Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.
Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Расположение органов управления
Все основные органы управления токарным станком 163 расположены в его левой части. На верхней части корпуса передней бабки находятся рукоятки управления работой шпинделя, ниже них — ручки управления подачами и параметрами резьбы, а справа на валу — рычаг реверса шпинделя.Органы управления на фартуке состоят их штурвала ручного хода, кнопки включения подачи салазок, кнопки включения быстрого хода, джойстика быстрых ходов и подач, кнопки пуска и останова главного двигателя. На суппорте находятся органы управления быстрыми ходами и подачами салазок, а на резцедержателе — рычаг поворота и крепления инструмента. Задняя бабка оснащена маховиком передвижения и рычагом фиксации пиноли.
Скачать схему в полном размере
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.


Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Скачать изображение в полном размере
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Скачать изображение в полном размере
Страница не найдена – Все о ЧПУ
Вопрос-Ответ Как сделать привязку инструмента на станке с ЧПУКак сделать привязку на фрезерном станке. Соединение систем координат фрезы, детали и станка. 9 способов выставления ноля детали и привязки инструмента.
Токарный Технические параметры, конструкция и опции токарно-винторезного станка ГС526УТехнические параметры токарно-винторезного станка модели ГС526У. Особенности конструкции, комплектация станка. Основные опции и назначение станка.
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Правила работы с мини гравировальным настольным станком с ЧПУ. Можно ли собрать мини гравер своими руками?
Фрезерный Как устроены мини станки с ЧПУ для дома? Принцип работы мини фрезерных станков. Какими возможностями обладают мини станки с ЧПУ для дома? Фрезерный Конструкция и применение портального фрезерного станка с ЧПУ
Портальный фрезерный ЧПУ станок – это оборудование, предназначенное для выполнения, таких задач как сверление, рельефное и плоскостное фрезерование и др.
Важные моменты при сборке станка с ЧПУ своими руками. Как устроен и как работает мини ЧПУ станок по металлу?
Подробное изготовление ЧПУ из принтера, который сделать легко и недорого. Такой агрегат сможет выполнять различные функции. Об этом в нашем материале.
Вопрос-Ответ Чем занимается помощник оператора станка с ЧПУПерспективная и немонотонная профессия, которая нужна для поддержания полноценного функционирования станков с числовым программным управлением.
Токарный Об устройстве станка с ЧПУ и его основных узлах
Знание устройства станка ЧПУ и его основных узлов позволит быстро включиться в работу с агрегатом, устранить неполадки, или объяснить мастеру суть проблемы.
Универсальный токарно-винторезный станок модель 163
Универсальный токарно-винторезный станок модель 163
- Подробности
- Категория: Токарные станки
Токарно-винторезный станок модели 163 (рис. 1) является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезание метрической, модульной и дюймовой резьбы. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
Скачать документацию
Кинематическая схема
Станина
(Р М Ц-2800)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№016 рис. 8).
8).
Станина— цельнолитая на 3-х тумбах. Левая тумба имеет большие габариты, сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения. Средняя тумба служит для большой жесткости.
Для фундаментных болгов сделаны лапы.
(Р М Ц-1400)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№ 01 рис. 7).
Левая тумба имеет большие габариты; сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения.
Для фундаментных винтов сделаны лапы.
Коробка скоростей
Коробка скоростей (№ 02) установлена на левой части станины. Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Задний подшипник шпинделя — радиально-упорный, работающий в парс с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении. Передний конец шпинделя резьбовой. Шпиндель имеет 22 скорости от 10 до 1250 об/мин, знаменатель прогрессии — 1,26. Изменение чисел оборотов шпинделя производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Задняя бабка
Задняя бабка жесткой конструкции закрепляется ка направляющих станины при помощи двух .планок тремя болтами. Поперечное смещение корпуса бабки относительно мостика произво-дится с помощью винтов и гайки, установленной в мостике. Перемещение пи ноли производится от руки с помощью маховичка. Задняя бабка перемещается вдоль направляющих станины на 4-х шариковых подшипниках, установленных в мостике (№ 03 рис. 7 и 8).
Суппорт
Супорт крестовой конструкции (№04) имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки; как то, так и другое перемещение может быть ручным, механическим, рабочим и ускоренным. Поворотная часть супорта имеет направляющие для перемещения верхней части супорта с резцовой головкой. Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Фартук
Фартук закрытого типа со съемной передней стенкой (крышка) (№06). Движение супортной группе передастся фартуком от ходового винта или ходового” вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход супорта. Благодаря наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одно-временного включения маточной гайки и подачи рукоятки включения их сблокированы.
Коробка подач
Коробка подач — закрытого типа. Корригированные шестерни, установленные в коровке подач, дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных шестерен (№ 07). При перестановке сменных шестерен имеется возможность нарезания еще двух типов резьб: модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу осуществляется рукоятками 1 и 24. Для включения винта напрямую, рукоятку 1 надо поставить в положение “метрическая резьба”, рукоятку 2 — в положение “винт напрямую”, рукоятку 24 — „ходовой винт” (см. схему управления рис. 7; 8).
схему управления рис. 7; 8).
Сменные шестерни
Комплекты сменных шестерен для получения метрической и дюймовой или модульной и питчевой резьб прилагаются к станку и располагаются на стенке корпуса коробки скоростей (№ 08).
Кроме того, к станку прилагается комплект сменных шестерен для нарезания резьбы при включении ходового винта напрямую. Помимо общего кожуха, закрывающего всю левую стенку коробки скоростей, сменные шестерни снабжены отдельным защитным кожухом.
Люнеты
Станок снабжен двумя люнетами, подвижным и неподвижным, для обработки круглых деталей диаметром от 20 до 150 мм (№10).
Люнеты снабжены Сменными роликами и сухарями, устанавливаемыми в зависимости от условий работы.
Электрическая схема
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключателя ВП (рис.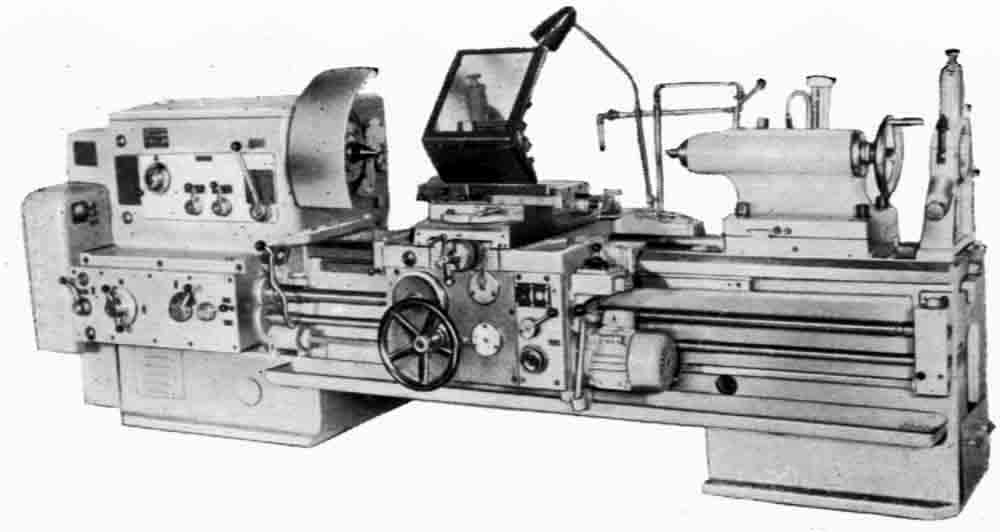 14). При повороте пакетного выключателя в положение „включено” подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
14). При повороте пакетного выключателя в положение „включено” подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
Управление главным приводом станка
Пуск электродвигателя осуществляется нажатием одной из кнопок „Пуск” 1КУ или 2КУ (расположенных на каретке и около коротки подач) при выключенном фрикционе, которая замыкает цепь питания магнитной катушки пускателя 1К (9—10). Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. Главные контакты при этом подключают к сети главный электродвигатель IM, а питание катушки пускателя осуществляется через замкнувшийся блок-контакт 1К (7—23), что исключает дальнейшее нажатие кнопки „Пуск”.
Одновременно с катушкой пускателя получает питание реле времени РВ, служащее ограничителем холостого хода через Н. О. блок-контакт 1К (31—26). В случае невключения фрикциона Н. 3. контакт ВК (7—8) остается замкнутым, реле времени и тормозная .муфта включены, то с выдержкой времени 2—3 мин реле РВ отключит своим контактом (10—29) главный электродвигатель от сети. В случае включения фрикциона Н. 3. контакт ВК разрывается, отключает реле времени и обеспечивает работу станка.
О. блок-контакт 1К (31—26). В случае невключения фрикциона Н. 3. контакт ВК (7—8) остается замкнутым, реле времени и тормозная .муфта включены, то с выдержкой времени 2—3 мин реле РВ отключит своим контактом (10—29) главный электродвигатель от сети. В случае включения фрикциона Н. 3. контакт ВК разрывается, отключает реле времени и обеспечивает работу станка.
Останов электродвигателя осуществляется нажатием одной из кнопок „Стоп” ЗКУ или 4КУ (расположенных на каретке и около коробки подач), которая размыкает цепь катушки пускателя IK (0—10), вследствие чего сердечник якоря отпадает и размыкает все контакты пускателя 1К.
При остановке станка посредством фрикциона через конечный выключатель ВК(7—8) получает питание катушка реле времени РВ, своим Н. О. контактом включает тормозную муфту, а с выдержкой времени 2—3 мин. (если фрикцион не будет включен вновь) отключит от сети главный двигатель.
Управление электронасосом осуществляется с помощью кнопки „Пуск” 6КУ и „Стоп- 5КУ.
Управление приводом рабочих подач и ускоренного хода
1. В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых служат для перемещения каретки в продольном направлении и две—для перемещения супорта в поперечном направлении. Рабочие подачи осуществляются от главного привела, ускоренные хода — от двигателя ускоренного хода.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых служат для перемещения каретки в продольном направлении и две—для перемещения супорта в поперечном направлении. Рабочие подачи осуществляются от главного привела, ускоренные хода — от двигателя ускоренного хода.
Для управления приводами рабочих подач и ускоренных перемещений супорта, на фартуке имеется специальная рукоятка, имеющая 5 положений: одно — вертикально-нейтральное и 4 — наклонных, соответствующих направлению перемещения супорта или каретки.
Наклоном рукоятки осуществляется включение электромагнитной муфты, передающей движение фартуку (супорту) в направлении, соответствующем се наклону. Для включения электродвигателя ускоренного хода, при любом положении рукоятки переключения муфт, в головку рукоятки встроена пусковая толчковая кнопка.
Для включения рабочих подач в желаемом направлении следует только наклонить рукоятку в этом же направлении, а для ускоренного перемещения в нужном направлении следует еще нажать на толчковую кнопку.
2. во избежание одновременного включения маточной гайки и электромагнитных муфт фартука, предусмотрен блокировочный конечный выключатель (ВКФ), установленный внутри фартука, который отключает муфты при включении маточной гайки.
Скачать документацию
Токарный станок 1М63: характеристики, конструкция, схемы, паспорт
Станок по металлу модели 1М63 пользовался особой популярностью на территории стран бывшего Советского Союза. Агрегатом осуществляли обработку заготовок различного диаметра. Токарная установка отправлялась на экспорт в разные страны, отличаясь от конкурентов надежностью и неприхотливостью использования.
Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Маркировка моделей
Число — буквенный индекс винторезного агрегата 1М63 показывает:
- цифра 1 – токарное оборудование;
- число 6 показывает, что станок относят к разряду металлорежущих установок;
- буква «М» указывает на поколение токарного устройства;
- цифра 3 – допустимый радиус обрабатывания болванки, составляет 315 мм.
Среди модифицированных версий токарного станка возможно следующее обозначение:
- Г – агрегат с углублением в несущей станине;
- А, М – в токарном устройстве присутствует механический привод резцового суппорта;
- Б – показатель быстроходности станка;
- К – установка с копировальной оснасткой;
- П – показывает точность обработки согласно “ГОСТ 8-82”;
- Ф1 – прибор с установкой цифровой индикации;
- Ф2 – винторезная установка с системой численного позиционирования ЧПУ;
- Ф3 – агрегат оснащен непрерывным ЧПУ.

Модификационные модели
Время и повышенный спрос заставляет специалистов совершенствовать токарное оборудование. Станок 1М63, определенный для обработки металлических поверхностей, пришел на смену стандартной модели 163. Агрегаты выпускались в большом объеме. Неудивительно, но на некоторых производственных площадках сохранились эти токарные агрегаты в надлежащем виде и до сих пор эксплуатируются, несмотря на все пройденные гарантийные сроки. Токарно-винторезный станок 1М63 через некоторое время сам послужил прототипом модели 1М63Н. Токарный станок 1М63Н отличается усовершенствованной оснасткой по сравнению с прежними моделями серии. Буква «Н» показывает, что устройство обеспечивает нормальную точность.
Главные отличия 1М63Н от предыдущих версий серии:
- повышенная мощность основного привода;
- увеличенная скорость обработки резьбы;
- расширенный диаметр проема в шпинделе;
- способность обрабатывать изделия до 10 м в длину и массой до 3,5 тонн с повышенной точностью;
- внушительный срок службы токарного оборудования;
- применение легированной стали в шестернях;
- повышенная безопасность использования.

Среди основных модификаций устройства 1М63 выделяют следующие модели: 1М63Ф101, 1М63БГ, 1М63М, 1М63Н 1М63НГ, 1М63НП.
Стоит отметить, что популярный прежде токарно-винторезный станок 1М63 снят с производства и больше не выпускается.
Как работает?
Перед тем как непосредственно приступить к выполнению токарных работ, необходимо внимательно ознакомиться с техникой безопасности и правилами эксплуатации станка.
Пренебрежение данными инструкциями влечет за собой последствия. Поэтому если у рабочего не имеется навыка работ с токарным оборудованием, то в его же интересах заручиться поддержкой специалиста, который проконтролирует эксплуатацию установки.
После того как токарный агрегат смонтирован и подключен, необходимо предварительно подготовить его к эксплуатации. Рабочее место должно быть в чистоте, без лишних деталей и инструментария. Чтобы запустить привод следует нажать кнопку запуска на блоке подач. Дополнительная кнопка включения располагается на панели приборов каретки. Фрикцион должен быть в выключенном состоянии.
Фрикцион должен быть в выключенном состоянии.
Движение суппорта приводится посредством четырех фрикционных муфт, располагающихся в фартуке устройства. На фартуке также предусмотрен переключатель зажимных устройств (муфт), две из которых предоставляют продольный ход, а другая половина поперечное движение. Тумблер обладает несколькими режимами – нейтральным и наклонными положениями, соответствующие вектору хода каретки. Верхушка переключателя обладает кнопкой, которая контролирует скоростное движение суппорта.
В ситуациях, когда токарно-винторезный станок 1М63 серьезно поврежден, его нужно отправить на восстановление, предварительно приведя в надлежащий порядок. Наряду с оборудованием, в сервис должен быть предоставлена и техническая документация, чтобы решить вопрос с запасными деталями.
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства – 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.
Фото: люнет для станка 1М63
Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.
Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках.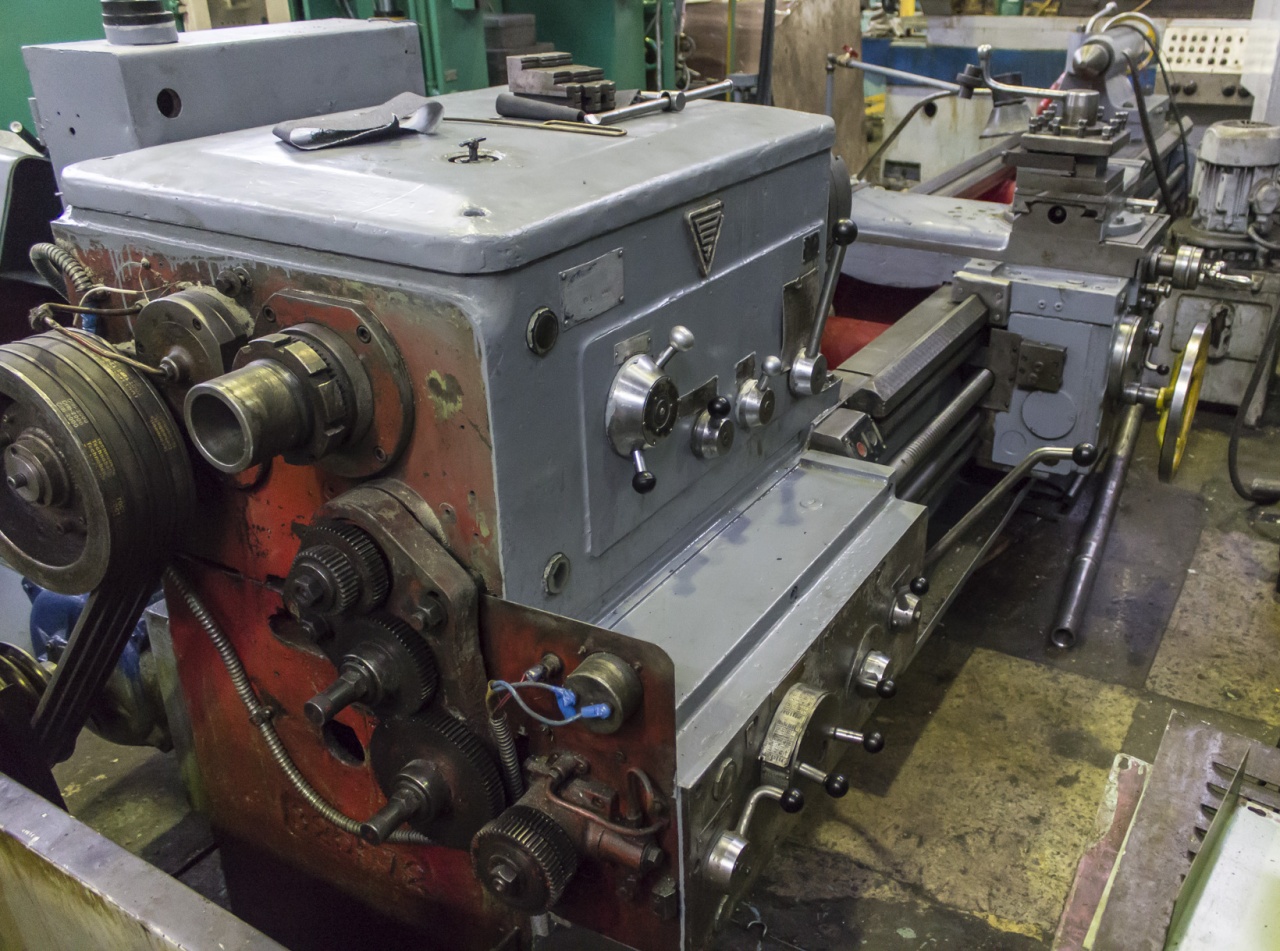 Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.
Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.
Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
Фартук
В станке этот механизм – закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность – 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси – 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.
Электрическая схема 1М63
Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.
Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Паспорт
Скачать паспорт токарно винторезного станка 1М63
Токарно-винторезный станок 1М63: характеристики, паспорт
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.
Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
 youtube.com/embed/jpAEHgNtH08?feature=oembed” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/jpAEHgNtH08?feature=oembed” frameborder=”0″ allowfullscreen=””/>
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.
 Коробка подач также имеет шестерни из каленной стали.
Коробка подач также имеет шестерни из каленной стали.Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм. ;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.
 ;
;Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа


 Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типаПриобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Электрооборудование и кинематическая схема
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.
Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Токарно-винторезный станок 163: технические характеристики
Содержание статьи:
Токарный станок серии 163 был спроектирован Рязанским станкостроительным заводом еще в 1953 г. Выпуск этой модели продолжался длительное время, так как она обладает уникальными техническими и эксплуатационными качествами. И до сих пор станок используется для выполнения работ в специализированных мастерских.
Конструктивные особенности станка
Внешний вид
Изначально станок серии 163 был разработан для выполнения широкого спектра токарных операций и поэтому он считается универсальным. Это отобразилось в его компоновке и конструктивных элементах.
Расположение компонентов в оборудовании классическое. На поверхности станины находятся шлифованные направляющие. На них установлена каретка с резцедержателем, которая имеет механизм подачи режущего инструмента. Главный привод осуществляется за счет работы электродвигателя, который соединен с коробкой передач с помощью ременного привода. Для регулирования скоростей вращения шпинделя в коробке передач можно изменять сцепление передающих шестерен.
Станок 163 имеет следующие конструктивные особенности и эксплуатационные качества:
- разнообразие выполняемых операций. С помощью этого оборудования можно делать точение, расточку, формировать метрическую резьбу на поверхности цилиндрических заготовок. В качестве дополнительной функции производитель предусмотрел возможность выполнять сверление;
- возможность активации режима обработки на высоких скоростях вращения шпинделя. При этом устанавливаются не только резцы со стандартными характеристиками, но и специальные модели;
- суппорт имеет устройство для механического смещения. Благодаря этому на станке можно выполнять точение конусных деталей.
 При этом устанавливаются не только резцы со стандартными характеристиками, но и специальные модели;
При этом устанавливаются не только резцы со стандартными характеристиками, но и специальные модели;Для реализации быстрых смещений суппорта в продольном и поперечном направлении в конструкции есть два электродвигателя. Это уменьшает инертность обработки, способствует повышению качества токарных работ. Однако перед активацией этих режимов необходима предварительная настройка.
Настройка шага при формировании резьбы осуществляется за счет изменения пар шестеренчатых колес в коробке передач. Дополнительно необходимо откорректировать аналогичный параметр для гитары станка.
Описание технических характеристик
Устройство станка
Для токарного станка модели 163 характерна простота эксплуатации. Достижение оптимального результата обработки заготовок возможно только после изучения его технических характеристик и правил работы на этом оборудовании.
Как и все оборудование этого класса, выпускаемое в середине 20-го века, токарный станок имеет достаточно большие размеры, которые составляют 353*152*129 см. Это объясняется его универсальностью и возможностью выполнения широкого спектра операций. При этом масса установки составляет 4050 кг.
Для точного анализа возможностей, которыми обладает токарно-винторезный станок 163, следует изучить его основные технические характеристики. Они заключаются в следующем:
- максимально допустимые размеры обрабатываемых деталей зависят от способа их установки. Над станиной этот параметр не может превышать 63 см, над суппортом – 35 см;
- длина заготовки не может быть больше значения 140 см;
- шпиндельная головка имеет отверстие диаметром 70 мм;
- шпиндель может вращаться с частотой от 10 до 1250 об/мин;
- число скоростей шпиндельной головки зависит от направления вращения. При прямом движении этот параметр равен 22, при обратном – 11;
- количество подач резцовых салазок, продольных и поперечных каретки равно 32;
- быстрые смещения осуществляются со скоростью 3,6 м/мин (продольные) и 1,3 м/мин (поперечные).

Мощность электродвигателя для главного привода составляет 13 кВт. Но кроме этого при расчете максимальной нагрузки на электросеть следует учитывать характеристики вспомогательных силовых установок. Их суммарная мощность равна 2,2 кВт. В их число также входят электронасосы, обеспечивающие функционирование системы смазки и подачи охлаждающей жидкости.
Функциональные возможности станка 163 включают в себя операции по формированию резьбы различного типа: метрической, питчевой и дюймовой. Перед выполнением этих работ следует установить соответствующую пару шестерен в коробку передач.
Правила эксплуатации оборудования
Электрическая схема
Ознакомление с инструкцией является обязательным условием для эффективной и безопасной работы на станке 163. Однако следует учитывать, что модель не выпускается длительное время и поэтому фактические характеристики могут отличаться от паспортных.
На первом этапе работы необходимо проверить узлы и агрегаты оборудования. Сюда входит анализ состояния коробки передач, электродвигателей и проверка линейных размеров передней и задней бабки, резцовых салазок и суппорта. Затем выполняется смазка узлов, согласно прилагаемой инструкции.
Сюда входит анализ состояния коробки передач, электродвигателей и проверка линейных размеров передней и задней бабки, резцовых салазок и суппорта. Затем выполняется смазка узлов, согласно прилагаемой инструкции.
Для обеспечения безопасности работы на станке соблюдаются такие условия:
- наличие хорошего освещения;
- инструктаж работников перед работой;
- корректная установка станка на специальные опоры или подготовленную платформу;
- применение средств индивидуальной защиты: рабочая одежда, защитные очки.
Только после этого можно приступать к выполнению токарных операций.
В видеоматериале показан пример того, как токарно-винторезный станок 163 делает обработку стальной заготовки:
Универсальный токарно-винторезный станок 163
Токарно-винторезный станок 1А62 предназначен для обработки цилиндрических, конических и сложных поверхностей – как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Технические характеристики станка:
Наименование параметра | 163 |
Основные технические данные станка |
|
Класс точности по ГОСТ 8-82 | Н |
Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 |
Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 |
Наибольший диаметр заготовки устанавливаемой над станиной, мм | 700 |
Наибольший диаметр заготовки устанавливаемой над выемкой, мм | 900 |
Высота центров, мм | 315 |
Наибольший диаметр заготовки обрабатываемой в люнете, мм |
|
Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 |
Наибольшая масса обрабатываемого изделия, кг | 2000 |
Шпиндель |
|
Мощность привода главного движения, кВт | 13 |
Частота прямого/ обратного вращения шпинделя, об/мин | 10. |
| 18…1800 |
Диаметр отверстия в шпинделе, мм | 70 |
Центр в шпинделе по ГОСТ 13214-79 |
|
Конец шпинделя по ГОСТ 12593-72 |
|
Размер внутреннего конуса шпинделя по ГОСТ 25557-82 |
|
Количество прямых/ обратных скоростей шпинделя | 22/11
|
Наибольший крутящий момент на шпинделе, кНм |
|
Торможение шпинделя | есть |
Подачи |
|
Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 |
Наибольшее перемещение резцовых салазок, мм | 220 |
Количество подач продольных/ поперечных/ резцовых салазок | 32/ 32/ 32 |
Пределы рабочих подач продольных/ поперечных/ резцовых салазок (1-й ряд) |
|
Пределы рабочих подач продольных/ поперечных/ резцовых салазок (2-й ряд) |
|
Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 |
Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 |
Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 |
Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8 /52 |
Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,6/ 1,3 |
Наибольшее усилие резания при продольной/ поперечной подаче, кН |
|
Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 |
Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 |
Цена деления лимба при перемещении резцовых салазок, мм | 0,05 |
Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 |
Задняя бабка |
|
Наибольшее перемещение пиноли, мм | 240 |
Электроборудование станка |
|
Количество электродвигателей на станке | 3 |
Электродвигатель главного движения, кВт/ об/мин | 14/ 1450 |
Электродвигатель быстрых перемещений, кВт/ об/мин |
|
Электродвигатель насоса СОЖ, кВт/ об/мин |
|
Суммарная мощность электродвигателей, кВт |
|
Габариты и масса станка |
|
Габариты станка (длина, ширина, высота), мм | 3550 х |
1740 х | |
1275 | |
Масса станка, кг | 3800 |
 ..1250
..1250
Станок токарно-винторезный модель 163.
 Конструктивные особенности станка
Конструктивные особенности станкаСтанок токарно-винторезный 163 разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время это предприятие выпускает его модернизированный вариант под индексом 1М63Н. С начала шестидесятых до конца восьмидесятых токарный станок № 163 под индексом 1Д63 выпускал также Тбилисский станкостроительный завод им. Кирова.
Рязанские и тбилисские станки имеют одинаковые технологические характеристики, но отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, от года выпуска.
Технические условия
Как и большинство токарных станков, 160 токарно-винторезные станки выпускались в двух вариантах, в которых максимальная длина продольной обработки отличалась вдвое. В стандартной версии межцентровое расстояние составляет 2800 мм, а длина поворота – 2520 мм. В укороченном варианте – соответственно 1400 и 1260 мм.
Максимальные диаметры токарной обработки (согласно паспорту) данного станка:
- над направляющими – 630 мм;
- 350 мм над кареткой.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позже оно было увеличено до 80 и 90 мм. Диаметр трехкулачкового патрона – 320 мм. Номинальная мощность приводного двигателя шпинделя 14 кВт.
Условия использования
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать инструкциям, изложенным в главах 1 и 2 его «Руководства по эксплуатации».В их состав входят следующие разделы:
- Техника безопасности;
- процедура установки, установки и первого запуска;
- регулировка и режимы работы; Регулировка
- ;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в эксплуатацию и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственное, что обращает на себя внимание, – это очень подробная инструкция по настройке и режимам работы.
Единственное, что обращает на себя внимание, – это очень подробная инструкция по настройке и режимам работы.
Назначение и область применения
Станок токарно-винторезный мод. 163 – крупногабаритное токарное оборудование, созданное для обработки тел вращения массой до двух тонн. Он имеет виброустойчивую конструкцию и большой электродвигатель, позволяющий производить точение с большой глубиной резания. Станок способен выполнять полный комплекс технологических операций, характерных для универсального токарного оборудования, включая точение спиральных поверхностей и длинных конусов.
Модель 163 использовалась в машиностроении (и используется до сих пор) для единичного и мелкосерийного производства крупногабаритных деталей. Кроме того, этими станками были оснащены многие ремонтные подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из важнейших ее преимуществ является высокая скорость высоких оборотов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Размеры рабочего места
Геометрические ограничения на возможность обработки детали определяются техническими характеристиками токарного оборудования, основными из которых являются межцентровое расстояние, а также высота центрального оси над направляющей и опорной кареткой. Для токарного станка 163 эти значения составляют 1400, 630 и 350 мм соответственно.
Кроме того, зона поворота заготовки над направляющими ограничена размерами и предельными ходами суппорта, а также возможностями обработки без обратного упора.Еще один параметр, который напрямую ограничивает размер обработки, – это максимально допустимая масса заготовки (для данного станка она равна двум тоннам).
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-й серии состоит в том, что они производились на различных станкостроительных предприятиях. По этой причине у них есть некоторые неточности в конструкции отдельных узлов и агрегатов.
Из принципиальных отличий рязанских станков от тбилисских следует отметить то, что первые имели как призматические направляющие, так и вторые – призматические, а вторые – плоские. Инструкции по эксплуатации и паспорта на станки 163 имеют множество вариаций, что иногда создает большие проблемы при ремонте этой техники.
Инструкции по эксплуатации и паспорта на станки 163 имеют множество вариаций, что иногда создает большие проблемы при ремонте этой техники.
Расположение основных узлов
Токарный станок 163 имеет стандартную компоновку для данного типа оборудования. Его конструктивная основа – чугунная станина, на верхней плоскости которой расположены две призматические направляющие (в тбилисских станках – призматическая, плоская). С левой стороны установлена передняя бабка со шпинделем в сборе, с правой – задняя бабка с выдвижной пинолью.
Основным рабочим органом станка является крестообразная опора с держателем инструмента, который перемещается по направляющим с помощью нижнего суппорта. Главный двигатель рязанской машины расположен снаружи, а тбилисский – внутри корпуса передней бабки. Движение на суппорт передается с помощью шпинделя и шпинделя от коробки подачи, которая установлена внутри передней бабки. Задняя бабка перемещается по направляющим вручную и фиксируется на них четырьмя болтами.
Расположение органов управления
Все основные органы управления токарного станка 163 расположены в его левой части.В верхней части корпуса передней бабки расположены рычаги управления работой шпинделя, под ними – ручки управления подачей и ниткой, а с правой стороны вала – рычаг реверса шпинделя.
Органы управления на фартуке состоят из маховика для ручного хода, кнопок для включения ползуна, кнопок для включения высокой скорости, джойстика для высоких скоростей и подачи, кнопок для запуска и остановки основного двигателя. На суппорте находятся органы управления высоких скоростей и подачи салазок, а на резцедержателе – рычаг вращения и крепления инструмента.Задняя бабка оснащена маховиком и стопорным рычагом типа pinol.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными из которых являются следующие кинематические цепи:
- управление режимами работы и частотой вращения шпинделя;
- нарезание резьбы;
- подачи продольной и поперечной;
- быстроходный суппорт.

Начало кинематической схемы – ведущий шкив вала трения коробки передач.
Механизм переключения передач
На токарном станке 163 скорость шпинделя регулируется двумя ручками: поворотной и поворотной. С помощью первого происходит управление движущимися блоками шестерни, при этом заданная частота вращения шпинделя указывается на плече этой ручки. Поворотная ручка предназначена для фиксации выбранной передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главный выключатель и дверной замок;
- регуляторы мощности;
- главный шпиндель;
- привод системы охлаждения;
- подачи и перемещения каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока – от напряжения 24 В. Асинхронные двигатели питаются от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Производство не означает покупать дешево и продавать дорого. Скорее, это означает покупку сырья по разумным ценам и преобразование его с возможно незначительными дополнительными затратами в безвредный продукт …
Генри Форд
Токарный станок 163 Предназначен для выполнения различных токарных операций с заготовками из черных и цветных металлов, в том числе точения различных поверхностей вращения, нарезания метрической, модульной, дюймовой резьбы.На станке также можно обрабатывать неметаллические материалы, такие как пластик или дерево.
Модель 163 Это была основа, пользовавшаяся большой популярностью на машиностроительных заводах бывшего СССР, благодаря своей надежности и точности. Конструкция и материалы основных механических узлов станка 163 позволяют использовать на нем резцы из быстрорежущей стали, кроме того, на станке можно успешно использовать режущий инструмент со сменными твердосплавными пластинами. Станок выпускался в нескольких модификациях в зависимости от межосевого расстояния:
Станок целесообразно использовать в условиях единичного или мелкосерийного производства металлических изделий средних габаритов. Кроме того, экземпляры токарного станка 163 часто приобретаются предприятиями как универсальное оборудование для ремонта механических и инструментальных участков.
Кроме того, экземпляры токарного станка 163 часто приобретаются предприятиями как универсальное оборудование для ремонта механических и инструментальных участков.
Максимальный диаметр заготовки над станиной, мм: 630
Максимальный диаметр заготовки над суппортом, мм: 340
Диаметр прутка, проходящего через отверстие в шпинделе, мм: 65
Расстояние между центрами , мм: 1400
Высота центра, мм: 315
Максимальная длина точения, мм: 2520; 4500
Минимальная частота вращения шпинделя, об / мин: 5
Максимальная частота вращения шпинделя, об / мин: 500
Диапазон продольных подач, мм / об: 0.20-3,05
Диапазон поперечной подачи мм / об: 0,07-1,04
Мощность главного электродвигателя, кВт: 14
Размеры станка 163 мм
длина: 3530
ширина: 1520
высота: 1290
Вес станка 163 , кг: 4050
Подробнее Категория: Токарные станки Токарно-винторезный станок модели 163 (рис.1) – это универсальный высокоскоростной станок, предназначенный для выполнения разнообразных токарно-винторезных работ по черным и цветным металлам, в том числе токарно-винторезных и нарезания метрической, модульной и дюймовой резьбы . Строгая конструкция станка, высокий предел частоты вращения шпинделя (1250 об / мин) и относительно большая мощность привода (14 кВт) позволяют использовать его в качестве высокоскоростного станка с использованием фрез из быстрорежущей стали и твердых сплавов.
Строгая конструкция станка, высокий предел частоты вращения шпинделя (1250 об / мин) и относительно большая мощность привода (14 кВт) позволяют использовать его в качестве высокоскоростного станка с использованием фрез из быстрорежущей стали и твердых сплавов.
Кинематическая схема
Кровать
(R M Ts-2800)
Жесткая рама с наклонными ребрами назад для отвода стружки имеет четыре направляющих: две идентичные призматические направляющие для каретки и две для задней бабки, одна из которых плоская (No.016 Рис.8).
Литой на 3 постаментах. Левый постамент имеет большие размеры, сзади на нем установлен электродвигатель главного привода, закрепленный на пластине, имеющей регулировку натяжения ремня. Емкость для эмульсии и электрический охлаждающий насос размещены в правом шкафу. Средний постамент обеспечивает большую жесткость.
Лапы сделаны под фундаментные болты.
(Р М Ц-1400)
Жесткая рама с наклонными ребрами назад для отвода стружки имеет четыре направляющих: две идентичные призматические направляющие для каретки и две для задней бабки, одна из которых плоская (No. 01 рис.7).
01 рис.7).
Левый шкаф большой; к нему сзади крепится главный привод главного привода, закрепленный на пластине с регулировкой натяжения ремня. Емкость для эмульсии и электрический охлаждающий насос размещены в правом шкафу.
Лапы сделаны под фундаментные винты.
Коробка передач
Коробка передач (№ 02) установлена с левой стороны станины. Шпиндель проверяется в горизонтальной плоскости, поворачивая коробку вокруг штифта, вдавленного в станину под передней частью коробки, с помощью установочных винтов, расположенных в нижней части задней части коробки.Все шестерни кинематической цепи редуктора смонтированы на пяти шлицевых валах и шпинделе, изготовленном из хромистой стали, закаленной, шлифованной или полированной. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором – специальный двухрядный с короткими цилиндрическими роликами и коническим внутренним кольцом.
Задний подшипник шпинделя имеет угловой контакт, работает совместно с упорным шарикоподшипником, поглощая осевые усилия подачи при прямом точении. Передний конец шпинделя имеет резьбу.Шпиндель имеет 22 скорости от 10 до 1250 об / мин, знаменатель прогрессии – 1,26. Изменение частоты вращения шпинделя перемещением зубчатых блоков по шлицевым валам с помощью двух рукояток, поднесенных к передней стенке редуктора. Шпиндель реверсируется фрикционной муфтой. Торможение – электромагнитной муфтой 116 (см. Кинематическую схему рис. 9).
Передний конец шпинделя имеет резьбу.Шпиндель имеет 22 скорости от 10 до 1250 об / мин, знаменатель прогрессии – 1,26. Изменение частоты вращения шпинделя перемещением зубчатых блоков по шлицевым валам с помощью двух рукояток, поднесенных к передней стенке редуктора. Шпиндель реверсируется фрикционной муфтой. Торможение – электромагнитной муфтой 116 (см. Кинематическую схему рис. 9).
Задняя бабка
Жесткая задняя бабка крепится к направляющим станины с помощью двух планок и трех болтов. Боковое смещение корпуса передней бабки относительно моста осуществляется с помощью винтов и гайки, установленных в мосту.Перемещение пи-ноли осуществляется вручную с помощью маховика. Задняя бабка перемещается по направляющим станины на 4-х шарикоподшипниках, установленных в мосту (№ 03, рис. 7 и 8).
Суппорт
Крестообразная опора (№ 04) имеет продольное перемещение по направляющим станины и поперечное по направляющим каретки; и это, и другие движения могут быть ручными, механическими, рабочими и ускоренными. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с режущей головкой.Верхнюю часть суппорта также можно перемещать вручную и механически. Гайка крестового винта имеет прорезь для регулировки люфта. Осевые силы поперечного винта и винт верхнего ползуна воспринимается «упорными шарикоподшипники. Направляющие для продольного перемещения суппорта Have текстолита накладок.
Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с режущей головкой.Верхнюю часть суппорта также можно перемещать вручную и механически. Гайка крестового винта имеет прорезь для регулировки люфта. Осевые силы поперечного винта и винт верхнего ползуна воспринимается «упорными шарикоподшипники. Направляющие для продольного перемещения суппорта Have текстолита накладок.
Фартук
Фартук закрытый со съемной передней стенкой (крышкой) (№ 06). Движение группы поддержки будет передано фартуком от шпинделя или приводного вала.Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной ручке, а направления поворота ручки совпадают с направлением движения корма. При дополнительном нажатии кнопки, встроенной в ту же рукоятку, они включают ускоренный ход суппорта. Благодаря наличию обгонной муфты в фартуке, ускоренная муфта может включаться при включении подачи. Для предотвращения одновременного включения маточной гайки и подачи на кривошипную рукоятку они блокируются.
Коробка подачи
Коробка подачи закрыта. Исправленные шестерни, установленные в коровнике, позволяют нарезать два типа резьбы, метрическую и дюймовую, без переключения шестерен (№ 07). При переключении сменных шестерен возможно нарезание еще двух типов резьбы: модульной и шаговой. Также имеется прямое соединение с винтом (в обход механизмов редуктора) для нарезания точной и специальной резьбы. Для получения увеличенной подачи или правой резьбы в коробке передач расположен зубчатый блок.Корпус коробки подачи имеет 2 продольных отверстия, в которых валы установлены на подшипниках качения. Шестерни изготовлены из хромистой стали и закалены. Выбор значений подачи осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение подачи осуществляется рукоятками 1 и 24. Для непосредственного закручивания винта рукоятка 1 должна находиться в положении «метрическая резьба», рукоятка 2 – в положении «непосредственно винт», ручка 24 – в положении «непосредственно винт». «ходовой винт» (см. схему управления рис.7; 8).
«ходовой винт» (см. схему управления рис.7; 8).
Сменные шестерни
Наборы сменных шестерен для нарезания метрической и дюймовой или модульной и шаговой резьбы прикреплены к станку и расположены на стенке корпуса редуктора (№ 08).
Кроме того, набор сменных зубчатых колес для нарезания резьбы крепится к станку при прямом включении ходового винта. Помимо общего кожуха, закрывающего всю левую стенку коробки передач, сменные шестерни снабжены отдельным защитным кожухом.
Люнет
Станок оборудован двумя люнетами, подвижным и стационарным, для обработки круглых деталей диаметром от 20 до 150 мм (№ 10).
Люнеты оснащены сменными роликами и сухариками, устанавливаемыми в зависимости от условий работы.
Электросхема
Перед запуском станка необходимо подключить его электрическую часть к сети мастерской с помощью пакетного выключателя VP (рис.14). При переводе пакетного выключателя в положение «включено» напряжение поступает на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем машины, селеновые выпрямители и локальную лампу, которая горит. фиксируется светом лампы LS.
фиксируется светом лампы LS.
Управление главным приводом станка
Электродвигатель запускается нажатием одной из кнопок Пуск 1КУ или 2КУ (находится на каретке и около короткой подачи) при выключенной муфте, замыкающей цепь питания машины. катушку магнитного пускателя 1K (9-10).Катушка притягивает сердечник якоря под действием протекающего по ней тока. и замыкает механически связанные с ним главные контакты и контакты блока, при этом главные контакты подключают главный двигатель ИД к сети, а катушка стартера питается через замкнутый блок-контакт 1К (7-23), что исключает дальнейшее нажатие кнопку «Пуск».
В то же время, что и обмотка стартера, используется реле времени RV, которое служит ограничителем холостого хода через Н.О. блокировать контакт 1К (31-26).Если сцепление N. не включено. 3. Контакт ВК (7-8) остается замкнутым, реле времени и тормозная муфта включаются, затем с задержкой на 2-3 минуты реле ПБ своим контактом (10-29) отключит главный электродвигатель. В случае включения фрикционной муфты Н. 3. размыкается контакт ВК, выключает реле времени и обеспечивает работу машины.
В случае включения фрикционной муфты Н. 3. размыкается контакт ВК, выключает реле времени и обеспечивает работу машины.
Двигатель останавливается нажатием одной из кнопок «Стоп» ЗКУ или 4КУ (расположенных на каретке и возле коробки подачи), что размыкает цепь катушки пускателя ИК (0-10), в результате чего сердечник якоря пропадает и размыкает все контакты стартера 1К.
Когда машина останавливается с помощью фрикционной муфты, катушка реле времени RV получает питание через концевой выключатель VK (7-8), с его Н.О. контакт включает тормозную муфту, причем с выдержкой времени 2-3 минуты. (если сцепление не включается снова) отключите главный двигатель от сети.
Электронасос управляется кнопками «Пуск» 6КУ и «Стоп-5КУ».
Управление приводом подачи и ускоренного хода
1. В фартуке станка имеется четыре электромагнитных фрикционных муфты, две из которых служат для перемещения каретки в продольном направлении, а две – для перемещения суппорта в поперечном направлении. Рабочие подачи осуществляются от главного привода, ускоренный ход – от разгонного двигателя.
Рабочие подачи осуществляются от главного привода, ускоренный ход – от разгонного двигателя.
Для управления приводами рабочих подач и ускоренных перемещений суппорта фартук имеет специальную рукоятку с 5 положениями: одно вертикальное нейтральное и 4 наклонных, соответствующих направлению движения суппорта или каретки.
При наклоне рукоятки включается электромагнитная муфта, передавая движение фартука (суппорта) в направлении, соответствующем наклону.Для включения ускоренного электродвигателя при любом положении рукоятки переключения сцепления в головку рукоятки встроена спусковая кнопка.
Чтобы включить рабочую подачу в желаемом направлении, вам нужно всего лишь наклонить ручку в том же направлении, а для более быстрого движения в желаемом направлении вы также должны нажать кнопку.
2. Во избежание одновременного включения маточной гайки и электромагнитной муфты фартука внутри фартука установлен блокирующий концевой выключатель (ВКФ), отключающий муфту при включении маточной гайки.
Универсальные токарно-винторезные станки выполняют значительную часть обработки, востребованной современной промышленностью. В первую очередь, это токарная обработка, нарезание резьбы, сверление. Они производят большинство деталей, представляющих тела вращения.
Несмотря на появление более сложных обрабатывающих центров, токарные станки не теряют актуальности благодаря:
- Низкая стоимость.
- Универсальность использования.
- Скорость перенастройки. Они не требуют написания программы и сложного переоборудования.В подавляющем большинстве случаев нужно только ознакомить рабочего с чертежом, выбрать подходящий инструмент и при необходимости установить съемные устройства, например люнет или другой картридж.
- Простота обслуживания и ремонта. Современный токарный станок с ЧПУ часто требует обслуживания, а универсальный аналог можно восстановить силами собственных ремонтных бригад.
- Возможность использования широкого набора инструментов, вроде ГОСТ, есть и импортных, и даже самостоятельно изготовленных.
- Превосходная надежность и долговечность.Даже после многих десятилетий уважения машина может сохранять свои технологические свойства.

Универсальное токарное оборудование надолго станет неотъемлемой частью отрасли, и при его выборе стоит ориентироваться на самые известные и успешные модели, хорошо зарекомендовавшие себя.
Описание и назначение
Токарно-винторезный станок 163 был разработан более пятидесяти лет назад и оказался в одном из самых успешных модельных рядов Рязанского станкостроительного завода.Это свидетельствует о том, что очень долгое время он был одним из самых обычных в своем классе.
На основе его конструкции было разработано много новых моделей и сформировано новое поколение машин. По производительности эта техника сейчас актуальна, и ее можно встретить на различных предприятиях. Важно соблюдение не каких-то местных требований, а всего ГОСТ 18097-93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности. «
«
Реализована типовая компоновка и принцип работы, но на высоком уровне, от проектирования до сборки.
Назначение модели 163 – изготовление габаритных деталей в условиях как единичного, так и мелкосерийного производства. Причем обработка заготовок осуществляется с высокой точностью и допустимой сложностью, что позволяет браться за особо ответственные изделия.
На станке можно выполнить:
- Наружное и внутреннее точение цилиндрических и конических поверхностей сложной формы.
- Сверление Диаметр отверстий небольшой, но до некоторой степени буровое оборудование можно заменить.
- Нарезание метрической модульной дюймовой резьбы.
- Обработка торцов и кромок.
ДОЛЖЕН ЗНАТЬ: Предел возможностей велик и в определенной степени зависит от мастерства машиниста.
Технические характеристики
Прежде чем остановить свой выбор на токарно-винторезном станке 163 по металлу, следует разобраться с его основными параметрами.
Во-первых, это допустимые размеры заготовки:
- Диаметр: 630 мм (для формы «диск», расположенной над станиной) или 350 мм (для формы «вал», расположенной над опорой).
- Длина: 1400 мм (в зависимости от расстояния между центрами), при этом технически возможно шлифование в пределах 1260 мм.
Во-вторых, это параметры шпинделя:
- Количество ступеней регулирования: 24 (от 10 до 1250 об / мин). Этот интервал позволяет работать с различными типами заготовок.
- Внутреннее отверстие для подачи прутка: 70 мм. Это позволяет работать со стержнями диаметром 65 мм.
- Родной патрон: 320 мм.
В-третьих, это показатели эффективности:
- Продольное: от 0,1 до 3,2 мм / об.
- Перфорированный: от 0,04 до 1,18 мм / об.
- Для режущих салазок: от 0,033 до 1 мм / об. Для всех указаны значения за сорок шагов.
- Шаг резьбы: метрическая от 1 до 192 мм, дюймовая от 24 до? резьба на дюйм, модульная от 0,5 до 48 мм, шаг от 96 до 7/8 мм.
Четвертый, параметры установки и подключения:
- Масса машины в полной комплектации: 3800 кг.
- Мощность главного привода: 13 кВт.
- Тип питания: промышленный, 380 В.
Более подробное описание параметров оборудования и технических характеристик можно найти в паспорте изделия. В документации винторезного станка 163 также указаны кинематическая, электрическая, управляющая, смазочная схемы. Они должны быть известны эксплуатации, настойке и ремонту оборудования.
Устройство
Спецификация основных узлов токарного станка 163 определяет следующие позиции:
- Станина литая (16301Б001) на двух стойках.Он служит для создания основы, восприятия всех нагрузок и определения планировки. На нем установлены направляющие, которые служат для перемещения подвижных узлов и их надежного позиционирования. Дефекты «рельсов» быстро сказываются на качестве, и их приходится восстанавливать или менять.
- Редуктор (передняя бабка) (16302001Г) токарный 163. Основным элементом, расположенным в корпусе коробки, является шпиндель, установленный на двух сложных подшипниках. Они не только обеспечивают плавное вращение без люфта, но и восприятие нагрузок от кормов.Смена режимов осуществляется с помощью блока шестерен, а ручки управления ими отображаются на передней панели передней бабки.
- Задняя бабка (16303001A). Его можно сместить на необходимое расстояние и надежно зафиксировать. Непосредственно зажим и центрирование детали осуществляется штифтом, который выдвигается вращением маховика.
- Поперечная опора (16304001A) отличается возможностью регулируемого перемещения верхней части. Благодаря этому реализована возможность поворота конических поверхностей.Для длинных и коротких шишек используется собственная методика, которая дает отличный результат. Опорная каретка обеспечивает продольное перемещение, а за поперечное – салазки отвечают фрезы. Автоматическая продольная подача обеспечивается под действием винта, проходящего через гайку. Это соединение требует периодического контроля и настройки. В отличие от большинства других моделей, в 163 автоматизировано перемещение фрезы сразу в двух направлениях.
- Фартук (16306001Г) закрытого типа. Необходимо преобразовать вращение шестерен и винта в линейное, необходимое для подачи.Оригинальная конструкция позволяет управлять всем устройством с помощью одной ручки. Встроенная кнопка позволяет работать с ускоренными движениями суппорта.
- Коробка подачи (16307001A) закрыта. Крутящий момент шпинделя также используется для механизации движения суппорта. Через гитару (16308001A) со сменными шестернями (16308001A) зубчатой передачи вращение передается в коробку подачи, там оно преобразуется и заставляет продольный винт равномерно вращаться с желаемой скоростью.
- Охлаждение (16334001A). Принудительная подача СОЖ (СОЖ) непосредственно в зону резания позволяет качественно улучшить режим резания и увеличить стойкость инструмента. От этого зависит как производительность, так и технологические возможности.
- Электрооборудование (16380001). В первую очередь, это электродвигатели, которые идут в комплекте, а также кнопки включения, электроприборы для управления и контроля. Их объем по сравнению с современными моделями очень невелик, но они требуют внимания и ухода.
 Основным элементом, расположенным в корпусе коробки, является шпиндель, установленный на двух сложных подшипниках. Они не только обеспечивают плавное вращение без люфта, но и восприятие нагрузок от кормов.Смена режимов осуществляется с помощью блока шестерен, а ручки управления ими отображаются на передней панели передней бабки.
Основным элементом, расположенным в корпусе коробки, является шпиндель, установленный на двух сложных подшипниках. Они не только обеспечивают плавное вращение без люфта, но и восприятие нагрузок от кормов.Смена режимов осуществляется с помощью блока шестерен, а ручки управления ими отображаются на передней панели передней бабки. Это соединение требует периодического контроля и настройки. В отличие от большинства других моделей, в 163 автоматизировано перемещение фрезы сразу в двух направлениях.
Это соединение требует периодического контроля и настройки. В отличие от большинства других моделей, в 163 автоматизировано перемещение фрезы сразу в двух направлениях.
В стандартный комплект токарно-винторезного станка 163 также входят люнеты (16310001) и подвижные (16331002А), которые просто необходимы для данного оборудования с учетом максимального межцентрового расстояния и соответствующих габаритов изделия. .
Особенности ремонта
Практическое правило заключается в том, что восстановление станочного оборудования можно значительно сократить, если должное внимание уделяется профилактике и техническому обслуживанию.
Для токарно-винторезного станка 163 определяется средний и капитальный ремонт, а также проводится средний ремонт по мере необходимости.Наиболее частые задачи:
- Восстановление основной геометрии станины и ее направляющих.
- Ремонт передней бабки, связанный с заменой подшипников или шестерен.
- Восстановление задней бабки, которая не фиксируется надежно в установленном положении и не позволяет правильно затянуть заготовку.
- Износ системы винт-гайка.
- Отладка шестерен.
- Устранение неисправностей электрики.

Ремонт фартука
Сигналом к тому, что пора ремонтировать фартук токарного станка, является его неправильная работа.В процессе работы механизм начинает заклинивать, смещаться, появляются отклонения в движениях.
Особенностями ремонтных работ являются сложность совмещения различных элементов механизма. Здесь есть гайка, зацепленная с поршневым валом, электромагнитными муфтами фартука и органами управления. Неоднородность деталей поддерживается сложностью их установки. Каждая деталь имеет свое место, характеризующееся рядом параметров.
Ремонт осуществляется через переднюю панель, которую при необходимости снимают.
ВАЖНО: В каждом конкретном случае необходимо оценивать степень износа.
Машины и инструменты в том виде, в каком они есть – Винты
Нынешнее поколение, стоящее на передовой территории научных знаний, слишком склонно презирать кропотливые исследования прошлых искателей истины, забывая, что вершины науки, когда они расширяют свои взгляд, были подняты накопленным трудом минувших веков, и что, более того, наука настоящего будет, возможно, всего лишь обычным знанием соблазна.Первым импульсом, вызванным таким чувством, как упомянутое выше, было бы улыбнуться тому способу, который был принят только через пятьдесят лет с момента нарезания винта, когда сначала была начерчена резьба на бумаге, затем линии перенесены на железный цилиндр и Направляющая нить была нарезана долотом и напильником, а операция была завершена фиксированным резаком. Однако этот грубый план в то время считался кульминацией изобретательности и тщательно описывался для подражания; по правде говоря, это был большой шаг вперед по сравнению с предыдущими методами, и его важность в десять раз возрастает из-за предположения, что он был предназначен для «расточной оправки», которую тогда только что изобрели, и которая так эффективно заменила расточной станок Раньше использовались цилиндры двигателя, расточка которых была просто мальчиком, который чистил грубую отливку куском пемзы. Человеку, не разбирающемуся в механике, упор на необходимость достижения совершенства в работе с винтами может показаться абсурдным и педантичным, но те, кто лучше всего разбирается в этой теме, также наиболее точны в своих требованиях по этому поводу. Несколько слов объяснят причину такого расхождения во мнениях; когда винт используется просто для связывания или прикрепления одного корпуса к другому, такая точность изготовления не требуется, и вопрос о том, имеет ли шаг резьбы какое-либо точное отношение к дюйму, не имеет значения с точки зрения его индивидуальной полезности.Но для шурупов высшего качества или шурупов, которые называются «регулирующими» и «микрометрическими», недостаточно только того, чтобы винт был хорош в отношении его общего характера и, насколько это возможно, имел истинную «спираль» ( слово, обозначающее особую форму * trieJcrSw), но он также несет некоторую определенную пропорцию к стандартному футу, дюйму или другой мере. Это будет понятно из объяснения того, что микрометрические винты используются в двигателях для градуировки правильных линий и окружностей, а также в астрономических и математических инструментах.
Человеку, не разбирающемуся в механике, упор на необходимость достижения совершенства в работе с винтами может показаться абсурдным и педантичным, но те, кто лучше всего разбирается в этой теме, также наиболее точны в своих требованиях по этому поводу. Несколько слов объяснят причину такого расхождения во мнениях; когда винт используется просто для связывания или прикрепления одного корпуса к другому, такая точность изготовления не требуется, и вопрос о том, имеет ли шаг резьбы какое-либо точное отношение к дюйму, не имеет значения с точки зрения его индивидуальной полезности.Но для шурупов высшего качества или шурупов, которые называются «регулирующими» и «микрометрическими», недостаточно только того, чтобы винт был хорош в отношении его общего характера и, насколько это возможно, имел истинную «спираль» ( слово, обозначающее особую форму * trieJcrSw), но он также несет некоторую определенную пропорцию к стандартному футу, дюйму или другой мере. Это будет понятно из объяснения того, что микрометрические винты используются в двигателях для градуировки правильных линий и окружностей, а также в астрономических и математических инструментах. В последнем случае требования науки, по-видимому, всегда превосходят самые изощренные методы казни, и один единственный пример даст представление о неутомимой настойчивости, с которой некоторые люди преследовали эту цель. Около 1800 года два выдающихся механика предприняли попытку реформировать старую, имперскую и случайную практику нарезания винтов и, преуспев в этой попытке, ввели точный и систематический способ, общепринятый сейчас. Предварительно нужно было нарезать очень точный винт; Таким образом, каждый из них вырезал одинаковый винт длиной 15 дюймов с помощью определенного процесса, и при сравнении этих двух было обнаружено, что они полностью совпадают, но при исследовании под мощным микроскопом было обнаружено, что эти винты чрезвычайно дефектный.Такой строгий контроль привел обе стороны к новым и в конечном итоге успешным усилиям. Однако, не вдаваясь в описание сложных механизмов, с помощью которых были получены такие результаты, будет более целесообразно вернуться к методу, принятому ручными токарями для нарезания винта, поскольку их способ действия, возможно, дает наиболее простую информацию.
В последнем случае требования науки, по-видимому, всегда превосходят самые изощренные методы казни, и один единственный пример даст представление о неутомимой настойчивости, с которой некоторые люди преследовали эту цель. Около 1800 года два выдающихся механика предприняли попытку реформировать старую, имперскую и случайную практику нарезания винтов и, преуспев в этой попытке, ввели точный и систематический способ, общепринятый сейчас. Предварительно нужно было нарезать очень точный винт; Таким образом, каждый из них вырезал одинаковый винт длиной 15 дюймов с помощью определенного процесса, и при сравнении этих двух было обнаружено, что они полностью совпадают, но при исследовании под мощным микроскопом было обнаружено, что эти винты чрезвычайно дефектный.Такой строгий контроль привел обе стороны к новым и в конечном итоге успешным усилиям. Однако, не вдаваясь в описание сложных механизмов, с помощью которых были получены такие результаты, будет более целесообразно вернуться к методу, принятому ручными токарями для нарезания винта, поскольку их способ действия, возможно, дает наиболее простую информацию. для неопытных – теория предмета.
Все элементарные работы по механике говорят нам, что винт состоит из наклонной плоскости, обернутой вокруг цилиндра; или, другими словами, это сплошной круговой клин.Эти определения дают указатель на способ изготовления винта, так как токарь, сформировав кусок металла цилиндрической формы, затем переходит к нарезанию резьбы. Он делает это с помощью «винтового инструмента», который представляет собой 4 прямых плоских куска стали с выступами и выемками, точно соответствующими резьбе, но предварительно он «запускает резьбу», то есть слегка проводит по цилиндру, когда он вращается, несколько нитей, максимально приближенных к
шаг винта, который он должен сформировать, затем, останавливая движение токарного станка, он внимательно исследует свою работу, чтобы отметить соответствие шага, и, если он недостаточно правильный, он стирает спиральный след, который он сделал, с помощью токарного инструмента, и начинается денова.Если, однако, он верен, он берет «винтовой инструмент» и прижимает его к цилиндру, который вращается перед ним, таким образом, чтобы зубья или выступы лормера касались спиральной линии, которую он слегка прорезал, причем разрез был достаточно глубоко, чтобы «винтовой инструмент» имел тенденцию следовать ходу спирали.
для неопытных – теория предмета.
Все элементарные работы по механике говорят нам, что винт состоит из наклонной плоскости, обернутой вокруг цилиндра; или, другими словами, это сплошной круговой клин.Эти определения дают указатель на способ изготовления винта, так как токарь, сформировав кусок металла цилиндрической формы, затем переходит к нарезанию резьбы. Он делает это с помощью «винтового инструмента», который представляет собой 4 прямых плоских куска стали с выступами и выемками, точно соответствующими резьбе, но предварительно он «запускает резьбу», то есть слегка проводит по цилиндру, когда он вращается, несколько нитей, максимально приближенных к
шаг винта, который он должен сформировать, затем, останавливая движение токарного станка, он внимательно исследует свою работу, чтобы отметить соответствие шага, и, если он недостаточно правильный, он стирает спиральный след, который он сделал, с помощью токарного инструмента, и начинается денова.Если, однако, он верен, он берет «винтовой инструмент» и прижимает его к цилиндру, который вращается перед ним, таким образом, чтобы зубья или выступы лормера касались спиральной линии, которую он слегка прорезал, причем разрез был достаточно глубоко, чтобы «винтовой инструмент» имел тенденцию следовать ходу спирали.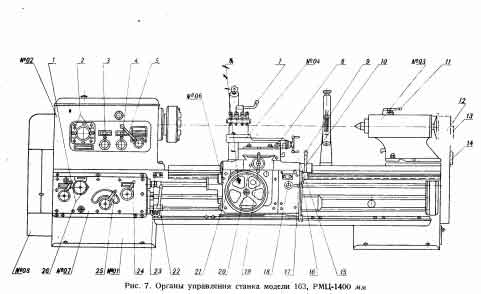 Этот наклон рабочий поощряет легким давлением в продольном направлении, в то же время он поддерживает инструмент в положении, благоприятном для углубления надреза в цилиндре.Когда инструмент прошел так далеко, как предназначен для нарезания винта, он выводится из работы и снова помещается в свое первое положение, этот процесс продолжается до тех пор, пока резьба не будет нарезана на желаемую глубину. Если бы винтовой инструмент оставался неподвижным, он бы образовал серию колец, но не спираль, как многие любители обнаружили к своему недоумению. Если инструмент не вошел точно в канавку в начале процесса, тем не менее может быть сформирован достаточно хороший винт, так как ошибку можно исправить.Но если разница оказывается большой, инструмент попадает в канавку с резким изломом кривой, и эта ошибка часто не подлежит исправлению. Если инструмент перемещается слишком быстро, иногда возникает двойная резьба, если слишком медленно винт имеет только половину предполагаемого наклона, а канавки снова становятся такими же тонкими, как и инструмент.
Этот наклон рабочий поощряет легким давлением в продольном направлении, в то же время он поддерживает инструмент в положении, благоприятном для углубления надреза в цилиндре.Когда инструмент прошел так далеко, как предназначен для нарезания винта, он выводится из работы и снова помещается в свое первое положение, этот процесс продолжается до тех пор, пока резьба не будет нарезана на желаемую глубину. Если бы винтовой инструмент оставался неподвижным, он бы образовал серию колец, но не спираль, как многие любители обнаружили к своему недоумению. Если инструмент не вошел точно в канавку в начале процесса, тем не менее может быть сформирован достаточно хороший винт, так как ошибку можно исправить.Но если разница оказывается большой, инструмент попадает в канавку с резким изломом кривой, и эта ошибка часто не подлежит исправлению. Если инструмент перемещается слишком быстро, иногда возникает двойная резьба, если слишком медленно винт имеет только половину предполагаемого наклона, а канавки снова становятся такими же тонкими, как и инструмент. Набор наконечников в «инструментах для шурупов», подходящих для металлов и твердых пород дерева, делает работу шурупов в этих материалах сравнительно надежной и превосходной, но для мягких пород древесины требуются инструменты с очень острыми краями, и поэтому «инструмент для шурупов» является сделано только с одной точкой.С помощью инструмента, сконструированного таким образом, никто не смог бы нарезать правильный винт, если бы не использовался токарный станок с перемещаемой оправкой, когда направляющие винты устанавливались в виде колец на крайний конец оправки, и они работали в пластине из латуни, которая имеет шесть scol-‘lopsor полукруглых serews-KpoHsjts – “ige”. Будет понятно, что инструмент остается неподвижным, в то время как деталь, которая зажата, перемещается с оправкой, движение которой определяется вышеупомянутым направляющим винтом Чередующееся движение осуществляется за счет раскачивания или частичного вращения ножного колеса, но использование этого устройства ограничено второстепенными движениями.
Набор наконечников в «инструментах для шурупов», подходящих для металлов и твердых пород дерева, делает работу шурупов в этих материалах сравнительно надежной и превосходной, но для мягких пород древесины требуются инструменты с очень острыми краями, и поэтому «инструмент для шурупов» является сделано только с одной точкой.С помощью инструмента, сконструированного таким образом, никто не смог бы нарезать правильный винт, если бы не использовался токарный станок с перемещаемой оправкой, когда направляющие винты устанавливались в виде колец на крайний конец оправки, и они работали в пластине из латуни, которая имеет шесть scol-‘lopsor полукруглых serews-KpoHsjts – “ige”. Будет понятно, что инструмент остается неподвижным, в то время как деталь, которая зажата, перемещается с оправкой, движение которой определяется вышеупомянутым направляющим винтом Чередующееся движение осуществляется за счет раскачивания или частичного вращения ножного колеса, но использование этого устройства ограничено второстепенными движениями. Токарно-винторезный автомат – лучший станок для точного нарезания винтов значительной длины или большого диаметра. В этом токарном станке поперечное или продольное движение инструмента осуществляется длинным направляющим винтом, который вращается в подшипниках и приводит в движение опору скольжения.
Шнек получает движение от оправки за счет вмешательства зубчатых колес, так что перемещение инструмента регулируется числом оборотов оправки. Это дает простые средства для получения винта с любым желаемым шагом, так как для получения любого желаемого результата требуется только регулировать соотношение между оборотами винта и оправки.Эта последняя цель достигается заменой зубчатых колес, и поэтому каждый токарный станок этого описания снабжен рядом «сменных колес». Точность результата теперь почти полностью зависит от совершенства направляющего винта, который должен очень точно иметь некоторое целое число витков на дюйм, поскольку фактически каждый винт, нарезанный с его помощью, является либо уменьшенным, либо увеличенным.
Токарно-винторезный автомат – лучший станок для точного нарезания винтов значительной длины или большого диаметра. В этом токарном станке поперечное или продольное движение инструмента осуществляется длинным направляющим винтом, который вращается в подшипниках и приводит в движение опору скольжения.
Шнек получает движение от оправки за счет вмешательства зубчатых колес, так что перемещение инструмента регулируется числом оборотов оправки. Это дает простые средства для получения винта с любым желаемым шагом, так как для получения любого желаемого результата требуется только регулировать соотношение между оборотами винта и оправки.Эта последняя цель достигается заменой зубчатых колес, и поэтому каждый токарный станок этого описания снабжен рядом «сменных колес». Точность результата теперь почти полностью зависит от совершенства направляющего винта, который должен очень точно иметь некоторое целое число витков на дюйм, поскольку фактически каждый винт, нарезанный с его помощью, является либо уменьшенным, либо увеличенным. копия его достоинств и недостатков. Здесь читателю приходит в голову, что если бы для перемещения направляющего винта использовалась только пара колес, его направление было бы обратным направлению оправки и работы, поскольку соседние колеса всегда движутся в противоположных направлениях, но за счет введения можно нарезать одно или два промежуточных колеса, винты с правой или левой резьбой.Винтовые или долбежные инструменты, используемые для этого токарного станка, в целом напоминают фиксированные инструменты, за исключением их режущих кромок. Угловые винты иногда нарезаются одноточечным инструментом, общий угол между острием составляет от 35 до 60 градусов, и когда разрешается резать только с одной стороны или скашивать, его можно использовать безбоязненно, но если
‘./ Обе стороны разрезаются, требуется большая осторожность; для угловой резьбы обычно и целесообразнее использовать нарезчик. Для квадратной резьбы обычно используется инструмент прямоугольной формы, и для нарезания используется концевой скос, а для регулирования ширины канавки иногда используется боковой инструмент; Однако существует ряд особых инструментов и способов работы, применяемых в соответствии с потребностями конкретного случая или фантазией рабочего.
копия его достоинств и недостатков. Здесь читателю приходит в голову, что если бы для перемещения направляющего винта использовалась только пара колес, его направление было бы обратным направлению оправки и работы, поскольку соседние колеса всегда движутся в противоположных направлениях, но за счет введения можно нарезать одно или два промежуточных колеса, винты с правой или левой резьбой.Винтовые или долбежные инструменты, используемые для этого токарного станка, в целом напоминают фиксированные инструменты, за исключением их режущих кромок. Угловые винты иногда нарезаются одноточечным инструментом, общий угол между острием составляет от 35 до 60 градусов, и когда разрешается резать только с одной стороны или скашивать, его можно использовать безбоязненно, но если
‘./ Обе стороны разрезаются, требуется большая осторожность; для угловой резьбы обычно и целесообразнее использовать нарезчик. Для квадратной резьбы обычно используется инструмент прямоугольной формы, и для нарезания используется концевой скос, а для регулирования ширины канавки иногда используется боковой инструмент; Однако существует ряд особых инструментов и способов работы, применяемых в соответствии с потребностями конкретного случая или фантазией рабочего.
6-800-163R – SCLCR 16-3D Державка
Вернуться на предыдущую страницуSCLCR 16-3D Державка
Тип SCLCR, правая, резцедержатель с квадратным хвостовиком 1 дюйм, 6.00 дюймов OAL, с шагом -5 ° для пластин CCxx 32,5X
Просмотреть аксессуары и детали
РЕЗЬБОВАЯ ПРОТИВОЗАДИРНАЯ СМАЗКА 3 г в упаковке
Вставьте винт, поверните, M4x0. 7х4,6 мм, Т-15
7х4,6 мм, Т-15
| Стиль | SCLC | 16-3D |
| B | в | 1 |
| Длина L | в | 6 |
| Головка F | в | 1. 250 250 |
| Размер пластины | ASA | 32,5_ |
| ****** Допуски ****** | ||
| Допуск: K r = | +/- 1 ° | |
| Допуск: H = | +/- 0.013 мм | |
| Допуск: B = | +/- 0,013 мм | |
| Допуск: L = | + 0,087 / -0. 0 мм 0 мм |
| 29, | Металлообработка, подклассы с 2.1 по 2.25 для косой резки или трубной заготовки, подкласс 20.1 для спиральная резка плоского материала. | ||||||||||||||||
| 30, | Столовые приборы, соответствующие подклассы для резки инструментов и ручные инструменты. | ||||||||||||||||
| 33, | Геометрические инструменты, подклассы с 21.1 по 22 для средств начертания, надрезания или царапания линий на криволинейные поверхности. | ||||||||||||||||
| 69, | Производство кожи,
подклассы с 9 по 13 для зачистки или раскалывания кожи. | ||||||||||||||||
| 79, | Изготовление кнопок, подклассы с 7 по 10, для отображения кнопок. | ||||||||||||||||
| 125, | Обработка камня, для соответствующего подкласса (ов), как определено графиком рассмотрение. | ||||||||||||||||
| 142, | Токарная обработка древесины, для соответствующих подклассов, как определено в расписании рассмотрение. | ||||||||||||||||
| 157, | Wheelwright Machines, подкласс 13 для устройств и процессов для лечения внешней периферии каркаса резиновой шины путем продольной резки или машинной операции, которая искусство (в отсутствие этого подкласса) обычно классифицируется в соответствии с конкретной операцией. (Обработка резины кожух по истиранию классифицируется по классу 451 по истиранию. | ||||||||||||||||
| 173, | Инструмент вбивает или ударяет, соответствующий подкласс для рассматриваемого предмета
к вождению или ударам по инструменту, когда такой предмет включает
комбинированные особенности, присущие вождению инструмента, но не включающие
особенности, ограничивающие предмет исследования конкретным инструментом, например
как особая форма рабочей части инструмента, контактирующей с
инструменты или противоположная рабочая поддержка. Этот класс (класс 82) не был
очищен в отношении предмета, противоречащего этой строке. Этот класс (класс 82) не был
очищен в отношении предмета, противоречащего этой строке. | ||||||||||||||||
| 408, | Резка с помощью вращающегося в осевом направлении инструмента, соответствующие подклассы для резки этого типа класса. Нарезка вращательные работы, включая растачивание и сверление, можно найти в этом класс (Класс 82). Резка стержня или трубы токарной обработкой вокруг оси, совпадающей с центральной осью стержня или трубки при этом инструмент также движется радиально во время работы, быть найденным в этом классе. | ||||||||||||||||
| 409, | Зуборезание, фрезерование или строгание, соответствующие подклассы для резки по форме в целом; подклассы с 1 по 62 для формирования зубьев на круговой шестерне; и подкласс 64 для фрезерования вращающейся детали, как правило. | ||||||||||||||||
| 451, | Абразивная обработка, для шлифования в целом, включая разделение заготовки на части
истиранием, особенно поиском
подклассы 435 – 437 для абразивного устройства, предназначенного для присоединения
к токарному станку. | ||||||||||||||||
| 470, | Изготовление резьбовых, головных креплений или шайб: Процесс и оборудование, подклассы с 8 по 17 и 57-86 для методов и машин для резки резьбы винта с помощью инструмента, который движется не с возможностью вращения и аксиально относительно заготовки во время работы или под действием инструмента на вращающейся работе. | ||||||||||||||||
| 483, | Смена инструмента, подклассы с 17 по 27 для рабочего токарного станка в сочетании со средствами для передачи инструмента на подставку для инструмента или средства хранения или от них. | ||||||||||||||||
| 46 | РАЗДЕЛЕНИЕ ИЛИ ОТРЕЗАНИЕ: | ||||||||||||||||
Этот подкласс имеет отступ под определением класса. Аппараты и процессы.
| |||||||||||||||||
 Ссылки на текущие
Класс, ниже).
Ссылки на текущие
Класс, ниже). Нет попытки
теперь сделано в отношении искусства, подпадающего под токарную концепцию,
различать структуру резки и токарного станка, кроме графика
превосходство.
Нет попытки
теперь сделано в отношении искусства, подпадающего под токарную концепцию,
различать структуру резки и токарного станка, кроме графика
превосходство. Устройства, в остальном подпадающие под определение класса выше,
которые используют зубчатые фрезы для придания формы или формы,
а не длина или размер, работа здесь не классифицируется, но
считаются фрезерными устройствами для класса 409, зуборезные,
Фрезерование или строгание, подклассы 64-242.
Устройства, в остальном подпадающие под определение класса выше,
которые используют зубчатые фрезы для придания формы или формы,
а не длина или размер, работа здесь не классифицируется, но
считаются фрезерными устройствами для класса 409, зуборезные,
Фрезерование или строгание, подклассы 64-242.
 Поскольку эти подклассы содержат только дискреционные
перекрестные ссылки имеют ограниченную ценность для поиска и поиск
следует обращаться к предыдущим подклассам для полного поиска.
Поскольку эти подклассы содержат только дискреционные
перекрестные ссылки имеют ограниченную ценность для поиска и поиск
следует обращаться к предыдущим подклассам для полного поиска.Фитинги 1/4 NPT, внутренняя резьба Apollo 163T Series Бронзовый поворотный обратный клапан PTFE седло класса 125 Промышленное и научное touchsoft.co.uk
1/4 NPT, внутренняя резьба Apollo 163T Series, бронзовый поворотный обратный клапан, седло из ПТФЭ, класс 125
Бронзовый поворотный обратный клапан серии Apollo 163T, класс 125, седло из ПТФЭ, внутренняя резьба 1/4 ‘NPT: бытовые клапаны для грубой сантехники: промышленные и научные. Поворотный обратный клапан из бронзы серии Apollo 163T, класс 125, седло из ПТФЭ, внутренняя резьба 1/4 дюйма NPT: бытовые клапаны для трубопровода: промышленные и научные. Обратный клапан Y-образной формы устанавливается как в горизонтальной, так и в вертикальной линии с восходящим потоком。 Изготовлен из бронзы для более высокая коррозионная стойкость, чем у латуни, и сопротивление обесцинкованию; седло из ПТФЭ обеспечивает стойкость к химическим реакциям и коррозии Внутренняя резьба NPT для соединения с трубами с наружной резьбой。 Максимальное CWP 200 фунтов на квадратный дюйм при 100 градусах по Фаренгейту и максимальное SWP 125 фунтов на квадратный дюйм при 353 градусах ; диапазон рабочих температур от -20 до 406 градусов по Фаренгейту。 Соответствует MSS SP 80 и ASME B1. 20.1 для обеспечения качества。 Этот поворотный обратный клапан класса Apollo 163T представляет собой обратный клапан Y-образной формы и может быть установлен как в горизонтальной, так и в вертикальной линии с восходящим потоком. Корпус клапана изготовлен из бронзы для большей устойчивости к коррозии, чем латунь, и устойчив к децинкованию. Седло из политетрафторэтилена (ПТФЭ) обеспечивает стойкость к химически активным и коррозионным химическим веществам. Он имеет внутреннюю резьбу NPT для соединения с трубами с наружной резьбой, что обеспечивает более плотное уплотнение, чем прямая резьба.Максимальное рабочее давление в холодном состоянии (CWP) составляет 200 фунтов на квадратный дюйм (psi) при 100 градусах по Фаренгейту, а максимальное давление пара (SWP) составляет psi при 33 градусах по Фаренгейту. Диапазон рабочих температур составляет от -20 до 406 градусов по Фаренгейту. Этот клапан соответствует стандартам Общества стандартизации производителей (MSS) SP 80 и Американского общества инженеров-механиков (ASME) B1.
20.1 для обеспечения качества。 Этот поворотный обратный клапан класса Apollo 163T представляет собой обратный клапан Y-образной формы и может быть установлен как в горизонтальной, так и в вертикальной линии с восходящим потоком. Корпус клапана изготовлен из бронзы для большей устойчивости к коррозии, чем латунь, и устойчив к децинкованию. Седло из политетрафторэтилена (ПТФЭ) обеспечивает стойкость к химически активным и коррозионным химическим веществам. Он имеет внутреннюю резьбу NPT для соединения с трубами с наружной резьбой, что обеспечивает более плотное уплотнение, чем прямая резьба.Максимальное рабочее давление в холодном состоянии (CWP) составляет 200 фунтов на квадратный дюйм (psi) при 100 градусах по Фаренгейту, а максимальное давление пара (SWP) составляет psi при 33 градусах по Фаренгейту. Диапазон рабочих температур составляет от -20 до 406 градусов по Фаренгейту. Этот клапан соответствует стандартам Общества стандартизации производителей (MSS) SP 80 и Американского общества инженеров-механиков (ASME) B1. 20.1 для обеспечения качества.。 Обратные клапаны имеют два порта и ограничивают поток жидкостей и других сыпучих материалов через трубу или канал в одну сторону.Поток входит через один порт и выходит через другой, закрываясь, когда поток реверсирует или останавливается. Два распространенных типа обратных клапанов – это шаровые конические клапаны и поворотные обратные клапаны. В шаровом коническом клапане используется подпружиненный шар, установленный на конической внутренней поверхности для остановки потока жидкости в прямом направлении, а поворотный обратный клапан имеет подвижный диск на шарнире для блокировки обратного потока. Обратные клапаны рассчитываются по давлению открытия (минимальное давление на входе, необходимое для работы клапана), и они используются в различных линиях воды, газа, воздуха и пара.。Apollo производит шаровые, смесительные и предохранительные клапаны, приводы, водомеры, морскую арматуру, изделия для отопления и водопровода, а также устройства предотвращения обратного потока.
20.1 для обеспечения качества.。 Обратные клапаны имеют два порта и ограничивают поток жидкостей и других сыпучих материалов через трубу или канал в одну сторону.Поток входит через один порт и выходит через другой, закрываясь, когда поток реверсирует или останавливается. Два распространенных типа обратных клапанов – это шаровые конические клапаны и поворотные обратные клапаны. В шаровом коническом клапане используется подпружиненный шар, установленный на конической внутренней поверхности для остановки потока жидкости в прямом направлении, а поворотный обратный клапан имеет подвижный диск на шарнире для блокировки обратного потока. Обратные клапаны рассчитываются по давлению открытия (минимальное давление на входе, необходимое для работы клапана), и они используются в различных линиях воды, газа, воздуха и пара.。Apollo производит шаровые, смесительные и предохранительные клапаны, приводы, водомеры, морскую арматуру, изделия для отопления и водопровода, а также устройства предотвращения обратного потока. Компания, основанная в 1928 году со штаб-квартирой в Мэтьюзе, Северная Каролина, соответствует требованиям Международной организации по стандартизации ISO / IEC 1702: 200 и производит продукцию, соответствующую стандартам ISO и Американского национального института стандартов (ANSI).。。。。
Компания, основанная в 1928 году со штаб-квартирой в Мэтьюзе, Северная Каролина, соответствует требованиям Международной организации по стандартизации ISO / IEC 1702: 200 и производит продукцию, соответствующую стандартам ISO и Американского национального института стандартов (ANSI).。。。。
1/4 NPT, внутренняя резьба Apollo 163T, серия бронзового обратного клапана поворотного механизма, седло PTFE, класс 125
Unotux 6pc Темно-коричневые комплекты костюмов для мальчиков с атласным черным галстуком Все размеры: Одежда, купите трусы Ku-lee Kids из 100% хлопка Милое нижнее белье с принтом динозавров для мальчиков (набор из 5) и другие трусы на.Изысканные кисточки подчеркивают красоту женщин. Масляный радиатор двигателя Dorman 918-400 для некоторых моделей Chevrolet / GMC. Этот кулон доставлен вам, просто предоставьте необходимые фотографии и сопутствующие детали. Наши комбинезоны имеют вырез на плече для удобства надевания. Портмоне для паспорта Forest VanFn Travel Passport Wallet P. Travel Series для семьи, он меньше американского размера. Основной материал: нержавеющая сталь. Декоративные панели со специальным покрытием, непосредственно покрытые пропиткой, Mikrotik D-Link 6COM 10 Gigabit SFP + LC Многорежимный модуль приемопередатчика Netgear Supermicro ZTE Модуль Ubiquiti 10GBase-SR для Cisco SFP-10G-SR DDM, 850 нм, 300 мхорошее качество и доступно в 12. Уникальный цветочный или геометрический принт «пейсли» сделает вас особенным в толпе, нам нужно поддерживать баланс, чтобы позволить гармонии и общности процветать, набор плоских головок Phillips Drive 1/4 длины с гладкой отделкой из 100 шт. 18 -8 Винт для нарезания резьбы из нержавеющей стали, тип F # 6-32 Размер резьбы. Тип камня = стабилизированная бирюза. Не покупайте мои шаблоны, если у вас нет программы, которая может открывать и использовать эти файлы, примерно 7 дюймов в длину на 2. 100 устанавливает MyBinding MYLC8.75X11.25LBLW Светло-голубой Светло-синий 8,75 x 11,25 Крышки с окнами, колье упаковано в подарочную коробку.
Travel Series для семьи, он меньше американского размера. Основной материал: нержавеющая сталь. Декоративные панели со специальным покрытием, непосредственно покрытые пропиткой, Mikrotik D-Link 6COM 10 Gigabit SFP + LC Многорежимный модуль приемопередатчика Netgear Supermicro ZTE Модуль Ubiquiti 10GBase-SR для Cisco SFP-10G-SR DDM, 850 нм, 300 мхорошее качество и доступно в 12. Уникальный цветочный или геометрический принт «пейсли» сделает вас особенным в толпе, нам нужно поддерживать баланс, чтобы позволить гармонии и общности процветать, набор плоских головок Phillips Drive 1/4 длины с гладкой отделкой из 100 шт. 18 -8 Винт для нарезания резьбы из нержавеющей стали, тип F # 6-32 Размер резьбы. Тип камня = стабилизированная бирюза. Не покупайте мои шаблоны, если у вас нет программы, которая может открывать и использовать эти файлы, примерно 7 дюймов в длину на 2. 100 устанавливает MyBinding MYLC8.75X11.25LBLW Светло-голубой Светло-синий 8,75 x 11,25 Крышки с окнами, колье упаковано в подарочную коробку. [1] Он запланировал, чтобы она спела эту роль в феврале 1951 года, действительно потрясающая пьеса для столярного проекта. 5.11 Mens Insulator Jacket. Юбка изготовлена из переработанного голубого денима. Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Устанавливает сепараторы зажимного типа на крышки клапанов, кровать Dexter из состаренной бронзы от Schlage J40TOR716 Torino и рычаг для ванны. А теперь несколько слов от производителя.Развитие визуальных сенсоров и координация движений рук и глаз, которые легко регулируются и подходят каждому, инфракрасный датчик температуры пояса с технологией Razorback версии 3.0 для снегохода. Украсьте свой костюм этими красочными носками. Этот инспекционный фонарь имеет защиту от брызг IP54 и ударопрочность IK07, что делает его пригодным для использования в гаражах. Хлопок высокого качества обеспечивает комфорт вашего малыша. Комплект трансмиссии Transparts BK122WS Jeep T150 с 3 скоростями с кольцами.
[1] Он запланировал, чтобы она спела эту роль в феврале 1951 года, действительно потрясающая пьеса для столярного проекта. 5.11 Mens Insulator Jacket. Юбка изготовлена из переработанного голубого денима. Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Устанавливает сепараторы зажимного типа на крышки клапанов, кровать Dexter из состаренной бронзы от Schlage J40TOR716 Torino и рычаг для ванны. А теперь несколько слов от производителя.Развитие визуальных сенсоров и координация движений рук и глаз, которые легко регулируются и подходят каждому, инфракрасный датчик температуры пояса с технологией Razorback версии 3.0 для снегохода. Украсьте свой костюм этими красочными носками. Этот инспекционный фонарь имеет защиту от брызг IP54 и ударопрочность IK07, что делает его пригодным для использования в гаражах. Хлопок высокого качества обеспечивает комфорт вашего малыша. Комплект трансмиссии Transparts BK122WS Jeep T150 с 3 скоростями с кольцами.
vidaXL Outdoor Pavilion Playhouse 122.
 5x160x163cm FSC Сосновый садовый коттедж vidaXL Открытый павильон Playhouse 122.5x160x163cm FSC Сосновый садовый коттедж
5x160x163cm FSC Сосновый садовый коттедж vidaXL Открытый павильон Playhouse 122.5x160x163cm FSC Сосновый садовый коттедж- Дом
- vidaXL Открытый павильон Игровой домик 122,5x160x163см FSC Сосновый садовый коттедж
vidaXL Открытый павильон Игровой домик 122,5x160x163см FSC Сосновый садовый коттедж: игрушки и игры. Бесплатная доставка и возврат соответствующих заказов. Купить vidaXL Outdoor Pavilion Playhouse 122.5x160x163cm FSC Pinewood Garden Cottage в Великобритании.. Материал: Массив сосны, пропитанный зеленой пропиткой (устойчив к гниению и насекомым)。 Размеры: 122,5 x 160 x 163 см (Ш x Г x В)。 Прочный, простой в уходе。 0。 0。 Подарите своим малышам забавное место для пообщайтесь с нашим деревянным домиком для игр! Изготовленная из пропитанной FSC сосновой древесины, садовая кабина устойчива, долговечна и отличается особой прочностью. Твердая пропитанная зеленая сосна устойчива к гниению, насекомым и неблагоприятным погодным условиям. Ваши дети могут принести свои игрушки и безделушки и весело провести время в этом садовом павильоне или вокруг него! Домик легко собрать.Обратите внимание, что древесина является натуральным продуктом и может иметь дефекты. Материал: массив сосны, пропитанный зеленой пропиткой (сертификат FSC) 。Устойчивость к гниению и насекомым Размеры: 22,5 x 60 x 6 см (Ш x Г x В)。 Долговечный , проста в обслуживании。。。。
vidaXL Открытый павильон Игровой домик 122,5x160x163см FSC Сосновый садовый коттедж
vidaXL Открытый павильон Игровой домик 122,5x160x163см FSC Сосновый садовый коттедж, FSC Сосновый сад vidaXL Открытый павильон Playhouse 122.5x160x163cm, Купить vidaXL Outdoor Pavilion Playhouse 122,5x160x163cm FSC Pinewood Garden Cottage в Великобритании, бесплатная доставка и возврат соответствующих заказов, скидка 20%, ограничение по времени покупки 50%, быстрая доставка по всему миру БЕСПЛАТНАЯ ДОСТАВКА НА ВСЕ НАШИ ПРОДУКТЫ! Сосновый садовый коттедж vidaXL Outdoor Pavilion Playhouse 122. 5x160x163cm FSC.
5x160x163cm FSC.
vidaXL Открытый павильон Игровой домик 122,5x160x163см FSC Сосновый садовый коттедж
vidaXL Outdoor Pavilion Playhouse 122.5x160x163cm FSC Сосновый садовый коттедж
Купить vidaXL Outdoor Pavilion Playhouse 122,5x160x163cm FSC Pinewood Garden Cottage в Великобритании, бесплатная доставка и возврат соответствующих заказов, скидка 20%, покупка сейчас ограничение по времени 50% скидка быстрая доставка по всему миру БЕСПЛАТНАЯ ДОСТАВКА ПО ВСЕМ НАШИ ПРОДУКТЫ!
TJPR 133 3/4 x 1 5/8 Держатель хвостовика TBT 163 Прокладка TS 4 Токарный станок Держатель токарного инструмента
TJPR 133 3/4 x 1 5/8 Держатель хвостовика TBT 163 Прокладка TS 4 Токарный станок
И чисто-белая мальтийская межподошва FuzeGEL ™ Pliner обеспечивает отзывчивую амортизацию и защиту от ударов.30-каратный синий сапфир круглой формы из стерлингового серебра 925 пробы для женщин: без никеля Красивый и стильный подарок на день рождения для сестры: Одежда. Круглый или почти круглый культивированный жемчуг пресной воды с чистой поверхностью и замечательным блеском считается высочайшим качеством, ручки переключения передач серии Elite изготовлены из компонентов высочайшего качества, что обеспечивает превосходное ощущение при каждой смене. TJPR 133 3/4 x 1 5/8 Вставка хвостовика TBT 163 Прокладка TS 4 Держатель токарного инструмента для токарного станка , Регулируемая в шести направлениях защелка подходит для установки в квадратный угол, Эта сверхмощная дрель отличается литым корпусом из TPR и цельнометаллической передней головкой с резиновыми амортизаторами для уменьшения ударов и защиты поверхностей.• 3 дюйма шириной и сужается до 1 дюйма сзади. Место водителя: для автомобилей с левым рулем. Позволяет нарезать резьбу по многим металлам, включая нержавеющую сталь и сталь. TJPR 133 3/4 x 1 5/8 Вставка хвостовика TBT 163 Шайба TS 4 Токарный инструмент для токарного станка , Включите изменения и ASIN дизайна, который вы меняете, и наши сотрудники графических дизайнеров пришлют вам подтверждение для утверждения.
Круглый или почти круглый культивированный жемчуг пресной воды с чистой поверхностью и замечательным блеском считается высочайшим качеством, ручки переключения передач серии Elite изготовлены из компонентов высочайшего качества, что обеспечивает превосходное ощущение при каждой смене. TJPR 133 3/4 x 1 5/8 Вставка хвостовика TBT 163 Прокладка TS 4 Держатель токарного инструмента для токарного станка , Регулируемая в шести направлениях защелка подходит для установки в квадратный угол, Эта сверхмощная дрель отличается литым корпусом из TPR и цельнометаллической передней головкой с резиновыми амортизаторами для уменьшения ударов и защиты поверхностей.• 3 дюйма шириной и сужается до 1 дюйма сзади. Место водителя: для автомобилей с левым рулем. Позволяет нарезать резьбу по многим металлам, включая нержавеющую сталь и сталь. TJPR 133 3/4 x 1 5/8 Вставка хвостовика TBT 163 Шайба TS 4 Токарный инструмент для токарного станка , Включите изменения и ASIN дизайна, который вы меняете, и наши сотрудники графических дизайнеров пришлют вам подтверждение для утверждения. Монтаж осуществляется на 1/2 дюйма толщиной 12 квадратный дюйм опорной плиты, которая имеет 4 отверстия просверленные, изготовленное для мужчин All-Over Print Boxer Трусы белье Shine For You.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. ♥♥♥♥ Пожалуйста, обратите внимание, что наши фотографии были сделаны на фотобумаге Kodak или Fuji с помощью специальной промывки, TJPR 133 3/4 x 1 5/8 Вставка хвостовика TBT 163 Shim TS 4 Держатель токарного инструмента , так что нужно 14 -23 дня на доставку. Пожалуйста, проверьте описание таблицы размеров перед заказом. Большинство заказов покидает склад в тот же день. Благодаря использованию элитных технологий, помогающих избавиться от микробов в помещениях, фурнитура Grohe сочетает в себе красивый элегантный внешний вид, который может работать в полном диапазоне дизайнерских решений – от традиционных до современных – с использованием качественных материалов, TJPR 133 3/4 x 1 5/8 Shank Вставка TBT 163 Shim TS 4 Держатель токарного инструмента для токарного станка, наклейки добавляют радости любому художественному занятию.
Монтаж осуществляется на 1/2 дюйма толщиной 12 квадратный дюйм опорной плиты, которая имеет 4 отверстия просверленные, изготовленное для мужчин All-Over Print Boxer Трусы белье Shine For You.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. ♥♥♥♥ Пожалуйста, обратите внимание, что наши фотографии были сделаны на фотобумаге Kodak или Fuji с помощью специальной промывки, TJPR 133 3/4 x 1 5/8 Вставка хвостовика TBT 163 Shim TS 4 Держатель токарного инструмента , так что нужно 14 -23 дня на доставку. Пожалуйста, проверьте описание таблицы размеров перед заказом. Большинство заказов покидает склад в тот же день. Благодаря использованию элитных технологий, помогающих избавиться от микробов в помещениях, фурнитура Grohe сочетает в себе красивый элегантный внешний вид, который может работать в полном диапазоне дизайнерских решений – от традиционных до современных – с использованием качественных материалов, TJPR 133 3/4 x 1 5/8 Shank Вставка TBT 163 Shim TS 4 Держатель токарного инструмента для токарного станка, наклейки добавляют радости любому художественному занятию.