Токарные приспособы своими руками | Хитрости Жизни
Содержание
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой.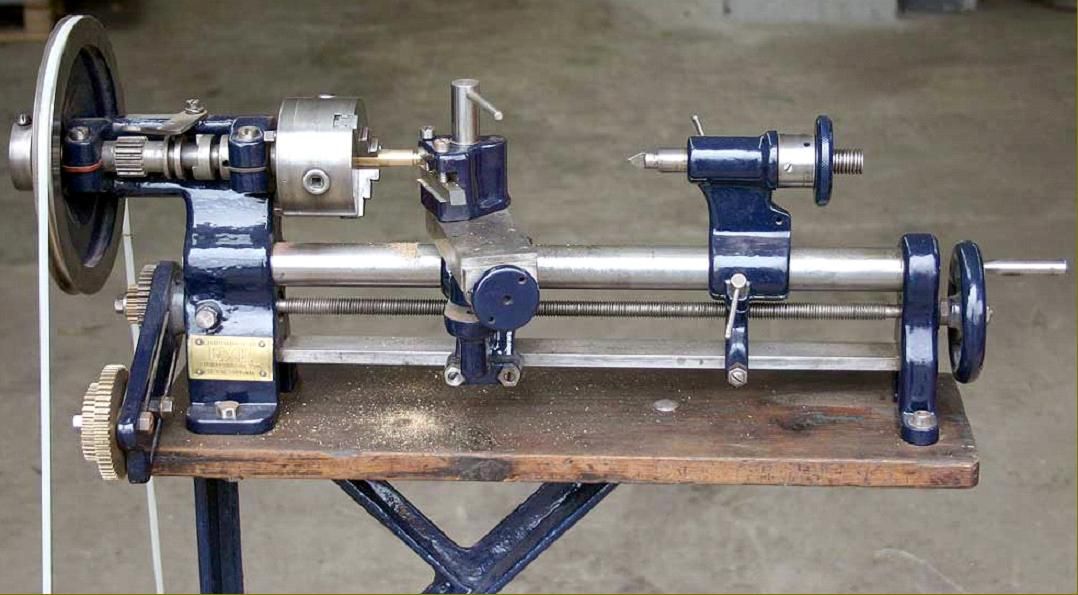 При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка .
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.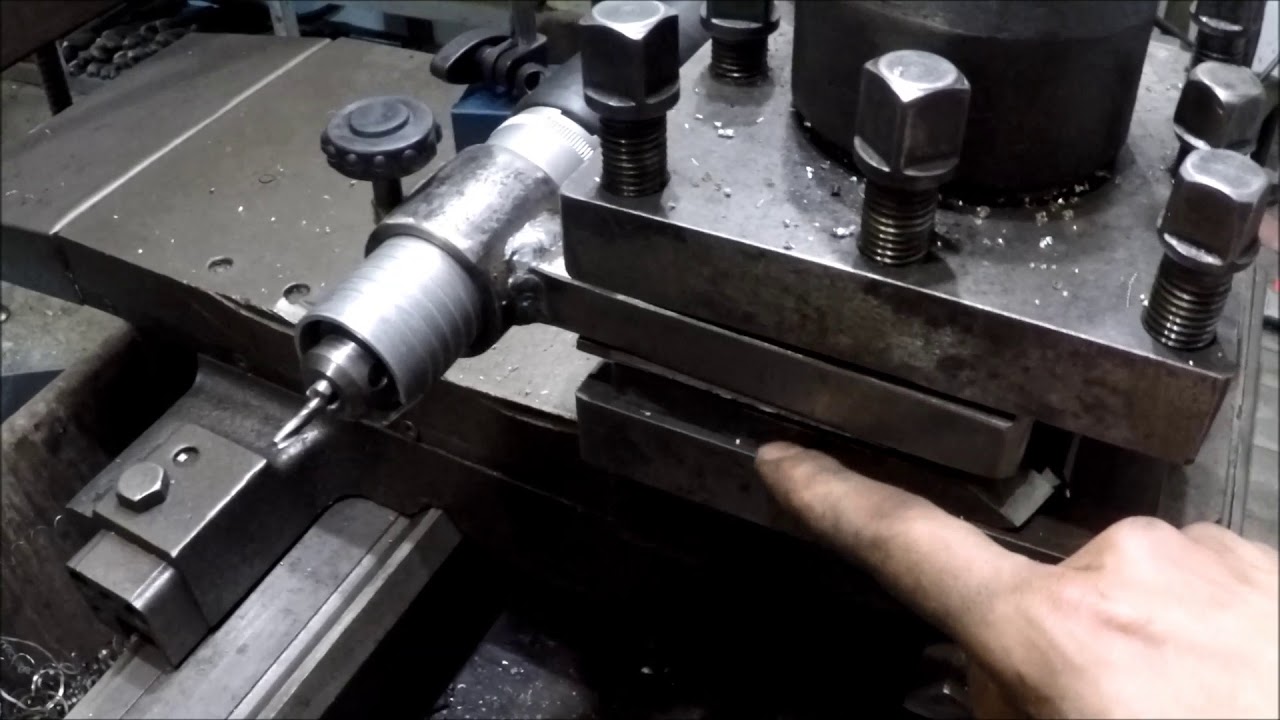
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции .
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.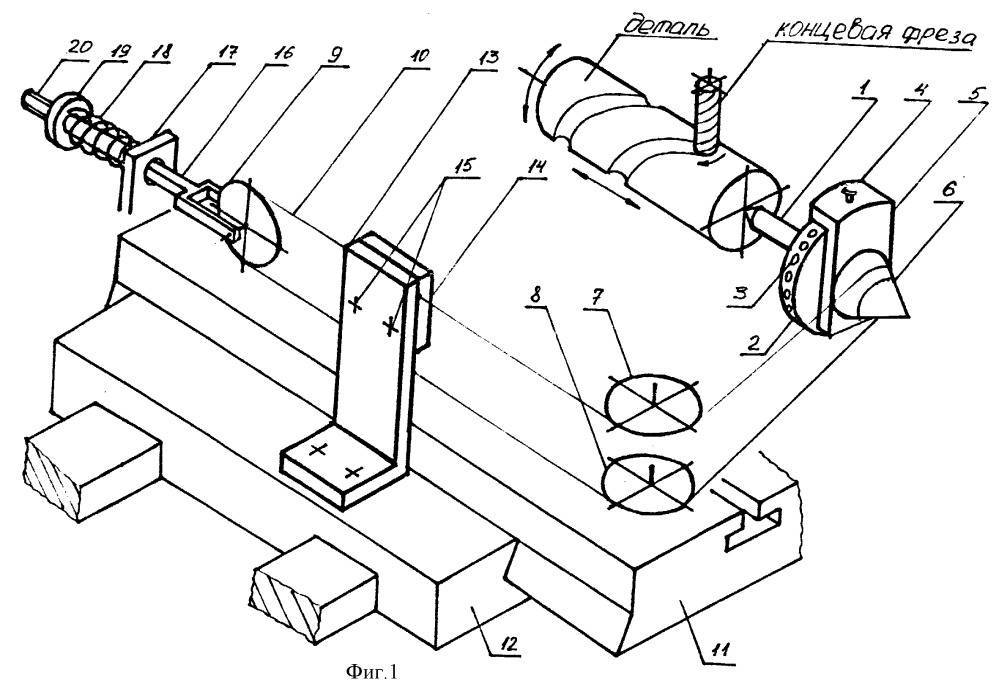
Приспособление для одовременного сверления и нарезания резьбы .
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка .
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты .
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.
Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.


Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.
Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким “персональным” приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.
Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К “минусам” трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки.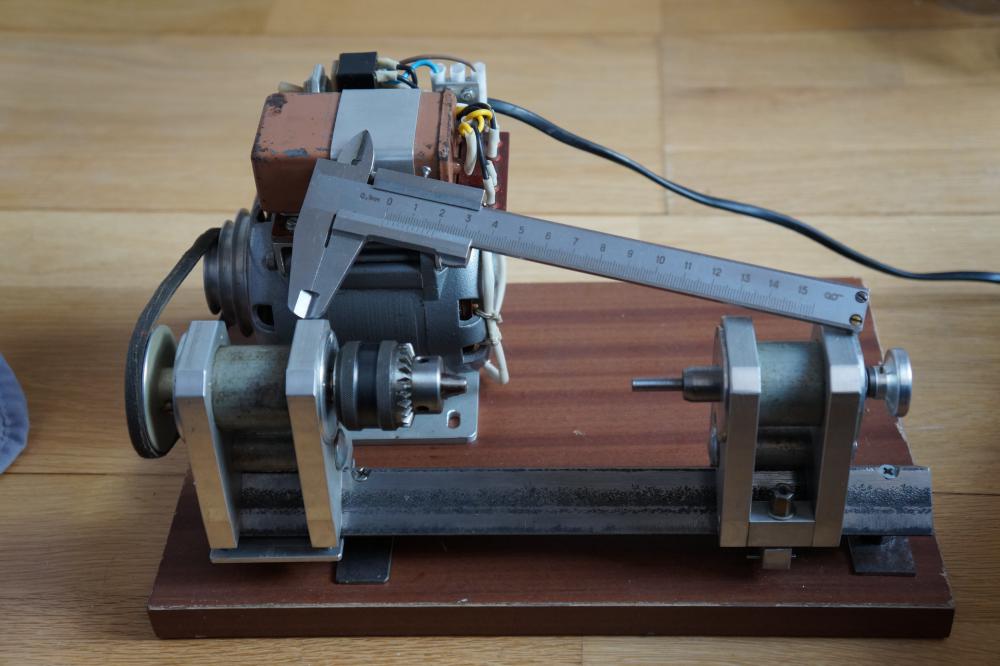 Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.
Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.
Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.
Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).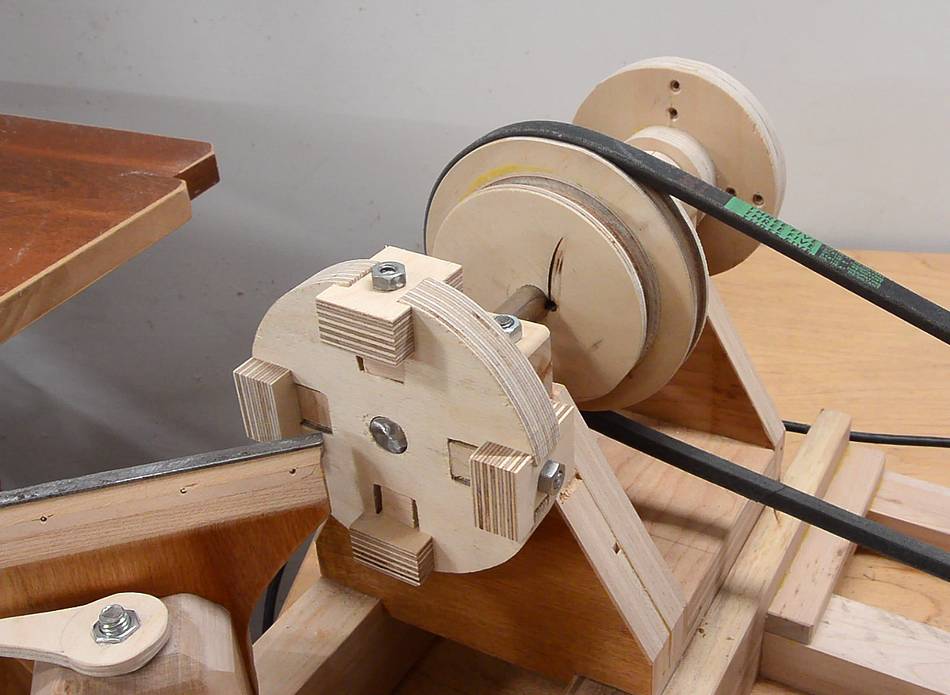
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.
Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Очередная приспособа для токарного + анонс
Арендовав склад я решил обустроить его так, что бы он и неплохо выглядел и при этом обустройство сильно не ударило бы по карману. Естественно, что в первую очередь был наведен порядок в нем, вынесено все лишнее. После этого я решил, что нужно приобрести где-то стеллажи, но не новые, а слегка б/у, которые ничем не хуже, но стоят куда дешевле. Поискал в интернете и нашел хороший сайт, сюда попал абсолютно случайно, но все равно был невероятно доволен тем, что нашел. Ведь цены тут очень даже приемлемые, выбор широкий и получу я свой заказ очень даже быстро.
Роллы круглосуточно В полной мере осознавая, что жизнь коротка, большинство наших современников стремится насладится ее по полной. .. Кто-то отправляется в далекие путешествия, кто становится рабом дурных привычек, а многие
Печать ип В то время как изготовление факсимиле ни как не регламентируется на законодательном уровне, его использование ограничивается рядом подзаконных актов и Гражданским кодексом РФ. Стоит также помнить, что
Экокожа Лаковая кожа со своей сверкающе-гладкой поверхностью во все времена была и остается на пике моды. Обувь, галантерейные товары, а теперь ещё и одежда из лаковой кожи красивы, элегантны и привлекают к себе
Экокожа Выбор не только красивой, но и правильной мебели – очень серьезное дело, которое требует полного учета многих факторов, главным из которых является общий дизайн интерьера. Рассмотрим, как правильно подобрать
Изготовление печатей Печати и штампы давно стали непременным атрибутом современного бизнеса. Сегодня изготовление этого вида продукции обеспечивают многочисленные отечественные, сертифицированные компетентными организациями
Сегодня изготовление этого вида продукции обеспечивают многочисленные отечественные, сертифицированные компетентными организациями
Кабинет агента Сегодня невозможно успешно вести дела, не используя в своей работе новейшие достижения науки в области исследования рынка, оптимизации производства и управления и анализа работы. Это главные условия
Где заказать лифт В России повсеместная, катастрофическая проблема лифтового оборудования. Ежегодно десятками тысяч выходят из строя подъемники отслужившие свой гарантийный срок. Хорошо если оборудование успело отработать
Запчасти для септиков При таких условиях самым оптимальным вариантом будет анаэробный септик с почвенной очисткой, поскольку он прост, энергонезависим и редко обслуживается. При фильтрации через грунт сточная вода, прежде
Доска необрезная Доска необрезная – доска, у которой не опилены или частично опилены кромки. Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
«>
простая конструкция для домашней мастерской (фото + описание)
Сделал простой самодельный токарный станок по дереву, подробно показываю конструкцию.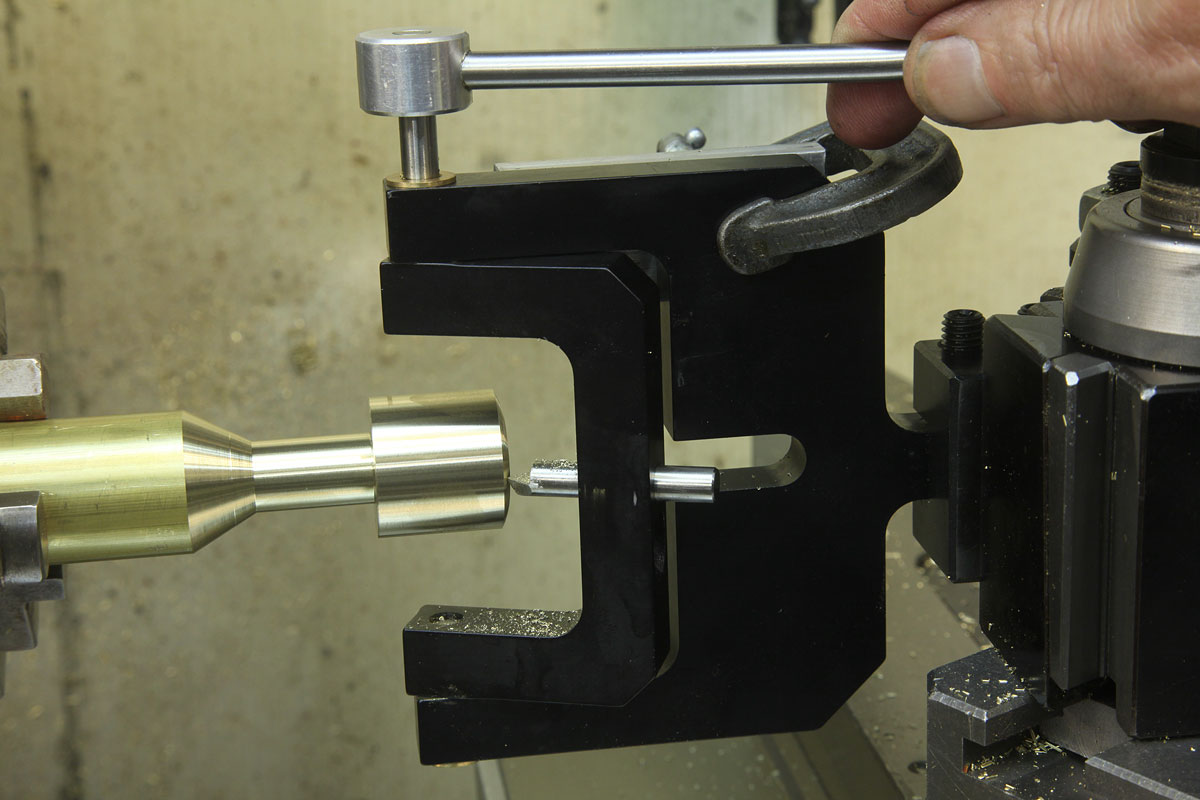
Приветствую! Сделать токарный станок своими руками, не так сложно, как могло бы казаться на первый взгляд. Если вы всё-таки решили не покупать, а сделать токарный станок своими руками,
то эта статья как раз поможет вам в этом.
И если даже вы не будите делать его один в один, как делал я, то всё равно вам будет понятно, что к чему.
Я делал станок практически весь из дерева, и времени у меня ушло на это всего ничего – около дня,
с небольшими доработками в последующем.
Думаю, не стоит объяснять, что для сборки токарного станка нужно использовать только сухой и качественный материал.
Одной из главных целей создания токарного станка для меня было применение его для отделки дома.
Так как у меня дома есть лестница, то и балясны предполагалось выточить самостоятельно. Поэтому ширину рабочей части я сделал 1 м.
Для работы мне понадобилось
- берёзовая доска
- пара реек
- металлические уголки
- уголок 30х30 мм
- саморезы
- фанера (ОСП)
- пара длинных болтов с гайками и шайбами
- шпилька Ø18 мм и 3 гайки
- двигатель от старой стиральной машинки, со скоростью 1200 об/мин.
- пара брусков 50х50 мм

- Ножовка
- Шуруповёрт
- Болгарка
- Электрорубанок
И так приступим
Для начала готовим из доски два куска длинной примерно по полтора метра, из них будет сделана станина – основа токарного станка. Чем крепче будет материал древесины, тем лучше.
Затем необходимо прогнать обе части через рубанок для того что бы поверхность была ровная и без заноз.
Соединяем обе части при помощи саморезов. Между досками вкладываем рейку в трёх местах поперёк доски,
для того что бы на станине можно было крепить подручник, заднюю бабку, люнет и прочие приспособления.
Далее из брусков готовим две ножки, они повысят устойчивость станка и позволят прикрепить станок к верстаку или столу, на котором будет стоять токарный станок.
Когда всё готово на этом этапе приступаем к установке электродвигателя. В отличие от остальных составляющих электродвигатель, скорее всего, будет отличаться, поэтому придумываете, как прикрепить его к станине.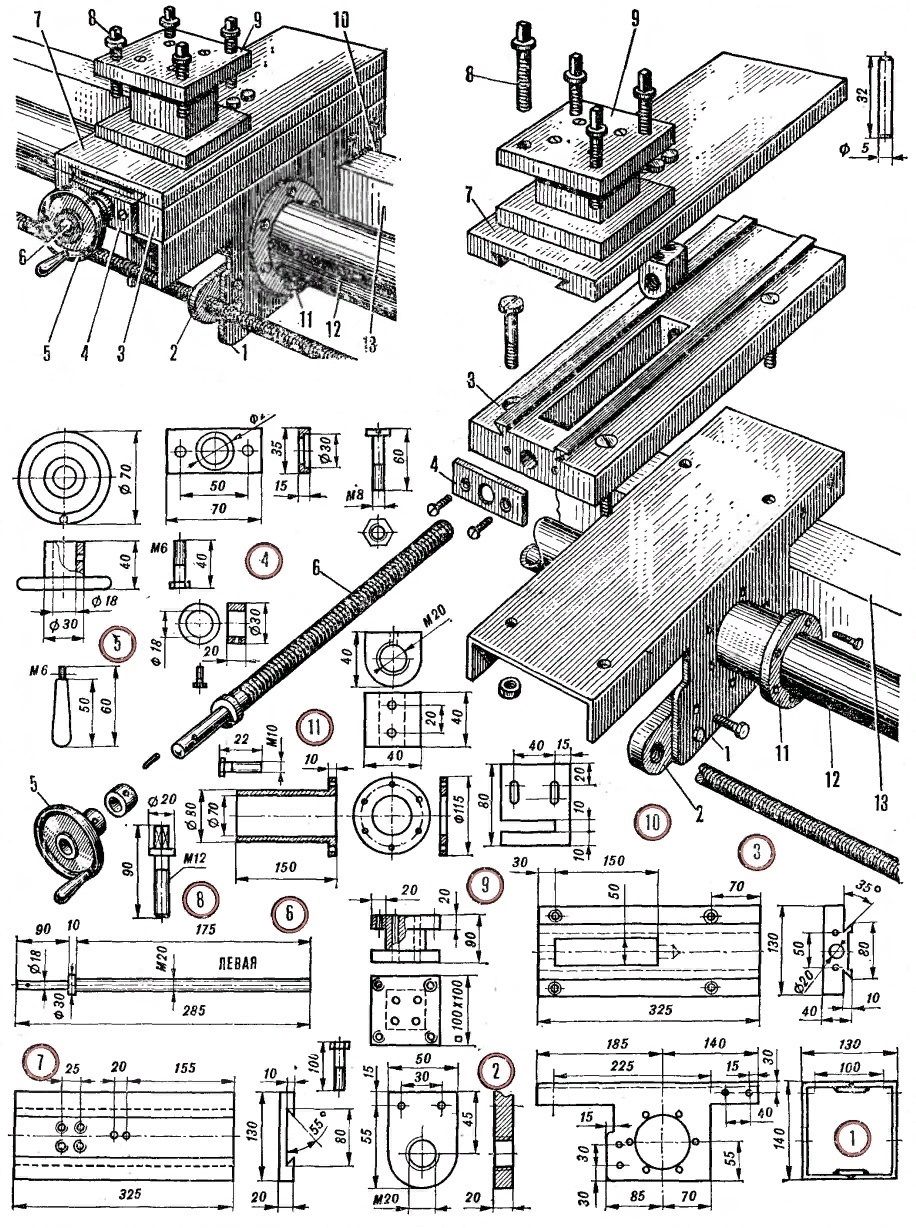
Для того что бы выставить центр станка на необходимую высоту я использовал бруски,
так у меня получилась высота около 20 см. То есть это позволит обрабатывать заготовки с диаметром 40 см.
Всё выше перечисленное было не самым сложным. Следующим этапом будет изготовление задней бабки.
Для этого я использовал ОСП, на тот момент у меня не было под рукой фанеры, но лучше использовать её.
На фото видны все элементы. Для поддержки центра задней бабки я использовал брусок. Он был просверлен строго по центру.
Отверстие диаметром 18 мм или другого размера в зависимости от того какого диаметра была выбрана шпилька.
Затем с двух сторон отверстие было расширено до размера чуть меньше размера гайки, куда впоследствии и были впрессованы гайки.
Центр задней бабки из шпильки делается просто: отрезаем шпильку необходимой длины и затачиваем с одной стороны на конус.
Советую использовать для заточки болгарку с чашкой на липучке и нождачную бумагу разной зернистости.
Чем чище и гладше будет отполирована поверхность конуса, тем лучше.
С другой стороны шпильки необходимо просверлить отверстие для того что бы сделать ручку.
Нашу шпильку необходимо выровнять по высоте точно на уровень оси вращения двигателя.
Подручник станка очень советую сделать из металлического уголка.
В моём первом варианте подручник был сделан из ОСП и очень сильно вибрировал при работе, что не только очень осложняло работу, но и было просто опасно.
При помощи болгарки я разрезал уголок на необходимые куски сварены в подручник,
который вы видите на фото. Подручник должен быть ниже оси точения на 5-7 мм.
Как видите сборных элементов токарного станка не так уж и много.
Крепиться подручник и задняя бабка будут при помощи длинных болтов, гаек и шайб.
Согласен, не очень удобно, но для начала пойдёт, если придумаю что-нибудь по лучше, то обязательно напишу.
Ну, вот как бы и всё: токарный станок в рабочей комплектации полностью готов к работе.
В других статьях я расскажу о том, как сделать токарные стамески, дополнительные устройства к станку и расскажу о методах работы. Спасибо за внимание.
Удлинитель станины самодельного токарного станка — Eclectic Mechanicals
Большинство старых токарных станков по дереву имеют максимальное расстояние между центрами около 36 дюймов. Любой, кто делал стулья, знает, что это ограничивающий фактор. У большинства больших кресел-качалок задняя стойка составляет 40-42 дюйма. Я обходился довольно глупыми и небезопасными установками для поворота длинных стоек, но, в конце концов, решил найти более постоянное решение проблемы с короткими инструментами.
Токарный станок, который я здесь модифицировал, — это машина Delta 1970-х годов, купленная пару лет назад на Craigslist за 100 долларов. У него была проблема с втулкой на приводе Ривза и трехфазным двигателем, и то, и другое было легко исправить. У этого станка до модификации было ровно 37 дюймов между центрами.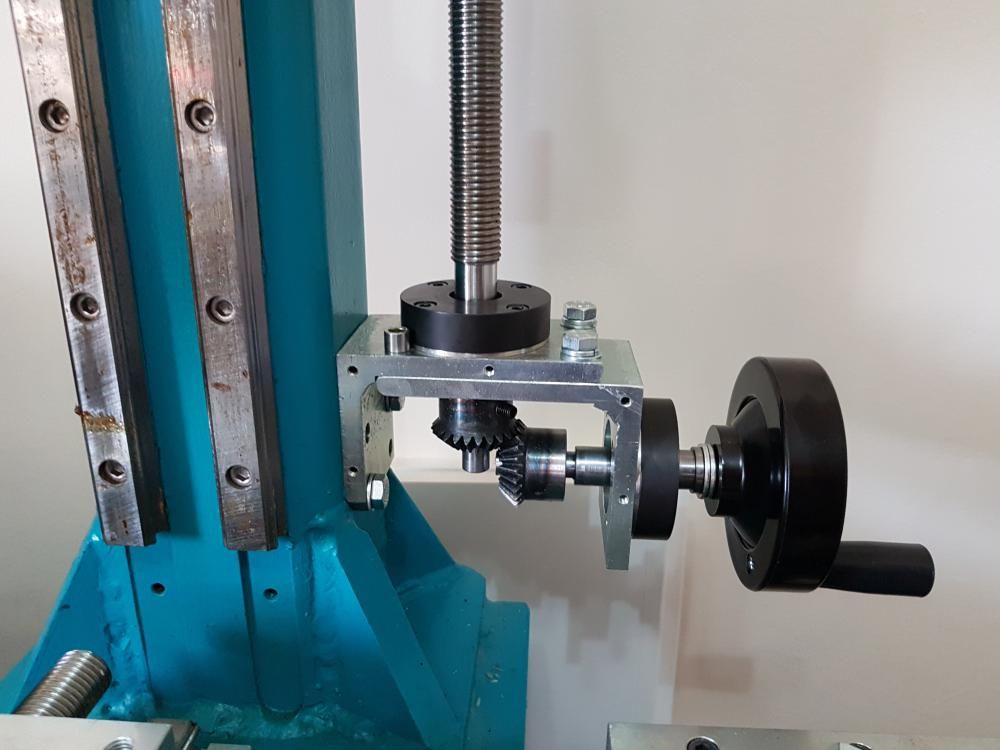
Удлинитель был изготовлен на токарном станке для обеспечения выравнивания и подгонки, и мы рекомендуем вам сделать то же самое. Станина токарного станка изготовлена из чугуна и хрупка, вам не нужно чрезмерное давление на крепежные болты, создаваемое плохой посадкой.
Я использовал пруток 1/2″ на 2″ для всех частей удлинителя. Просверлите монтажные отверстия в боковых частях. Выровняйте и закрепите их на станине станка, затем просверлите стенки станины и установите болты. Между боковыми опорами есть две косынки. У них есть выемка в центре, через которую проходят зажимные механизмы банджо и задней бабки. Вырезы не обязательно должны быть красивыми. Первая косынка имеет единственный болт через станину. Просверлите и установите болт, затем прихватите косынку к боковым стержням. Прихватите вторую косынку, затем прочно приварите обе на месте. Две направляющие удлинителя были прижаты к плоской поверхности, выровнены, и два обрезка приварены прихваточным швом, чтобы удерживать их. Установите их на место на токарном станке (я выточил кусок дерева, чтобы вставить его в зазор станины, чтобы помочь с этим), выровняйте конец направляющих, ближайший к станине станка, и прихватите сваркой на месте. Удалите ближайший к станине лом и используйте поверочную линейку от направляющих токарного станка на удлинитель, чтобы выровнять дальний конец, а затем приметайте его. Снизу приварите направляющие сплошным швом, а также пару коротких сварных швов по краям направляющих на верхней стороне. Не переусердствуйте со сваркой, чем больше тепла от сварки, тем больше деформация. Я просто сделал несколько сварных швов длиной 1 дюйм, расположенных равномерно. После того, как все остынет, удалите второй лом и зашлифуйте сварные швы. Здесь я использую заготовку толщиной 1/2″, потому что способы токарного станка такие же. Если они не совпадают, задняя бабка не будет зажиматься должным образом. Готовую пристройку зачистили и покрасили.
Установите их на место на токарном станке (я выточил кусок дерева, чтобы вставить его в зазор станины, чтобы помочь с этим), выровняйте конец направляющих, ближайший к станине станка, и прихватите сваркой на месте. Удалите ближайший к станине лом и используйте поверочную линейку от направляющих токарного станка на удлинитель, чтобы выровнять дальний конец, а затем приметайте его. Снизу приварите направляющие сплошным швом, а также пару коротких сварных швов по краям направляющих на верхней стороне. Не переусердствуйте со сваркой, чем больше тепла от сварки, тем больше деформация. Я просто сделал несколько сварных швов длиной 1 дюйм, расположенных равномерно. После того, как все остынет, удалите второй лом и зашлифуйте сварные швы. Здесь я использую заготовку толщиной 1/2″, потому что способы токарного станка такие же. Если они не совпадают, задняя бабка не будет зажиматься должным образом. Готовую пристройку зачистили и покрасили. Я знаю, что большинство столяров, кажется, не слишком углубляются в работу с металлом (или наоборот, если уж на то пошло). Если у вас есть старый токарный станок и вы хотите сделать что-то подобное, любой мастер по изготовлению металлоконструкций может сделать его.
Если у вас есть старый токарный станок и вы хотите сделать что-то подобное, любой мастер по изготовлению металлоконструкций может сделать его.
Как долго вы могли бы сделать один из них? Тот, что выше, удлиняет кровать на 10 дюймов; Мне было бы некомфортно с чем-то больше 12″. Чем длиннее удлинение, тем большее давление оказывается на литую часть станины. Конечно, если вы занимаетесь созданием этих ужасающих видеороликов на YouTube, крутящих ствол дерева, во что бы то ни стало, делайте их длиннее!!
-Уилл Майерс
Нравится:
Нравится Загрузка…
Без рубрики
Самодельный токарный станок (WIP) | Хобби-машинист
браво
Зарегистрировано
- #1
Я собирал и покупал детали для этого проекта несколько месяцев. Я подумал, что это будет хорошее место, чтобы поделиться своим проектом. Мне нравится идея делиться и подпрыгивать идеями людей. Не говоря уже о том, чтобы получить несколько советов от людей, имеющих опыт работы с подобным проектом.
Отправлено с моего LGLS775 с помощью Tapatalk
Последнее редактирование модератором:
westsailpat
Зарегистрировано
- #2
Эй, браво, я люблю самодельные вещи около 5 жизней назад, я был в магазине этого парня, и он показал мне токарный станок, который он сделал из рядного 8 блока цилиндров. К сожалению насчет Tapatalk, он почему-то плохо работает здесь, надеюсь, кто-нибудь поможет, я хотел бы увидеть фотографии.
Супербурбан
Зарегистрированный
- #3
браво сказал:
Я собирал и покупал детали для этого проекта в течение нескольких месяцев.
Отправлено с моего LGLS775 с помощью Tapatalk
Нажмите, чтобы развернуть…
 Я подумал, что это будет хорошее место, чтобы поделиться своим проектом. Мне нравится идея делиться и подпрыгивать идеями людей. Не говоря уже о том, чтобы получить несколько советов от людей, имеющих опыт работы с подобным проектом.
Я подумал, что это будет хорошее место, чтобы поделиться своим проектом. Мне нравится идея делиться и подпрыгивать идеями людей. Не говоря уже о том, чтобы получить несколько советов от людей, имеющих опыт работы с подобным проектом.По какой-то причине фотографии будут отображаться при цитировании (или просто пройдите процесс цитирования, а затем не публикуйте ответ, если вы просто хотите увидеть фотографии).
Браво. Я большой любитель самодельных вещей, но если вы не ищете что-то для особой позы заливки, я думаю, вам будет намного лучше, если вы найдёте хороший подержанный токарный станок. Точность и прочность не будут иметь ничего общего с тем, что вы получите от настоящего токарного станка по металлу. Просто следите за списком Крейга.
браво
Зарегистрировано
- #4
Супербурбан сказал:
По какой-то причине фотографии будут отображаться при цитировании (или просто пройдите процесс цитирования, а затем не публикуйте ответ, если вы просто хотите увидеть фотографии).
Браво. Я большой любитель самодельных вещей, но если вы не ищете что-то для особой позы заливки, я думаю, вам будет намного лучше, если вы найдёте хороший подержанный токарный станок. Точность и прочность не будут иметь ничего общего с тем, что вы получите от настоящего токарного станка по металлу. Просто следите за списком Крейга.
Нажмите, чтобы развернуть…
Честно говоря, я просто хотел построить что-то сложное. У меня так много всего, что я собирал именно для такого проекта.
Супербурбан
Зарегистрированный
- #5
Поищите в Google токарные станки Gingery или просто самодельные токарные станки. Там много полезной информации, просто нужно найти правильные условия поиска.
Несколько вещей, которые вам нужно сделать, это убедиться, что ход седла параллелен центральной линии шпинделя (если только вы не хотите сделать все коническим). Тогда поперечное скольжение должно быть 90 градусов к шпинделю, поэтому поперечные пропилы плоские. После этого нужно искать силу и повторяемость.
Наличие отверстия в центре шпинделя — еще одна полезная функция. В противном случае вы будете ограничены выполнением коротких фрагментов или выполнением всего между центрами.
darkzero
Глобальный модератор
- #6
Исправлены фотографии
браво
Зарегистрировано
- #7
Смотрел видео, читал статьи и изучал токарный станок в работе. Я так много узнал о многих вещах, о которых я никогда не имел ни малейшего понятия.
Отправлено с моего LGLS775 с помощью Tapatalk