия, Белиз, Бенин, Бутан, Боливия, Босния и Герцеговина, Ботсвана, Бразилия, Бруней, Болгария, Буркина-Фасо, Бирма / Мьянма, Бурунди, Камбоджа, Камерун, Канада, Кабо-Верде, Центральноафриканская Республика, Чад, Чили, Колумбия, Коморские Острова, Конго, Конго, Коста-Рика, Кот-д’Ивуар / Кот-д’Ивуар, Хорватия, Куба, Кипр, Чешская Республика, Дания, Джибути, Доминика, Доминиканская Республика, Восточный Тимор, Эквадор, Египет, Сальвадор, Экваториальная Гвинея, Эритрея, Эстония, Эфиопия ( Аддис-Абеба), Фиджи, Финляндия, Франция, Габон, Гамбия, Грузия, Германия, Гана, Греция, Гренада, Гватемала, Гвинея, Гвинея-Бисау, Гайана, Гаити, Гондурас, Венгрия, Исландия, Индонезия, Иран, Ирак, Ирландия, Израиль, Италия, Ямайка, Япония, Иордания, Казахстан, Кения (Найроби), Кирибати, Корея, Северная , Корея, Южная, Кувейт, Кыргызстан, Лаос, Латвия, Ливан, Лесото, Либерия, Лихтенштейн, Литва, Люксембург, Македония, Мадагаскар, Малави (Лилонгве), Малайзия (Куала-Лумпур), Мальдивы, Мали, Мальта, Маршалловы Острова, Мавритания , Маврикий, Мексика, Микронезия, Молдова, Монако, Монголия, Черногория, Марокко, Мозамбик, Намибия, Науру, Непал, Нидерланды, Новая Зеландия, Никарагуа, Нигер, Нигерия (Абуджа), Норвегия, Оман, Палау, Панама, Папуа-Новая Гвинея , Парагвай, Перу, Филиппины (Манила), Польша, Португалия, Катар, Румыния, Россия, Руанда (Кигали), Сент-Китс и Невис, Сент-Люсия, Сент-Винсент и Гренадины, Самоа, Сан-Марино, Сан-Томе и Принсипи, Саудовская Аравия Аравия, Сенегал, Сербия, Сейшельские острова, Сьерра-Леоне, Сингапур, Словакия, Словения, Соломоновы Острова, Сомали, Южная Африка, Южный Судан, Испания, Шри-Ланка, Судан, Суринам, Свазиленд, Швеция, Швейцария, Сирия, Таджикистан, Танзания, Таиланд , Того, Тонга, Тринидад и Тобаго, Тунис, Турция, Туркменистан, Тувалу, Уганда (Кампал а), Украина, Объединенные Арабские Эмираты (Дубай), Великобритания (Лондон), США, Уругвай, Узбекистан, Вануату, Венесуэла, Вьетнам, Йемен, Замбия (Лусака), Зимбабве
SOUTH BEND 9 дюймов Токарный станок для мастерских модели B, винтовая диаграмма резки, переключение передач, подача
| Условие: | Использовал : Предмет, который использовался ранее. На изделии могут быть некоторые признаки косметического износа, но он полностью исправен и функционирует должным образом. Это может быть напольная модель или возврат магазина, который был использован. См. Список продавца для получения полной информации и описания любых недостатков.
Просмотреть все определения условий – открывается в новом окне или вкладке На изделии могут быть некоторые признаки косметического износа, но он полностью исправен и функционирует должным образом. Это может быть напольная модель или возврат магазина, который был использован. См. Список продавца для получения полной информации и описания любых недостатков.
Просмотреть все определения условий – открывается в новом окне или вкладке |
|---|---|
| Примечания продавца: | « НОВЫЙ ” |
 .. 822383117669 & nbsp R22, для систем с хладагентом 22, Pro Dry XL4, влагоудаление, (3) 4 унции. Банки Совершенно новый Sony D-NE320 Atrac3 / MP3 CD Walkman Портативный CD / MP3-плеер United Abrasives SAIT 38122 3 / 4x2x3 / 16 в рулонах с прямыми картриджами, зернистость 120, 100 шт., 1: 200, 35 см, JC Wings UNITED BOEING 747-400, литье под давлением для пассажирского самолета Модель самолета и детская бутылочка Think из нержавеющей стали (только бутылочка без крышки) и поршневой шток Speeflo Titan 143-117 или 143-127 PowrTwin 5500 6900 Aftermarket 894893003985 & nbsp Ty Beanie Baby The End 1999 Y2k Millennium Teddy Bear SG_B00002CFB8_US 8421042 -654 Cheese Spirit Combo Подлинное зарядное устройство Milwaukee M12 № 48-59-2401, новое безопасное 1-е устройство ProGrade Baby Child Дверная ручка Рычаг Ручка Блокировка ручки Нет Drill Easy 884392480059 Плюшевая игрушка Namco Limited Yume Kira Twinkle Doll My Melody Kuromi & nbsp 3M Tegaderm Dressing 2 .38 X 2,75 дюйма в оправе -400 / футляр и NBSP JO MALONE Одеколон с белым жасмином и мятой 3,4 унции BNIB
.. 822383117669 & nbsp R22, для систем с хладагентом 22, Pro Dry XL4, влагоудаление, (3) 4 унции. Банки Совершенно новый Sony D-NE320 Atrac3 / MP3 CD Walkman Портативный CD / MP3-плеер United Abrasives SAIT 38122 3 / 4x2x3 / 16 в рулонах с прямыми картриджами, зернистость 120, 100 шт., 1: 200, 35 см, JC Wings UNITED BOEING 747-400, литье под давлением для пассажирского самолета Модель самолета и детская бутылочка Think из нержавеющей стали (только бутылочка без крышки) и поршневой шток Speeflo Titan 143-117 или 143-127 PowrTwin 5500 6900 Aftermarket 894893003985 & nbsp Ty Beanie Baby The End 1999 Y2k Millennium Teddy Bear SG_B00002CFB8_US 8421042 -654 Cheese Spirit Combo Подлинное зарядное устройство Milwaukee M12 № 48-59-2401, новое безопасное 1-е устройство ProGrade Baby Child Дверная ручка Рычаг Ручка Блокировка ручки Нет Drill Easy 884392480059 Плюшевая игрушка Namco Limited Yume Kira Twinkle Doll My Melody Kuromi & nbsp 3M Tegaderm Dressing 2 .38 X 2,75 дюйма в оправе -400 / футляр и NBSP JO MALONE Одеколон с белым жасмином и мятой 3,4 унции BNIBЮЖНЫЙ ИЗОБРАЖЕНИЕ 9 дюймов Токарный станок модели B, винтовая диаграмма резки, переключение передач, подача
ЮЖНЫЙ изгиб, 9 дюймов, мастерская, модель B Токарный станок, винтовая диаграмма резки, переключение передач, подает
Business & IndustrialРуководство по сборке недорогого токарного станка с открытым исходным кодом
25 ноября 2011 г.
автор: Роб Гудье
Это одна из визуализаций токарного станка по бетону Тайлером Диснеем.
Обновление от 22 октября 2015 г. : Пэт Делани планирует создать комбинированный токарный станок по бетону и мультимашину. Он просит добровольцев построить машину и задокументировать прогресс, чтобы создать руководство по сборке. Подробности смотрите в его сообщении на страницах нашего сообщества: Concrete Lathe & Multimachine Project.
Обновление 2 декабря 2011 г .: Мы знали, что в руководстве по эксплуатации токарного станка будут обновления, но не подозревали, что это произойдет так скоро (!). Мы изменили ссылки, чтобы они указывали на самую последнюю версию.
Дуэт, стоящий за токарным станком по бетону Yeoman для 21 века, завершил иллюстрированное руководство по строительству (pdf). Пэт Делани, один из первых пришедших на E4C, отстаивал эту технологию как недорогой инструмент, созданный из цемента и металлолома для оборудования механических цехов за небольшую часть стоимости коммерческих токарных станков. Делани объединился с другим членом E4C, Тайлером Диснеем, который поделился своим опытом рисования в этом проекте. Они вдвоем подготовили это важное руководство, и мы гордимся тем, что были частью этого процесса.
Делани объединился с другим членом E4C, Тайлером Диснеем, который поделился своим опытом рисования в этом проекте. Они вдвоем подготовили это важное руководство, и мы гордимся тем, что были частью этого процесса.
Как всегда с проектами с открытым исходным кодом, отмечает Делани, эта работа еще не завершена. Мы можем внести свой вклад в руководство, внося предложения по рабочему пространству токарного станка. У Делани также есть онлайн-дом для токарных станков в этой группе Yahoo, и здесь есть вики. Также Disney предлагает нам поработать с последней версией модели Sketchup и присылать ему свои идеи.
Он делится своими интересными мыслями о проекте на своем сайте flowxrg.com.
История и будущее механического цеха
Последователи новостей E4C могли следить за нашими обновлениями о прогрессе токарного станка за последний год.Вот наше описание:
Осенью 1917 года Соединенные Штаты объявили войну Германии и обнаружили, что их заводы больше подходят для производства Model T, чем для гаубиц. Стране необходимо было модернизировать свои производственные двигатели, чтобы производить боеприпасы как можно быстрее. Однако для растачивания ружей и формовки гильз требовались точные токарные станки ручной работы, изготовленные мастерами-металлистами. На создание машин, необходимых для создания боевых машин, уйдут месяцы. Затем изобретатель Люсьен Йоманс запатентовал метод построения токарных станков, предназначенных для конкретных задач, с использованием бетона, сборных металлических конструкций и приспособлений для точного размещения деталей.Этот процесс устранил необходимость в высококвалифицированной ручной работе, сократил время производства на месяцы и затраты настолько, что новые машины стали считаться одноразовыми. По словам Шеннон ДеВулф, биографа Йомена, этот токарный станок сыграл важную роль в успехе союзников в войне. Но этот дизайн утратил свою актуальность и больше не используется.
Стране необходимо было модернизировать свои производственные двигатели, чтобы производить боеприпасы как можно быстрее. Однако для растачивания ружей и формовки гильз требовались точные токарные станки ручной работы, изготовленные мастерами-металлистами. На создание машин, необходимых для создания боевых машин, уйдут месяцы. Затем изобретатель Люсьен Йоманс запатентовал метод построения токарных станков, предназначенных для конкретных задач, с использованием бетона, сборных металлических конструкций и приспособлений для точного размещения деталей.Этот процесс устранил необходимость в высококвалифицированной ручной работе, сократил время производства на месяцы и затраты настолько, что новые машины стали считаться одноразовыми. По словам Шеннон ДеВулф, биографа Йомена, этот токарный станок сыграл важную роль в успехе союзников в войне. Но этот дизайн утратил свою актуальность и больше не используется.
Сейчас Пэт Делани, изобретатель Мультимашины, работает над возрождением технологии Йомана и ее более мирным использованием в развивающихся странах. Но на этот раз патентов нет. Дизайн является общедоступным, с использованием инструментов для совместной работы в Интернете и программного обеспечения с открытым исходным кодом. Команда Делани приближается к завершению работы над руководством по сборке токарно-винторезного станка в стиле Йоманса, построенного из бетона и металлолома. У нас две цели: доступность и точность. И есть надежда, что эти токарные станки скоро будут производить детали для инструментов и машин, в том числе сложные детали, такие как те, из которых состоят двигатели, насосы и даже другие токарные станки.
Но на этот раз патентов нет. Дизайн является общедоступным, с использованием инструментов для совместной работы в Интернете и программного обеспечения с открытым исходным кодом. Команда Делани приближается к завершению работы над руководством по сборке токарно-винторезного станка в стиле Йоманса, построенного из бетона и металлолома. У нас две цели: доступность и точность. И есть надежда, что эти токарные станки скоро будут производить детали для инструментов и машин, в том числе сложные детали, такие как те, из которых состоят двигатели, насосы и даже другие токарные станки.
Изображение предоставлено: Тайлер Дисней
Из руководства по строительству
Это краткое описание токарного станка из самого руководства по строительству.
Проект токарного станка с открытым исходным кодом Multimachine
- Базовый станок, основа для любого производственного или промышленного производства
- Почти бесплатный токарный, сверлильный и фрезерный станок по металлу
- Точный и масштабируемый практически до любого размера
- Большинство технология, проверенная почти 100 лет
- Легко изготавливается из металлолома, стального прутка и бетонной смеси
- Изготовлен с использованием обычных ручных инструментов, дрели и нескольких небольших сварных швов
- Простое нарезание винта без шестерен
- Легко преобразуется в сверление и фрезерование
Руководство по сборке токарного станка по бетону (pdf)
Группа проектирования многомашинных и токарных станков на Yahoo
FlowXRG сообщает о руководстве по токарному станку
теги:
Высокоточный токарно-винторезный станок с принадлежностями
Алибаба.Невероятно мощный. Токарно-винторезные станки не только изготовлены из прочных материалов, таких как металл и стеклопластик, но и очень устойчивы к любым видам использования. Эти машины идеально подходят для использования в обрабатывающей промышленности из-за большого разнообразия целей, которым они служат.
Alibaba.com может похвастаться множеством. Токарно-винторезный станок доступен в различных дизайнах, формах, цветах и размерах в зависимости от ваших конкретных требований и выбранных моделей. Эти высококачественные. Токарно-винторезный станок идеально подходит для различных целей, таких как сверление, развертывание, нарезание резьбы и накатка в соответствии с вашими предпочтениями.Доступные здесь продукты снабжены централизованной автоматической системой смазки для уменьшения тепловых искажений и повышения стабильности. Эти. Токарно-винторезные станки также оснащены технологией с низким уровнем шума для бесшумной работы.
На Alibaba.
 com предлагает классическую коллекцию файлов. Токарно-винторезный станок Мощные, прочные станки , оснащенные уникальным набором функций для повышения производительности. Эти модернизированные станки могут использоваться для всех типов тяжелых токарных станков, включая металл, кожу и т. Д. Они технически продвинуты. Токарно-винторезный станок оснащен широким спектром интересных функций, которые обеспечивают превосходную точность и постоянный уровень производительности. Ведущий. Токарно-винторезный станок Поставщики и оптовые торговцы на сайте предлагают эти станки премиум-класса по конкурентоспособным ценам и по привлекательным ценам.
com предлагает классическую коллекцию файлов. Токарно-винторезный станок Мощные, прочные станки , оснащенные уникальным набором функций для повышения производительности. Эти модернизированные станки могут использоваться для всех типов тяжелых токарных станков, включая металл, кожу и т. Д. Они технически продвинуты. Токарно-винторезный станок оснащен широким спектром интересных функций, которые обеспечивают превосходную точность и постоянный уровень производительности. Ведущий. Токарно-винторезный станок Поставщики и оптовые торговцы на сайте предлагают эти станки премиум-класса по конкурентоспособным ценам и по привлекательным ценам. Файл. Токарно-винторезный станок на сайте доступен как в полуавтоматическом, так и в автоматическом исполнении, в зависимости от ваших требований. Эти.Токарно-винторезный станок хорошо подходит для обработки отдельных деталей, таких как валы, диски и кольца.
Файл. Токарно-винторезный станок на сайте доступен как в полуавтоматическом, так и в автоматическом исполнении, в зависимости от ваших требований. Эти.Токарно-винторезный станок хорошо подходит для обработки отдельных деталей, таких как валы, диски и кольца.  com вы можете выбирать среди различных. Токарно-винторезный станок в зависимости от вашего бюджета и требований, чтобы приобрести эту продукцию без лишних затрат. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы.Индивидуальная настройка также возможна при покупке этих машин оптом.
com вы можете выбирать среди различных. Токарно-винторезный станок в зависимости от вашего бюджета и требований, чтобы приобрести эту продукцию без лишних затрат. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы.Индивидуальная настройка также возможна при покупке этих машин оптом. Logan токарно-винторезные и револьверные станки Модель № 2527 | Распродажа промышленного деревообрабатывающего оборудования Hallmark!
ЭТО ТОЛЬКО ОНЛАЙН-АУКЦИОН, ОБЕСПЕЧИВАЕМЫЙ ВСЕМИ ЗАКОННЫМИ ПРАВАМИ И СРЕДСТВАМИ ЗАЩИТЫ В ГОСУДАРСТВЕ, В КОТОРОМ ПРОХОДИТ АУКЦИОН.
НЕ ПРЕДЛАГАЙТЕ ПРЕДЛОЖЕНИЯ, ЕСЛИ ВЫ НЕ МОЖЕТЕ СОГЛАСИТЬСЯ С УСЛОВИЯМИ ДАННОГО ДОГОВОРА ИЛИ НЕ МОЖЕТЕ ОПЛАТИТЬ И ВЫБРАТЬ СВОИ ПРЕДМЕТЫ В УКАЗАННЫЕ УСЛОВИЯ КАЖДОГО АУКЦИИ.
ДАТА ЗАКРЫТИЯ АУКЦИОНА:
Аукцион будет закрыт в соответствии с условиями, указанными в каждом аукционе. Любые положения или условия, перечисленные для конкретного аукциона, заменяют те, которые перечислены в общих условиях в этом соглашении. Наряду с датой и временем закрытия, для этого конкретного аукциона также будут указаны время осмотра, местонахождения и вывоза.
Наряду с датой и временем закрытия, для этого конкретного аукциона также будут указаны время осмотра, местонахождения и вывоза.
ПОКУПАТЕЛЯМ ПРЕМИУМ / НАЛОГ НА ПРОДАЖУ:
К каждой покупке добавляется пятнадцатипроцентная (15%) надбавка покупателя.Если вы предложите 100 долларов США, при оформлении заказа с вас будет взиматься плата в размере 115 долларов США плюс налог с продаж в зависимости от места проведения аукциона. Если вы освобождены от налогов, свяжитесь с Equip-Bid Auctions, чтобы предоставить форму для освобождения от налогов.
ОПЛАТА:
Счет должен быть оплачен до вывоза товаров. Оплата должна быть произведена до, и при получении должен быть предоставлен счет * оплачен полностью *. Независимо от места получения, все платежи должны быть выполнены в течение 1 рабочего дня после закрытия аукциона. Рабочие дни с понедельника по пятницу.Если к этому времени не будет достигнута договоренность об оплате счета, вы авторизуете свою кредитную карту, чтобы списать полную сумму плюс 25 долларов США за просрочку платежа. Платы за просрочку платежа не будут удалены из счета-фактуры после того, как они будут добавлены. Вы несете ответственность как покупатель, если вы не получили оплаченный счет по электронной почте в течение 24 часов после отправки платежа, чтобы связаться с Equip-Bid, чтобы проверить получение платежа, чтобы избежать взимания пени за просрочку платежа. Принимаемые формы оплаты включают наличные, сертифицированный чек, денежный перевод, Visa, MasterCard, American Express и Discover.Действующая кредитная карта должна постоянно храниться в Equip-Bid. Equip-Bid имеет право время от времени отправлять авторизацию, чтобы убедиться, что кредитная карта действительна. Если карта станет недействительной, Equip-Bid отключит ваши права на участие в торгах, и они не будут восстановлены до тех пор, пока не будет предоставлена действующая кредитная карта.
Платы за просрочку платежа не будут удалены из счета-фактуры после того, как они будут добавлены. Вы несете ответственность как покупатель, если вы не получили оплаченный счет по электронной почте в течение 24 часов после отправки платежа, чтобы связаться с Equip-Bid, чтобы проверить получение платежа, чтобы избежать взимания пени за просрочку платежа. Принимаемые формы оплаты включают наличные, сертифицированный чек, денежный перевод, Visa, MasterCard, American Express и Discover.Действующая кредитная карта должна постоянно храниться в Equip-Bid. Equip-Bid имеет право время от времени отправлять авторизацию, чтобы убедиться, что кредитная карта действительна. Если карта станет недействительной, Equip-Bid отключит ваши права на участие в торгах, и они не будут восстановлены до тех пор, пока не будет предоставлена действующая кредитная карта.
ПОЛИТИКА БЕЗОПАСНОСТИ:
Мы уважаем и обязуемся защищать вашу конфиденциальность. Мы можем собирать личную информацию, когда вы посещаете наш сайт. Мы также автоматически получаем и записываем информацию в журналы нашего сервера из вашего браузера, включая ваш IP-адрес, информацию cookie и страницы, которые вы посетили. Мы никому не будем продавать вашу личную информацию. Ваша платежная и личная информация всегда в безопасности. Наше программное обеспечение Secure Sockets Layer (SSL) является отраслевым стандартом и одним из лучших программных продуктов, доступных сегодня для безопасных коммерческих транзакций. Он шифрует всю вашу личную информацию, включая номер кредитной карты, имя и адрес, чтобы ее нельзя было прочитать через Интернет.
Мы также автоматически получаем и записываем информацию в журналы нашего сервера из вашего браузера, включая ваш IP-адрес, информацию cookie и страницы, которые вы посетили. Мы никому не будем продавать вашу личную информацию. Ваша платежная и личная информация всегда в безопасности. Наше программное обеспечение Secure Sockets Layer (SSL) является отраслевым стандартом и одним из лучших программных продуктов, доступных сегодня для безопасных коммерческих транзакций. Он шифрует всю вашу личную информацию, включая номер кредитной карты, имя и адрес, чтобы ее нельзя было прочитать через Интернет.
СНЯТИЕ:
По окончании аукциона предметы становятся собственностью победившего участника торгов (покупателя). Покупатель принимает на себя весь риск потери и повреждения имущества с этого момента, в том числе в месте продажи. Дата и время удаления будут опубликованы в условиях каждого отдельного аукциона. ВРЕМЯ УДАЛЕНИЯ ЯВЛЯЕТСЯ АБСОЛЮТНЫМ – ЕСЛИ ВЫ НЕ МОЖЕТЕ УДАЛИТЬ СВОИ ПРЕДМЕТЫ ВО ВРЕМЯ ПЛАНОВОГО ВРЕМЕНИ ПОДАЧИ, НЕ ПРЕДЛАГАЙТЕ ТОРГ! Если не снять товар во время запланированной загрузки, это может привести к конфискации товара. Право собственности на объект затем переходит к стороне, имеющей основную заинтересованность в этом объекте, чтобы продать или избавиться от объекта по своему усмотрению. Любые уплаченные средства подлежат конфискации в соответствии с условиями продажи. Покупатель соглашается оплатить все недостатки, юридические сборы, сборы и другие сборы, включая расходы на транспортировку и хранение, связанные с просроченными счетами или брошенными / конфискованными предметами. Премии и комиссии остаются в силе.
Право собственности на объект затем переходит к стороне, имеющей основную заинтересованность в этом объекте, чтобы продать или избавиться от объекта по своему усмотрению. Любые уплаченные средства подлежат конфискации в соответствии с условиями продажи. Покупатель соглашается оплатить все недостатки, юридические сборы, сборы и другие сборы, включая расходы на транспортировку и хранение, связанные с просроченными счетами или брошенными / конфискованными предметами. Премии и комиссии остаются в силе.
ДИНАМИЧЕСКОЕ / ПОЕЗДНОЕ ЗАКРЫТИЕ:
Если ставка сделана в течение последних 3 минут, время закрытия для этого предмета будет увеличено на пять (5) минут, чтобы максимально точно имитировать живой аукцион.
УВЕДОМЛЕНИЕ О ПОБЕДИТЕЛЯХ:
Уведомление о выигранных товарах будет отправлено вам ТОЛЬКО по электронной почте. Ответственность за проверку вашей электронной почты лежит на покупателе (может потребоваться проверка папки нежелательной почты / спама). Покупатель может проверить свою панель управления в своей учетной записи, чтобы увидеть все неоплаченные счета и выигранные товары. Если вы чувствуете, что выиграли предмет, а он не отображается, свяжитесь с офисом ставок на экипировку до 9:00 следующего утра, чтобы мы проверили его для вас.
Покупатель может проверить свою панель управления в своей учетной записи, чтобы увидеть все неоплаченные счета и выигранные товары. Если вы чувствуете, что выиграли предмет, а он не отображается, свяжитесь с офисом ставок на экипировку до 9:00 следующего утра, чтобы мы проверили его для вас.
ВНИМАНИЕ ДЛЯ УЧАСТНИКА:
В демонстрационных целях можно соединять различные части оборудования.Не думайте, что партия состоит из более чем одного элемента просто потому, что они связаны друг с другом. Вы делаете ставку на товар, как он описан, а не на товар, изображенный на фотографии. Equip-Bid делает все возможное, чтобы описания были точными, а фотографии также совпадали. Однако в листинге может произойти ошибка, и в этом случае победителем будет описание, а не фотография. Если вы чувствуете несоответствие или ошибку между объявлением и фотографией, свяжитесь с Equip-Bid для разъяснения и уведомления об ошибке.
ГАРАНТИЯ И УСЛОВИЯ ПРОДАННЫХ ТОВАРОВ:
Все товары продаются КАК ЕСТЬ, ГДЕ ЕСТЬ, БЕЗ ГАРАНТИЙ , выраженных или подразумеваемых номером партии, прикрепленным к товару. Эта продажа для бизнес-сообщества в качестве «оборудования и инвентаря» без каких-либо подразумеваемых или явных гарантий. Описания считаются точными, но это не гарантируется. Если вы не уверены в состоянии или использовании товара, пожалуйста, делайте ставки соответственно.
Эта продажа для бизнес-сообщества в качестве «оборудования и инвентаря» без каких-либо подразумеваемых или явных гарантий. Описания считаются точными, но это не гарантируется. Если вы не уверены в состоянии или использовании товара, пожалуйста, делайте ставки соответственно.
ВЫБИРАЙТЕ МУДРО:
Мы хотим, чтобы каждый получил выгодную сделку, и большинство ее сделает.Однако, когда вы делаете ставку на неправильный товар или решаете, что товар не подходит для вашего предполагаемого использования, наши клиенты не хотят брать на себя ответственность за вашу ошибку. По окончании торгов предмет по контракту продается тому, кто предложил самую высокую цену, и этот предмет является собственностью покупателя. Если вы сомневаетесь в состоянии, комплектности или пригодности для использования по назначению, сделайте ставку соответственно. Equip-Bid оставляет за собой право добавлять или удалять предметы с аукциона, разделять или объединять лоты, добавлять минимальные ставки или резервные цены, отменять, приостанавливать, продлевать или переносить предмет и / или событие аукциона, а также вносить изменения в закрытие аукциона, время осмотра или удаления. Любые разногласия или претензии, возникающие в связи с настоящим контрактом и / или соглашением, или их нарушение, подлежат разрешению в арбитраже в соответствии с Правилами коммерческого арбитража Американской арбитражной ассоциации и решениями на основании решения, вынесенного арбитром (ами). ) может быть подана в любой суд, имеющий эту юрисдикцию.
Любые разногласия или претензии, возникающие в связи с настоящим контрактом и / или соглашением, или их нарушение, подлежат разрешению в арбитраже в соответствии с Правилами коммерческого арбитража Американской арбитражной ассоциации и решениями на основании решения, вынесенного арбитром (ами). ) может быть подана в любой суд, имеющий эту юрисдикцию.
ОТВЕТСТВЕННОСТЬ:
Ответственность Equip-Bid и Продавца ограничивается возмещением покупной цены участника торгов.
ОГРАНИЧЕНИЯ:
Вышеуказанные Условия аукционов Equip-Bid не могут быть изменены, кроме как в письменной форме Equip-Bid.
Современные станки – Токарный станок Challenger
Китмондо 13 мая 2014
Эта статья впервые появилась в «Практическом машиностроении 1940 Том 1 №4». Информация в этой статье верна по состоянию на 1940 год. В статье рассматривается новое оборудование, которое использовалось в машиностроении в то время.
В статье рассматривается новое оборудование, которое использовалось в машиностроении в то время.
Токарные станки серии Challenger
Для владельцев небольших машиностроительных цехов, где пространство ограничено, и даже на крупных предприятиях, где требуется станок, способный точно выполнять широкий спектр небольших работ, серия высокоточных станков Challenger Токарно-винторезные станки с обратным зацеплением имеют много преимуществ.Эти токарные станки производятся с различными типами и приводами, что позволяет инженеру предлагать полный спектр небольших высокоточных станков, компактных по конструкции и легко устанавливаемых без помощи специальных инструментов.
Тип A.C.M.N. имеет ножку шкафа для полностью закрытого моторного привода и оснащен редуктором Norton. Эта модель также оснащена автоматической продольной поперечной подачей. Но основным типом является стандартный токарно-винторезный станок и токарно-винторезный станок с приводом промежуточного вала.В качестве третьей альтернативы есть тип A. G.L., который установлен на двух прочных напольных ножках и предназначен для привода промежуточного вала.
G.L., который установлен на двух прочных напольных ножках и предназначен для привода промежуточного вала.
Стандартизированные компоненты
Таким образом, в основных деталях эти токарные станки в основном похожи, и политика производителей заключалась в стандартизации компонентов всех трех моделей, чтобы можно было получить готовые станки с множеством желаемых характеристик. на производственной основе, что позволяет удерживать цену на сравнительно низком уровне.Однако перед отправкой с завода каждая машина проходит испытания и дает гарантию точности.
Для целей этого обзора предлагается иметь дело с типом A.C.M.N., хотя с уже указанными изменениями такое же описание может быть применено к любой из других моделей. Станина станка имеет V-образные перемычки без зазоров, что обеспечивает очень жесткую конструкцию и большую прочность. Есть два плоских и два V-образных паза, на которых расположены передняя бабка, задняя бабка и седло, чтобы обеспечить точное выравнивание на станке.
Детали конструкции
Шпиндель изготовлен из 45-тонной высокопрочной стали, тщательно обработан по всей поверхности и имеет лин. скучно. Подшипники шпинделя покрыты бронзой и прикрепляются к шпинделю с помощью зачистки. Задняя бабка, имеющая тяжелую конструкцию, может быть настроена для точения конуса и оснащена современным фиксатором для фиксации ее на станине без изменения центровки.
Опорная поверхность седла имеет длину 10 дюймов. Он имеет удлинители на обоих концах и оснащен масляными дворниками сзади и спереди для очистки путей.Седло несет составную горку с широкими направляющими Vee для скольжения.
В конце седла, постоянно установленный, находится шкала для нарезки нити, градуированная и пронумерованная, чтобы обеспечить точную обрезку всех ниток. Как продольная, так и поперечная подача относятся к механическому типу и приводятся в действие посредством шлицевого ходового винта через червяк и червячное колесо, фрикционная муфта обеспечивает положительное срабатывание в обоих направлениях.![]()
При оснащении коробкой подачи доступны три различных скорости подачи – грубая, средняя и мелкая, и изменения могут быть внесены мгновенно.Траверса и поперечная подача, конечно, также могут управляться вручную, а хомуты на винтах поперечной подачи и составном скользящем винте градуированы до 0,001 дюйма.
Передняя бабка этого станка – чаша, с большим количеством ребер и прочными подшипниками для крепления главного шпинделя. Он поддерживается на станине на одной V-образной и одной плоской стороне – расположение, которое обеспечивает наиболее точное выравнивание. В случае рассматриваемой модели трехступенчатый шкив конуса закрыт съемной пластиной, которую можно снять, если по какой-либо причине необходимо подключить машину к промежуточному валу.Конический шкив в сочетании с задними шестернями, которые полностью закрыты, обеспечивает диапазон шести скоростей шпинделя.
Винторезный
Для выполнения резьбонарезных работ рассматриваемый токарный станок оснащен быстросменным редуктором Norton, обеспечивающим 48 изменений скорости подачи, что делает станок пригодным для нарезания всех стандартных резьб с двух до 112. tpi Также имеется широкий ассортимент кормов для продольной работы на плоской работе. В случае упомянутого выше стендового токарного станка поставляются сменные колеса для нарезания резьбы Витворта и метрической резьбы.
tpi Также имеется широкий ассортимент кормов для продольной работы на плоской работе. В случае упомянутого выше стендового токарного станка поставляются сменные колеса для нарезания резьбы Витворта и метрической резьбы.
Стандартное оборудование этого станка включает промежуточный вал и ведущую пластину, сменные колеса, два центра конуса Морзе и одну коническую втулку Морзе, гаечный ключ и шпонку, а также таблицу нарезания винтов. При желании доступно дополнительное оборудование, в том числе универсальная лицевая панель с 4 губками и 5 дюймов. патрон с зубчатой передачей, неподвижный люнет и цанговая насадка с цангами.
Indosaw Акриловые токарно-винторезные станки для механического обучения,
О компании
Год основания 1993
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников от 101 до 500 человек
IndiaMART Участник с марта 2011 года
GST06AAACO2804K2ZM
В феврале 1993 года возникла компания INDOSAW, которая с тех пор добилась больших успехов в области научного образования. Около 50% наших продаж экспортируется в различные страны Европы, США, Ближнего Востока и некоторых азиатских стран.Компания была основана профессионалами, учеными и инженерами, обладающими глубоким пониманием и пониманием научного оборудования. Чтобы справиться с вызовом глобальной конкуренции, мы начали организованную программу повышения качества. Мы успешно внедрили Систему управления качеством согласно ISO 9001: 2000 с 1999 года. Качество, инновации и надежность были основой успеха Indosaw. У нас работает около 300 ученых, инженеров и квалифицированных техников. У нас есть современное производственное оборудование с высокими стандартами, которое включает в себя оборудование CAD (Unigraphics), PRO-E, станки с ЧПУ, цех точных станков, цеха сборки электрических и электронных устройств, цех окраски без пыли и отдельный отдел исследований и разработок.