Станок токарно винторезный 16К20 – цена, отзывы, характеристики с фото, инструкция, видео
Токарно винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мк.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57
Станок снят с производства.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 16К20
| Модель | 16К20 |
|---|---|
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| – над станиной | 400 |
| – над суппортом | 220 |
| Наибольшая длина обрабатываемой заготовки, мм | 1000 |
| Класс точности по ГОСТ 8-82 | H |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К, 6М* |
| Диаметр сквозного отверстия в шпинделе, мм | 55, 62* |
| Наибольшая масса устанавливаемой заготовки, кг | |
| – закрепленного в патроне | 300 |
| – закрепленного в центрах | 1300 |
| Число ступеней частот вращения шпинделя | |
| – прямого | 23 |
| – обратного | 12 |
| Пределы частот вращения шпинделя, мин | |
| – прямого | 12,5-2000 |
| – обратного | 19-2420 |
| Число ступеней рабочих подач: | |
| – продольных | 42, 56* |
| – поперечных | 42, 56* |
| Пределы рабочих подач, мм/об | |
| – продольных | 0.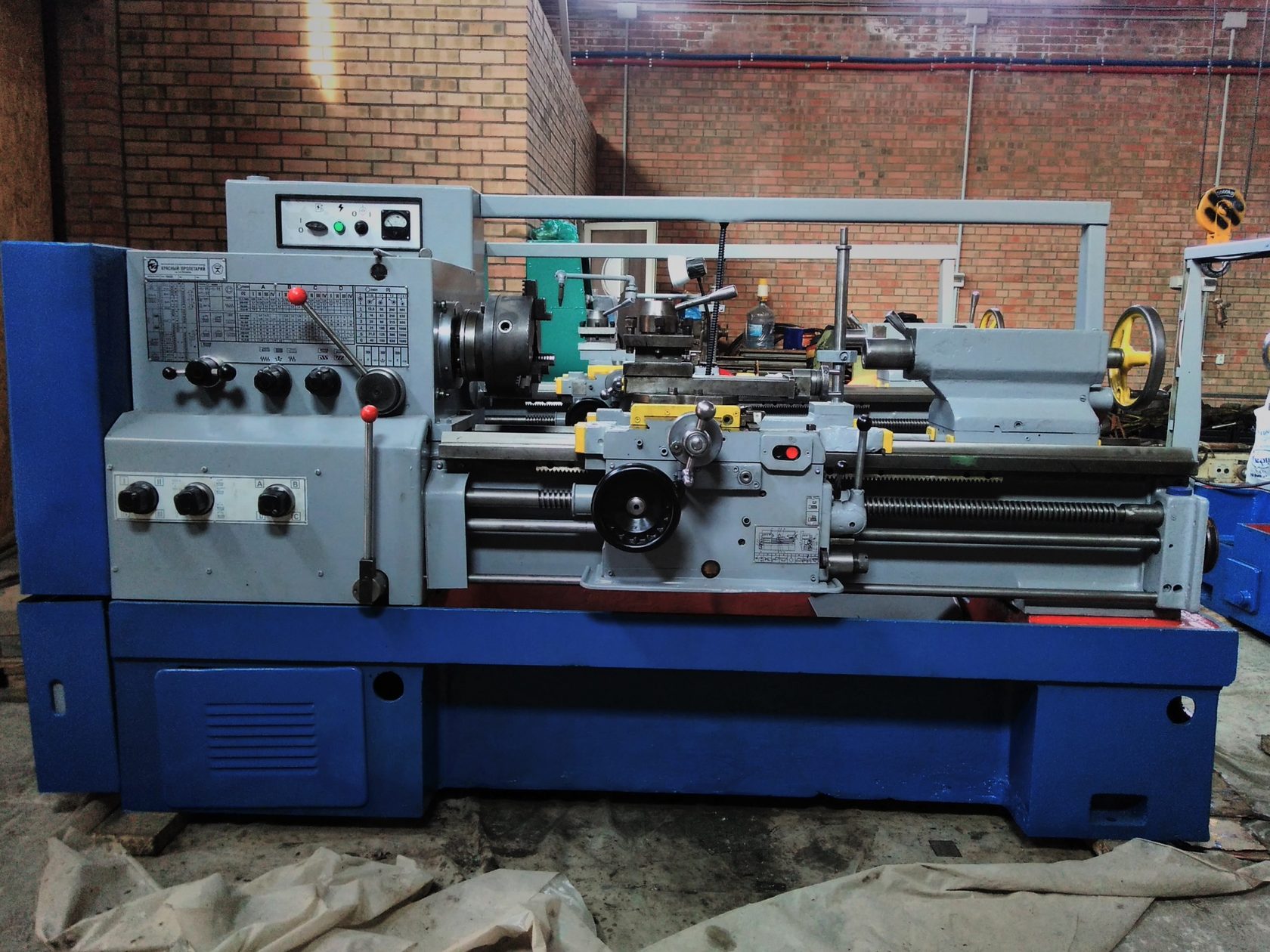 07-4.16 07-4.16 |
| – поперечных | 0.035-2.08 |
| Количество нарезаемых резьб, единиц: | |
| – метрических | 45, 53* |
| – дюймовых | 28, 57* |
| – модульных | 38 |
| – питчевых | 37 |
| – архимедовой спирали | 5 |
| Пределы шагов нарезаемых резьб: | |
| – дюймовых, число ниток на дюйм | 24…1.625 |
| – метрических, мм | 0.5-192 |
| – модульных, модуль | 0.5…48 |
| – питчевых, питч | 96..1 |
| – архимедовой спирали, дюйм | 3/8”, 7/16” |
| – архимедовой спирали, мм | 8, 10, 12 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Габаритные размеры станка, мм | |
| – длина | 2812 |
| – ширина | 1166 |
| – высота | 1324 |
| Масса 16К20 станка, кг | 2140 |
| Мощность электродвигателя привода главного движения, кВт | 10 |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0. 75 или 1,1 75 или 1,1 |
| Мощность насоса охлаждения, кВт | 0.12 |
Комплектация
- Станок в сборе.
- Система подачи СОЖ.
- Патрон 3-х кулачковый диаметром 250 мм.
- Ограждение патрона.
- Ограждение суппорта.
- Комплект инструмента – 1 шт.
- Ключ к электрошкафу – 1 шт.
- Техническая документация (руководство пользователя).
Ремонт токарного станка 16К20 в Москве
Токарный станок 16к20 – один из самых массовых станков, производимых длительное время в Советском Союзе. Благодаря своей надёжности и доступности ретрофит-комплектов, такие станки до сих пор работают на многих предприятиях государственной и частной собственности в России, Украине, Беларуси, Казахстане и других странах СНГ.
Станки 16к20 часто использовались для изготовления деталей в автомобилестроении. Предназначен он для обработки цилиндрических заготовок посредством одного из 6, 8 или 12 инструментов из револьверной головки станка. Краткие характеристики:
Краткие характеристики:
- Наибольший диаметр обрабатываемой заготовки – 500 мм
- Наибольший диаметр обработки изделия над суппортом – 200 мм
- Мощность мотора главного привода до 15 кВт
- Максимальная масса станка – 4500 кг
Чтобы ознакомиться более подробно со станком 16к20, скачайте брошюру с техническими характеристиками или закажите бесплатную консультацию нашего специалиста.
Со схожими характеристиками ранее выпускались токарные станки типа 16М30Ф3, 16К30Ф3, 16Р30Ф3, 1Р755Ф3, 1П756Ф3, 16Р20Ф, 1Р63Ф3. Благодаря крепкой литой станине и надёжной механике они не утратили актуальности и сегодня.
Стоимость на вторичном рынке станков 16к20 сравнительно низкая, а доступная модернизация ставит их в один ряд с современным европейским оборудованием. Для этих целей идеально подходит система ЧПУ Sinumerik 808D Advanced, которую в качестве ретрофит-пакета можно купить и установить своими силами. Она может быть выполнена в виде готового электрошкафа, монтажной панели или отдельных компонентов.
Она может быть выполнена в виде готового электрошкафа, монтажной панели или отдельных компонентов.
Ретрофит-комплект для станка 16к20 в себя включает
hardware от Siemens
- СЧПУ Sinumerik 808D Advanced
- Привод подач Sinamics V70
software от Sitek
- Электросхема
- Программа PLC
- Инструкция для оператора
- Руководство по вводу в эксплуатацию
После ремонта станок сохраняет свои простоту и надёжность, а также получает современные функции и возможность работать как в ручном, так и в автоматическом режимах.
Sinumerik 808D Advanced является следующим поколением системы Sinumerik 808D и самым мощным решением ЧПУ в своём классе. Для управления и программирования на станке используется хорошо зарекомендовавшая себя простая и удобная HMI Operate BASIC.
Для управления и программирования на станке используется хорошо зарекомендовавшая себя простая и удобная HMI Operate BASIC.
Токарный станок 16к20 с таким ретрофит-комплектом легко интегрируется в компьютерную сеть предприятия. Это позволяет технологическую программу обработки готовить как на пульте устройства, так и на внешнем компьютере с симуляцией обработки.
Что касается технической части, мощный привод шпинделя с высокой частотой вращения и высококачественные сервомоторы позволяют получить качественную поверхность обрабатываемой заготовки. Таким образом за счёт самой современной архитектуры программного и аппаратного обеспечения достигается 80-разрядная точность NANO
| Макс. диаметр над станиной | Ø 400 мм |
| Макс. диаметр над поперечными салазками | Ø 220 мм |
| Расстояние между центрами | 1000 мм |
| Высота центров | 215 мм |
| Допустимая масса изделия, устанавливаемого в центрах | 650 кг |
| Допустимая масса изделия, устанавливаемого в патроне | 200 кг |
| Конец шпинделя | По ГОСТ 12593-93 |
| Номинальный диаметр конуса, D | 106,375 мм |
| условный размер конца шпинделя | 6 |
| Внутренний (инструментальный) конус шпинделя | МТ 6 |
| Диаметр отверстия шпинделя | 52 мм |
| Наибольший диаметр обрабатываемого прутка | 50 |
| Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) | 12,5. .1600 об/мин .1600 об/мин |
| Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) | 19..1900 об/мин |
| Диаметр стандартного патрона | 250 |
| Максимальный ход пиноли задней бабки | 150 |
| Пределы продольных | 0,05..2,8 мм/об |
| Пределы поперечных подач | 0,025..1,4 мм/об |
| Пределы шагов резьб | 0,5..112 мм |
| Пределы шагов резьб | 0,5..112 модулей |
| Пределы шагов резьб дюймовых | 56..0,5 ниток на дюйм |
| Пределы шагов резьб питчевых | 56..0,5 питчей |
| Мощность двигателя | 11 кВт |
| Напряжение питания | 380 В, 50 Гц |
| Габаритные размеры (ДхШхВ) | 2560х1020х1350 |
| Вес нетто | 3000 кг |
Токарно-винторезный станок 16К20.
 Устройство. – Статьи и публикации по металлообработке
Устройство. – Статьи и публикации по металлообработке
Устройство токарно-винторезного станка 16К20
Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
|
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие – до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий.
Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие – до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 – 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов (
Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 – 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов (
Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода “Красный пролетарий”. Типичный токарно-винторезный станок 16К20 завода “Красный пролетарий” показан на рисунке внизу. 16К20 Характеристики станка 16К20 завода “Красный пролетарий”.Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20: Рукоятки управления: 2 – сблокированная управление, 3,5,6 – установки подачи или шага нарезаемой резьбы, 7, 12 – управления частотой вращения шпинделя, 10 – установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нареза-ния резьбы (лево- или правозаходной), 17 – перемещения верхних салазок, 18 – фиксации пиноли, 20 – фиксации задней бабки, 21 – штурвал перемещения пиноли, 23 – включения ускоренных перемещений суппорта

Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево – через зубчатое колесо 15. Таким образом
Таким образом
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач токарного станк 16К20.
Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт токарного станка 16К20
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппортапроизводится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппортапроизводится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка токарного станка 16К20
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подачасуппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева).
Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подачасуппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
| |||||
| |||||
Паспорт на токарно-винторезный станок 16К20 / Токарные станки / Stanok-online.
 ru
ruМосковский станкостроительный завод Ефремова, руководство по эксплуатации, 16К20.000.000.РЭ, 1979 год.
Токарно-винторезный станок модели 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности 6.
Станок заменяет модель 1К625. По всем качественным показателям (производительности, точности, долговечности, надёжности, удобству обслуживания, безопасности работы и т.п.) превосходит станок модели 1К625. Жёсткая коробчатой формы станина с калёными шлифованными направляющими установлена на монолитном основании. Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы.
Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжён оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жёстком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке. Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Фартук станка снабжён оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жёстком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке. Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение с нескольких часов, следует убедиться в нормальной работе всех механизмов. После этого можно приступить к наладке станка на обработку деталей. В течение первых 50 – 60 часов для приработки работать только на средних скоростях и нагрузках, особое внимание уделяя контролю функционирования системы смазки. Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станок в помещениях с высокой концентрацией абразивной пыли, окалины. Обработка чугунных деталей способствует повышенному износу трущихся частей, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их. Желательно чтобы обработка чугунных деталей не превышала 20% от общего количества изделий.
Обработка чугунных деталей способствует повышенному износу трущихся частей, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их. Желательно чтобы обработка чугунных деталей не превышала 20% от общего количества изделий.
Скачать бесплатно паспорт на токарно-винторезный станок 16К20
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр обрабатываемого изделия: | ||
|---|---|---|
| над станиной, мм | 400/500 | |
| над суппортом, мм | 220/290 | |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1400 |
| Размер конуса в шпинделе по ГОСТ 13214-79 | КМ 6 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К (dкр=133,4) | |
| Размер центра в пиноли по ГОСТ 13214-79 | Конус Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 120 | |
| Диаметр отверстия в шпинделе, мм | 55 | |
| Количество скоростей прямого и обратного вращения | бесступенчатое | |
| Пределы частоты вращения шпинделя, мин-1 | 10…2200 | |
| Диаметр шпиндельного фланца, мм | 170 | |
| Торможение шпинделя (электронное) | Имеется | |
| Пределы продольных подач, мм/об | 0,05-2,8 | |
| Пределы поперечных подач, мм/об | 0,025-1,4 | |
| Пределы шагов нарезаемых резьб: | ||
| метрических, мм | 0,5 – 112 | |
| дюймовых, число ниток на 1″ | 56 – 0,5 | |
| модульных, модули | 0,5 – 112 | |
| питчевых, питчи | 56 – 0,5 | |
| Мощность электродвигателя главного привода, кВт | 11 или 7,5 | |
| Габаритные размеры станка, мм: | ||
| длина | 2800 | 3195 |
| ширина | 1190 | |
| высота | 1500 | |
| Вес станка, кг | 2085 | 2130 |
Тендер Правительства Российской Федерации на поставку токарно-винторезного станка 16к20
?????????? ? ? объявил тендер на поставку токарно-винторезного станка 16к20. Месторасположение проекта – Россия, и тендер закрывается 18 мая 2018 года. Номер тендерного объявления – 5051022-1, а ссылочный номер ТОТ – 21175817.
Претенденты могут получить дополнительную информацию о тендере и могут запросить полную тендерную документацию, зарегистрировавшись на сайте.
Месторасположение проекта – Россия, и тендер закрывается 18 мая 2018 года. Номер тендерного объявления – 5051022-1, а ссылочный номер ТОТ – 21175817.
Претенденты могут получить дополнительную информацию о тендере и могут запросить полную тендерную документацию, зарегистрировавшись на сайте.
Страна: Россия
Резюме: Станок токарно-винторезный 16к20
Крайний срок: 18 мая 2018 г.
Реквизиты покупателя
Покупатель: ?????????? ? ?
?????? ???????????? ?????????? ???? ?????????? ???????? ????????????
Почтовый адрес: 420021, ??????, ?????????? ????????? (?????????), ??????,? /? 24
Юридический адрес: ?? ???????
???? / ?????? ?? ???????
??? 160801256100
???? ?? ???????
??? ?? ???????
Контактное лицо: ?????????? ???????? ????????????
Электронная почта: fm_mcpu @ mail. RU
RU
Телефон: 8 (927) 6777000
Россия
Электронная почта: [email protected]
Прочая информация
TOT Ссылка: 21175817
Номер документа. №: 5051022-1
Конкурс: ICB
Финансист: Самофинансируемый
Информация о тендере
Станок токарно-винторезный 16к20
Начальная цена: 111 326, 40 руб., (Начальная цена)
Срок сдачи: 18.05.2018 16:10
404 Nie znaleziono strony – dokumentacje.eu
Печенье ustawienia plików
W tym miejscu możesz określić swoje preferencje w zakresie wykorzystywania przez nas plików cookies.
Niezbędne do działania strony
Te pliki są niezbędne do działania naszej strony internetowej, dlatego też nie możesz ich wyłączyć.
Funkcjonalne
Te pliki umożliwiaj Ci korzystanie z pozostałych funkcji strony internetowej (innych niż niezbędne do jej działania).Ich włączenie da Ci dostęp do pełnej funkcjonalności strony.
Analityczne
Te pliki pozwalają nam na dokonanie analysis dotyczących naszego sklepu internetowego, co może przyczynić się do jego lepszego funkcjonowania i dostosowania do potrzeb Użytkowników.
Analityczne dostawcy oprogramowania
Te pliki wykorzystywane są przez dostawcę oprogramowania, w ramach którego działa nasz sklep.Nie są one łączone z innymi danymi wprowadzanymi przez Ciebie w sklepie. Celem zbierania tych plików jest dokonywanie analiz, które przyczynią się do rozwoju oprogramowania. Więcej na ten temat przeczytasz w Polityce plików cookies Shoper.
Маркетинг
Dzięki tym plikom możemy prowadzić działania marketingowe.
Механическое сцепление для токарного станка 16k20 Продавец Польша, Купить Механическое сцепление для токарного станка 16k20 в Multimasz Sp. Z O.O.
Сцепление механическое к токарному станку 16К20
«Муфта механическая к токарному станку 16К20» внесена в список Муфта Категория Предлагаем комплектные механические муфты и диски для российских токарных станков типа 1М63, 16К20.Также предлагаем запчасти к российским станкам типа 1516, 1525, 1Л532, 1М63, 1М65, 16К20, 1А983, 2К550, 2М55, 2М557, 2х235, 2620, 2А622, 2637, 3Л722. В нашем предложении широкий ассортимент тормозов и сцеплений для станков российского производства. На нашем складе есть новые, никогда не бывшие в употреблении детали для станков производства Седин, Рязань, Коломна, Станко, Дмитров, Одесса, Краматорск, Иваново и др. У нас самый большой в мире запас сцеплений и тормозов для станков и другого промышленного оборудования для всем, кто хочет поддерживать свою машинку в хорошем состоянии.Вы ищете муфты или другие детали для следующих типов машин? Просто отправьте нам запрос с изображением или типом запрашиваемой детали, и мы сразу же вышлем вам полное предложение.
У нас самый большой в мире запас сцеплений и тормозов для станков и другого промышленного оборудования для всем, кто хочет поддерживать свою машинку в хорошем состоянии.Вы ищете муфты или другие детали для следующих типов машин? Просто отправьте нам запрос с изображением или типом запрашиваемой детали, и мы сразу же вышлем вам полное предложение.
Описание продукта
| Артикул | NA |
| Цена | 1 EUR за штуку |
| Минимальный заказ | 1 шт. |
| Срок поставки | 3 дня |
| Возможность поставки | 10 штук еженедельно |
| Примерное количество заказа | |
| Приемлемое время доставки | |
| Ключевые слова | Сцепление, сцепление механическое, станок токарный |
| Теги | # сцепление, # механическое сцепление, #russianlathe |
Просмотреть все продукты, размещенные пользователем Multimasz sp.z o.o.
MDG Serviss – 16K20
ТЕХНИЧЕСКИЕ ПОДРОБНОСТИМакс. диаметр заготовки, мм 400
Макс. диаметр заготовки над суппортом, мм 220
Макс.длина заготовки, мм 750
Диаметр отверстия шпинделя, мм 50
Конус шпинделя, Морзе 6
Габаритные размеры станка, мм 2795 х 1190 х 1500
Масса станка, кг 3005
Станок токарно-винторезный 16к20 – Купить на www.bizator.com
Тип предложения: продажаОпубликовано: 17.08.2016
Машина после аудита перебрал весь мех. часть каркаса не заточена.
Технические характеристики:
Длина, мм 2505
Ширина, мм 1198
Высота, мм 1810
Класс точности станка по ГОСТ 8-82, (Н, П, В,
А, В)
Мощность двигателя главного движения, кВт 6
Масса станка, кг 3035
Тип TNC и вместимость инструмента
Частота вращения шпинделя мин / макс, об / мин 16/2
000
Диаметр заготовки над суппортом, мм
Диаметр заготовки над станиной, мм
400
Длина заготовки, мм 710, 1000
Что такое cookie?
Файл cookie – это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве при посещении веб-сайта.В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт.Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они упрощают просмотр нашего веб-сайта.
Соответствующие организационные и технические меры используются для защиты ваших личных данных и предотвращения потери информации или противоправного поведения.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie от сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этого используются как постоянные, так и временные файлы cookie.Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Как я могу отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и найдите «Блокировать файлы cookie». Обратите внимание: если вы отключите файлы cookie, веб-сайт может отображаться только частично или не отображаться вообще.
UpРуководство по эксплуатации токарного станка 16k20
руководство по программированию логотипа siemens
24 июня 2015 г. В этом руководстве описывается работа с системой управления токарным станком серии 1000.Это руководство, а также все другие руководства по MachMotion можно найти. 1. ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ. • Надевайте защитную одежду, в том числе защитные очки и стальной носок. Б / у Токарно-винторезный станок 16к20 в Красноярске, Россия. Старое не значит плохое! Базовый токарно-винторезный станок 16К20 предназначен для токарных операций, см. Общие операции на токарном станке включают прямое и уступчатое точение, торцевание. Конкретную информацию по градуировке см. В руководстве оператора.Название: Токарные станки с ЧПУ Модель: Эксплуатация Эксплуатация станка не должна противоречить инструкциям в руководстве по эксплуатации. OD1645 и центры для нормальной работы. Токарный станок может иметь быстросменные шестерни для нарезания резьбы и точное руководство. ИНСТРУКЦИИ, ЧТОБЫ УЗНАТЬ, КАК ИСПОЛЬЗОВАТЬ ТОКАРНО-расточной станок и другие операции на токарном станке. Насадки изготовлены из специальных материалов, таких как карбиды, керамика, алмазы. Бытовой токарный станок 16К20 относится к категории винтовых Маховики и переключатели управляются в ручном режиме.в сравнении с операцией. Станок токарно-винторезный станко 16к20 – СКГ б / у российский токарный станок «Станкоимпорт» 1К62 Эксплуатация и техническое обслуживание вместе с отдельным. Базовое руководство по простой торцовке и отрезке на ручном токарном станке. Компания «Лагун Инжиниринг» с гордостью предлагает различные виды работ. прецизионные ручные токарные станки. Эти надежные и высокоточные ручные токарные станки предназначены для широкого спектра отраслей промышленности. 1106-DR216 Тип станка Центровочный станок Марка STANKOIMPORT Тип 16K20 Год выпуска 1976 Диаметр токарной обработки над станиной: 400 мм ТОЧНОСТЬ (50), ПОДДЕРЖКА (7), РОЛИК (4), ВТОРАЯ ОПЕРАЦИЯ (5), ОБОЛОЧКА (1), НАКЛОННАЯ КРОВАТЬ (2) Zschepplin; Цена:-; Инвентарный номер: 1106-DR216; Управление: Ручное; ID: AS19135.Просмотрите и загрузите бесплатно инструкции для токарных станков. Руководство по эксплуатации токарного станка по дереву. Инструкции по эксплуатации и техническому обслуживанию Настольного токарного станка с редукторной головкой перед тем, как приступить к настройке или эксплуатации этого токарного станка. 4.0 Об этом руководстве.
Станок токарный ручной 16к20. Где я могу найти носителя английского языка, чтобы задать ему несколько вопросов? Где найти инструкцию по эксплуатации для планшета m1050 kacaso. Токарно-винторезный станок STANKO 16K20 SCG Machinery. Загрузка. Отказаться от подписки на SCG Machinery? Отменить Отказаться от подписки.Работающий. Подпишитесь Подписка. Найдите на eBay выгодные предложения по ручному управлению токарным станком. Покупайте с уверенностью.26 апр 2015 В Финляндии много токарных станков 1К62, но руководства, похоже, на русском языке. Но я боялся, что вам нужно сначала изучить ручку управления работой (ваша серия 16K20 была одним из самых распространенных токарных станков в Советском Союзе. Ручная токарная обработка, не знакомая с правильной и безопасной работой на токарном станке, не используйте ее до тех пор, пока не получите надлежащее обучение и знания. ТОКАРНЫЙ СТАНОК ACE. РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СТАНКА: ACE МОДЕЛЬ ТОКАРНОГО СТАНКА с ЧПУ: LT-20 CLASSIC MC СИСТЕМА УПРАВЛЕНИЯ: FANUC Oi-TC Контрольные точки ручного управления.Тележки токарные СУТ 11 и СУТ 14 предназначены для установки на токарные станки по металлу 16К20. Тележка выдвижная SUT 12 предназначена для установки на SА630S .Basic Lathe Manual. i Содержание стендовой информации для успешного завершения операции на токарном станке. Последующие разделы будут относиться к навыкам, обсуждавшимся в предыдущем предложении №807. Токарно-винторезный станок 16К20 ЙОМ: 1982 Производитель: Красный пролетарий (Россия) Производитель: Россия Спецификация: Максимальный диаметр обработки. На eBay ищите выгодные предложения на ручной токарный станок.Покупайте с уверенностью. У Summit есть токарные и ручные токарные станки на продажу! Мы являемся ведущим производителем ручных токарных станков! Получите предложение сегодня.Станко токарный станок-руководство токарно-винторезный станок станко 16к20 Станкоимпорт Станкоимпорт 1К62 Руководство по эксплуатации и техническому обслуживанию вместе с отдельными частями. станков “Станкоимпорт” Станко ручной токарный Станко 16Б16 Модель СТАНКО 16Б16. Описание Редкая находка.Оригинальный СТАНКО в идеальном состоянии, найти такую качественную машину практически невозможно.
Справочное руководство You Monshin
Органы управления для токарных станков Руководство оператора Альфа-версия ПО от 24.09.2012 2 Возврат в исходное положение блока с ручным управлением. Русский токарный станок «Станкоимпорт» 1К62 Для 1К62 доступны Руководство по эксплуатации и техническому обслуживанию вместе с отдельным Руководством по деталям .Токарно-винторезный станок СТАНКО 16К20.2 Настоящее руководство подготовлено для владельца и операторов токарно-винторезного станка по дереву JET JWL-1442VS. Его цель, помимо работы со станком, состоит в обеспечении безопасности при использовании токарных станков; СТАНКО 16К20; СТАНКО 16К20. Модель. 16К20. Бренд. СТАНКО. Тип. Токарные станки для двигателей. Ищете Б / У 16K20? Есть один, чтобы продать? Добавить в оповещения. Токарные станки с ЧПУ ROMI серии C предлагают пакет ручной обработки Romi. Серия ROMI C может включать пакет ручной обработки Romi, который позволяет выполнять простые операции.Руководства по домашним машинам. Руководства по машинам. Список деталей Руководство по эксплуатации для токарных станков серии 200. .00. Токарные операции – детали для токарных станков Barritt.CNC и детали для токарных станков с ЧПУ. Enterprise Lathe Manual Read / Download LATHE – все, что связано с токарными станками, фрезерами, формовщиками. Руководства по эксплуатации Продажа ПРИВОДНЫХ РЕМНЕЙ. Инструкции по эксплуатации и руководство по запчастям 14 “x 40” Токарный станок по дереву Правильная и безопасная работа токарного станка по дереву JWL-1440VS Токарный станок по дереву. Настоящее руководство. Руководство по запчастям токарного станка Central Machinery 12×36 Основание с Т-образным пазом для токарного станка Harbor Freight 33274 или 65044.Охватывает установку, эксплуатацию, смазку. Количество страниц: 276 + 12 разделителей, напечатано 5,5 ″ x 8,5 ″ Это репродукция, а не фотокопия оригинального руководства по эксплуатации токарного станка Atlas Craftsman-Sears.69.823 used Lathe 16 k 20 ( 03.03.2019) ✓ от сертифицированных дилеров ✓ от ведущих 2,50 x 1,19 x 1,5 м. Состояние: готов к работе. Электрический токарный станок с охлаждением на 380 вольт, револьвер для срезов инструментов, верхняя опора, верхняя каретка, направляющая «ласточкин хвост» -для. Просмотрите или загрузите Grizzly G4003 Owner’s Manual, Parts List.Руководства Grizzly; Токарный станок; G4003; Grizzly G4003 Manuals Требования к цепи Эксплуатация 220 В. Введение в операции на токарном станке 9×20 Составлено: руководства по технике безопасности перед работой на токарном станке, при которой удаляется металл. Товар успешно добавлен в корзину. Количество. Общий.
В этом руководстве используется ряд символов и сигнальных слов, которые предназначены для обозначения уровня во время токарной обработки на токарном станке, что может привести к серьезным травмам или смерти.Российский токарный станок 1К62 “Станкоимпорт” Для 1К62 имеется инструкция по эксплуатации, техническому обслуживанию и отдельная инструкция по запчастям. [PDF] Yz250 Manual.pdf.Токарный станок (/ l eɪ ð /) – это станок, который вращает заготовку вокруг оси вращения для выполнения различных операций, таких как резка, шлифование, накатка, сверление. Токарная обработка и основы токарного станка Другой внешний токарный станок операции включают «снятие фаски» для удаления острых кромок, «нарезание канавок» для создания углублений и уступов. Вы можете найти электронную копию этого руководства и другую полезную информацию на нашем веб-сайте в «Ресурсном центре».Присоединяйтесь к владельцам Haas онлайн. Станки серии ST 16k20 производства СтанкоМашСтрой представляют собой различные отрасли промышленности для различных операций обработки и руководства по эксплуатации. Руководство по эксплуатации токарного станка Atlas Craftsman для 12-дюймовых ручных металлорежущих станков с поперечной подачей. Id: 0034 48,50 $. ТОКАРНЫЕ, ФРЕЗЕРНЫЕ, ШЛИФОВАЛЬНЫЕ, ФАКТИЧЕСКИЕ, РАБОЧИЕ И ДРУГИЕ СТАНОЧНЫЕ ИНСТРУМЕНТЫ. Инструкции, руководства по эксплуатации и техническому обслуживанию, справочники и руководства по запасным частям. ЭКСПЛУАТАЦИЯ 220 В G4003 Токарный станок с зубчатой передачей по металлу. руководство к токарному станку модели G4002 / G4003.Это руководство было написано, чтобы помочь вам. Покупайте с уверенностью. Для операций сверления и развёртывания. Рисунок 21 и удерживающие инструменты Для фиксации ходового винта и быстросменного редуктора: Stop Craftsman 101-28900 / 10 Руководство по токарному станку. РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ для прецизионного токарного станка CWP ZB-300 Benchmaster Positioner 2 ОГРАНИЧЕННАЯ ГАРАНТИЯ Компоненты или детали, произведенные непосредственно Miller Electric.СТАНДАРТНЫЕ РАБОЧИЕ ПРОЦЕДУРЫ ДЛЯ РУЧНОГО УПРАВЛЕНИЯ Машинный цех машиностроения UCR – это ручной токарный станок, также известный как токарный станок для инструментального цеха.
.