Характеристики токарных станков по дереву
Поделиться
Подборка новостей
18.11.2022
Итоги выставки MITEX 2022
Что было интересного от компании BELMASH
19.10.2022
MITEX 2022: 8–11 ноября 2022 год, ЦВК «Экспоцентр»
Будем ждать Вас на выставке!
04.07.2022
Новый адрес центрального офиса
М8 Холмогоры, 33 километр, здание №2, 3 этаж
 06.2022
06.2022Работа офиса 24.06.2022 г.
- 1
- 2
- 3
- 4
- 5
- …
- 35
Смотрите также
22.09.2022
Возможности подставки BELMASH PC-100
Обзор новинки . ..
..
16.08.2022
Фуговальный станок BELMASH BJM-1200/150S – Сделано в Республике Беларусь!
Новый фуговальный станок из Беларуси
Посмотреть …
04.07.2022
Обзор новинки настольной циркулярной пилы BELMASH TSB-2000
Настольная дисковая пила Belmash TSB-2000
Смотреть…
BELMASH P1800, P2200M | Обслуживание | Замена ножей | Смазка механизмов | Часть 2
Мы рассказали как обслуживать рейсмусы P1800, P2200M. …
…
- 1
- 2
- 3
- 4
- 5
- …
- 15
Какой тип оборудования вы ищете?
Вопрос /3
Закрыть
161-А Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 161-А
Производитель токарно-винторезного станка модели 161-А – Ижевский машиностроительный завод “Ижмаш”, основанный в 1807 году.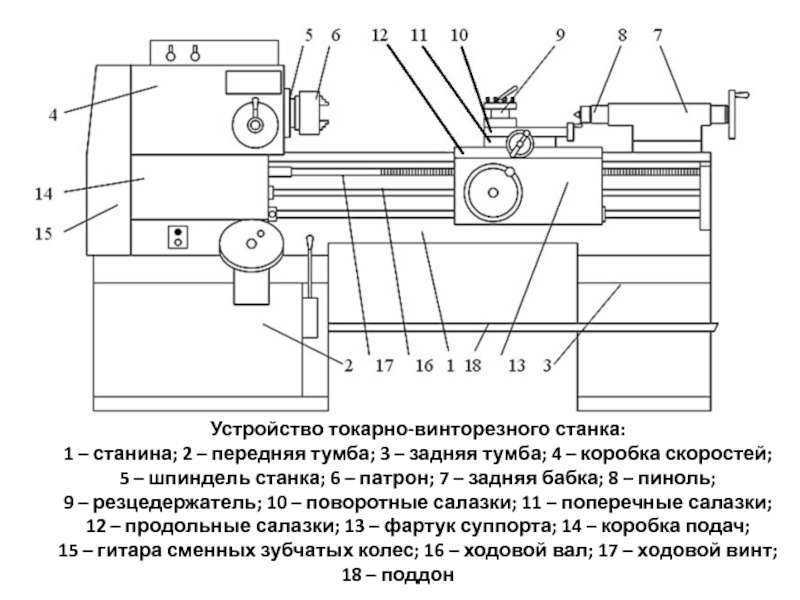
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П – станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 – станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В – станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) – станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) – станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) – станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) – станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) – станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2 – станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320
- 1711ИФФ3 – станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 – станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м – станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) – станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 – станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П – станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 – станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 – станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
 01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300161-А (Удмурт-2) Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок 161-А – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел более совершенный токарно-винторезный станок ИЖ-250, ИЖ-250П.
Выпускался станок до 1964 года, когда на смену ему пришел более совершенный токарно-винторезный станок ИЖ-250, ИЖ-250П.
Токарный станок 161-А выпускался с 1938 года и заменил в производстве первый ижевский станок: Удмурт. Впоследствии завод перешел на выпуск станка модели 161-ам
Станки токарно-винторезные моделей 161-А предназначены для токарной обработки в центрах или патроне, а также для нарезания метрических резьб и дюймовых резьб.
Основные технические характеристики токарно-винторезного станка 161-А
Изготовитель – машиностроительный завод Ижмаш. Начало серийного выпуска – 1938 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 350 мм
- Расстояние между центрами – 1000 мм
- Высота центров – 175 мм
- Мощность электродвигателя – 3,4 кВт
- Вес станка полный – 1,0 т
Шпиндель токарно-винторезного станка 161-А
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 40 мм
- Пределы чисел прямых оборотов шпинделя в минуту (9 ступеней) – 13. .475 об/мин
- Бронзовые подшипники скольжения
 .475 об/мин
.475 об/минПодачи и резьбы токарно-винторезного станка 161-А
- Пределы продольных подач – (56 ступеней)
- Пределы поперечных подач – (56 ступеней) 0,052..2,92 мм/об
- Пределы шагов резьб метрических – 0,25..14 мм
- Пределы шагов резьб Витворта – 2..44 ниток на дюйм
Общий вид токарно-винторезного станка 161-А
Фото токарного станка Удмурт-2 c упрощенной коробкой подач
Фото токарно-винторезного станка 161-ам
Фото токарно-винторезного станка 161-А. Смотреть в увеличенном масштабе
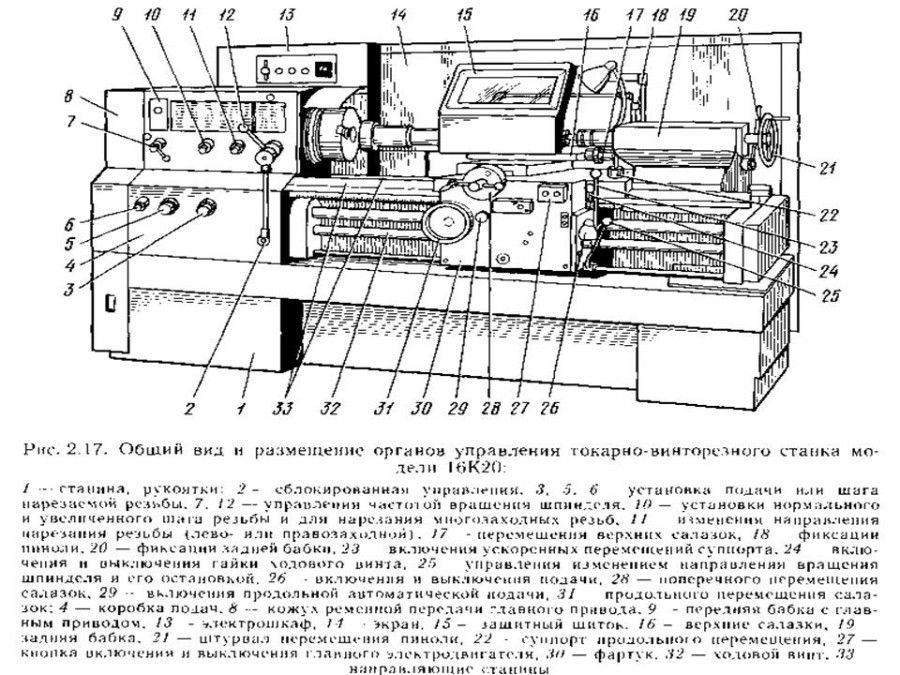
Расположение органов управления токарно-винторезным станком 161-А
Расположение органов управления токарно-винторезным станком 161-а
Органы управления токарно-винторезным станком 161-А. Смотреть в увеличенном масштабе
Перечень органов управления станком 161-А
- Рукоятка для переключения скоростей шпинделя (движение на себя и затем повороты соответственно указанным в таблицах числам оборотов рабочего шпинделя)
- Рукоятки для изменения подач (положения рукояток указаны в соответствующих таблицах)
- Рукоятка для включения ходового винта (при повороте влево) или ходового вала (при поворота вправо)
- Маховичок ручной продольной подачи суппорта (вращение маховичка в сторону перемещения суппорта)
- Кнопка для включения продольной подачи (включение или выключение сцепления реечной шестерни; включение при нажатии кнопки от себя, выключение — при движении кнопки к себе)
- Рукоятка для включения (при повороте вверх и выключения (при повороте вниз) продольной подачи
- Рукоятка для включения (при повороте вверх) и выключении (при повороте вниз) поперечной подачи
- Рукоятка для изменения направления подач (крайние положения) и блокировка при включении маточной гайки ходового винта (среднее положение)
- Рукоятка для включения и выключения маточной гайки ходового винта (включение при повороте вниз)
- Рукоятка для включения и выключения фрикциона (при включении поворот рукоятки к себе)
- Рукоятка перемещения резцовых салазок (при подаче к шпинделю вращение рукоятки по часовой стрелке)
- Рукоятка для ручной поперечной подачи суппорта (при подаче к изделию вращение рукоятки по часовой стрелке)
- Винт для закрепления (зажима) суппорта на станине
- Упорка для отключения ручной поперечной подачи
- Упорка для автоматического выключения продольной подачи
- Винты для зажима резцов
- Рукоятка для зажима резцов (при зажиме поворот рукоятки по часовой стрелке)
- Ручка для зажима шпинделя (пиноли) задней бабки
- Болты для крепления задней бабки к станине в определенном положении
- Винт для поперечного смещения задней бабки (при коническом точении
- Маховичок для перемещения шпинделя задней бабки
- Кран трубопровода охлаждающей жидкости
161-А Схема кинематическая токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 161-а
Схема кинематическая токарно-винторезного станка 161-А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание конструкции токарно-винторезного станка 161-а
Привод станка
Станок приводится в действие от электромотора (фиг. 1), установленного на салазках, прикрепленных к задней стенке левой ножки станины; передвижением электромотора вдоль салазок устанавливается требуемое натяжение приводных ремней. От желобчатого шкива электромотора вращение передается посредством трех клиновидных ремней приводному шкиву передней бабки.
Станина
Станина с зигзагообразными ребрами, обеспечивающими ей достаточную жесткость, установлена на двух ножках коробчатой формы. Она имеет три призматических направляющих: две для продольных салазок суппорта и одну для задней бабки, Направляющие высокой точности, достигаемой шабровкой или шлифовкой их на специальном станке.
Задняя бабка
Задняя бабка (рис. 6) может перемещаться вдоль станины вручную по средним ее направляющим и закрепляться на станине посредством планки, прижимаемой двумя болтами.
При пользовании задней бабкой для конической обточки необходимо переместить корпус бабки по промежуточной плите при помощи двух винтов, помещенных внизу по бокам корпуса бабки. На пиноли задней бабки имеются деления, позволяющие устанавливать длину перемещения центра.
Коробка скоростей токарно-винторезного станка 161-А в развернутом виде
Коробка скоростей токарного станка 161-а в развернутом виде
161-А Передняя бабка токарно-винторезного станка. Смотреть в увеличенном масштабе
161-А Передняя бабка токарно-винторезного станка
Передняя бабка токарно-винторезного станка 161-а
Передняя бабка токарно-винторезного станка 161-А. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей)
Передняя бабка (коробка скоростей), (фиг. 2) имеет при односкоростном электромоторе девять различных чисел оборотов рабочего шпинделя. Изменение скоростей осуществляется перестановкой трех рукояток (фиг. 3), расположенных на передней стенке коробки скоростей. Для предупреждения поломки зубьев шестерен в коробке скоростей при переключении скоростей шпинделя на ходу в механизме переключения предусмотрен автоматический останов вращения всех шестерен, осуществляемый системой рычагов, расположенных внутри коробки (фиг. 4), связывающих рукоятки переключения с пластинчатым фрикционом и тормозом.
Для предупреждения поломки зубьев шестерен в коробке скоростей при переключении скоростей шпинделя на ходу в механизме переключения предусмотрен автоматический останов вращения всех шестерен, осуществляемый системой рычагов, расположенных внутри коробки (фиг. 4), связывающих рукоятки переключения с пластинчатым фрикционом и тормозом.
Приводной вал и все промежуточные валики коробки скоростей работают на шариковых подшипниках.
Шпиндель вращается в бронзовых регулируемых подшипниках с кольцевой смазкой и имеет закаленные шлифованные шейки. Осевое усилие, действующее на шпиндель, воспринимается упорным шарикоподшипником.
Передний конец шпинделя имеет внутри конус Морзе № 5, а снаружи винтовую резьбу М68 х 6 (по ОСТ), на которую навертываются патрон и зажимные приспособления. Конструкция шпинделя допускает возможность установки пневматического патрона, для чего на заднем конце шпинделя имеется винтовая резьба 3М52х1,5 (по ОСТ), на которую навертывается фланец пневматического цилиндра.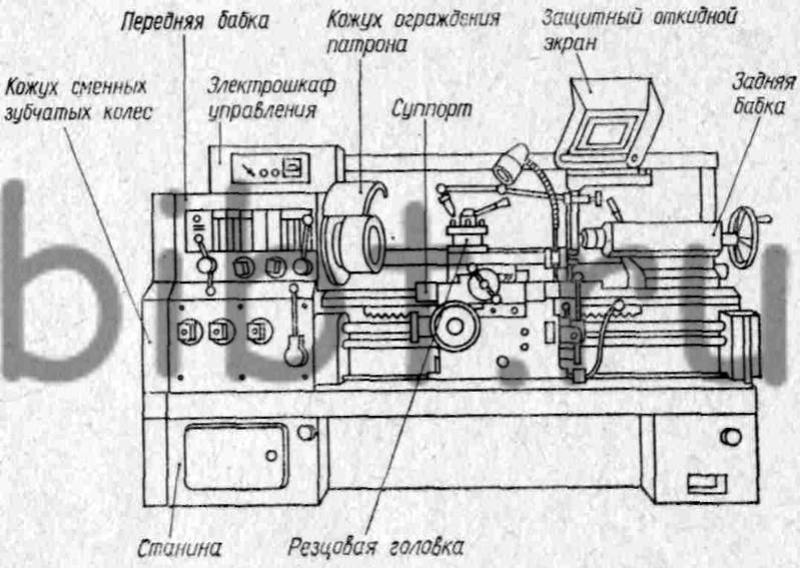
Для обработки пруткового материала в шпинделе имеется сквозное отверстие диаметром 40 мм.
161-А Фрикционная муфта и тормоз коробки скоростей токарно-винторезного станка
Фрикционная муфта и тормоз коробки скоростей токарного станка 161-а
Фрикционная муфта и тормоз коробки скоростей токарно-винторезного станка 161-А. Смотреть в увеличенном масштабе
Приводной шкив 6 (фиг. 5) сидит на шпонке на цилиндрической части стакана 2 фрикциона, служащего для включения коробки скоростей в действие. Корпус 1 фрикциона жестко соединен с корпусом коробки скоростей. Стакан 2, расположенный внутри корпуса фрикциона, вращается в трех шариковых подшипниках 3, 4 и 5. В стакане помещены двадцать пять закаленных стальных дисков (пластин), из которых двенадцать дисков 7 входят своими выступами в прорезы стакана, а остальные тринадцать дисков 8 сидят на шпонках 9 вала, передающего вращение шестерням коробки скоростей.
Передвижная муфта 10 связана с двумя скользящими шпонками 11 и 12 и тормозом 13.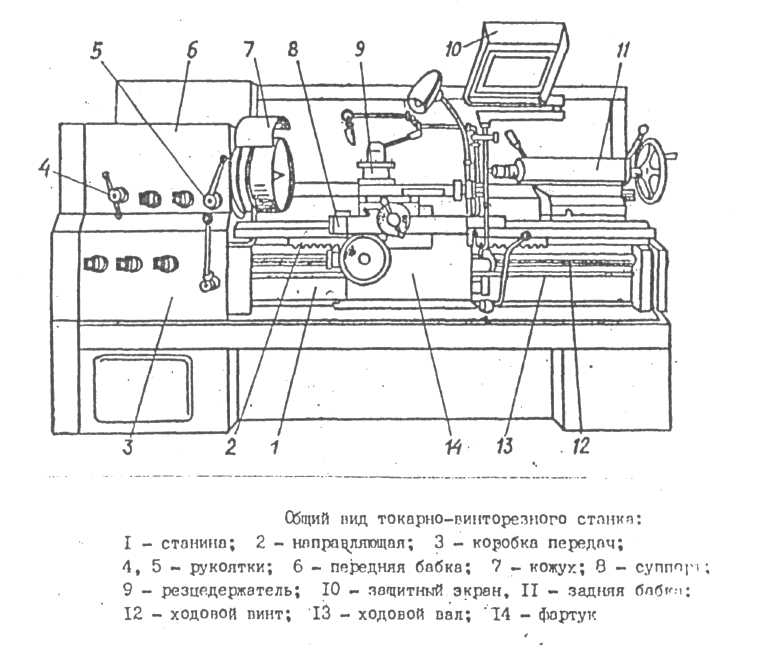
При пуске станка муфта 10 передвигается вправо, шпонки 11 и 12 освобождают пружину 15, которая производит через шайбу 14 давление на диски 7 и 8, вследствие чего и происходит включение станка в работу.
При остановке станка подвижная муфта 10 передвигается влево вместе со шпонками 11, 12 и тормозом 13; при этом концы скользящих шпонок 11 и 12 упираются в шайбу 14 и через нее нажимают на пружину 15, освобождая тем самым диски 7 и 8 от сцепления. В то же время конус тормоза входит в соответствующий конус корпуса фрикциона и производит торможение шпинделя. Приводной шкив б начинает при этом вращаться вхолостую.
161-А Коробка подач токарно-винторезного станка
Коробка подач токарно-винторезного станка 161-а
Коробка подач токарно-винторезного станка 161-А. Смотреть в увеличенном масштабе
Коробка подач
Коробка подач (фиг. 10) имеет три валика, на которых располагаются все шестерни коробки подач. Валики вращаются в бронзовых втулках.
Вращение от шпинделя к коробке подач передается через трензель (фиг.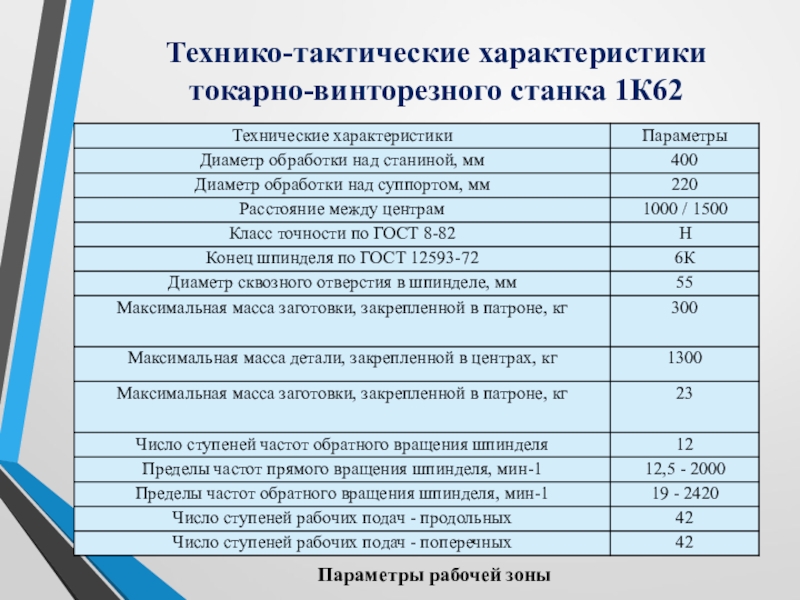 11) и сменные шестерни. Последние ставятся на палец трензеля, палец гитары и конец валика коробки подач. Расположение шестерен, их характеристику и взаимную связь легко проследить по кинематической схеме и по спецификации шестерен (см. стр. 9 и 10).
11) и сменные шестерни. Последние ставятся на палец трензеля, палец гитары и конец валика коробки подач. Расположение шестерен, их характеристику и взаимную связь легко проследить по кинематической схеме и по спецификации шестерен (см. стр. 9 и 10).
Шестерни трензеля — чугунные, угол зацепления 20°, модуль 2, числа зубьев — 27, 36, 30.
Сменные шестерни для метрической винтовой резьбы — чугунные, угол зацепления 20°, модуль 2, числа зубьев 56, 60, 28 и 30; сменные шестерни для дюймовой винтовой резьбы — стальные, угол зацепления 20°, модуль 1,25. Получение различных подач достигается переключением скользящих по шпонкам шестерен и откидной шестерни.
Суппорт
Суппорт (фиг. 7) состоит из продольных и поперечных салазок, поворотной части, резцовых салазок и резцедержателя для четырех резцов. Продольные салазки могут перемещаться по призматическим направляющим станины; во избежание приподнимания они удерживаются двумя планками, плотно прилегающими снизу к выступам станины.
Поперечные салазки перемещаются по продольным салазкам, сопрягаясь с ними при помощи клина, регулируемого винтом 1. Для точной установки величины перемещения поперечных салазок имеются шайбы с делениями на оси рукоятки, служащей для перемещения поперечных салазок. Зажим и освобождение резцедержателя производятся рукояткой. Поворот резцедержателя па 90° определяется специальным фиксатором.
По специальному заказу станок может быть снабжен полуавтоматическим резцедержателем, у которого зажим и поворот осуществляется одной рукояткой.
Винтом можно закрепить суппорт на станине, что необходимо при подрезке или отрезке.
161-А Фартук суппорта токарно-винторезного станка
Фартук суппорта токарного станка станка 161-а
Фартук суппорта токарного станка токарно-винторезного станка 161-а. Смотреть в увеличенном масштабе
Фартук суппорта
Фартук суппорта (фиг. 8 и 9). На ходовой вал надета втулка, которая при помощи скользящей шпонки вращается вместе с ходовым валом и, кроме того, скользит вдоль вала при движении продольных салазок по станине. Втулка составляет одно целое с двумя коническими шестернями 24 (фиг. 9), из которых каждая в отдельности может сцепляться с конической шестерней 25, сидящей на оси, расположенной в корпусе фартука; для сцепления одной из конических шестерен 24 с шестерней 25 втулка ходового вала может перемещаться при помощи кулачка 26 (фиг. 8, разрез по АБ), действующего при повороте рычажка 27 рукояткой 8 (фиг. 1). Шестерня 25 может получать при этом правое или левое вращение, которое посредством цилиндрической шестерни 28 (фиг. 9), сидящей на одной оси с конической шестерней 25, передается через шестеренные передачи 25-20, 30-31 шестерне 32, сцепляющейся с зубчатой рейкой, прикрепленной к станине, вызывая продольное перемещение суппорта вправо или влево.
Втулка составляет одно целое с двумя коническими шестернями 24 (фиг. 9), из которых каждая в отдельности может сцепляться с конической шестерней 25, сидящей на оси, расположенной в корпусе фартука; для сцепления одной из конических шестерен 24 с шестерней 25 втулка ходового вала может перемещаться при помощи кулачка 26 (фиг. 8, разрез по АБ), действующего при повороте рычажка 27 рукояткой 8 (фиг. 1). Шестерня 25 может получать при этом правое или левое вращение, которое посредством цилиндрической шестерни 28 (фиг. 9), сидящей на одной оси с конической шестерней 25, передается через шестеренные передачи 25-20, 30-31 шестерне 32, сцепляющейся с зубчатой рейкой, прикрепленной к станине, вызывая продольное перемещение суппорта вправо или влево.
Включение продольной подачи от ходового вала производится рукояткой 6 (фиг, 1 и 8) через фрикцион (разрез по ВГ). Включение поперечной подачи производится рукояткой 7 (фиг. 1 и 8, разрез по ДЕ).
Механизмы продольной и поперечной подач не имеют взаимной блокировки и потому надо следить, чтобы при включении одной из подач другая была выключена.
Для осуществления продольного самохода суппорта от ходового винта при винторезной работе в фартуке суппорта установлена маточная гайка 34 (фиг. 9), сцепляемая с ходовым винтом при помощи рукоятки 9 (фиг. 1).
У фартука суппорта справа имеется резьбоуказатель.
Резьбоуказатель
Резьбоуказатель предназначается дли правильного и точного направления резца при выполнении винторезной работы. Он имеет следующее устройство: на вертикальном валике укреплена шестерня с двадцатью четырьмя зубьями при шаге 4 мм, сцепляющаяся с нарезкой ходового винта; на верхнем торце валика помещается металлический диск с делениями, определяющий положение шестерни в момент включения станка в работу. Сцепление шестерни резьбоуказателя с ходовым винтом фиксируется стопором. Работа резьбоуказателя заключается в следующем: поднимают вертикальную трубку со шкалой до попадания фиксатора в отверстие трубки и суппорт подводят в нужное для работы положение; при этом диск резьбоуказателя с делениями вращается; когда какое-либо деление резьбоуказателя совпадает со штрихом, включают разрезную гайку винта, и резец намечает нитку нарезаемой резьбы.
Последующие проходы производятся аналогично, а именно: из крайнего левого положения с выключенной гайкой переводят суппорт в крайнее правое и при совпадении того же деления на шайбе резьбоуказателя, с которого начато нарезание, со штрихом, производят включение разрезной гайки соответствующей рукояткой.
Ход резца должен совпасть с ниткой предыдущего прохода резца; в тех случаях, когда этого не получается, приходится считать, что резьба данного шага не может нарезаться при помощи резьбоуказателя и надо воспользоваться реверсивным ходом станка, что достигается установкой контрпривода или при индивидуальном электроприводе — реверсивной пусковой аппаратурой мотора станка. При помощи резьбоуказателя может быть нарезана метрическая резьба с шагом в миллиметрах 0,25—0,5—0,75—1—1,5—2-3—4—6—8—12.
Устройство для охлаждения резца
В левой ножке станины имеется резервуар (фиг. 12) для охлаждающей жидкости. Из резервуара жидкость через фильтр всасывается насосом и подается через трубопровод к резцам. Трубопровод состоит из двух частей: неподвижной, идущей сзади станины, и подвижной, прикрепленной к продольным салазкам суппорта. Концы неподвижной и подвижной частей трубопровода соединены гибким резиновым шлангом достаточной длины, соответствующей длине хода суппорта. На конце неподвижной части трубопровода находится тройник, в котором имеется клапан (фиг. 13) для выпуска охлаждающей жидкости в корыто в случае, если кран трубопровода будет закрыт, а насос продолжает работать. Отработанная жидкость стекает в корыто, расположенное под станиной. Шестеренный насос приводится в действие ременной передачей от приводного шкива станка.
Трубопровод состоит из двух частей: неподвижной, идущей сзади станины, и подвижной, прикрепленной к продольным салазкам суппорта. Концы неподвижной и подвижной частей трубопровода соединены гибким резиновым шлангом достаточной длины, соответствующей длине хода суппорта. На конце неподвижной части трубопровода находится тройник, в котором имеется клапан (фиг. 13) для выпуска охлаждающей жидкости в корыто в случае, если кран трубопровода будет закрыт, а насос продолжает работать. Отработанная жидкость стекает в корыто, расположенное под станиной. Шестеренный насос приводится в действие ременной передачей от приводного шкива станка.
Принадлежности к станку
В стоимость станка включены нижеследующие принадлежности, доставляемые вместе со станком:
- Неподвижный люнет (фиг. 14) устанавливается на станине и закрепляется винтом и планкой; он имеет откидную крышку и три подвижных кулачка, устанавливаемых по диаметру обрабатываемого предмета.
- Подвижный люнет (фиг. 16) устанавливается на суппорте и имеет два кулачка, перемещающиеся посредством винтов, устанавливаемых по диаметру обрабатываемого предмета.
- Линейка для конического точения (фиг. 17) устанавливается на кронштейне, прикрепленном к продольным салазкам суппорта. По направляющим этого кронштейна передвигаются салазки линейки и укрепляются в требуемом положении посредством винта и планки, прижимаемой винтом к станине. На верхней плоскости салазок линейки имеются деления для установки поворотной части на требуемый угол при помощи рукоятки винта; по поворотной части могут перемещаться верхние салазки; эти салазки соединяются с поперечными салазками суппорта посредством планки, скользящей в пазу продольных салазок и скрепляемой винтом с поперечными салазками, которые получают при этом дополнительное поперечное перемещение.
 16) устанавливается на суппорте и имеет два кулачка, перемещающиеся посредством винтов, устанавливаемых по диаметру обрабатываемого предмета.
16) устанавливается на суппорте и имеет два кулачка, перемещающиеся посредством винтов, устанавливаемых по диаметру обрабатываемого предмета.161-А Схема электрическая принципиальная токарно-винторезного станка
Электрическая схема токарно-винторезного станка 161-а
Схема электрическая токарно-винторезного станка 161-А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Электрооборудование станка
Нормально станок работает от односкоростного электромотора трехфазного тока открытого типа с короткозамкнутым ротором (фиг. 18).
Для напряжения 220/380 В обмотка статора соединяется соответственно в „треугольник” или „звезду”, для чего на клеммный щиток выведены шесть концов обмотки статора.
Электромоторы на 500 В имеют три выведенных конца с соединением обмотки статора в “звезду”. Колебания напряжения в сети не должны превышать + 5%, а средний перегрев обмоток электромотора не должен быть выше 55° С.
Для включения и выключения электромотора служит магнитный пускатель типа ПМ-50, управляемый нажатием кнопок („ход”, „назад”, „стоп”) кнопочной станции КУ-430. При нажатии кнопки „ход” замыкается цепь магнитной катушки пускателя, втягивается сердечник и замыкает главные и вспомогательные контакты. Дальнейшее нажатие кнопки излишне, так как питание катушки происходит через цепь уже замкнутых вспомогательных контактов (блок-контактов).
Защита мотора от перегрузки осуществляется встроенным в пускателе двухполюсным тепловым реле, каждый полюс которого имеет нагревательный элемент, включенный последовательно в фазу мотора. При перегрузке электромотора на 50% тепловое реле максимум через 2 минуты автоматически выключает мотор, при этом возврат теплового реле производится специальной кнопкой, имеющейся в крышке пускателя по истечении двух – трех минут, необходимых для охлаждения реле. Защита электромотора от падения напряжения осуществляется магнитной катушкой пускателя, которая отключает электромотор при понижении напряжения в сети до 50—60% от номинального.
Включение электромотора в сеть возможно при напряжении не ниже 85% от номинального. Защиту от короткого замыкания магнитный пускатель не предусматривает, поэтому необходимо на подводящем фидере установить плавкие предохранители, рассчитанные на 2,5-кратное увеличение номинальной силы тока электромотора.
Магнитный пускатель устанавливается вертикально, так как отклонение от вертикали более 5° влияет на правильность его работы.
К установленному на станке электрооборудованию должно быть подведено такое напряжение, на которое оно рассчитано. Электромотор и вся электроаппаратура должны регулярно очищаться от грязи и пыли, причем пыль должна выдуваться мехами или пылесосом, а доступные части вытираться тряпками или кистью.
Шариковые подшипники электромотора должны смазываться чистой мазью „Консталин Л” или „Солидол” Т.
Подшипники следует заполнять мазью не более 2/3 свободного пространства, так как полностью заполненные подшипники при работе быстро нагреваются и мазь разлагается. Для смазки подшипников нельзя применять масло или смесь масла с жиром, так как разжижение жира ускоряет его разложение. Не менее двух раз в год необходимо производить полную замену мази и промывку подшипников бензином или бензолом.
Следует периодически проверять состояние присоединением проводов, закрепляя ослабевшие контакты.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 161-А.
 Видеоролик.
Видеоролик.Технические характеристики токарно-винторезного станка 161-А
| Наименование параметра | 161-а | 161-ам | |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8 | Н | Н | |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 350 | 350 | |
| Наибольший диаметр заготовки обрабатываемой над нижней частью суппорта, мм | 200 | 200 | |
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 1000 | |
| Высота оси центров над плоскими направляющими станины, мм | 175 | 175 | |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | Ø 40 | Ø 40 | |
| Количество ступеней прямого вращения шпинделя, об/мин | 9 | 9 | |
| Частота прямого вращения шпинделя, об/мин | 13. .475 .475 | 20..750 | |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | |
| Конец шпинделя | М68 х 6 | М68 х 6 | |
| Стандартный токарный патрон, мм | Ø 240 | Ø 240 | |
| Торможение шпинделя | Есть | Есть | |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 1065 | 1065 | |
| Цена деления лимба продольного перемещения суппорта, мм | |||
| Продольное перемещение за один оборот лимба, мм | |||
| Наибольшее поперечное перемещение суппорта, мм | 175 | 175 | |
| Цена деления лимба поперечного перемещения суппорта, мм | |||
| Поперечное перемещение за один оборот лимба, мм | |||
| Пределы рабочих подач продольных, мм/об | 0,062. .3,5 .3,556 шагов | 0,062..3,5 56 шагов | |
| Пределы рабочих подач поперечных, мм/об | 0,052..2,92 56 шагов | 0,052..2,92 56 шагов | |
| Резьбоуказатель | есть | есть | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,25..14 | 0,25..14 | |
| Пределы шагов нарезаемых резьб Витворта, число ниток на дюйм | 2..44 | ||
| Пределы шагов нарезаемых резьб дюймовых, число ниток на дюйм | 2..44 | ||
| Пределы шагов нарезаемых резьб модульных | 0,5..3,5 | ||
| Выключающие продольные упоры | нет | есть | |
| Выключающие поперечные упоры | |||
| Быстрое перемещение суппорта | нет | нет | |
| Резцовые салазки | |||
| Наибольшее перемещение верхних салазок суппорта, мм | |||
| Наибольший угол поворота верхних салазок суппорта, град | 135° | 180° | |
| Цена деления лимба, мм | |||
| Наибольшие размеры державки резца, мм | 16 х 20 | 12 х 20 | |
| Цена деления шкалы поворота, град | 1 | 1 | |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | Морзе 3 | |
| Наибольшее перемещение пиноли задней бабки, мм | |||
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | |
| Цена деления лимба перемещение пиноли, мм | |||
| Поперечное смещение пиноли, мм | ±10 | ±10 | |
| Электрооборудование | |||
| Количество электродвигателей на станке | 2 | 2 | |
| Электродвигатель главного привода, кВт (об/мин) | 3,4 (960) | 4,5 (1450) | |
| Электродвигатель насоса охлаждения, кВт | |||
| Насос охлаждения (помпа) | |||
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2335 х 1080 х 1250 | 2335 х 1080 х 1250 | |
| Масса станка, кг | 1080 | 1080 |
- Токарно-винторезный станок 161-АМ. Описание и руководство по обслуживанию, 1951
- Токарно-винторезный станок “Удмурт-2” 161-А. Описание и руководство по обслуживанию, 1938
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Описание и руководство по обслуживанию, 1951
Описание и руководство по обслуживанию, 1951Связанные ссылки. Дополнительная информация
Дополнительная информация
Каковы структурные характеристики горизонтального токарного станка?
Знания
Преимущество редуктора в том, что он может точно регулировать скорость главного вала без чрезмерно высокой скорости главного вала, расхода ремня на трение и проскальзывания. Поскольку основной вал расположен горизонтально, его также называют горизонтальным токарным станком.
Опубликовано: 27 августа 2020 г.
- Что такое горизонтальные токарные станки?
- Особенности токарно-карусельного станка
- Конструктивные элементы токарно-карусельного станка
Что такое горизонтальные токарные станки?
Горизонтальный токарный станок — это станок, который в основном использует токарный инструмент для токарной обработки вращающейся заготовки. Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки.
Токарный станок — это станок, который в основном использует токарный инструмент для токарной обработки вращающейся заготовки. Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки. Основными компонентами являются шпиндельная коробка, обменный редуктор, коробка подачи, скользящая коробка, держатель инструмента, задняя бабка, гладкий винт, ходовой винт, станина, ножка станины и охлаждающее устройство.
Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки. Основными компонентами являются шпиндельная коробка, обменный редуктор, коробка подачи, скользящая коробка, держатель инструмента, задняя бабка, гладкий винт, ходовой винт, станина, ножка станины и охлаждающее устройство.
Особенности горизонтального токарного станка:
- Станина, ножка, масляный поддон и т. д. токарного станка имеют цельную литейную конструкцию с высокой жесткостью и хорошей ударопрочностью, что соответствует характеристикам высокоскоростного станка для резки. инструменты.
- Передняя бабка состоит из трех подшипников, каждый из которых представляет собой конический роликоподшипник. Шпиндель легко регулируется, с высокой точностью вращения и хорошим сохранением точности.
- Коробка подачи оснащена механизмом преобразования метрической резьбы в дюймовый, который удобен и надежен для выбора и преобразования типов резьбы.
- В затворной коробке имеется конусная предохранительная муфта для предотвращения повреждения деталей после перегрузки автоматического ножа.
- Токарный станок оснащен четырехпозиционным механическим упором с автоматической подачей в продольном направлении. Регулируя продольное положение кулачка на стопорном рычаге, можно установить необходимую длину заготовки для реализации обработки продольных размеров деталей.
- Задняя бабка оснащена устройством переменной скорости, которое может удовлетворить потребности сверления и развертывания.
- Конструкция системы смазки токарного станка разумна и надежна. Напорная коробка, коробка подачи и коробка скольжения смазываются изнутри разбрызгиванием, а линейные насосы и плунжерные насосы добавляются для автоматической принудительной смазки специальных деталей.
Конструктивные элементы горизонтального токарного станка:
- Редуктор: Редуктор используется для изменения скорости главного вала. В основном он состоит из трансмиссионного вала и трансмиссионной шестерни. Управляя положением шестерни или сцепления вне коробки передач и коробки главного вала, главный вал может получить 12 различных скоростей. Реверс шпинделя достигается реверсированием двигателя.
- Коробка шпинделя: Коробка шпинделя используется для поддержки шпинделя и обеспечения его вращения с различной скоростью; шпиндель полый, что удобно для прохождения длинных заготовок; наконечник шпинделя можно установить с коническим отверстием, либо можно использовать передний конец шпинделя. Патрон и циферблат установлены на конической поверхности для облегчения зажима заготовки.
- Коробка для подвесных колес: Коробка для подвесных колес используется для согласования шестерен с разным количеством зубьев для получения разных скоростей подачи. В основном используется для токарной обработки различных видов резьбы.
- Коробка для корма: Коробка для корма используется для изменения количества корма. Главный вал передается на движение коробки подачи через редуктор, а положение зацепления скользящей шестерни в коробке подачи можно изменить, перемещая рукоятку переключения так, чтобы полированный стержень или винтовой стержень могли получать разные скорости.
- Подвижная коробка: Подвижная коробка используется для изменения вращения гладкого стержня и ходового винта на автоматическое движение подачи резцедержателя. Гладкие винты используются для общей токарной обработки, а ходовые винты используются только для нарезания резьбы. В ползунковой коробке есть механизм блокировки, поэтому их нельзя использовать одновременно.
- Стойка инструмента: Стойка инструмента используется для зажима токарного инструмента и заставляет его совершать продольное, поперечное или наклонное движение подачи.
 В основном он состоит из трансмиссионного вала и трансмиссионной шестерни. Управляя положением шестерни или сцепления вне коробки передач и коробки главного вала, главный вал может получить 12 различных скоростей. Реверс шпинделя достигается реверсированием двигателя.
В основном он состоит из трансмиссионного вала и трансмиссионной шестерни. Управляя положением шестерни или сцепления вне коробки передач и коробки главного вала, главный вал может получить 12 различных скоростей. Реверс шпинделя достигается реверсированием двигателя. Главный вал передается на движение коробки подачи через редуктор, а положение зацепления скользящей шестерни в коробке подачи можно изменить, перемещая рукоятку переключения так, чтобы полированный стержень или винтовой стержень могли получать разные скорости.
Главный вал передается на движение коробки подачи через редуктор, а положение зацепления скользящей шестерни в коробке подачи можно изменить, перемещая рукоятку переключения так, чтобы полированный стержень или винтовой стержень могли получать разные скорости.Держатель инструмента состоит из следующих частей:
- Седло станины: соединяется с выдвижной коробкой и может перемещаться в продольном направлении вдоль направляющих станины с горизонтальными направляющими на нем.
- Средняя направляющая: может перемещаться горизонтально по направляющей на седле.
- Поворотный стол: Крепится к средней скользящей пластине винтами и может поворачиваться на любой угол в горизонтальной плоскости, ослабляя винты.
- Маленький скейтборд: может перемещаться на небольшое расстояние по направляющей на поворотной платформе; когда поворотный стол отклоняется на определенный угол, небольшой скейтборд можно использовать для подачи по диагонали, чтобы облегчить коническую поверхность.
- Квадратный держатель инструмента: крепится на небольшой скользящей пластине и может одновременно зажимать четыре токарных инструмента; ослабив фиксирующую рукоятку, вы можете повернуть квадратный держатель инструмента и заменить необходимые токарные инструменты в рабочее положение.
- Задняя бабка: Задняя бабка используется для установки заднего центра для поддержки заготовки или установки сверл, разверток и других инструментов для обработки отверстий. Структура задней бабки показана на рисунке 3. Она в основном состоит из втулки, корпуса задней бабки и основания. Поворачивая маховик, втулку можно отрегулировать на определенное расстояние, а заднюю бабку также можно переместить в необходимое положение вдоль направляющей станины, чтобы удовлетворить требования обработки различных заготовок.
- Кровать: Кровать фиксируется на ножках кровати. Станина является основной опорой станка. Функция станины – поддерживать основные узлы и удерживать их в точном взаимном положении во время работы.
- Ходовой винт: Ходовой винт может приводить в движение большую каретку в продольном направлении для нарезания резьбы. Ходовой винт является одной из основных прецизионных деталей токарного станка. Как правило, ходовой винт не подается автоматически для поддержания точности ходового винта в течение длительного времени.
- Световая полоса: Световая полоса используется для передачи движения во время моторизованной подачи. Движение коробки подачи может быть передано на ползунок через световую планку, так что держатель инструмента может совершать продольное или горизонтальное движение подачи.
- Джойстик станка: Джойстик станка — это механизм управления токарным станком. На левом конце джойстика и на правой стороне коробки каретки есть ручка. Оператор может легко манипулировать рукояткой, чтобы управлять основным валом токарного станка, чтобы он вращался вперед, назад или останавливался.

 Структура задней бабки показана на рисунке 3. Она в основном состоит из втулки, корпуса задней бабки и основания. Поворачивая маховик, втулку можно отрегулировать на определенное расстояние, а заднюю бабку также можно переместить в необходимое положение вдоль направляющей станины, чтобы удовлетворить требования обработки различных заготовок.
Структура задней бабки показана на рисунке 3. Она в основном состоит из втулки, корпуса задней бабки и основания. Поворачивая маховик, втулку можно отрегулировать на определенное расстояние, а заднюю бабку также можно переместить в необходимое положение вдоль направляющей станины, чтобы удовлетворить требования обработки различных заготовок. Движение коробки подачи может быть передано на ползунок через световую планку, так что держатель инструмента может совершать продольное или горизонтальное движение подачи.
Движение коробки подачи может быть передано на ползунок через световую планку, так что держатель инструмента может совершать продольное или горизонтальное движение подачи.Система трансмиссии горизонтального токарного станка:
Горизонтальный токарный станок приводится в движение реечной передачей: выходная мощность двигателя передается на главный вал через редуктор через ременную передачу, а положение рукоятки за пределами коробки передач и коробки главного вала меняются, чтобы получить разные наборы шестерен в зацепление, тем самым получая разные скорости главного вала. Taihao Machinery является основной продукцией компании с электромеханическими шпинделями для инструментов, поворотными наперстками, ходовыми винтами, обработкой валов, токарной обработкой с ЧПУ, держателями инструментов, патронами и адаптерами патронов. Шпиндель приводит заготовку во вращение через патрон. В то же время вращательное движение главного вала передается на ползунок через реверсивный механизм, обменные шестерни, коробку подачи и гладкий стержень (или ходовой винт), так что ползунок приводит в движение стойку инструмента для линейного перемещения. вдоль кровати.
Шпиндель приводит заготовку во вращение через патрон. В то же время вращательное движение главного вала передается на ползунок через реверсивный механизм, обменные шестерни, коробку подачи и гладкий стержень (или ходовой винт), так что ползунок приводит в движение стойку инструмента для линейного перемещения. вдоль кровати.
Тормозное устройство горизонтального токарного станка:
Основная функция тормозного устройства горизонтального токарного станка с ЧПУ заключается в использовании в процессе парковки токарного станка для преодоления инерции вращения движущихся частей в передней бабке. , и контролировать шпиндель, чтобы быстро остановить вращение, чтобы сократить вспомогательное время и установить тормоз горизонтального токарного станка.
Горизонтальный токарный станок с ЧПУ использует тормозной ленточный тормоз, который в основном состоит из тормозного колеса, тормозной ленты и рычага. Тормозное колесо в тормозном устройстве представляет собой стальной диск, соединенный шлицами с валом. Стальная тормозная лента закреплена с внутренней стороны слоем асбестовой стальной сетки для увеличения коэффициента трения. Один конец соединен с коробкой шпинделя, а другой конец прикреплен к верхнему концу рычага, тормозная лента горизонтального токарного станка может быть плотно отрегулирована, и ее можно разместить и отрегулировать, непосредственно ослабив спираль, соединяющую тормоз. лента и коробка шпинделя. Когда горизонтальный токарный станок с ЧПУ отрегулирован правильно, тормозная лента может быть отпущена при вращении главного вала, но когда муфта находится в отпущенном состоянии и горизонтальный токарный станок остановлен, тормозная лента будет удерживать тормозное колесо для быстрой остановки. главного вала, тормоз достигнут.
Стальная тормозная лента закреплена с внутренней стороны слоем асбестовой стальной сетки для увеличения коэффициента трения. Один конец соединен с коробкой шпинделя, а другой конец прикреплен к верхнему концу рычага, тормозная лента горизонтального токарного станка может быть плотно отрегулирована, и ее можно разместить и отрегулировать, непосредственно ослабив спираль, соединяющую тормоз. лента и коробка шпинделя. Когда горизонтальный токарный станок с ЧПУ отрегулирован правильно, тормозная лента может быть отпущена при вращении главного вала, но когда муфта находится в отпущенном состоянии и горизонтальный токарный станок остановлен, тормозная лента будет удерживать тормозное колесо для быстрой остановки. главного вала, тормоз достигнут.
Правила эксплуатации и меры предосторожности для горизонтальных токарных станков:
- Перед началом движения проверьте, все ли детали в хорошем состоянии. После пуска холодного автомобиля вертикальный вал должен поработать на холостом ходу на малых оборотах в течение 2-20 минут. Особенно важно использовать смазочное масло для повсеместного распространения зимой. Подождите, пока токарный станок заработает нормально.
- Когда вертикальному валу необходимо изменить скорость во время работы, он должен остановиться и изменить скорость.
- Для обеспечения точности винтового стержня не разрешается использовать длинный винтовой стержень для автоматической подачи, за исключением нарезания резьбы.
- Запрещается стучать по патрону или направляющей станины для корректировки обрабатываемой детали или инструментов на поверхности станины.
- Если для коррекции более тяжелой заготовки используется зажим для подкладок, следует использовать деревянную доску для защиты поверхности станины. Если заготовку нельзя снять после завершения работы, ее необходимо поддерживать домкратом.
- После того, как токарный инструмент изношен, вовремя затачивайте его.
- При использовании смазочно-охлаждающей жидкости заранее смажьте направляющие. Смазочно-охлаждающую жидкость в охлаждающем насосе следует регулярно заменять.
- Когда станок работает автоматически, тело и руки не должны попадать в зону движения механизма.
- Только перед обработкой убедитесь, что защитная дверца надежно закрыта и заблокирована. Не открывайте дверь во время автоматической работы.
- Скорость шпинделя не должна превышать предельную скорость, разрешенную патроном. Высокая скорость уменьшит усилие зажима.
- Когда патрон работает на высокой скорости, заготовка должна быть зажата, чтобы предотвратить выброс заготовки во время работы.
- Заготовки и инструменты должны быть прочно и надежно закреплены. Неправильное усилие зажима может привести к вылету заготовки и травмам.
- Не перегружайте резку при обработке заготовки.
- Не снимайте и не модифицируйте защитное устройство, установленное на станке. Станок можно эксплуатировать только тогда, когда все защитные устройства работают нормально.
- Когда станок установлен, отремонтирован или отрегулирован и испытан, квалифицированный или профессиональный специалист по техническому обслуживанию должен отключить и заблокировать источник питания перед обслуживанием в соответствии с инструкциями в руководстве по эксплуатации станка.
- После завершения работы удалите стружку и смазочно-охлаждающую жидкость с токарного станка и вокруг него и добавьте смазочное масло в соответствии с указанными деталями после очистки станка.
- Когда вы закончите работу, катите большую тележку, пока поворотные ручки в конце кровати не будут установлены в крайнее положение, и выключите питание.
 Особенно важно использовать смазочное масло для повсеместного распространения зимой. Подождите, пока токарный станок заработает нормально.
Особенно важно использовать смазочное масло для повсеместного распространения зимой. Подождите, пока токарный станок заработает нормально. Смазочно-охлаждающую жидкость в охлаждающем насосе следует регулярно заменять.
Смазочно-охлаждающую жидкость в охлаждающем насосе следует регулярно заменять.
Опубликовано 27 августа 2020 г. Источник: kknews
Дополнительная литература
- Что такое фреза и ее классификация?
- Что такое процесс гибки?
- В чем разница между токарным, фрезерным, сверлильным, шлифовальным, сверлильным, строгальным станком, перфоратором?
- Обзор интеллектуального производства в Сингапуре и тенденции развития станкостроения
- Процедура настройки процесса токарной обработки и сопутствующие вопросы, требующие внимания
- Что такое торцевая операция в механической обработке?
- Что такое пятиосевой контроллер?
- Что такое процесс фрезерования?
- Что такое пятиосевой станок?
- Что такое процесс производства токарного станка? Понимание методов обработки и компонентов токарных станков
- Каковы типы материалов для режущих инструментов и их применение?
- Бизнес-возможности для электромобилей, создание автомобильных компонентов нового поколения и новая промышленная планировка
Актуальная тема
Вас также может заинтересовать .
 ..
..Заголовок
Знания
Что такое машина планирования?
В последние годы различные промышленно развитые страны использовали машины для замены рабочей силы при выполнении слесарных работ, что сделало применение станков более обширным и важным. Хотя точность обработки фрезерных и шлифовальных станков выше, чем у строгальных станков, их цена выше, чем у строгальных станков. Как правило, малые и средние фабрики по-прежнему используют строгальные станки для многих задач начальной обработки, чтобы учесть инвестиционные затраты на оборудование. Так что же такое планер? Давайте посмотрим вместе.
Заголовок
Знания
Структура управления одновременным нарезанием резьбы и технология регулировки
С быстрым развитием продуктов 3C и индустрии аэрокосмических компонентов технология жесткой нарезки резьбы на станках с ЧПУ используется все шире.
Заголовок
Знания
Что такое турбокомпрессор?
Турбокомпрессоры часто используются для увеличения объема всасываемого воздуха двигателя внутреннего сгорания, тем самым увеличивая выходную мощность.
Заголовок
Знания
Что такое турбинные лопатки?
Лопасти турбины являются важным компонентом секции турбины в газотурбинном двигателе. Высокоскоростные вращающиеся лопасти отвечают за подачу воздуха высокой температуры и высокого давления в горелку для поддержания работы двигателя.
Заголовок
Знания
Что такое EMR и EHR? Незаменимые системы медицинских и медицинских данных в умном здравоохранении
EMR (Электронная медицинская карта) — это целенаправленные медицинские данные, которые в основном используются клиницистами для диагностики и лечения. EHR (электронная медицинская карта) фокусируется на личных данных о здоровье, которые включают в себя состояние физического, психического или психического здоровья. EHR имеет более широкий диапазон, чем EMR.
EHR (электронная медицинская карта) фокусируется на личных данных о здоровье, которые включают в себя состояние физического, психического или психического здоровья. EHR имеет более широкий диапазон, чем EMR.
Заголовок
Знания
Технология высокоскоростной передачи данных — универсальная последовательная шина 4
Спрос на высокоскоростную передачу данных растет день ото дня, что способствовало быстрому развитию технологии USB (универсальной последовательной шины) в последние годы. Появление центрального процессора (ЦП), поддерживающего USB4, символизирует начало новой эры технологии USB.
Заголовок
Знания
Каковы классификации абразивов?
Абразивы — общий термин для абразивов и абразивных инструментов, включая абразивные изделия и абразивные изделия.
Заголовок
Знания
Что такое Силовые машины?
Производство, эксплуатация и техническое обслуживание наземных, морских и воздушных транспортных средств входят в сферу энергетического машиностроения.
Заголовок
Знания
Техническая одежда: технический текстиль
Одним из самых простых способов классификации является классификация текстиля, кроме текстиля для одежды и предметов интерьера, в качестве технического текстиля. Давайте посмотрим, что такое так называемый технический текстиль.
Заголовок
Знания
Что такое Текстильная промышленность?
Предшественником цепи текстильной промышленности является нефтехимическое сырье. После изготовления нейлонового волокна, полиэфирного волокна, вискозного волокна, углеродного волокна и других продуктов из человеческого волокна, оно превращается в пряжу, затем вплетается в ткань, а затем отбеливается, окрашивается, печатается. Процедуры окрашивания и отделки, такие как покрытие, отделка, пошив и пошив швейных изделий или других сопутствующих текстильных изделий. Процесс производства текстиля можно разделить на четыре этапа: волокно, текстиль, крашение и отделка, готовая одежда / домашний текстиль, среди которых текстиль можно разделить на два этапа: прядение и ткачество: прядение – это преобразование ровницы в крученая пряжа. После отправки на фабрику пряжа вставляется в рабочую ось стола текстильной машины, а стол текстильной машины тянет пряжу вверх и отправляет ее на текстильную машину; следующий шаг – шаг ткачества, на этом этапе в текстильной машине используется челнок. Он непрерывно перемещается взад и вперед и, наконец, сплетает его в кусок ткани. После отделки тканевой ткани (включая хлопок, шерсть, синтетическое волокно и т. д.) в коробку ее можно отправить производителям для последующей обработки, чтобы сформировать цепочку текстильной промышленности.
Заголовок
Знания
Автоматический метод определения общего содержания углеводородов в воздухе
Суммарные нефтяные углеводороды представляют собой смесь многих различных соединений. Люди могут подвергаться воздействию нефтяных углеводородов несколькими способами, включая топливные насосы, разлитое на дороге масло и использование химикатов на работе или дома. Некоторые общие нефтяные углеводороды могут воздействовать на нервную систему, вызывая головные боли и головокружение.
Заголовок
Знания
Подводная робототехника – наука и техника для подводных исследований
Подводная робототехника используется не только в спасательных и поисковых работах, она уже применялась при разведке морских ресурсов, топографической съемке морского дна, строительстве и обслуживании морских инженерных сооружений.
IndustrySpider Man Spider Man Spider Man Spider Man Spider ManSpider Man Spider ManWolverineCaptain AmericaX-MenCrocodile
TopicSpider ManWolverineCaptain AmericaX-MenCrocodile
AreaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChinaChristmas IslandCocos IslandColombiaComorosCongoCook IslandsCosta RicaCote DIvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузский Южный ТерГабонГамбияГрузияГерманияГанаГибралтарГреа t BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHawaiiHondurasHong KongHungaryIcelandIndonesiaIndiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea NorthKorea SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalaysiaMalawiMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMidway IslandsMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNambiaNauruNepalNetherland AntillesNetherlands (Holland, Europe)NevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalau IslandPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandPolandPortugalPuerto RicoQatarRepublic of MontenegroRepublic of SerbiaReunionRomaniaRussiaRwandaSt BarthelemySt EustatiusSt HelenaSt Kitts-NevisSt LuciaSt MaartenSt Pierre & MiquelonSt Vincent & GrenadinesSaipanSamoaSamoa AmericanSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSey chellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaTahitiTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad & TobagoTunisiaTurkeyTurkmenistanTurks & Caicos IsTuvaluUgandaUnited KingdomUkraineUnited Arab EmiratesUnited States of AmericaUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (Brit)Virgin Islands (USA)Wake IslandWallis & Futana IsYemenZaireZambiaZimbabwe
Приостановить тристик арку Лорем ипсум Долор сит амет
Мори лакус авг скалярный Сед Ронкус максимус
Идентификатор Nunc ниси коммодо Проин ут гной
Очистить
Применить
Токарный станок по дереву и по металлу: объяснение различий
Токарные станки используются для изготовления осесимметричных деталей с помощью таких операций, как токарная обработка, торцевание, нарезание резьбы, расточка и т. д.
В зависимости от типа материала, который он может обрабатывать, токарные станки обычно делятся на токарные станки по металлу и токарные станки по дереву.
Токарный станок по дереву специально используется для обработки дерева, тогда как токарный станок по металлу идеально подходит для токарной обработки металла.
Но чем они отличаются? Почему нельзя использовать один токарный станок для обработки обоих материалов? И как отличить станок по металлу от станка по дереву?
В этой статье мы ответим на поставленные выше вопросы, исследуя различия между токарными станками по дереву и токарными станками по металлу.
Что в этой статье?
- Отличие станка по дереву от станка по металлу
- Обработка дерева на токарном станке по металлу- Возможно ли?
- Характеристики токарного станка по дереву
- Характеристики токарного станка по металлу
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
Разница между токарным станком по дереву и токарному станку по металлу
Разница между токарными станками по дереву и токарными станками по металлу возможности материала и конфигурация держателя инструмента. Токарные станки по дереву – это высокоскоростные токарные станки, в которых для придания формы заготовке используется ручной инструмент, тогда как токарные станки по металлу – это мощные токарные станки с инструментом, установленным на инструментальной стойке, перемещаемым маховиками.
Хотя оба станка выполняют схожие операции, существуют различные факторы, которые отличают станок по дереву от станка по металлу.
| Parameters | Wood Lathe | Metal Lathe |
|---|---|---|
| Size | Comparatively Smaller | Comparatively Large |
| Torque/Speed | Low Torque/High Speed | High Torque/Low Speed |
| Держатель инструмента | Held by hand over tool rest | Mounted on a tool post |
| Accuracy | Comparatively lower | Comparatively higher |
| Cost | Low cost | High cost |
| Automation | Hand- удерживаемый инструмент не может быть автоматизирован | Может быть автоматизирован |
Ключевые различия между токарным станком по дереву и токарным станком по металлу
Различия в конструкции и конструкции
Детали токарного станка по металлу (Источник: токарный станок Kingston) Типичный токарный станок по металлу состоит из заготовки, установленной на высокоскоростном вращающемся шпинделе, и подвижной инструментальной стойки, в которой находится режущий инструмент.
Стойка инструмента состоит из поперечных салазок, которые обеспечивают боковое перемещение режущего инструмента в направлении X, а каретка вместе с стойкой инструмента перемещается в направлении Z.
Эти перемещения инструмента в плоскости XZ управляются вручную с помощью маховиков.
Кроме того, эти движения можно автоматизировать с помощью серводвигателя, который приводит в движение ходовой винт для обеспечения равномерной подачи режущего инструмента.
Большинство токарных станков по металлу также включают систему подачи смазочно-охлаждающей жидкости с ЧПУ для подачи смазки/охлаждающей жидкости для регулирования трения и нагрева в точке контакта.
В зависимости от их конструкции, применения и методов обработки на рынке доступны различные типы токарных станков по металлу, такие как токарные станки с двигателями, токарные станки с револьверной головкой, швейцарские токарные станки, токарные станки с шпинделем, многошпиндельные токарные станки, оружейные токарные станки и т. д.
С другой стороны, токарный станок по дереву состоит из ручного инструмента, расположенного на подручнике.
Детали токарного станка по деревуИнструмент направляется рукой, чтобы погрузиться в поверхность заготовки и удалить материал, придав желаемую форму.
Это устраняет необходимость в различных удерживающих и направляющих частях инструмента, таких как стойка инструмента, поперечная балка, каретка, маховики, ходовой винт и т. д., тем самым уменьшая размер станка.
Кроме того, оба токарных станка состоят из передней бабки, задней бабки, станины, шпинделя, патрона и шпиндельного двигателя.
Как правило, токарные станки по дереву представляют собой небольшие настольные станки, которые могут поместиться на обычном верстаке в мастерской, в то время как токарные станки по металлу представляют собой громоздкие центральные станки, занимающие большое пространство мастерской.
Таким образом, токарные станки по дереву обеспечивают лучшую портативность, чем токарные станки по металлу, которые в основном представляют собой стационарные рабочие станции, которые нельзя легко перемещать.
Скорость и крутящий момент
Способность токарного станка к обработке определяется скоростью вращения шпинделя и крутящим моментом.
Токарный станок с более высоким крутящим моментом идеально подходит для обработки твердых материалов, поскольку он обеспечивает мощность для резки твердого материала без остановки вращения шпинделя.
С другой стороны, токарный станок с более высокой скоростью идеально подходит для обработки мягких материалов, когда для прорезания материала требуется меньшая мощность.
Следовательно, токарные станки по дереву также известны как скоростные токарные станки.
Высокая скорость облегчает получение чистого реза с высоким качеством поверхности.
Как правило, лучшими токарными станками по дереву являются высокоскоростные (1200–3600 об/мин) токарные станки с меньшим крутящим моментом, тогда как у токарных станков по металлу высокий крутящий момент и сравнительно меньшая скорость вращения шпинделя (500–1500 об/мин).
Режим работы
Деревообработка на токарном станке по дереву (Источник: Powermatic)Принцип работы одинаков как на токарных станках по дереву, так и по металлу, где заготовка устанавливается на переднюю бабку, а задняя бабка обеспечивает опору для более длинных заготовок.
Высокоскоростной вращающийся шпиндель вращает заготовку, а стационарный инструмент вырезает нужную форму.
Однако основное различие между работой обоих токарных станков заключается в перемещении инструмента.
В токарных станках по металлу маховики состоят из отметок измерительной шкалы, которые можно использовать для обеспечения точной подачи и глубины резания режущего инструмента.
Маховик с измерительной шкалойВ то время как на токарных станках по дереву режущим инструментом управляют вручную, и точность операции обработки зависит исключительно от навыков и опыта оператора.
Эти токарные станки отличаются системой осей, вдоль которых можно перемещать режущий инструмент для выполнения требуемой операции обработки.
Ручной инструмент можно перемещать одновременно по осям X и Z простым отклонением руки.
Принимая во внимание, что управление резцедержателем токарного станка по металлу по осям X и Z требует одновременной работы обоих маховиков, что может быть затруднительно выполнить вручную.
Токарные станки по металлу дают возможность автоматизировать подачу режущего инструмента, используя распределительный вал, что невозможно сделать на токарных станках по дереву.
Эти токарные станки по металлу можно дополнительно усовершенствовать, интегрировав их с компьютерной системой и превратив в станки с ЧПУ.
Это позволяет иметь токарные станки с ЧПУ по металлу, такие как Tormach 8L, которые берут дизайн из программного обеспечения ЧПУ и автоматизируют операцию обработки для производства сложных форм.
Точность
Возможность обеспечения точной подачи и глубины резания с помощью маховиков делает токарные станки по металлу более точными, чем токарные станки по дереву.
Токарные станки по металлу используются для производства металлических заготовок с жесткими допусками, которые используются в различных отраслях промышленности, таких как автомобилестроение, производство листового металла и т. д.
Кроме того, возможность автоматизации процесса с помощью станка с ЧПУ еще больше повышает точность токарного станка по металлу.
Ручной инструмент, с другой стороны, обеспечивает сравнительно меньшую точность, но высокую гибкость для обработки разнообразных форм и контуров.
Как правило, деревянные детали имеют сравнительно более высокий допуск на посадку, чем металлические, и поэтому меньшая точность токарных станков по дереву не оказывает существенного влияния на операцию обработки.
Тем не менее, настоятельно рекомендуется иметь высококвалифицированного оператора для достижения наилучших результатов на токарном станке по дереву.
Стоимость
Как правило, токарные станки по металлу крупнее, тяжелее и мощнее, чем станки по дереву, и поэтому стоят сравнительно дороже.
Стандартный токарный станок по металлу (механизированный токарный станок) может стоить от 4000 до 12000 долларов, а многоосевой токарный станок с ЧПУ может стоить дороже.
Токарные станки по дереву меньше по размеру, и типичный настольный токарный станок по дереву обычно стоит около 500-2000 долларов и может быть дороже в зависимости от размера и мощности станка.
Помимо первоначальной стоимости станка существуют различные эксплуатационные расходы, связанные с токарным станком.
Токарные станки могут использоваться для выполнения различных операций обработки различных материалов, и для каждой операции требуется специальный режущий инструмент.
Существуют различные режущие инструменты для токарных станков, которые можно выбрать в зависимости от выполняемой операции и типа обрабатываемого материала.
Для обработки металлов требуются специальные закаленные инструменты, которые сравнительно дороже, чем обычные инструменты, используемые для обработки дерева на токарном станке по дереву.
Кроме того, при механической обработке металлов выделяется тепло, которое может повредить заготовку и режущий инструмент.
Поэтому для регулирования температуры и предотвращения перегрева заготовки требуется система охлаждения.
Это еще больше увеличивает общую стоимость токарных станков по металлу, делая их сравнительно более дорогими, чем токарные станки по дереву.
Применение
Токарный станок по дереву используется для выполнения различных операций по дереву, таких как резьба, шлифование, полировка, формовка и т. д.
Ручной инструмент позволяет легко вырезать гладкие контуры с переменным поперечным сечением, которые трудно обработать на ручном токарном станке по металлу.
Токарные станки по дереву используются для вырезания различных изделий из дерева, таких как ножки мебели, вазы, фонарные столбы, подсвечники, бейсбольные биты, деревянные чаши и другие осесимметричные изделия.
Эти станки можно использовать для обработки всех пород дерева, но их низкий крутящий момент не подходит для обработки твердых материалов, таких как металлы.
Кроме того, обработка металлических заготовок требует высокой силы резания, которая не может быть эффективно обеспечена ручным инструментом.
Токарные станки по металлу используются для обработки металлов с целью изготовления осесимметричных деталей заданной формы.
Эти токарные станки обеспечивают лучший контроль и могут использоваться для выполнения различных операций, таких как токарная обработка, конусная токарная обработка, накатка, нарезание резьбы, снятие фасок, растачивание, сверление и т. д.
Токарные станки по металлу обычно используются для обработки обычных промышленных металлов, таких как алюминий, сталь, медь, латунь и др.
В отличие от токарных станков по дереву, токарные станки по металлу также можно использовать для обработки других материалов, таких как пластик и дерево.
Однако качество деревянных изделий, изготовленных на токарном станке по дереву, намного выше качества деревянной детали, обработанной на токарном станке по металлу.
В результате токарные станки по металлу обычно не используются профессионалами для деревообработки.
Деревообработка на токарном станке по металлу – возможно ли это?
Обработка дерева на токарном станке по металлуТокарные станки по металлу — это универсальные станки, которые обеспечивают гибкие конфигурации скорости и мощности для черновых и чистовых операций.
Черновая операция обеспечивает больший крутящий момент для облегчения максимального съема материала, тогда как чистовая операция обеспечивает более высокую скорость для получения высокого качества поверхности с минимальным съемом материала.
Эта переменная скорость делает их идеальными для работы с различными материалами, включая дерево.
Возникает вопрос, почему бы не купить универсальный токарный станок по металлу вместо станка по дереву?
Ответ на этот вопрос зависит от таких факторов, как качество, стоимость и гибкость деревообработки.
Качество
Токарный станок по дереву специально разработан для обработки дерева и позволяет производить очень гладкие изделия из дерева с высоким качеством поверхности.
Хотя для обработки дерева можно использовать токарный станок по металлу, сравнительно низкая скорость вращения шпинделя приводит к плохому качеству поверхности.
Деревообработка на токарном станке выполняется с выдерживанием небольшой глубины резания на высокой скорости. Использование низкоскоростного токарного станка и углубление в деревянную заготовку может привести к образованию трещин вдоль волокон древесины.
Кроме того, инструменты, используемые для токарной обработки дерева, не могут быть легко установлены на резцедержателе, а использование альтернативного металлического инструмента повлияет на качество и может привести к перегреву заготовки, что приведет к ожогам.
Таким образом, токарный станок по металлу можно использовать для обработки дерева, но за счет качества обработки.
Аналогично, можно ли использовать токарный станок по дереву для обработки металла?
Да, его можно использовать для обработки мягких металлов, но за счет качества и точности.
Стоимость
Помимо качества продукции деревообработки, стоимость станка также играет важную роль при выборе токарного станка по дереву.
Токарные станки по дереву меньше, занимают меньше места и сравнительно дешевле, чем токарные станки по металлу.
Эти токарные станки недороги и могут использоваться для различных операций по дереву.
Таким образом, для профессиональных столяров и любителей, которые в основном занимаются деревообрабатывающими проектами, токарный станок по дереву является логичным вариантом, который подходит для этой цели в рамках бюджета.
Гибкость инструмента
Токарный станок по металлу обеспечивает точность движений инструмента, а токарный станок по дереву обеспечивает гибкость.
Как правило, деревообработка используется для изготовления произведений искусства, мебели и других декоративных предметов, для которых требуется опытный оператор с творческими идеями.
Ручной инструмент обеспечивает большую гибкость при превращении идеи в поделку, свободно перемещая инструмент вдоль плоскости XZ.
Принимая во внимание, что токарный станок по металлу не может обеспечить такой же уровень гибкости в перемещении инструмента, если не используется очень дорогой токарный станок по металлу с ЧПУ.
Характеристики токарного станка по дереву
Токарный станок по деревуТокарный станок по дереву представляет собой настольный токарный станок с простой операцией, в которой двигатель шпинделя вращает заготовку на высоких оборотах, а ручной инструмент удаляет материал.
В токарных станках по дереву резцовая стойка заменена подручником, установленным на станине и состоящим из таких частей, как банджо, банджо-замок и замок подручника.
Части подручникаБанджо состоит из O-образного или прямоугольного зажимного болта внизу, который скользит в направляющую на станине, обеспечивая гибкость для перемещения подручника вдоль оси Z.
После размещения подручника вдоль оси Z можно использовать замок типа «банджо», чтобы затянуть зажимной болт и надежно удерживать подручник на месте.
Замок подручника используется для регулировки высоты и ориентации подручника, а затягивание замка подручника надежно удерживает его в желаемой ориентации.
Помимо форматов мини и миди, токарные станки по дереву также доступны в виде полноразмерных токарных станков, для которых не требуется стол для их поддержки.
Мини, средние и полноразмерные токарные станки по деревуТокарные станки по дереву обычно имеют конфигурацию с низкой мощностью и высокой скоростью вращения шпинделя и используют ременную передачу для привода шпинделя.
Низкая мощность токарных станков по дереву делает их удобными для начинающих, но неосторожное использование ручного инструмента на высоких оборотах может привести к серьезным травмам оператора.
Характеристики токарного станка по металлу
Токарный станок по металлу от Kingston Токарные станки по металлу, как правило, представляют собой полноразмерные токарные станки, состоящие из различных частей, таких как передняя бабка, задняя бабка, станина, стойка инструмента, каретка, ходовой винт, подающий стержень, направляющие колеса, ножки и т. д.
Эти токарные станки также доступны в формате настольного токарного станка, например, Proxxon PD 400, идеально подходящего для обработки металлических заготовок небольшого размера.
В отличие от токарных станков по дереву, режущий инструмент токарного станка по металлу устанавливается на стойке инструмента и перемещается с помощью поворотных колес.
Инструментальная стойка токарного станка по металлу может быть четырех типов: одновинтовая, открытая сторона, четырехболтовая и четырехсторонняя.
Одновинтовая стойка, как следует из названия, состоит из одного винта, который фиксирует режущий инструмент на месте.
Этот тип резцедержателя не рекомендуется для операций, требующих приложения большой силы резания.
Стойка с открытой стороной — одна из наиболее часто используемых стоек для инструментов, состоящая из двух или более болтов, удерживающих режущий инструмент на месте для обеспечения надежного зажима и обеспечения высокой силы резания.
Стойки с четырьмя болтами могут удерживать два режущих инструмента, с двумя болтами для зажима каждого инструмента.
Четырехсторонняя стойка для инструментов доступна со всех четырех сторон и вмещает четыре инструмента, по одному с каждой стороны.
Наличие нескольких инструментов, установленных на резцедержателе, повышает производительность процесса за счет сокращения времени смены инструмента.
Резка металла требует высокого крутящего момента, поэтому лучшие токарные станки по металлу имеют высокую мощность и низкоскоростную конфигурацию.
Обычно в токарных станках по металлу используется ременная передача или система прямого привода для привода шпинделя.
Прямой привод обеспечивает более высокую выходную мощность и быстрое изменение скорости, что делает его идеальным для высокоточных промышленных токарных станков.
Токарные станки по металлу относительно более сложны и представляют более высокий риск травм, чем токарные станки по дереву, поэтому для работы требуется опытный оператор.
Заключительные мысли
Токарные станки по дереву сравнительно меньше и менее мощные и идеально подходят для работы с мягкими материалами.
Токарные станки по металлу, как правило, представляют собой громоздкие машины, потребляющие большую мощность и подходящие для обработки твердых материалов.
В то время как токарные станки по металлу обеспечивают лучшее управление инструментом для точной резьбы, токарные станки по дереву обеспечивают большую гибкость при вырезании сложных форм с плавными контурами.
Высокая мощность и регулируемая скорость токарных станков по металлу позволяют использовать их для обработки металлов, пластмасс и даже дерева.
Хотя токарные станки по дереву обеспечивают регулировку скорости, не рекомендуется использовать их для обработки металлов из-за различных ограничений конструкции и производительности, таких как низкий крутящий момент, ручные инструменты, меньшая жесткость и т. д.
В целом, оба станка превосходны в их индивидуальных приложениях, но универсальность и доступность автоматических вариантов с ЧПУ делают токарные станки по металлу лучшим вариантом для универсального токарного станка.
Часто задаваемые вопросы (FAQ)
Что такое мини-, миди- и полноразмерные токарные станки?
Мини, миди и полноразмерные токарные станки по дереву классифицируются в зависимости от их размера и мощности.
Токарные мини-станки — это самые маленькие станки, которые могут обрабатывать заготовки максимальной длиной и диаметром около 20 дюймов и 10 дюймов соответственно. Токарные станки Midi могут обрабатывать заготовки максимальной длины и диаметра около 20 дюймов и 12 дюймов соответственно. Но обеспечивает более высокую выходную мощность около 1 л.с.
Точно так же полноразмерные токарные станки могут обрабатывать заготовки длиной и диаметром более 14 дюймов и 20 дюймов соответственно. Эти токарные станки могут иметь двигатель шпинделя с номинальной мощностью от 0,5 до 5 л.с.
Имеются ли токарные станки по металлу в форматах токарных станков?
Да, токарные станки по металлу также доступны в формате настольного токарного станка. Эти небольшие токарные станки обычно используются для обработки небольших металлических предметов (изготовление часов) и выполнения других различных операций, таких как шлифование, шлифование и т.