ИЖ 250 технические характеристики | Станок токарный винторезный
ОбсудитьИЖ 250 (0)
Технические характеристики станков ИЖ 250 позволяют вести токарные работы повышенной и высокой точности. ЧПУ-станок 250 ИТВФ1 позволяет обеспечить высокую точность обработки, оснащен системой числового программного управления с преднабором координат.
Параметры заготовки
- Наибольший диаметр обрабатываемой заготовки:
- над станиной, мм – 240
- над суппортом, мм – 168
- Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм – 21
- Наибольшая длина обрабатываемой заготовки, мм – 500, 400
Шпиндель
- Центр в шпинделе передней бабки по ГОСТ 13214—79 – 7032—0029 Морзе 4
- Центр в пиноли задней бабки по ГОСТ 13214—79 – 7032—0024 Морзе 3
- Конец шпинделя фланцевого по ГОСТ 12593—72 – 4К
- Высота резца, мм – 16
- Пределы частоты вращения шпинделя, об/мин – 63—3160
Коробка подач
- Пределы подач, мм/об:
- продольной – 0,01—1,5
- поперечной – 0,005—0,75
Параметры нарезаемой резьбы
- Пределы шагов нарезаемых резьб:
- метрических, мм – 0,2—24
- модульных, модули – 0,2—6
- дюймовых, число ниток на 1″ – 24—1
Суппорт
- Наибольшее поперечное перемещение суппорта, мм – 170, 135*
- Цена одного деления лимба продольного перемещения, мм – 0,1
Рисунок – иж 250 базовые и присоединительные размеры суппорта
- Продольное перемещение за один оборот лимба, мм – 20
- Цена одного деления лимба поперечного перемещения, мм – 0,02; 0,005*
- Поперечное перемещение за один оборот лимба, мм – 2
- Дискретность СЦИ, мм*:
- по координате X – 0,001
- по координате Z – 0,005
Электрооборудование
- Род тока питающей сети – переменный, трехфазный
- Частота тока, Гц – 50
- Напряжение, В – 380
- Количество электродвигателей в станке, шт.
 – 3
– 3 - Мощность электродвигателя главного движения, кВт – 3
- Частота вращения электродвигателя главного движения, об/мин – 1430
- Мощность электродвигателя станции смазки, кВт – 0,09
- Частота вращения электродвигателя станции смазки, об/мин – 2700
- Производительность электронасоса, л/мин, не более – 22
- Мощность двигателя электронасоса, кВт – 0,12
- Частота вращения двигателя электронасоса, об/мин – 2800
- Суммарная мощность всех электродвигателей, кВт – 3,21
- Степень защиты электрошкафа и пульта управления – 1Р44 по ГОСТ 14254—80
- Потребляемая мощность СЦИ, Вт, не более – 100
- Питание СЦИ, В – 110/220
 – 3
– 3Система смазки
- Станция смазки – С48—12М
- Марка масла для смазки – И-5А ГОСТ 20799—75
- Номинальная подача, л/мин – 1,25
- Точность фильтрации масла, мкм – 40
Габариты и масса
- Габаритные размеры, мм, не более:
- длина – 1790
- ширина – 810, 955*
- высота 1400, 1550*
- Масса, кг, не более – 1180, 1290*
* Для станка 250ИТВФ1
Токарный станок ИЖ 250: технические характеристики, обзор
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Расположение органов управления токарно-винторезным станком 250-ИТП
Расположение органов управления токарно-винторезным станком 250-ИТП
Спецификация органов управления токарно-винторезным станком 250-ИТП
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения трензеля и звена увеличения шага
- Рукоятка переключения перебора
- Вводный выключатель
- Выключатель электронасоса охлаждения
- Пульт предварительного набора
- Цифровое табло
- Кнопка 0 сброса цифрового табло на нуль
- Кнопка А вызова нa цифровое табло начальной абсолютной координаты
- Выключатель Сеть блока индикации
- Кнопка включения маслонасоса
- Кнопка общего останова и аварийного отключения ставка
- Маховик ручной продольной подачи
- Маховик ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Выключатель освещения
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Винт регулирования предохранительного механизма
- Рукоятка пуска и останова
- Маховик верньера
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
 В таких моделях отсутствует редуктор;
В таких моделях отсутствует редуктор;Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры.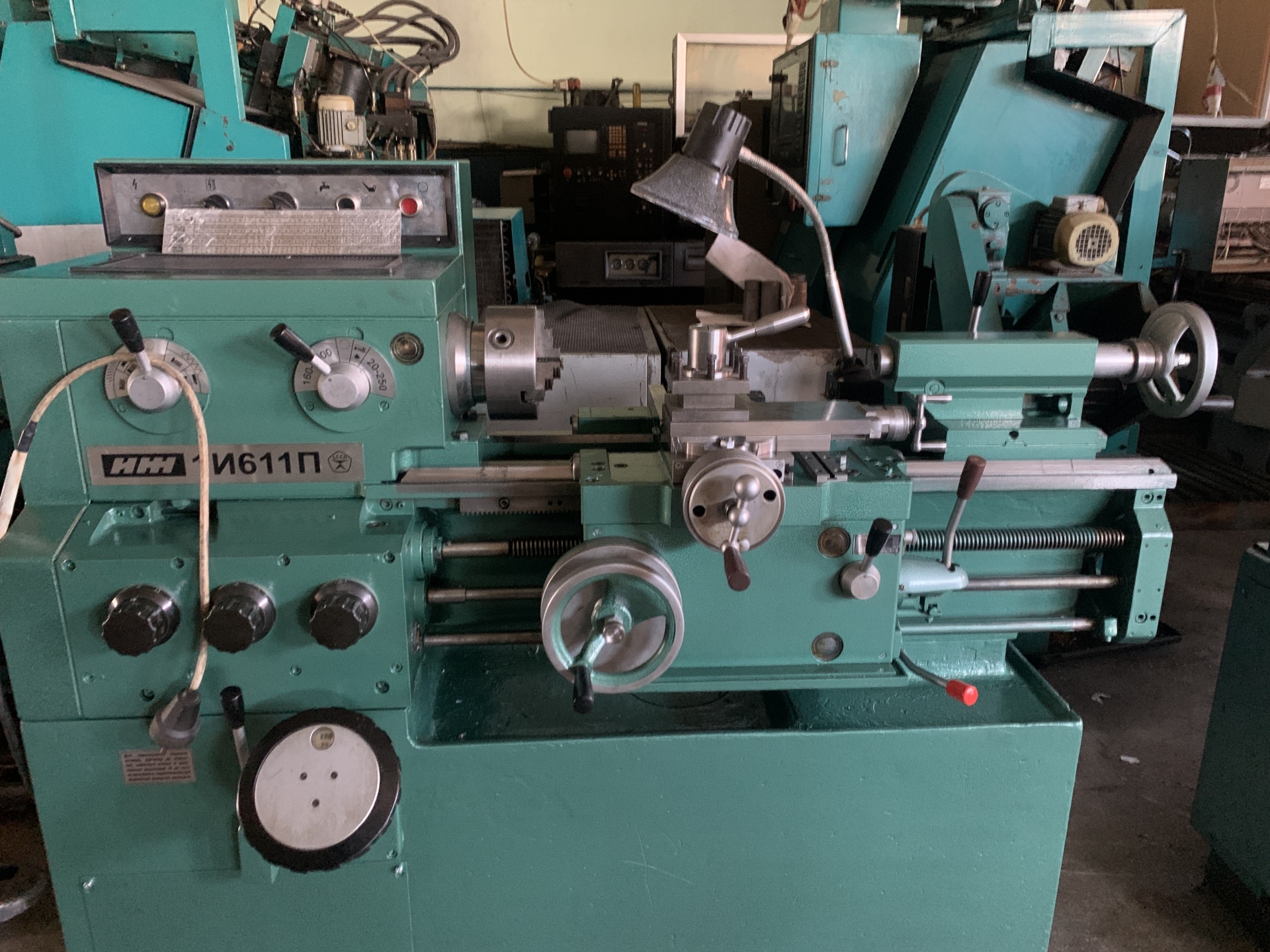 Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.

Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Особенности управления
Привод оборудования имеет электродвигатель, мощность которого 3 кВт, редуктор с 12 режимами скоростей, система клиновых и поликлиновых ремней. Для изменения режима работы токарь поворачивает маховик, при этом создаётся сочетание отверстий, в которые входят пальцы рычагов, чтобы зацепить блоки шестерёнок. Шестерни приостанавливают своё движение благодаря оттягиванию рычага, что и позволяет сменить скорость работы станка.
Токарно-винторезный станок ИЖ 250 оборудован закрытым фартуком, обеспечивающим поперечные и продольные подачи суппорта вручную и механически, нарезание резьбы с использованием ходового винта. Устройство блокировки не позволяет включать ходовой валик с ходовым винтом вместе.
Для агрегата требуется три фазы, напряжение 380 В с частотой тока 50 Гц и 36 В для местного освещения. Подключение к электрической сети выполняется с помощью пакетного выключателя.
Подключение к электрической сети выполняется с помощью пакетного выключателя.
В некоторых вариантах выполнения ИЖ 250 смена скорости вращения шпинделя происходит благодаря смене частоты вращения приводного вала двигателя без участия редуктора. Для таких моделей используются электродвигатели мощностью 5,5 кВт.
Электродвигатели мощностью 5,5 кВт. для токарного станка
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей;
- ИЖ 250 ИТВМФ1 имел современную индикацию;
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ. 01 01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01. .1,8 .1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
Дискретность УЦИ по координатам X/Z. мм мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Бесплатная обработка стали для ваших токарных проектов | Металлоцех
Металлоцех 4 Сообщения 3 Пользователи 3 НравитсяKWK
(@kwk)
Присоединился: 3 года назад
Сообщения: 519
Автор темы
27 июня 2020 г. 00:06:37
00:06:37
Вы когда-нибудь использовали 12L14? Свободная обработка стали. Вы не поверите, что превращаетесь в сталь. Чипсы распадаются. Требуется меньше энергии для его обработки. И вы можете включить более высокие обороты. Мини токарный станок парням понравится! Также дает супер красивый финиш. В своем домашнем магазине я всегда использую насадки из быстрорежущей стали. Я шлифовал свои собственные более 45 лет. Одного бита хватает на 10 лет. Карбид будет в порядке, если вам нужно. Полировка не требуется. Я бы предпочел видеть гладкую точеную отделку. РЖУ НЕ МОГУ! Если вы не можете добиться отличной отделки, возможно, вам лучше использовать токарный станок в качестве якоря! Винтовые машины часто используют его. Вы не найдете более легкой стали для одноточечной резьбы. ? ?
Видите винт подачи задней бабки, который я сделал из некоторых? Акме нити. Только .002 люфта. Я запустил токарный станок в обратном направлении, чтобы нарезать левую резьбу битой с обратной стороны. Патрон открутился? Неа. Также я сделал еще один винт. Я делаю их целую кучу. Обратите внимание, что я использую фонарь. Кто-то сказал вам, что они никуда не годятся? БС. Чистый BS
Патрон открутился? Неа. Также я сделал еще один винт. Я делаю их целую кучу. Обратите внимание, что я использую фонарь. Кто-то сказал вам, что они никуда не годятся? БС. Чистый BS
Недостаточное содержание углерода для отверждения, но я успешно упрочнил его казенитом.
Получите немного, если вы никогда не поворачивали его. Получите несколько диаметров, потому что вам понравится этот материал. ?
Packrat1947
Присоединился: 4 года назад
Сообщений: 17
11 декабря 2020 г. 13:18:26
Да, бесплатные материалы для механической обработки и алюминий покроют 90% всех потребностей. Я сам занимаюсь оружейным делом.
Вот ссылка на небольшую часть моих проектов. У меня есть фрезерная насадка Palmgren.
https://pbase.com/packrat/image/142787606
Вот половина набора колец прицела, который я сделал. Поверьте, дьявол кроется в деталях. Больше никогда. Также показан переходник для установки прицела на пневматический пистолет-мишень ИЖ 46М.
Также показан переходник для установки прицела на пневматический пистолет-мишень ИЖ 46М.
Packrat1947
(@packrat1947)
Присоединился: 4 года назад
Сообщений: 17
19 марта, 2021 12:23:01
Я знаю, что это старая запись. Однажды фермер принес кусок арматуры, и ему понадобилась деталь. Ну, этот материал просто рвался и рвался, и его было ужасно использовать. Спасибо за воспоминания. Рон
Garmic
(@garmic)
Присоединился: 5 лет назад
Сообщений: 68
16 апреля 2021 г. 14:42:53
Я только что пошел и купил 12L14, чтобы сделать держатель штампа. Не могу дождаться, чтобы попробовать это.
Пожалуйста, войдите или зарегистрируйтесь, чтобы ответить на эту тему.
Стрелковая винтовка ИЖ MP532: часть 9
Том Гейлорд (Б.Б. Пеллетье)
↓ 118 комментариев
Том Гейлорд
Автор: Б. Б. Пеллетье
Однозарядная целевая винтовка ИЖ МР532.
Том Гейлорд
Пишет как B.B. Pelletier
История пневматического оружия
Часть 1
Часть 2
Часть 3
Часть 4
Часть 5
Часть 6
Часть 7
Часть 8
Это отчет охватывает:
- Блог изменится
- Проблемы с постельным бельем
- Канал расширился
- Действие теперь соответствует
- Изменило ли это точку удара?
- Что дальше?
- Что теперь?
- Как это было?
- Осмотр
- Резюме
Блог будет изменен
Меня попросили не планировать ведение блога на понедельник, потому что он скоро будет обновлен. Так что какое-то время мы будем без связи. Не беспокойтесь, я все еще буду здесь и вернусь, как только мне дадут добро. А теперь приступим к сегодняшнему отчету.
Сегодня я пытаюсь исправить проблему регулировки прицела на моей старой целевой винтовке ИЖ 32. Когда целик отрегулирован настолько высоко, насколько это возможно, винтовка по-прежнему стреляет на пару дюймов ниже.
Проблема с постелью
Эта винтовка не была должным образом установлена на заводе. Затвор и ствол гордились каналом приклада впереди.
У старой винтовки MP 532 затвор и ствол возвышались над цевьем. Если это исправить, будет ли винтовка стрелять в точку прицеливания?
Я не хотел сам решать эту проблему, потому что я мясник по дереву. Поэтому я посоветовался со своим соседом Дэнни, и он согласился посмотреть на это. Я знал, что как только он это сделает, он возьмет на себя ответственность, что он и сделал. Он знает мои навыки работы с деревом даже лучше тебя.
Мы пытались поменять старый экшен на новый, но это ничего не решило. Так что Денни решил, что лучшим подходом будет просверлить канал ствола. Он сделал это от руки, но сделал пару блоков, на которых будет ездить роутер.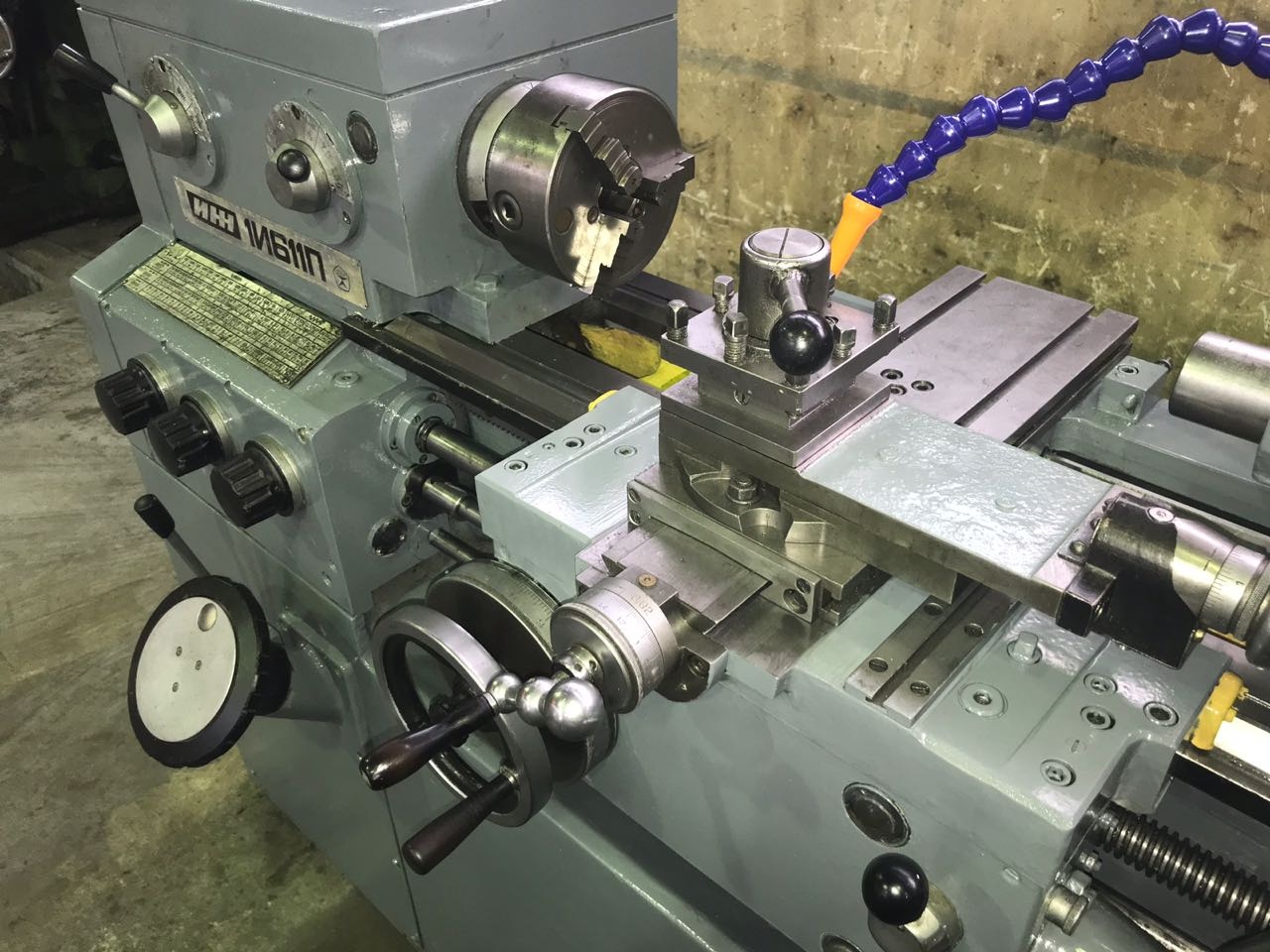
Шаг первый заключался в том, чтобы вырезать два 9-дюймовых дубовых блока. Блестки на картинке – это опилки в воздухе.
Мы обнаружили, что стороны предплечья срезаны под углом 7 градусов. Так что стороны направляющих блоков пришлось обрезать одинаково.
Денни определяет боковой угол предплечья модели 532.
Денни настраивает пильное полотно так, чтобы срезать 7 градусов со стороны каждого блока.
Маршрутизатор был проложен вдоль блоков, сделанных Денни.
Канал расширен
Я думал, что стандартный канал недостаточно глубокий, но Денни знал, что проблема в ширине. Канал приклада был недостаточно широким, чтобы в него могла поместиться передняя часть ствола. Денни слегка углубил разрез, но в основном он расширил канал в ложе. Он оказался слишком узким с правой и левой стороны канала ствола в разных местах.
Нам пришлось четыре раза настраивать работу, чтобы расширить канал на несколько долей дюйма с обеих сторон. После каждого прохода фрезы мы пробовали затвор ствола на прикладе. Только в последней попытке действие упало в канале, как и должно было быть.
После каждого прохода фрезы мы пробовали затвор ствола на прикладе. Только в последней попытке действие упало в канале, как и должно было быть.
Конец цевья был достаточно расширен, чтобы принять затвор со стволом. Зазор с обеих сторон теперь составляет около 0,010 дюйма, плюс-минус.
Затвор теперь подходит к
После четвертой попытки затвор 532 со щелчком вошел в ложу и встал как надо. Успех!
Старый 532 теперь помещается на складе так же, как и новый.
Это изменило точку удара?
Я произвел 5 выстрелов на 10 метров рано утром, прежде чем с прикладом были проведены какие-либо работы. Теперь, когда ложа была закончена, я произвел еще пять выстрелов теми же пулями H&N Finale Match Heavy без смены прицела. Пули увеличили дыру, но на 10 метрах осталась всего одна дыра. Так что постельное действие не изменилось, куда стреляет винтовка. Многие читатели могут теперь повелевать мной!
Вторые пять выстрелов, которые были произведены после того, как затвор был заложен, увеличили отверстие, но попали в то же место, что и первые пять выстрелов, до того, как затвор был заложен. Точка прицеливания заключалась в том, чтобы поразить быка, поэтому с 10 метров выстрелы падают низко!
Точка прицеливания заключалась в том, чтобы поразить быка, поэтому с 10 метров выстрелы падают низко!
Что дальше?
Я знал, что могу немного сместить прозрачную переднюю апертуру внутрь переднего глобуса, что я и сделал. Перемещая апертуру вниз и влево, я перемещал POI вверх и вправо. Он не продвинулся достаточно далеко ни в ту, ни в другую сторону, плюс я не хотел делать это таким образом. Это был просто эксперимент. Я стрелял по той же мишени, что и раньше, чтобы мы могли видеть, что произошло.
Перемещение передней апертуры внутри глобуса сработало, но этого было недостаточно.
Что теперь?
Тут я был удивлен. Видимо, русские, умеющие делать пушки, сделали этот с целиком, который не настраивается в диапазоне, необходимом для работы по мишеням — на винтовке-мишени. Это как машина без стартера!
На данный момент мне лучше всего было просверлить новое отверстие для заднего отверстия в верхней части стойки и переустановить заднее отверстие. Один или несколько читателей предложили это, когда я рассказывал вам о проблеме, и я всегда думал об этом, если постельное белье не срабатывало. Очевидно, что это не так, поэтому пришло время исправить это.
Один или несколько читателей предложили это, когда я рассказывал вам о проблеме, и я всегда думал об этом, если постельное белье не срабатывало. Очевидно, что это не так, поэтому пришло время исправить это.
Я передвинул заднюю диафрагму настолько высоко, насколько это возможно.
Как это было?
Большой вопрос, помогло ли поднятие задней диафрагмы вверх? Я поставил новую цель, потому что точка интереса могла сильно измениться. Как оказалось, так оно и было, и я поступил правильно. Я прицелился в нижнее мишень, и первый выстрел попал на 4-1/2 дюйма выше. Это было почти не на бумаге, и я бы полностью промазал, если бы я выстрелил в предыдущую мишень. Теперь вопрос заключался в том, могу ли я отрегулировать его достаточно далеко, чтобы попасть в цель?
Переместив задний писк так высоко, как только возможно, я нацелился на нижнего быка, и выстрел попал на 4,5 дюйма выше, рядом с краем бумаги.
Я провернул МНОГО вниз и сделал несколько щелчков вправо и выстрелил в нижнего быка во второй раз. Пуля попала в ребро быка, на которого я целился. Так что я сделал три щелчка правой настройки и выстрелил снова. Дырка не увеличилась. Решил закончить группу, больше не настраивая прицел. Пять пуль попали в цель калибром 0,10 дюйма на 10 метров — это наименьшая группа, которую эта винтовка отстреливала на сегодняшний день.
Пуля попала в ребро быка, на которого я целился. Так что я сделал три щелчка правой настройки и выстрелил снова. Дырка не увеличилась. Решил закончить группу, больше не настраивая прицел. Пять пуль попали в цель калибром 0,10 дюйма на 10 метров — это наименьшая группа, которую эта винтовка отстреливала на сегодняшний день.
Это пять пуль H&N Finale Match Heavy с шагом 0,10 дюйма между центрами С РЕГУЛИРОВКОЙ ПРИЦЕЛА ПОСЛЕ ПЕРВОГО ВЫСТРЕЛА! Это лучшее, что эта винтовка когда-либо делала в моих руках.
Прицел
Получается, что целик очень мало перемещает точку попадания за клик. Мне потребовалось еще шесть выстрелов, чтобы центрировать пулю.
Потребовалось шесть выстрелов, чтобы отрегулировать прицел для попадания в центр.
После этого я застрелил последнюю группу, просто чтобы доказать, что винтовка была включена. Этот был не так хорош, с пятью выстрелами калибра 0,231 дюйма на 10 метров. Но это был долгий день, чтобы добраться до этого момента, и я с нетерпением ждал фотографии и описания.