1604 Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1604
Производителем токарного станка 1604 является Одесский опытно-механический завод, основаный в 1946 году.
Разработчик токарного станка 1604 – Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611 – станок токарно-винторезный повышенной точности, Ø 250
- 16Б05А – станок токарно-винторезный особо высокой точности, Ø 250
- 16Б05П – станок токарно-винторезный повышенной точности, Ø 250, Кировакан
- 16М05А – станок токарно-винторезный особо высокой точности, Ø 250
- 1601 – станок токарный настольный Ø 125
- 1604 – станок токарно-винторезный повышенной точности, Ø 200
- 1613Д – станок токарно-винторезный прецизионный, Ø 240 х 270
- OT-4 – станок токарно-винторезный повышенной точности облегченный, Ø 250
- OT-5 – станоктокарно-винторезный повышенной точности облегченный, Ø 250
1604 Станок токарно-винторезный повышенной точности универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальный токарно-винторезный станок 1604 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Токарный станок 1604 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станок 1604 обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах;
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности;
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне;
- Наружное и внутреннее шлифование деталей в центрах и патроне.

Габаритные размеры рабочего пространства токарного станка 1604
Габаритные размеры рабочего пространства токарного станка 1604
Посадочные и присоединительные базы токарного станка 1604
Посадочные и присоединительные базы токарного станка 1604
Общий вид токарно-винторезного станка 1604
Фото токарного станка 1604
Фото токарного станка 1604
Общий вид токарно-винторезного станка 1604. Смотреть в увеличенном масштабе
Расположение узлов и органов управления токарно-винторезным станком 1604
Расположение узлов и органов управления токарно-винторезным станком 1604
Расположение составных частей и органов управления токарно-винторезным станком 1604. Смотреть в увеличенном масштабе
Спецификация основных узлов токарно-винторезного станка 1604
- 14. Вариатор
- 15. Тумба
- 25. Передняя бабка
- 30. Гитара
- 40. Фартук
- 45. Суппорт
- 50. Задняя бабка
- 55. Охлаждение
- 65. Ограждение
- 75. Принадлежности
- 82. Переключатель
- 83. Электрооборудование
- 95. Устройство для смазки
 Суппорт
СуппортРасположение органов управления токарно-винторезным станком 1604
- Рукоятка изменения вращения шпиндели и торможения
- Кнопка «Все стоп»
- Переключатель изменения величины продольной подачи
- Рукоятка перебора
- Маховичок зажима цанги
- Рукоятка трензеля
- Выключатель освещения
- Рукоятка ручного поперечного перемещения суппорта
- Рукоятка включения и выключения маточной гайки
- Рукоятка зажима пиноли
- Рукоятка зажима бабки
- Маховичок перемещения пиноли
- Рукоятка перемещения верхней каретки
- Вводной выключатель
- Выключатель охлаждения
- Рукоятка перегрузочного механизма
- Переключатель изменения направления подачи и ускоренного перемещения суппорта
- Маховичок ручного продольного перемещения суппорта
- Маховичок изменения числа оборотов шпинделя
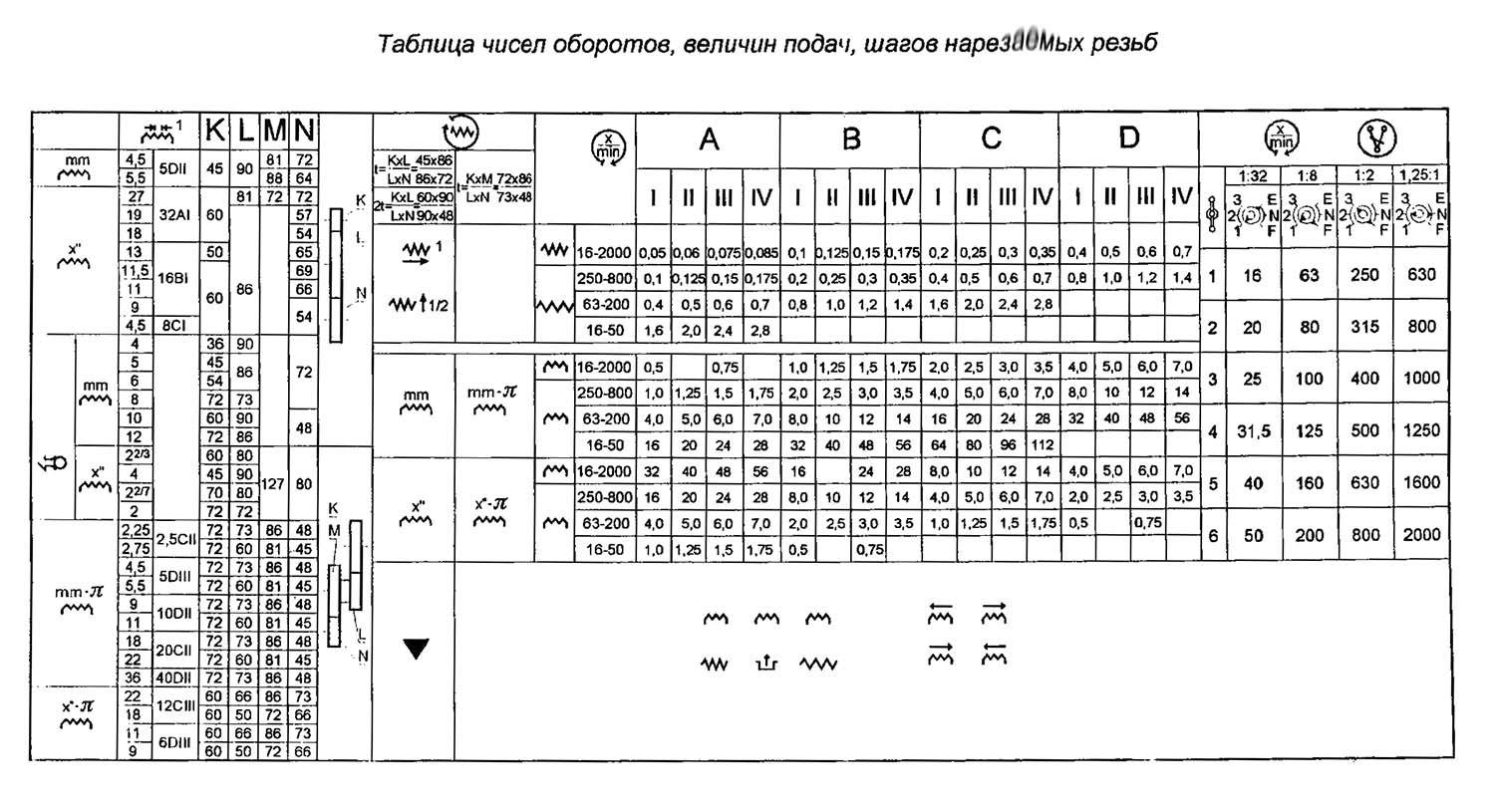
Схема кинематическая токарно-винторезного станка 1604
Кинематическая схема токарно-винторезного станка 1604
Схема кинематическая токарно-винторезного станка 1604. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604. Смотреть в увеличенном масштабе
Привод вращения шпинделя выполнен в виде бесступенчатого клиноременного вариатора с раздвижными шкивами 1 2, 5, 6, перемещающимися по валам 3 и 7 (рис. 8).
Валы смонтированы на подшипниках качения в расточках кронштейна 8, к которому прикреплен электродвигатель 9.
Изменение числа оборотов шпинделя осуществляется только на ходу станка поворотом маховика 10. валика 11, червяка 12, зацепляющегося с червячным колесом — гайкой 13, приводящего к осевому перемещению винта — валика, на котором укреплена вилка 4, перемещающая подвижные диски 2-5
Передняя бабка токарно-винторезного станка 1604
Передняя бабка устанавливается и закрепляется слева сверху станины на плоскости (рис, 9). В передней бабке собраны шпиндель 6} перебор 5, привод для нарезания резьб 1, трензель 11 и механизм управления 8.
Вращение шпинделю передается от шкива 4 непосредственно через зубчатую муфту 3, либо через перебор 5. Передаточное отношение перебора 1 : 8. В передней опоре шпинделя установлены роликовый двухрядный подшипник 7, воспринимающий радиальные нагрузки, и два упорных шарикоподшипника 9, воспринимающих осевые нагрузки. В задней опоре шпинделя установлен радиальный шарикоподшипник. Задняя опора шпинделя 6 и приводного шкива 4 расположены в кронштейне, прилитом к корпусу 12 передней бабки, что позволяет менять ремни без разборки шпинделя. Привод нарезания резьбы получает вращение от шпиндельной шестерни 10 и снижает скорость вращения первого вала гитары 2 и втрое по отношению к шпинделю, а также позволяет осуществить реверсирование гитары при нарезании правых и левых резьб.
С помощью рукоятки 13 на передней крышке бабки привод нарезания резьб при продольной механической подаче полностью отключается.
Гитара токарно-винторезного станка 1604
Гитара (рис. 10) состоит из корпуса 4, прикрепленного к передней бабке, приклона 2 и крышки 1. Приклон поворачивается на фланце выводного валика 5 передней бабки и закрепляется в нужном положении болтом 3. В пазу приклона закрепляется ось 7 сменных шестерен 6.
Приклон поворачивается на фланце выводного валика 5 передней бабки и закрепляется в нужном положении болтом 3. В пазу приклона закрепляется ось 7 сменных шестерен 6.
Фартук токарно-винторезного станка 1604
Фартук (рис. 11) служит для передачи движения суппорту от ходового винта при нарезании резьбы и для продольной подачи от отдельного электродвигателя 4, укрепленного на боковой стенке фартука.
Движение от ходового винта передается при включении маточной гайки 1.
Продольная подача осуществляется посредством электродвигателя постоянного тока с приводом от магнитного усилителя (диапазон регулирования 1 : 14). Вращение двигателя передастся через червячную передачу 2, 3 и три пары шестерен 8, 9, 10, 11, 13, 14 на реечную шестерню 5. В фартуке имеется перегрузочная муфта 12, маслонасос для смазки механизмов фартука, на наружной стенке размещен лимб продольной подачи 6 и маховичок ручного перемещения 7.
Включение подачи и маточной гайки сблокировано.
Задняя бабка станка 1604
Задняя бабка имеет отдельные направляющие на станине и зажимается на ней при помощи эксцентрика 7 (рис. 12).
12).
Пиноль 4 задней бабки имеет постоянное направление в корпусе 3 и перемещается с помощью винтовой пары 1, 2 На пиноли нанесены деления, позволяющие отсчитывать длину перемещения при сверлении. Зажим пиноли осуществляется рукояткой 5, поворотом которой притягивается прижимная планка 8 к плоскости станины.
Поперечное смещение бабки производится винтами 9 и фиксируется в нужном положении.
Суппорт станка 1604
Суппорт станка — обычный, крестовой конструкции, обеспечивающий перемещение резца в продольном и поперечном направлениях (рис. 13).
Люфт в винтовой паре 1 выбирается с помощью разрезной гайки 2. Резец устанавливается в 4-местном резцедержателе 3.
Устройство для смазки
Устройство для смазки (рис. 14) укрепляется на передней стенке тумбы 1 и состоит из чугунного литого корпуса 2, в кагором размещен маслонасос 3 с приводом от эксцентрика 4. Вращение эксцентрик получает от первого вала 5 вариатора через ременную передачу 6.
Ограждение
На суппорте укрепляется стойка 3, по которой перемещается ползун 2, несущий козырек 1.
В нужном положении он закрепляется винтами 4 (рис. 15).
Переключатель
Переключатель устанавливается в нише тумбы на плите 8, на которой укреплен конечный выключатель 1 (рис. 16).
Поворотом рукоятки 9 вправо и влево планка 6 и плунжер 4 замыкают контакты конечных выключателей 2 и 3 для получения правого или левого вращения шпинделя. Пружины 5 возвращают рукоятку в походное положение, обеспечивая нулевую защиту. При повороте рукоятки 9 на себя, плунжер 11 воздействует на конечный выключатель 10, при этом происходит отключение а торможение двигателя. Возврат рукоятки 9 в исходное положение производится пружиной 12.
Плунжер 7, в зависимости от направления включения двигателя, занимает нижнее или верхнее фиксируемое положение. Конечный выключатель 1 определяет направление вращения двигателя.
Схема электрическая принципиальная токарно-винторезного станка 1604
Электрическая схема токарно-винторезного станка 1604
Принципиальная электрическая схема токарно-винторезного станка 1604.
Электрооборудование станка содержит:
- Асинхронные 3-фазные короткозамкнутые электродвигатели привода шпинделя 1M, наcoca охлаждения 2М;
- Регулируемый электропривод подачи, работающий по схеме: магнитный усилитель – двигатель постоянного тока;
- Аппаратуру управления и защиты;
- Местное освещение.
Защита электрооборудования станка:
- Защита двигателей и схемы ПМУ от перегрузки осуществляется тепловыми реле;
- Защита от токов короткого замыкания осуществляется автоматическими выключателями либо предохранителями;
- Нулевая защита осуществляется катушками пускателя Кл, Кпр;
- Станок заземлить на цеховый контур заземления.
Читайте также: Производители токарных станков в России
Видеоролик токарно-винторезного станка 1604
Технические характеристики токарно-винторезного станка 1604
| Наименование параметра | 1604 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр заготовки над станиной, мм | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 110 | |
| Наибольшая длина заготовки (РМЦ), мм | 350 | |
| Наибольшая длина обточки заготовки, мм | 350 | |
| Высота центров над станиной, мм | 108 | |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 21 | |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 20 | |
| Наибольший диаметр обрабатываемого прутка в цанге, мм | 12 | |
| Число ступеней частот прямого вращения шпинделя | 14 | |
| Частота прямого вращения шпинделя без перебора, об/мин | 375.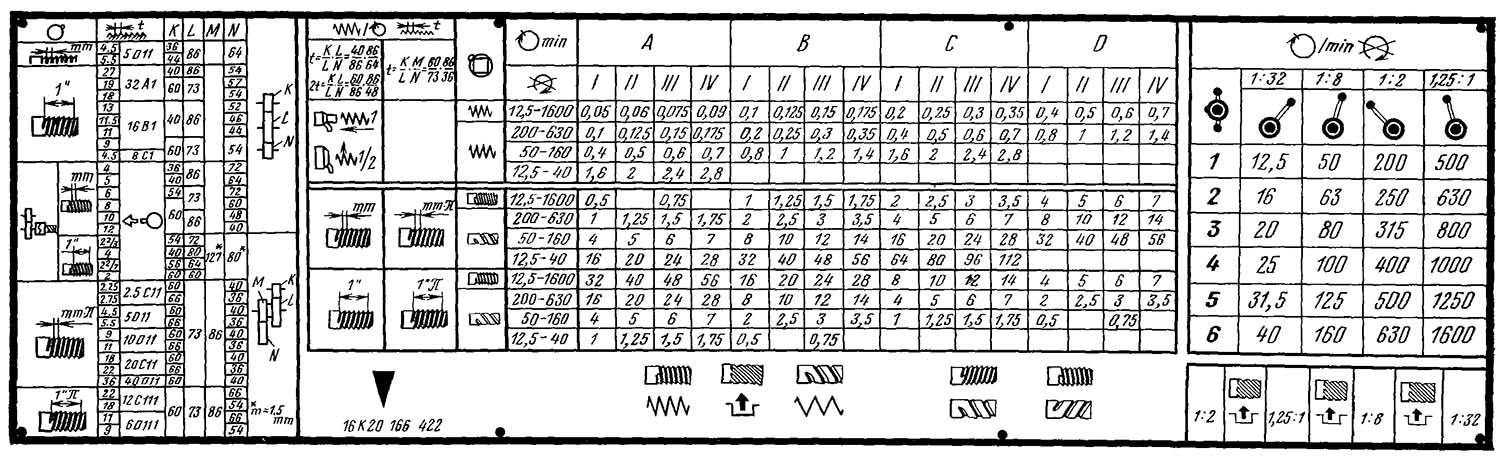 .3000 .3000 | |
| Частота прямого вращения шпинделя с перебором, об/мин | 47..375 | |
| Размер внутреннего конуса в шпинделе, М | Мозе 4 | |
| Торможение шпинделя | есть | |
| Суппорт | ||
| Наибольшее перемещение суппорта продольное/ поперечное, мм | 350/ 115 | |
| Число ступеней продольных подач | ||
| Пределы рабочих подач продольных, мм/об | ||
| Пределы рабочих подач поперечных, мм/об | ||
| Скорость быстрых перемещений суппорта, продольных, мм/мин | 190 | |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | 18 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2.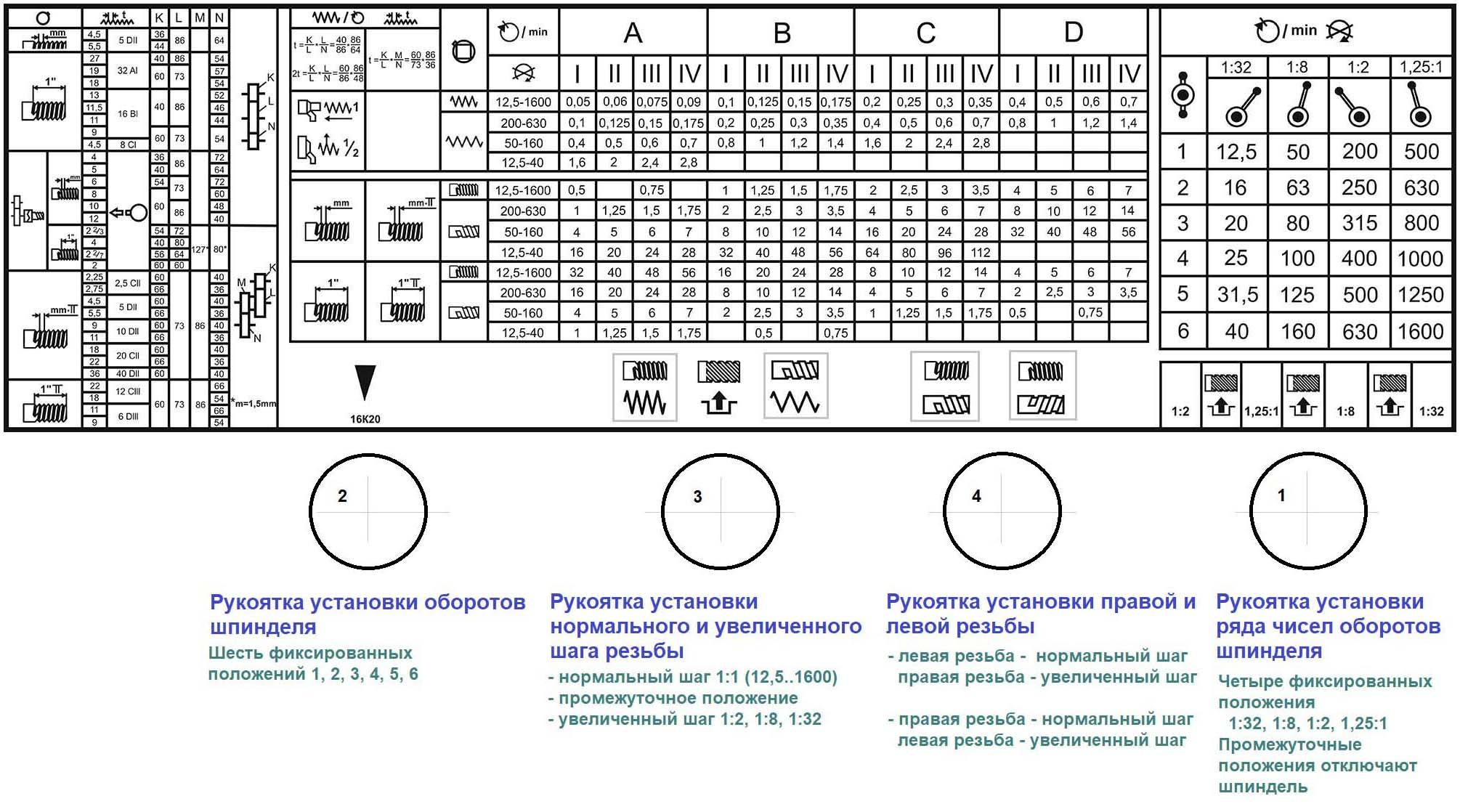 .3,0 .3,0 | |
| Количество нарезаемых резьб дюймовых | 13 | |
| Пределы шагов нарезаемых резьб дюймовых | 40..8 | |
| Количество нарезаемых резьб модульных | 7 | |
| Пределы шагов нарезаемых резьб модульных | 0,3..1,0 | |
| Перемещение на одно деление лимба в продольном/ поперечном направлении, мм | 0,5/ 0,02 | |
| Диаметр и шаг ходового винта, мм | ||
| Диаметр ходового вала, мм | ||
| Выключающие упоры продольные | есть | |
| Выключающие упоры поперечные | нет | |
| Верхние салазки | ||
| Наибольшее перемещение салазок, мм | 78 | |
| Перемещение салазок на одно деление лимба, мм | 0,02 | |
| Перемещение салазок на один оборот лимба, мм | 2,0 | |
| Угол поворота салазок, град | ±45 | |
| Наибольшее сечение державки резца, мм | 12 х 12 | |
| Расстояние от опорной поверхности резца до линии центров, мм | 12 | |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 70 | |
| Конус пиноли задней бабки, мм | Морзе 2 | |
| Диаметр пиноли задней бабки, мм | ||
| Наибольшее поперечное смещение задней бабки, мм | ±8 | |
| Перемещение пиноли на одно деление линейки, мм | 1 | |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель главного привода, кВт | 1,0 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1310 х 690 х 1280 | |
| Масса станка, кг | 440 |
- Универсальный токарно-винторезный станок повышенной точности 1604. Руководство, 1973
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В. К.
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство, 1973
Руководство, 1973 К.
К.Связанные ссылки. Дополнительная информация
1604 универсальный токарно-винторезный станок повышенной точности в Днепре (Б/у промышленное оборудование и станки)
Цена: 15 000 грн.
за 1 шт
Компания ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование (Днепр) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар 1604 универсальный токарно-винторезный станок повышенной точности, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Б/у станок 1963 года в Днепропетровске
Универсальный токарно-винторезный станок повышенной точности модель 1604
предназначен для выполнения разнообразных
токарных и винторезных работ в патроне,
на планшайбе и в центрах;
станок используется в подвижных и ремонтных мастерских.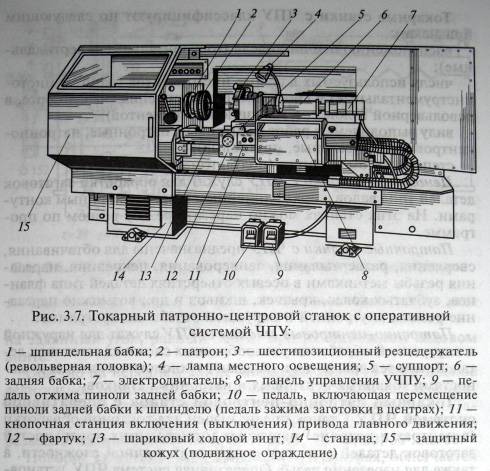
Основные технические характеристики
универсального токарно-винторезного станка 1604
Mаксимальный диаметр устанавливаемой детали над станиной – 200 мм
Максимальный диаметр детали над суппортом – 110 мм
Расстояние между центрами – 350 мм
Частота вращения шпинделя от 44 до 3000 об/мин
Мощность электродвигателя главного движения – 1 кВт
Товары, похожие на 1604 универсальный токарно-винторезный станок повышенной точности
Вы можете приобрести товар 1604 универсальный токарно-винторезный станок повышенной точности в интернет-магазине ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование через наш сайт. Стоимость составляет 15000 грн., а минимальный заказ – 1 шт. На данный момент товар находится в статусе “в наличии”.
Организация ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование является зарегистрированным поставщиком на сайте BizOrg. su.
su.
Служебная информация:
На нашей торговой площадке для удобства, каждой компании присвоен уникальный код. ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование имеет ID 174672. 1604 универсальный токарно-винторезный станок повышенной точности имеет код на сайте – 3727935. Если у вас обнаружились сложности при сотрудничестве с компанией ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование – сообщите идентификаторы компании и товара/услуги в нашу службу по работе с клиентами.
Дата создания модели – 02/09/2013, дата последнего изменения – 22/11/2013. С начала размещения товар был просмотрен 4940 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование цена товара «1604 универсальный токарно-винторезный станок повышенной точности» (15 000 грн. ) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование по указанным телефону или адресу электронной почты.
) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+380 (67) 566-79-86
Купить 1604 универсальный токарно-винторезный станок повышенной точности в Днепре:
пл. Ленина-1, офис 576, Днепропетровск, 49000, Украина
1604 универсальный токарно-винторезный станок повышенной точностиКитай Производитель карбида вольфрама, Держатель инструмента из карбида вольфрама, Поставщик дисковых фрез из карбида вольфрама
Горячие продажи продуктов
Свяжитесь сейчас Свяжитесь сейчасВидео
Плоские стержни из карбида вольфрама Yg6 Yg8, пластины, квадратные стержни, блоки, полосы, круглые стержни
Цена на условиях ФОБ:
3,87-4,12 долл. США
/ шт.
США
/ шт.
Мин. Заказ: 50 штук
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчас Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасСамые продаваемые продукты
Свяжитесь сейчас Свяжитесь сейчасВидео
Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчасТвердосплавные борфрезы с хвостовиком 1/8 дюйма, вращающиеся фрезы, вращающиеся напильники с диаметром хвостовика 3 мм, 6 мм, 8 мм, 10 мм, 12 мм, 16 мм с одинарными или двойными фрезами
Цена на условиях ФОБ: 1,2-1,5 доллара США / шт.
Мин. Заказ: 50 штук
Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчасИндивидуальные продукты
Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчасПрофиль компании
{{ util. each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}
each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Карбид вольфрама
,
Держатель инструмента из карбида вольфрама
,
Резак из карбида вольфрама
,
Вольфрам. .. .. | |
| Год основания: | 14 января 2004 г. | |
| Сертификация системы менеджмента: | ИСО9001:2008 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней | |
| Доступность OEM/ODM: | Да |
Профиль компании
Zhuzhou Lihua Cemented Carbide Co. , Ltd
, Ltd
О Lihua Cemented Carbide
Основанная в 1990 году, более 20 лет специализирующаяся на производстве карбидных изделий и расположенная в городе Хучжоу, который является родиной карбида вольфрама в Китае.
Наши продукты хорошо продаются по всему миру, мы построили долгосрочные отношения с нашими клиентами из Италии, Португалии, Германии, Турции, США, Мексики, Индии, Австралии, Южной Африки и т. Д.
Просмотреть все
Сертификаты
6 шт.Патентное письмо
Патентное письмо
Патентное письмо
Сертификаты ISO
Сертификаты
свидетельство о регистрации товарного знака
Послать сообщение этому продавцу
* От:
* Кому:
г-жа Коко* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
MTJNR 2020 К 16 | Держатель токарного инструмента Pramet MTJN(RL) EXT с углом в плане 93°, для использования с TNMG 1604
Посмотреть эту категорию7 В наличии для доставки в течение 2 рабочих дней
tickДобавлено
Посмотреть корзину
Цена за шт.
| шт. | За шт. 0262 leafСтатус RoHS: не применимо
Листы технических данных
leafСтатус RoHS: Неприменимо
Информация о продуктеPramet MTJNR Токарный держатель Токарный держатель для негативных пластин типа TN. |
