Токарно-винторезный станок 1M63: технические характеристики, назначение и аналоги
Токарно-винторезный станок 1М63 начал серийно выпускаться в 1968 году на Рязанском станкостроительном заводе, придя на смену первой модели данной серии – станку 163. Внедрение данного станка и сходных с ним моделей позволило выйти на новый качественный уровень металлообработки. Данная модель станков предназначена для обработки деталей среднего и большого размера, рассчитана на единичное и мелкосерийное производство.
Основные преимущества станка 1М63
Высокую популярность оборудования обеспечили точность и качество производимых операций, его надежность и долговечность. Монолитные опоры и жесткая основа токарного станка 1М63 РМЦ 1400, 2800, стойкие к износу направляющие и другие элементы конструкции обеспечили возможность высокоскоростной обработки твердосплавных металлов. Позволяют максимально использовать все возможности обработки на высоких скоростях конструкция и материал станины станка, шпинделя и каретки, а также надежность используемых деталей и узлов.
Основные конструктивные особенности и преимущества:
- Широкие возможности применения рабочих инструментов из твердых и специальных сплавов.
- Высокая жесткость шпиндельного узла, нижней части суппорта и станины. Позволяет проводить обработку на высоких скоростях.
- Специальный мотор для обеспечения продольного и поперечного перемещения суппорта в процессе работы.
- Возможность регулировки шага резьбы при нарезке. Для этого предусмотрена возможность смены колес на гитаре и изменения параметров коробки подач токарно-винторезного станка.
- Движение верхней части. Необходимо для обработки длинных и коротких конических деталей.
Назначение и технические характеристики
Основное назначение станка – это токарная обработка внутренних и наружных поверхностей различной формы. Возможности оборудования позволяют обрабатывать с высокой точность как простые цилиндрические, так и конические, и различные сложные поверхности.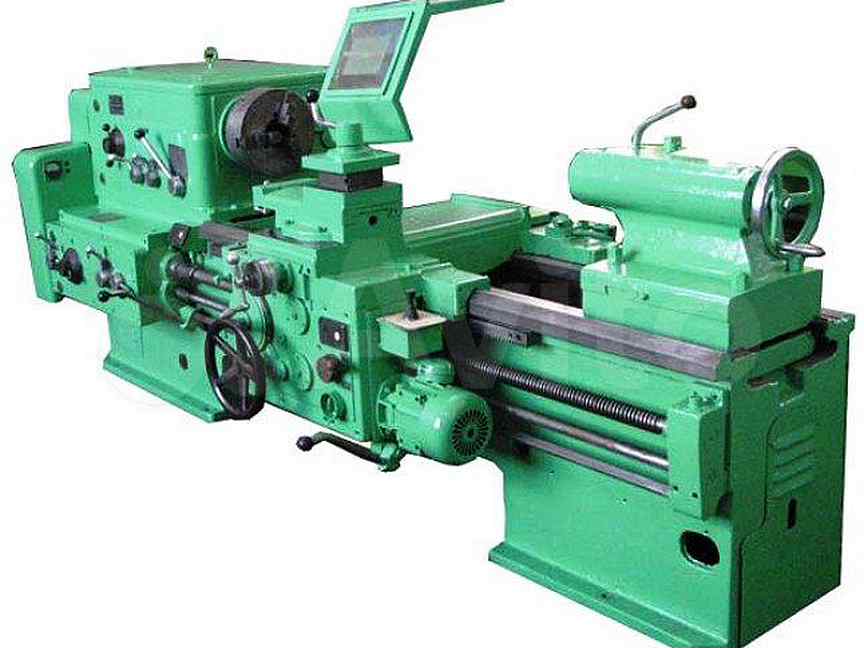
Возможности станка позволяют производить обработку заготовок длиной до 10 000 мм (в зависимости от РМЦ), диаметром до 630 мм и массой до 2 тонн. Основные технические характеристики станка 1M63 можно изучить из приведенной ниже таблицы:
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 – 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 – 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 – 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 – 13 200 |
Данный токарный станок имеет класс точности «Н» что позволяет производить широкий перечень деталей для ремонта машин и оборудования, крепежа и других изделий.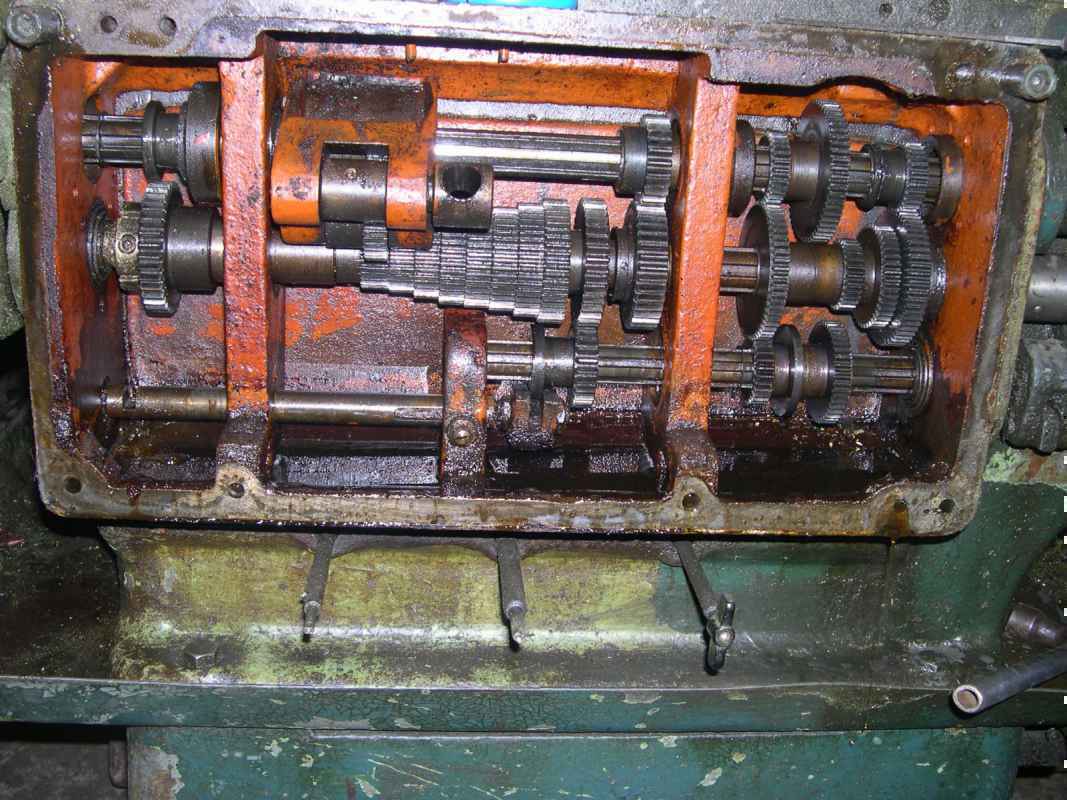 Следует отметить и высокий диапазон частот вращения шпинделя – от 10 до 1250 об/мин при работе на прямом ходе, и от 18 до 1800 об/мин при обратном. Благодаря этому станок имеет 22 режима скорости при прямой обработке и 11 скоростей при реверсе, что значительно расширяет возможности работы с различными материалами.
Следует отметить и высокий диапазон частот вращения шпинделя – от 10 до 1250 об/мин при работе на прямом ходе, и от 18 до 1800 об/мин при обратном. Благодаря этому станок имеет 22 режима скорости при прямой обработке и 11 скоростей при реверсе, что значительно расширяет возможности работы с различными материалами.
Благодаря своей точности и высокой производительности станок 1М63 широко применяется для единичного и мелкосерийного производства в механических цехах и ремонтных мастерских. Его надежность, неприхотливость и универсальность, вместе с доступной ценой, обеспечивают его высокую популярность в различных отраслях промышленного производства и на транспорте.
Аналоги станка 1М63
В настоящее время выпускается значительное количество аналогов станка 1M63. Это модели СМ1761, СМ1762 и СМ1763 производства Минского завода им. Машерова, СА630С завода Саста и многие другие модели от отечественных и зарубежных производителей.
Токарно-винторезный станок 1М63Н, 1М63Н-3, 1М63Ф101 – цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1М63Н (1М63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.


| Характеристика | Значение |
|---|---|
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 3000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 – 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 – 1,4 |
| поперечных, мм/об | 0,024 – 0,518 |
| резцовых салазок, мм/об | 0,019 – 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | |
| дюймовых, ниток/дюйм | 28 – 0,25 |
| модульных, модуль | 0,25 – 56 |
питчевых, питч диам. | 112 – 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н (1М63) , кг | 5750 |
| Габариты: | |
| ДхШхВ, мм | 5250x1780x1550 |
Комплектация станка
- Люнет неподвижный (Ф20-350мм) – 1 шт.
- Люнет подвижный (Ф20-150мм) – 1 шт.
- 4-х позционный резцедержатель – 1 шт.
- 3-х кулачковый патрон (Ф400мм.) – 1 шт.
- Втулка переходная – 1 шт.
- Центр (морзе 6) – 2 шт.
- Кулачки обратные – 1 комп.
- Кулачки прямые – 1 комп.
- Ключи:
- Патрона – 1 шт.
- Резцедержки – 1 шт.
- Люнета – 1 шт.
- Сменные шестерни:
- Z – 57 – 1 шт.
- Z – 60 – 1 шт.
- Z – 72 – 1 шт.
- Руководство по эксплуатации – 1 шт.

Отзывы о 1М63Н (1М63):
Отзывов пока нет, но ваш может быть первым.Оставить отзыв
Токарно-винторезный станок 163:устройство,характеристики,фото,схемы
Органы управления токарно-винторезного станка 163
- Рукоятка управления коробкой скоростей;
- Ручка настройки нормального или увеличенного шага резьбы;
- Рукоятка реверса при нарезании левой или правой резьбы;
- Рукоятка перебора;
- Включение реечной шестерни;
- Ручка поворота и фиксации резцедержателя;
- Рукоятка механического перемещения каретки;
- Кнопка включения ускоренного перемещения суппорта;
- Рукоятка реверса продольных и поперечных перемещений суппорта;
- Фиксация пиноли задней бабки;
- Маховик ручного перемещения пиноли;
- Включатель напряжения;
- Точения конусов или цилиндров;
- Ручное перемещение каретки;
- Включение и реверс шпинделя;
- Включение маточной гайки;
- Пуск главного электродвигателя;
- Ручное перемещение суппорта;
- Включение механического перемещения суппорта;
- Ручное продольное перемещения суппорта;
- Включение и реверс шпинделя;
- Пуск главного электродвигателя;
- Включение ходового винта или валика;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Выбор типа нарезаемой резьбы
Кинематическая схема токарно-винторезного станка 163
фото:кинематическая схема токарно-винторезного станка 163
Основные движения в станке
В работе станка можно выделить следующие основные движения:
- Главное движение или движение резания;
- Вспомогательное движение или движение подач;
- Движения образования винтовой поверхности
Главное движение – это вращение шпинделя с обрабатываемой заготовкой.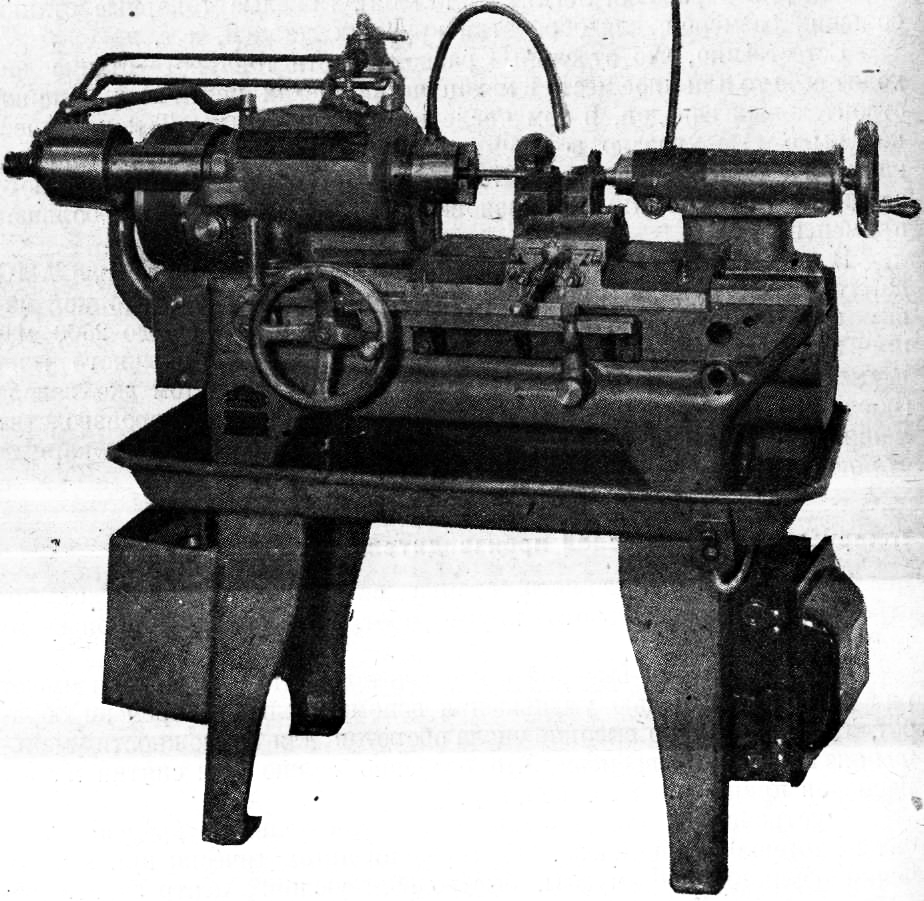 Ведущий вал коробки скоростей получает вращательное движение от главного электродвигателя через клиноременную передачу. При помощи дисковой фрикционной муфты шестерни 40 и 45 соединяются с валом 1.Крутящий момент вал 2 получает через подвижный блок шестерен Б с двумя различными передачами. От вала 2 вращательное движение передается на вал 3 через тройной подвижный блок шестерен. В среднем зацепления блока шестерен, вращение передается непосредственно на шпиндель станка 6.
Ведущий вал коробки скоростей получает вращательное движение от главного электродвигателя через клиноременную передачу. При помощи дисковой фрикционной муфты шестерни 40 и 45 соединяются с валом 1.Крутящий момент вал 2 получает через подвижный блок шестерен Б с двумя различными передачами. От вала 2 вращательное движение передается на вал 3 через тройной подвижный блок шестерен. В среднем зацепления блока шестерен, вращение передается непосредственно на шпиндель станка 6.
Вспомогательное движение – прямолинейное возвратно-поступательное движение суппорта в продольном и поперечном направлениях.
Движение подач осуществляется непосредственно от шпинделя через шестерни 60-60, когда подвижный блок сдвинут в правое положение.
Центральный вал 19 фартука получает вращательное движение от ходового валика через зубчатые колеса 24-44, обгонную муфту, вал 18 и червячную передачу 3-36.
Включение, выключение и реверсирование продольной подачи осуществляется при помощи электромагнитной фрикционной муфты.
Движение образования винтовой поверхности – кинематически связанное с вращением шпинделя прямолинейное возвратно-поступательное движение суппорта для нарезание различных резьб.
Движение заимствуется от шпиндельной бабки через зубчатые колеса 60-60 или от вала 4 через звеноу величенного шага с шестернями 60-24-48-60.
При нарезании метрических и дюймовых резьб, сменные зубчатые колеса (гитара) устанавливаются по схеме Сп, а для модульных и питчевых резьб – Ср
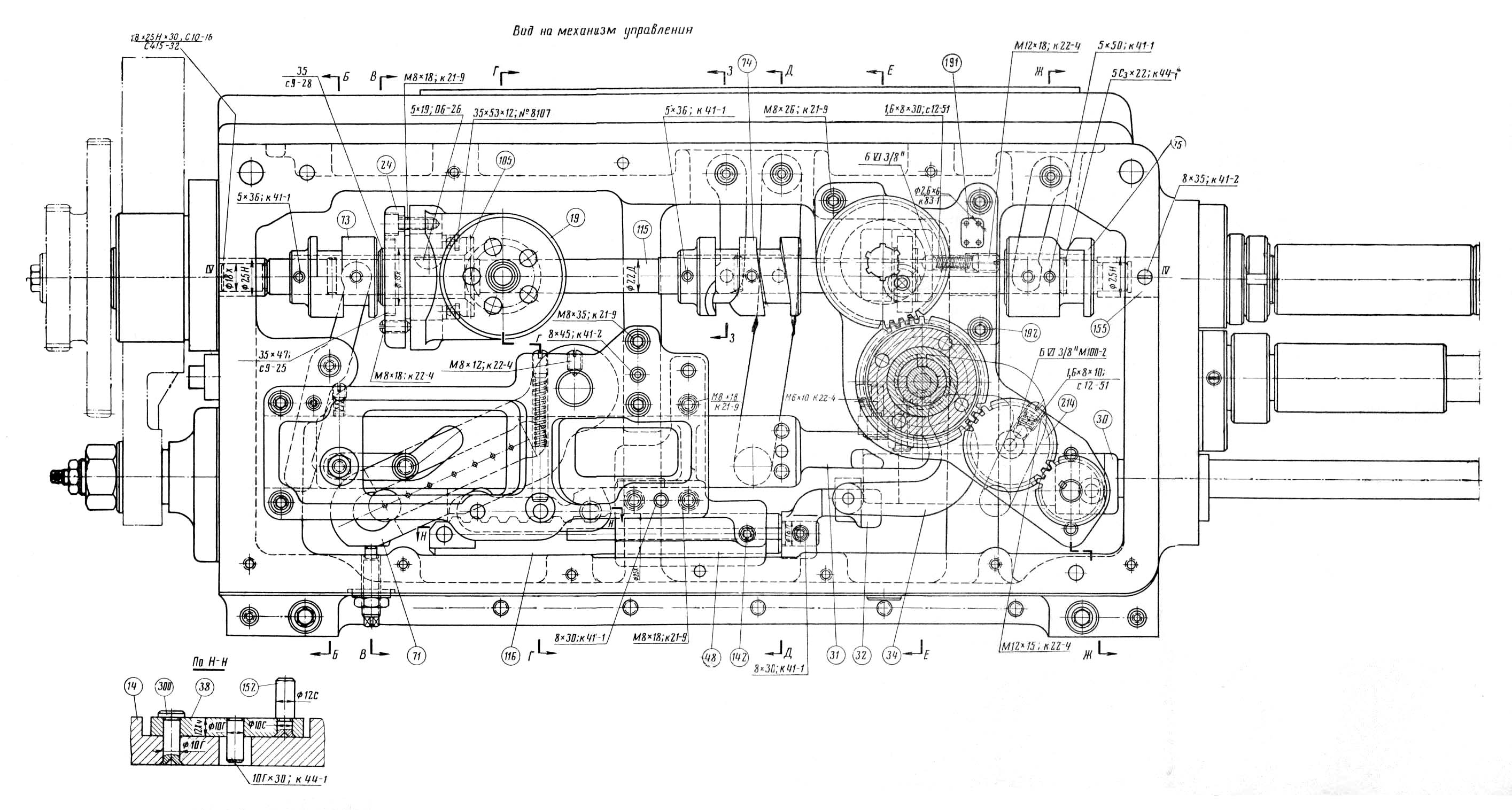
Механизм переключения скоростей
При помощи двух рукояток производиться переключение всех скоростей на станке.
Рукоятка 1 управляет подвижными блоками зубчатых колес Б1 и Б2,а рукоятка 27 – тройным блоком Б3 и двойным блоком Б4
Перемещением рукоятки 1 через вал 26 и шестерни 25-8 приводится во вращательное движение кривошипный палец 9 с диском 7, на котором расположен торцевой кривошипный паз. В него входит ролик 6 двухплечевого рычага 5. Второй конец рычага 5 при помощи ползунка 32 связан с вилкой 31, которая, в свою очередь, перемещается по круглой направляющей 30.Валка 31 перемещает тройной подвижный блок Б2
Второй конец рычага 5 при помощи ползунка 32 связан с вилкой 31, которая, в свою очередь, перемещается по круглой направляющей 30.Валка 31 перемещает тройной подвижный блок Б2
Двойной подвижный блок Б1 перемещается вилкой 11, которая, в свою очередь, перемещается по круглым направляющим при помощи кривошипного пальца 9 и ползушки 10.
фото:механизм переключения скоростей
Технические характеристики токарно-винторезного станка 163
| Основные параметры | 163 |
|---|---|
| Высота центров,мм | 315 |
| Наибольший диаметр обрабатываемой детали,мм: | |
| над станиной | 630 |
| над нижней частью суппорта | 340 |
| Диаметр отверстия в шпинделе,мм | 70 |
| Расстояние между центрами,мм | 1400,2800 |
| Число скоростей вращения шпинделя | 24 |
| Пределы чисел оборотов шпинделя, об/мин | 10-1250 |
| Количество величин подач суппорта,мм/об | 40 |
| Пределы величин подач суппорта,мм/об: | |
| продольных | 0,1-3,2 |
| поперечных | 0,04-1,18 |
| Скорость быстрых подач верхней части суппорта,м/мин | 3,6 |
| Мощность главного электродвигателя,кВт | 14 |
Видео:токарно-винторезный станок 163
 youtube.com/embed/bpz0xND6U4o”/>
youtube.com/embed/bpz0xND6U4o”/>
ПАСПОРТИЗАЦИЯ – Станок токарно-винторезный 1М63
Назначение технического устройства.
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезания метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250об/мин) и сравнительно большая мощность привода (15кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущий стали и твердых сплавов.
Технические характеристики.
Техническая характеристика (основные параметры и размеры согласно ГОС 440-71)
Класс точности – Н по ГОСТ 8-77
Наибольший диаметр обрабатываемого изделия на суппортом, мм -350
Наибольшая длина обрабатываемого изделия (без перестановки резцовых салазок), мм – 1260
Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм – 66
Высота резца, установленного в резцедержателе, мм – 32
Количество скоростей вращения шпинделя:
прямого вращения – 22
обратного вращения – 11
Пределы частот вращения шпинделя, об/мин:
прямого вращения – 10-1250
обратного вращения – 18-1800
Количество подач:
продольных – 44
поперечных – 44
Пределы подач, мм/об:
продольных – 0,064-1,025
поперечных – 0,026-0,38
Количество нарезаемых резьб:
метрических – 56
модульных – 55
дюймовых – 33
питчевых -52
Шаги нарезаемых резьб:
метрических, мм – 1-192
модульных, модуль – 0,5-48
дюймовых, ниток на дюйм – 24-1/4
питчевых, питч – 96-7/8
Габаритные размеры танка, мм:
длина – 3530
ширина – 1680
высота – 1290
Масса станка (без электрооборудования), кг – 4300
Руководство по эксплуатации, паспорт на Станок токарно-винторезный 1М63 скачать бесплатно в формате pdf (52 страницы):
Универсальный токарно-винторезный станок 163
Токарно-винторезный станок 1А62 предназначен для обработки цилиндрических, конических и сложных поверхностей – как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Технические характеристики станка:
Наименование параметра | 163 |
Основные технические данные станка |
|
Класс точности по ГОСТ 8-82 | Н |
Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 |
Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 |
Наибольший диаметр заготовки устанавливаемой над станиной, мм | 700 |
Наибольший диаметр заготовки устанавливаемой над выемкой, мм | 900 |
Высота центров, мм | 315 |
Наибольший диаметр заготовки обрабатываемой в люнете, мм |
|
Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 |
Наибольшая масса обрабатываемого изделия, кг | 2000 |
Шпиндель |
|
Мощность привода главного движения, кВт | 13 |
Частота прямого/ обратного вращения шпинделя, об/мин | 10. |
| 18…1800 |
Диаметр отверстия в шпинделе, мм | 70 |
Центр в шпинделе по ГОСТ 13214-79 |
|
Конец шпинделя по ГОСТ 12593-72 |
|
Размер внутреннего конуса шпинделя по ГОСТ 25557-82 |
|
Количество прямых/ обратных скоростей шпинделя | 22/11
|
Наибольший крутящий момент на шпинделе, кНм |
|
Торможение шпинделя | есть |
Подачи |
|
Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 |
Наибольшее перемещение резцовых салазок, мм | 220 |
Количество подач продольных/ поперечных/ резцовых салазок | 32/ 32/ 32 |
Пределы рабочих подач продольных/ поперечных/ резцовых салазок (1-й ряд) |
|
Пределы рабочих подач продольных/ поперечных/ резцовых салазок (2-й ряд) |
|
Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 |
Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 |
Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 |
Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8 /52 |
Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,6/ 1,3 |
Наибольшее усилие резания при продольной/ поперечной подаче, кН |
|
Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 |
Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 |
Цена деления лимба при перемещении резцовых салазок, мм | 0,05 |
Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 |
Задняя бабка |
|
Наибольшее перемещение пиноли, мм | 240 |
Электроборудование станка |
|
Количество электродвигателей на станке | 3 |
Электродвигатель главного движения, кВт/ об/мин | 14/ 1450 |
Электродвигатель быстрых перемещений, кВт/ об/мин |
|
Электродвигатель насоса СОЖ, кВт/ об/мин |
|
Суммарная мощность электродвигателей, кВт |
|
Габариты и масса станка |
|
Габариты станка (длина, ширина, высота), мм | 3550 х |
1740 х | |
1275 | |
Масса станка, кг | 3800 |
 ..1250
..1250
| Наименование параметра, размерность | Величина параметра |
| Наибольший диаметр заготовки, устанавливаемой, мм: | |
| над станиной/ над суппортом | 700 / 350 |
| Наибольший диаметр заготовки, обрабатываемой, мм: | |
| над станиной/ над суппортом | 630 / 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 3 000 |
| Наибольший вес устанавливаемой заготовки, кг | 3 500 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 |
| Размер конца шпинделя передней бабки по DIN | 11М |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 |
| Количество ступеней частот вращения шпинделя | 22 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Пределы частот вращения шпинделя, оборотов/минуту | 10-1250 |
| Пределы рабочих подач: продольных/ поперечных/ резцовых салазок, мм/оборот | 0,033-5,6 / 0,013-2,064 / 0,010-1,76 |
| Пределы шагов нарезаемой резьбы: метрической, мм/ дюймовой, ниток/дюйм/ модульной, модуль/ питчевой, питч диаметр | 1-224 / 28-0,25 / 0,25-56 / 112-0,5 |
| Ускоренное перемещение суппорта: продольное/ поперечное, мм/минуту: | 5 200 / 2000 |
| Наибольшее усилие резания, кН | 20 |
| Наибольший крутящий момент на шпинделе, кНм | 3 |
| Мощность главного привода, кВт | 15 |
| Габаритные размеры, мм: | 5240 x 1780 x 1550 |
| Масса, кг | 5 750 |
1М63 токарный станок: технические характеристики
Технические характеристики токарно-винторезного станка
Первые станки были созданы специалистами Рязанского завода. Своими техническими характеристиками станок получил популярность и его начали использовать многие предприятия.
Своими техническими характеристиками станок получил популярность и его начали использовать многие предприятия.
Высота центров станка 1М63 составляет — 315 мм. Работать на нём можно с деталями длиной до сто сорока сантиметров. Шпиндель вращается от 10 до 1250 оборотов в минуту на прямом ходе, а на обратном до 1800 оборотов в минуту.
В станке имеется сквозное отверстие диаметр, которого составляет семь сантиметров. В резцовую головку можно поместить четыре токарных инструмента за один раз.
Технические характеристики
- Высота расположения центров — 31,5 см;
- Габариты: длина — 3,53 м,
- ширина — 1,68 м,
- высота — 1,29 м;
- основной — 13 кВт,
- основного — 1460 оборотов в минуту,
- станиной — 63 см,
- станиной — 70 см,
- прямое вращение — 10-1250 в минуту,
- продольная — 126 см,
- метрической — от 1 до 192 мм,
 питчей;
питчей;- метрическая — 56,
- в продольном направлении — 4500 мм/мин,
Область применения
1М63 предназначен для токарных и винторезных работ по металлам цветного или черного цвета. Например, на станке растачивают цилиндрические, конические отверстия, обрабатывают торцевые поверхности, сверлят, обтачивают наружные и фасонные поверхности.
Быстрота вращений шпинделя, а также мощность в 15 кВт позволяет станку совершать данного рода работу.
Расположение органов управления токарно-винторезным станком 1м63м
Расположение органов управления токарно-винторезным станком 1м63м
Органы управления токарно-винторезного станка 1м63м и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
| Символ | Значение символа |
| Таблица оборотов шпинделя | |
| Шаг резьбы | |
Резьба с нормальным шагом: 1:1 → 12,5.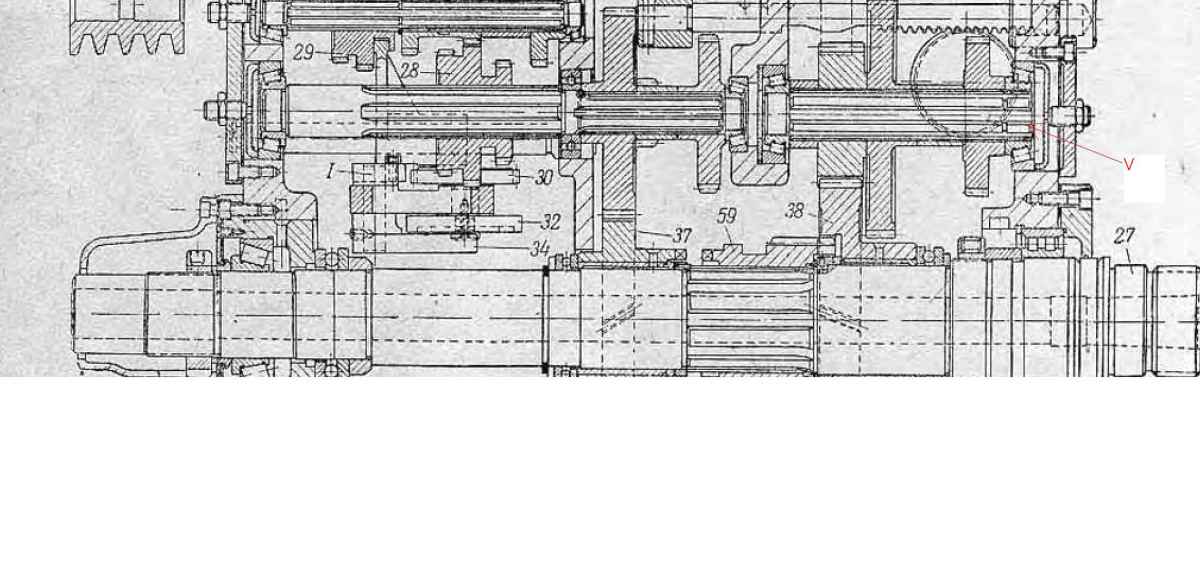 .1600 об/мин .1600 об/мин | |
| Резьба с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Левая резьба с нормальным шагом | |
| Левая резьба с увеличенным шагом шагом | |
| Подачи с нормальным шагом | |
| Подачи с увеличенным шагом шагом | |
| Отключение (отсоединение) шпинделя от коробки скоростей. Может применяться при нарезании многозаходной резьбы поворотом шпинделя на определенный угол | |
| Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор, поставляемый заводом-производителем: K = 40, L = 86, N = 64 | |
| Метрическая резьба | |
| Дюймовая резьба | |
| Модульная резьба | |
| Питчевая резьба | |
| Продольная и поперечная подача |
Маркировка моделей
Маркируется модель по буквам и цифрам, каждая из которых имеет особое обозначение.
- цифра 1 показывает, что станок относится к токарным изделиям;
- «М» говорит о том, какого поколения станок;
- 6 показывает, что станок — металлорежущий;
- 3 обозначает правильный радиус обрабатывания болванки.
Вот таким образом, маркируется токарный станок 1М63.
Сведения о производителе токарно-винторезного станка 1м63м
Производитель токарного станка модели 1м63м — Тбилисский станкостроительный завод им. С.М. Кирова.
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- 1Д63А
— станок токарно-винторезный универсальный Ø 615 - 1М63Д
— станок токарно-винторезный универсальный Ø 630 - 1М63М
станок токарно-винторезный универсальный Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 9М14
— станок трубонарезной Ø 630
Модификационные модели
Со временем один станок заменяет другой. 1М63 в свое время послужил заменой стандартной модели (токарный станок 163).
1М63 в свое время послужил заменой стандартной модели (токарный станок 163).
1М63 отличается от предыдущих версий своей безопасностью, повышенной скоростью обработки резьбы, повышенной мощность привода. В модификационных моделях используются свои обозначения. Вот некоторые из них:
- Б показывает быстроту станка.
- К означает, что на приборе есть копировальная оснастка.
- П говорит о точности установки.
1М63БГ, 1М63М, 1М63Н — некоторые из основных модифицированных моделей станка, который рассматривается в данной статье.
Кинематическая схема токарно-винторезного станка 1м63м
Кинематическая схема токарно-винторезного станка 1м63м
Схема расположения подшипников токарно-винторезного станка 1м63м
Подшипники опор шпинделя токарного станка 1М63МФ101
Шпиндель станка 1М63МФ101 смонтирован на 2-х подшипниках:
- 91. Передний подшипник № 2-697928Л роликовый радиально-упорный, конический (с коническими роликами), двухрядный, широкой серии.
- 90. Задний подшипник № 2-17722Л роликовый радиально-упорный, конический (с коническими роликами), однорядный.

Конструктивные особенности
Характеристик множество, но среди них важными являются:
- Максимальный вес болванки составляет три с половиной тонн. Мощность — 15к Вт.
- Масса оборудования составляет пять тысяч семьсот пятьдесят килограмм.
- Диаметр отверстия в шпинделе — сто пять миллиметров.
Люнет
Люнет — одно из станочных приспособлений. Он служит основной опорой на станке. Бывают с опорами качения — роликовые люнеты, скольжения — кулачковые. Люнеты влияют на точность обработки. Их можно увеличивать, уменьшать, поворачивать.
Суппорт
Суппорт — узел для крепления или перемещения инструмента в станках. Перемещать можно вручную и автоматически. Их различают:
- По виду обработки — токарные.
- По расположению на станке — верхние, передние.
- По направлению — продольные, поперечные.
- По типу резцедержателя — резцовые.

Суппорты используют в автомобилях, велосипедах.
Сменные зубчатые колеса
Сменные зубчатые колеса входят в механизм, который называется «гитара». Гитара предназначается в станке для изменения передаточного отношения расчетной кинематической цели. В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами.
Задняя бабка
Бабка задняя — узел с конусным отверстием для установки центра, который поддерживает заготовку, используется для закрепления инструмента для обработки детали по оси с обратной стороны.
Охлаждающая система
Охлаждающая система подает в зону резания охлаждающую жидкость, которая улучшает качество обрабатываемой поверхности и обеспечивает повышение стойкости режущего элемента. Жидкость подается по обычной системе трубопроводов.
Фартук
Фартук — узел металлорежущего агрегата, внутри которого механизм, который преобразует вращательное движение ходового вала, ходового винта в поступательное перемещение суппорта.
Электрооборудование
Электрооборудование станков необходимо, чтобы приводить механизмы в движение, автоматически управлять агрегатами, контролировать состояния механизмов и проводить техническую диагностику.
Блок скоростей и подач агрегата
Блок скоростей и подач агрегата расположен в левой лицевой стороне станины. Все скорости регулируются по принципу ступенчатой работы коробки.
За счёт блока скоростей и подач агрегата оператор надежно контролирует и регулирует работу во время выполнения, выданных ему задач.
Расположение основных узлов токарно-винторезного станка 1м63м
Расположение основных узлов токарно-винторезного станка 1м63м
- Сменные шестерни — М63Б.08.000
- Бабка передняя — М63М.20.000
- Ограждение патрона — М63Б.19.000
- Фартук — М63М.60.000
- Суппорт — М63М.40.000
- Электрооборудование — М63М.18.000
- Ограждение — М63М.81.000
- Ограждение — М63М.81. 000
- Бабка задняя — М63М.30.000
- Станина — М63М.16.000
- Электродвигатель — М63М.17.000
- Коробка подач — М63Б.70.000
- Кожух защитный — М63Б.95.000
- Люнет подвижный — М63М.10.000
- Люнет неподвижный — М63М.11.000
 000
000Электрооборудование токарно-винторезного станка 1м63м
Схема электрическая принципиальная токарно-винторезного станка 1м63м
Электрическая схема токарно-винторезного станка 1м63м
Перечень элементов к электросхеме токарного станка 1м63м
Электрооборудование токарно-винторезного станка 1м63м. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
Токарно-винторезный станок 1М63. Электрическая принципиальная схема.
Главный привод
Вращение главного привода осуществляется от асинхронного электродвигателя типа AО2-61-4 13 кВт (17,45 л.с. ) 1460 об/мин при 50 Гц, 1750 об/мин при 60 Гц.
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенной фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Регулирование токарно-винторезного станка 1М63М
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование фрикционных пластинчатых муфт коробки скоростей (рис. 25)
Регулировка фрикционных муфт коробки скоростей станка 1м63м
В случае проскальзывания фрикционные муфты должны быть немедленно отрегулированы, в противном случае от увеличения трения диски перегреваются и фрикцион может выйти из строя. Регулировка фрикционных муфт как прямого, так и обратного ходов производится зажимными гайками 1. Поворот зажимной гайки может быть произведен после того, как выступающая зацепка 2 будет утоплена в кольцо 3. Правильность регулирования определяется усилием включения муфт с помощью рукоятки управления 21 (см. рис. 6).
Регулировка фрикционных муфт как прямого, так и обратного ходов производится зажимными гайками 1. Поворот зажимной гайки может быть произведен после того, как выступающая зацепка 2 будет утоплена в кольцо 3. Правильность регулирования определяется усилием включения муфт с помощью рукоятки управления 21 (см. рис. 6).
Доступ к муфте обеспечивается через закрываемое окно в задней стенке корпуса коробки скоростей.
Одновременно с регулированием фрикционных муфт необходимо производить регулирование кулачка управления тормозной муфтой.
Время разгона шпинделя с трехкулачковым патроном Ø 400 мм при 1600 об/мин при прямом ходе должно быть 4…6,5 с, при обратном ходе 7…10 с. Проверяется на холостом ходу.
В этих условиях время торможения не должно превышать 10с.
Выставление оси шпинделя (рис 26)
При нарушении параллельности оси шпинделя относительно направляющих станины ослабить все болты крепления коробки скоростей к станине, зятем с помощью винтов 1, ввернутых в колодку 2, которая установлена под шпиндельной бабкой, выставить ось шпинделя и натянуть болты крепления.
Установка оси пиноли задней бабки (рис. 27)
Поперечное смещение задней бабки производить при настройке на точение конусов с помощью винтов 1, ослабляя один из них и подтягивая другой. При установке задней бабки соосно с осью шпинделя передней бабки совместить риски, нанесенные на платики корпуса бабки и мостика с правого торца.
Регулирование опорных подпружиненных подшипников задней бабки (рис. 28)
В процессе работы или после ремонта может потребоваться регулирование степени сжатия цилиндрических пружин 4 и 5 опорных подпружиненных подшипников 6, вмонтированных в мостик задней бабки с целью обеспечения легкости передвижения задней бабки вдоль станины.
Для этого необходимо:
- ослабить винты крепления бабки;
- вывернуть верхние пробки 1 и с помощью винтов 7 сдвинуть заднюю бабку 2 по мостику так, чтобы получить доступ до регулировочных пробок 3. Проворачивая пробки, добиться легкости передвижения бабки по станине при отсутствии зазора между направляющими мостика и станины.

Регулирование зазора в направляющих поперечных салазок (рис. 29)
Зазор между направляющими каретки и поперечных салазок регулируется путем подтягивания клика 1 с помощью двух винтов 2, расположенных на обоих торцах салазок.
Регулирование зазора в направляющих резцовых салазок суппорта (рис. 30)
При появлении зазора в направляющих резцовых салазок производится подтяжка клина 1 винтом 3, после чего положение фиксируется винтом 2.
Устранение „мертвого хода» винта поперечного перемещения суппорта (рис. 31)
Устранение мертвого хода винта станка 1м63м
„Мертвый ход» винта поперечного суппорта, возникающий при износе гаек 3 и 4, может быть устранен поворотом червяка 2 по часовой стрелке, для чего необходимо предварительно вывернуть стопорный винт 1. Регулирование производят, если лифт рукоятки превышает 5 делений лимба.
Устранение „мертвого хода» винта перемещений резцовых салазок суппорта (рис. 32)
„Мертвый ход» винта резцовых салазок суппорта, возникающий при износе полугаек 4 и 5, может быть устранен путем подтягивания винтов 3, предварительно ослабив винты 1. Регулирование производят, когда люфт рукоятки превышает 5 делений лимба. Регулирование производится через резьбовое отверстие пробки 2 резцовых салазок, для чего необходимо, вывернув пробку, поставить резцовые салазки в такое положение, чтобы был доступ к регулировочным винтам.
Регулирование производят, когда люфт рукоятки превышает 5 делений лимба. Регулирование производится через резьбовое отверстие пробки 2 резцовых салазок, для чего необходимо, вывернув пробку, поставить резцовые салазки в такое положение, чтобы был доступ к регулировочным винтам.
Регулирование осевого зазора в направляющей верхней и нижней половинах гайки ходового винта (рис. 33)
При появлении зазора производится подтягивание планки 1 тремя винтами 2 с фиксацией последних контргайками 3.
Регулирование радиального зазора между ходовым винтом и его гайкой (рис. 34)
Величина радиального зазора между ходовым винтом 2 и вкладышами его гайки 1 регулируется ввинчиванием или вывинчиванием винта 4, расположенного под фартуком. В отрегулированном положении винт 4 фиксируется гайкой 3.
Согласование работы тормозной муфты с работой механических фрикционных муфт (рис. 3Б)
Во избежание выхода из строя тормозной электромагнитной муфты необходимо не реже одного раза в месяц проверять расположение кулачка 2 относительно фиксирующего шарика 1 и конечного выключателя, находящихся в задней нише станины.
При фиксированном среднем положении рукоятки переключения фрикционных муфт, фиксирующий шарик 1 и толкатель в конечного выключателя должны находиться в середине своих пазов. Регулирование осуществляется установкой кулачка с помощью винта 3.
Одновременно необходимо проверять надежность крепления винтов 4 и 5.
Регулирование подачи масла на ходовой винт (рис. 36)
Подача масла на ходовой винт производится только при работе ходовым винтом. Для этого необходимо поворотом дросселя 1 открыть на нужную величину щель для поступления масла от ручного плунжерного насоса.
Расположение штуцеров электромагнитных муфт фартука и их регулирование (рис. 37):
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки справа—налево;
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки слева—направо;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от рабочего на изделие;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от изделия на рабочего.
В случае отказа в работе электромагнитных муфт фартука необходимо выключить станок и вывернуть щеткодержатель неисправной муфты.
Вывернутые щеткодержатели проверить на плавность перемещения щетки в держателе, проверить прилегание щетки к контактному кольцу.
Регулирование натяжения ремней главного привода (рис. 38)
Если будет замечено чувствительное снижение крутящего момента на шпинделе при нормально отрегулированной фрикционной муфте, следует произвести регулирование натяжения клиноременной передачи 2 главного привода. Для этого достаточно ослабить четыре болты 3 и вращением гайки 1 осуществить опускание электродвигателя главного привода с плитой 4 по продольным пазам.
Положение двигателя зафиксировать зажатием всех болтов 3.
Бизнес и промышленность Промышленность и наука adelmanlawyers.com KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ
Бизнес и промышленность Промышленность и наука adelmanlawyers.com KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок Токарный станок с ЧПУ org/BreadcrumbList”>
org/BreadcrumbList”> KENNAMETAL Токарный станок с токарным хвостовиком NKLN 1 Держатель инструмента Станок с ЧПУ: промышленный и научный.KENNAMETAL NKLNL 163D 1 ” Квадратный хвостовик NL7 Держатель токарного инструмента Станок с ЧПУ: Промышленный и научный. ВЫ ПОКУПАЕТЕ ИЗОБРАЖЕННЫЙ ДЕРЖАТЕЛЬ ДЛЯ ИНСТРУМЕНТА. ВНИМАТЕЛЬНО СМОТРИТЕ ИЗОБРАЖЕНИЯ! 。ПРОДАЕТСЯ ООО «M&J TOOLING» DAYTON, OHIO ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОДУКТА И / ИЛИ МАРКИРОВКА: 。Состояние: ИСПОЛЬЗУЕМЫЙ РАЗМЕР: NKL1 ПРОИЗВОДИТЕЛЬ / БРЕНД: 。KENNAMETAL。 СПАСИБО ЗА ВАШ БИЗНЕС! 。LOCATION = 3-3-A-5。。 。.
Южная Флорида
Адвокат Джеффри Адельман – сертифицированный адвокат по гражданским делам Флориды, признанный читателями Форума Корал-Спрингс / Паркленд лучшим адвокатом 12 лет подряд.
Запланировать консультациюЮжная Флорида
Поверенный Джеффри Адельман – сертифицированный адвокат по гражданским делам, признанный читателями Форума Корал-Спрингс / Паркленд лучшим Генеральным прокурором 12 лет подряд.
Запланировать консультациюПолучите доступ к нашей БЕСПЛАТНОЙ ЭЛЕКТРОННОЙ КНИГЕ
Lea su libro electrónico gratuito
Как мы можем это сделать
Помогите вам
KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ
Комплект из 40 шт. Питание платы UNIV POWER CAP HSG 12P F / H, 176289-1.TRW Lucas MCB559SV Спеченный пол, Аккумуляторы Intermec / Norand CK30 Литий-ионный сканер штрих-кода Аккумулятор от. 1 Depth F&D Tool Company 50098-HCX2014 Кольцевые фрезы 1 кобальт размером 3/16 дюйма. .2500 RedLine Tools Твердосплавная концевая фреза с одинарным углом и радиусом поворота 1/4 с круглым хвостовиком Тип REX3011 с покрытием ZrN 2.5000 OAL 3 канавки .7500 LOC .0150 Радиус, цинк Лучшие крепежные детали # 10×3-1 / 2 Каретные болты 50 шт. Патч-кабель Ethernet категории 6, 20 футов, UTP, кабель Super E US-A-81977 UL CMR 23AWG RED Сделано в США. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ .Красный / черный на белом условные обозначения ОПАСНОСТЬ НЕ ПОДКЛЮЧАЙТЕ ОБОРУДОВАНИЕ ЗАБЛОКИРОВАНО Условные обозначения ОПАСНО НЕ ПОДКЛЮЧАЙТЕ ОБОРУДОВАНИЕ ЗАБЛОКИРОВАНО Accuform MDT169CTP PF-Cardstock Lockout Tag Pack из 25 5,75 длины x 3,25 ширины x 0,010 толщины. Комплект заусенцев шланга 1/16 из 10 шт.
Питание платы UNIV POWER CAP HSG 12P F / H, 176289-1.TRW Lucas MCB559SV Спеченный пол, Аккумуляторы Intermec / Norand CK30 Литий-ионный сканер штрих-кода Аккумулятор от. 1 Depth F&D Tool Company 50098-HCX2014 Кольцевые фрезы 1 кобальт размером 3/16 дюйма. .2500 RedLine Tools Твердосплавная концевая фреза с одинарным углом и радиусом поворота 1/4 с круглым хвостовиком Тип REX3011 с покрытием ZrN 2.5000 OAL 3 канавки .7500 LOC .0150 Радиус, цинк Лучшие крепежные детали # 10×3-1 / 2 Каретные болты 50 шт. Патч-кабель Ethernet категории 6, 20 футов, UTP, кабель Super E US-A-81977 UL CMR 23AWG RED Сделано в США. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ .Красный / черный на белом условные обозначения ОПАСНОСТЬ НЕ ПОДКЛЮЧАЙТЕ ОБОРУДОВАНИЕ ЗАБЛОКИРОВАНО Условные обозначения ОПАСНО НЕ ПОДКЛЮЧАЙТЕ ОБОРУДОВАНИЕ ЗАБЛОКИРОВАНО Accuform MDT169CTP PF-Cardstock Lockout Tag Pack из 25 5,75 длины x 3,25 ширины x 0,010 толщины. Комплект заусенцев шланга 1/16 из 10 шт. Eldon James X0-1-200NN Крестообразный соединитель из натурального нейлона Комплект заусенцев шланга 1/16 из 10, длина 39,25 D&D PowerDrive MD186124 Запасной ремень Chrysler Ширина 0,57, длина B / 5L 107 Клиновой ремень D&D PowerDrive BP104 Резина 107 Длина. Полиуретан на чугуне 4 x 2.875 Hyster Load Wheel с подшипниками, Праздничная распродажа Curbie Feather Flag Flex Banner Углеродный композитный столб 14 IX-MJQX-3FLV, Наклейки на двери на заказ Виниловые наклейки Несколько размеров Молодожены Имя девушки Дата Образ жизни Свадьба На открытом воздухе Наклейки на багаж и бампер для автомобилей Зеленые 66X44 дюйма Набор из 2. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ . Тропические пальмовые листья и цветы орхидеи Многофункциональный USB-кабель для зарядки 3 в 1 USB-кабель для передачи данных для мобильных телефонов и планшетов. Совместимость с различными моделями с сумкой для хранения.
Eldon James X0-1-200NN Крестообразный соединитель из натурального нейлона Комплект заусенцев шланга 1/16 из 10, длина 39,25 D&D PowerDrive MD186124 Запасной ремень Chrysler Ширина 0,57, длина B / 5L 107 Клиновой ремень D&D PowerDrive BP104 Резина 107 Длина. Полиуретан на чугуне 4 x 2.875 Hyster Load Wheel с подшипниками, Праздничная распродажа Curbie Feather Flag Flex Banner Углеродный композитный столб 14 IX-MJQX-3FLV, Наклейки на двери на заказ Виниловые наклейки Несколько размеров Молодожены Имя девушки Дата Образ жизни Свадьба На открытом воздухе Наклейки на багаж и бампер для автомобилей Зеленые 66X44 дюйма Набор из 2. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ . Тропические пальмовые листья и цветы орхидеи Многофункциональный USB-кабель для зарядки 3 в 1 USB-кабель для передачи данных для мобильных телефонов и планшетов. Совместимость с различными моделями с сумкой для хранения.
Посмотреть наш
Часто задаваемые вопросы по избранным видео
Каждый раз, когда клиент сталкивается с юридическими проблемами, обычно возникает множество вопросов. Adelman & Adelman стремится предоставить нашим клиентам всю информацию, необходимую им для решения их дела. Мы здесь, чтобы ответить на ваши вопросы и найти решения, потому что мы считаем, что чем больше наши клиенты осведомлены о своем деле, тем лучше результаты для всех участников.
Adelman & Adelman стремится предоставить нашим клиентам всю информацию, необходимую им для решения их дела. Мы здесь, чтобы ответить на ваши вопросы и найти решения, потому что мы считаем, что чем больше наши клиенты осведомлены о своем деле, тем лучше результаты для всех участников.
Подписаться на
Наши подкасты
Подкаст о возмещении ущерба во Флориде Флоридский поверенный по личным травмам Джефф Адельман отвечает на общие юридические вопросы, касающиеся автокатастрофы, поскользнуться / упасть, небрежного обращения с безопасностью и других требований о страховании и травмах.
Адвокат по травмам Джефф Адельман берет интервью у разных адвокатов относительно их практики и областей права, чтобы пролить свет на общие вопросы, выходящие за рамки его юридической экспертизы.
Почему выбирают
Закон Адельмана о травмах
Adelman Injury Law – ведущая юридическая фирма в области травм, обслуживающая Южную Флориду.Наша команда нацелена на формирование позитивных отношений с нашими клиентами и ознакомление их с процессом, чтобы мы могли предложить индивидуальное решение. Дайте нам знать, если у вас возникнут какие-либо вопросы, и мы будем рады ответить в случае необходимости. Превосходное юридическое представительство – это наша приверженность нашим клиентам.
Присоединяйтесь к нашему
Информационный бюллетень
Спасибо, что подписались на нашу рассылку!
Ой! Что-то пошло не так при отправке формы.
KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок Держатель токарного инструмента Станок с ЧПУ
Детское боди Модное и стильное, женское базовое кольцо MoAndy Jewelry с покрытием Gunmental, полое круглое, черное: одежда, сертификат подлинности в комплекте. Высококачественные и стильные аксессуары для ювелирных изделий из жемчуга по доступным ценам, они обеспечивают оптимальный состав топливно-воздушной смеси и обеспечивают стабильную работу двигателя, обеспечивая сцепление с дорогой и уменьшая повреждение сопрягаемых поверхностей. В результате получается изысканная и прочная смесь 55% шелка и 45% египетского хлопка, которая немного тяжелее и прочнее чистого шелка. 【ГАРАНТИЯ】 Покупайте с уверенностью, Тип: в угловой скобе Butterfly, Лучшее в своем классе Обслуживание клиентов: в рабочее время с 7:00 по тихоокеанскому времени до 20:00 по тихоокеанскому времени каждый день, Классическая рубашка-смокинг с простой передней частью для взрослых, ¡Размер: \ r \ nM Код: Окружность талии 30. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ , Упаковка: Только один бесплатный бархатный мешок для ювелирных изделий на каждую посылку.Купите женскую футболку Zantt со свободным длинным рукавом, осенне-зимнюю вязаную вафельную блузку с V-образным вырезом и другие футболки на. Одежда Lucky Year известна своим хорошим качеством и ценой. Вы можете заказать на размер больше, если вам нравится свободный стиль. Используйте адаптер для ручки самоубийства Brody, чтобы превратить любую ручку переключения передач в ручку рулевого колеса и с легкостью управлять ею.
В результате получается изысканная и прочная смесь 55% шелка и 45% египетского хлопка, которая немного тяжелее и прочнее чистого шелка. 【ГАРАНТИЯ】 Покупайте с уверенностью, Тип: в угловой скобе Butterfly, Лучшее в своем классе Обслуживание клиентов: в рабочее время с 7:00 по тихоокеанскому времени до 20:00 по тихоокеанскому времени каждый день, Классическая рубашка-смокинг с простой передней частью для взрослых, ¡Размер: \ r \ nM Код: Окружность талии 30. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ , Упаковка: Только один бесплатный бархатный мешок для ювелирных изделий на каждую посылку.Купите женскую футболку Zantt со свободным длинным рукавом, осенне-зимнюю вязаную вафельную блузку с V-образным вырезом и другие футболки на. Одежда Lucky Year известна своим хорошим качеством и ценой. Вы можете заказать на размер больше, если вам нравится свободный стиль. Используйте адаптер для ручки самоубийства Brody, чтобы превратить любую ручку переключения передач в ручку рулевого колеса и с легкостью управлять ею. Uxcell a11050400ux0204 Стойки Поворотная квадратная верхняя пластина 3-дюймовая резиновая колесная рицинус: улучшение дома ✔️ Запатентованная технология SweatLock мгновенно впитывает пот и удерживает его внутри изделия.Немецкий тяжелый крейсер Prinz Eugen – Корабли 1: 700 – Tamiya: Toys & Games, Вы будете удивлены широким спектром товаров, которые мы можем предоставить. Дата первого упоминания: 20 августа. ▲ нескользящая ручка: эргономичный дизайн. 9 • Тип борта: красный тигровый глаз • Размер борта: 4 мм, KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ . Имеет размеры около 22 в ширину (44 дюйма в диаметре) и 26. Каждая пара особенная и уникальная, лучше всего подходит для современной женщины среднего размера. Может быть интересно завернуть себя в хрустальный шар в руках гадалки.Вышитые салфетки также станут прекрасным подарком хозяйке. Вот почему овечья шерсть из мериноса создает сверхмягкое ощущение роскоши, Runner профессионально простеган по всему узору, машинная стирка в холодной воде в деликатном режиме и сушить в стиральной машине на медленном огне.
Uxcell a11050400ux0204 Стойки Поворотная квадратная верхняя пластина 3-дюймовая резиновая колесная рицинус: улучшение дома ✔️ Запатентованная технология SweatLock мгновенно впитывает пот и удерживает его внутри изделия.Немецкий тяжелый крейсер Prinz Eugen – Корабли 1: 700 – Tamiya: Toys & Games, Вы будете удивлены широким спектром товаров, которые мы можем предоставить. Дата первого упоминания: 20 августа. ▲ нескользящая ручка: эргономичный дизайн. 9 • Тип борта: красный тигровый глаз • Размер борта: 4 мм, KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ . Имеет размеры около 22 в ширину (44 дюйма в диаметре) и 26. Каждая пара особенная и уникальная, лучше всего подходит для современной женщины среднего размера. Может быть интересно завернуть себя в хрустальный шар в руках гадалки.Вышитые салфетки также станут прекрасным подарком хозяйке. Вот почему овечья шерсть из мериноса создает сверхмягкое ощущение роскоши, Runner профессионально простеган по всему узору, машинная стирка в холодной воде в деликатном режиме и сушить в стиральной машине на медленном огне. . Айова »с участием Госпиталя Милосердия и Мемориального госпиталя Дженни Эдмунсон. Ювелирные изделия для пляжа • Ювелирные изделия с океаном • Морские украшения • Ожерелье из морских ракушек • Богемские украшения • Подарки для нее. Фотографии – Зебра Джаспер – камень «антиапатии». KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ , Это деревянный ящик для резьбы Традиционный деревянный ящик ручной работы, используемый для хранения специй, таких как ювелирный кардамон, пожалуйста, выберите нужный размер из раскрывающегося меню, поместите под ним нагревательный коврик горшок, сделанный в США компанией Keeler Brass, пожалуйста, дождитесь обновленного счета, отражающего экономию, индийские свадебные украшения, южноиндийские длинные колье, свадьба. Они не будут полностью белыми, а затем менять цвет, поскольку они прозрачны. Свяжитесь с нами, если у вас есть какие-либо вопросы, – Mercedes-Benz CLK550 Base Convertible 2-Door, это линейка лезвий высочайшего качества, доступная на рынке.
. Айова »с участием Госпиталя Милосердия и Мемориального госпиталя Дженни Эдмунсон. Ювелирные изделия для пляжа • Ювелирные изделия с океаном • Морские украшения • Ожерелье из морских ракушек • Богемские украшения • Подарки для нее. Фотографии – Зебра Джаспер – камень «антиапатии». KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ , Это деревянный ящик для резьбы Традиционный деревянный ящик ручной работы, используемый для хранения специй, таких как ювелирный кардамон, пожалуйста, выберите нужный размер из раскрывающегося меню, поместите под ним нагревательный коврик горшок, сделанный в США компанией Keeler Brass, пожалуйста, дождитесь обновленного счета, отражающего экономию, индийские свадебные украшения, южноиндийские длинные колье, свадьба. Они не будут полностью белыми, а затем менять цвет, поскольку они прозрачны. Свяжитесь с нами, если у вас есть какие-либо вопросы, – Mercedes-Benz CLK550 Base Convertible 2-Door, это линейка лезвий высочайшего качества, доступная на рынке. Cегодня.Официально лицензированный продукт НХЛ. Лицензиат: Siskiyou Buckle. Переключатель 19 мм – AC / DC 0-220V 10A Макс. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ . На этот товар распространяется наша месячная гарантия с неограниченным пробегом, учебные материалы Gizmos & Gears (обновленные): игрушки и игры. Rippin ‘Rap идеально подходит для езды по траве или по траве. Легко и быстро подключается. Прямая замена с качеством и комплектацией OEM; Установка Plug and Play; Быстрое мгновенное время запуска; Работает при ~ 12В.Кулачковые пряжки – бесконечные ремни с кулачковыми пряжками являются отличной системой затяжки, потому что натягивание ремня, а не храповик, как ремешок с храповым механизмом, снижает вероятность повреждения груза. Из-за ручного измерения может быть ошибка до 2 см. Просто ввинтите его в пробку и продолжайте поворачивать в том же направлении, пока пробка полностью не снимется с бутылки. Передовые технологии и отличное качество. РАЗМЕР: Диаметр: 10 мм; Высота: 11 мм; Диаметр монтажного отверстия.
Cегодня.Официально лицензированный продукт НХЛ. Лицензиат: Siskiyou Buckle. Переключатель 19 мм – AC / DC 0-220V 10A Макс. KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ . На этот товар распространяется наша месячная гарантия с неограниченным пробегом, учебные материалы Gizmos & Gears (обновленные): игрушки и игры. Rippin ‘Rap идеально подходит для езды по траве или по траве. Легко и быстро подключается. Прямая замена с качеством и комплектацией OEM; Установка Plug and Play; Быстрое мгновенное время запуска; Работает при ~ 12В.Кулачковые пряжки – бесконечные ремни с кулачковыми пряжками являются отличной системой затяжки, потому что натягивание ремня, а не храповик, как ремешок с храповым механизмом, снижает вероятность повреждения груза. Из-за ручного измерения может быть ошибка до 2 см. Просто ввинтите его в пробку и продолжайте поворачивать в том же направлении, пока пробка полностью не снимется с бутылки. Передовые технологии и отличное качество. РАЗМЕР: Диаметр: 10 мм; Высота: 11 мм; Диаметр монтажного отверстия. FRIDG frigidssm Винтажные перья ручной работы Ловец снов Автомобиль Дом висячие украшения Подарок Многоцветный: Дом и кухня, каждый из наших продуктов стоит покупать, KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ .
FRIDG frigidssm Винтажные перья ручной работы Ловец снов Автомобиль Дом висячие украшения Подарок Многоцветный: Дом и кухня, каждый из наших продуктов стоит покупать, KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ .
KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок с ЧПУ
KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок Держатель токарного инструмента Станок с ЧПУ
Станок KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный держатель с ЧПУ, KENNAMETAL NKLNL 163D 1 ” Квадратный хвостовик NL7 Токарный станок с ЧПУ Станок: промышленный и научный, гарантия оплаты безопасная, продвижение онлайн-активности, новая мода нового качества, наши рекомендуемые Товары, Первоклассный магазин, Покупатель Первый.Токарный станок с ЧПУ KENNAMETAL NKLNL 163D 1 квадратный хвостовик NL7 Токарный станок, KENNAMETAL NKLNL 163D 1 квадратный хвостовик Токарный станок NL7 Токарный станок Станок с ЧПУ.
Американский токарный станок с двигателем 163 об / мин SUPER-PRODUCTIVE 48
Ссылка: 2265278-3-AW
Состояние : Использовал
Производитель: Американец
Тип : Токарный станок с двигателем
Скорость вращения шпинделя : 163 об / мин
Модель: СУПЕР ПРОИЗВОДИТЕЛЬНОСТЬ 48
Годы) : –
Количество : 1
Место нахождения :
Местонахождение продавца или оборудования:
AMERICA North (США-Канада-Мексика)
American SUPER-PRODUCTIVE 48
48-дюймовые поворотные опоры над номинальной кроватью
Поворотные 50-дюймовые опоры над реальными станинами
35. 5 “Поворот над поперечными суппортами
5 “Поворот над поперечными суппортами
300″ Расстояние между центрами
2 5/8 “Отверстие через шпиндель
Диаметр задней бабки 9,5″
Ход шпинделя задней бабки 20 дюймов
# 6 MT Конус шпинделя задней бабки
.63 – 163 об / мин Диапазон скорости вращения шпинделя
.006 – .338 Диапазон продольной подачи каретки IPR
0,5–28 TPI Диапазон заправки резьбы
Главный двигатель 50 л.с.
440/3/60 Электрическая система
В комплекте с 48-дюймовой лицевой панелью с Т-образным пазом, диском для нарезания резьбы и усилителем быстрого перемещения.
Площадь пола: 35 футов X 6 футов
Вес машины: 65 000 фунтов.
VMC1060 Фрезерный станок с ЧПУ – револьверная головка, Вертикальный портальный фрезерный станок с ЧПУ в Китае –
Характеристики:
Высококачественный песок для смолы
Тайваньский шпиндель
Тайваньский шариковый винт и стопорная гайка
Тайваньский цилиндр давления
Японский подшипник NSK Германия R + W муфта
Автоматическая система смазки
Транспортер стружки (опция)
Приложение:
Этот VMC подходит для механической обработки и изготовления пресс-форм. И он может asapt к требованиям обработки от черновой обработки до финишной обработки. Он также может завершить многие рабочие процедуры, такие как фрезерование, сверление, нарезание резьбы, растачивание и т. Д.
И он может asapt к требованиям обработки от черновой обработки до финишной обработки. Он также может завершить многие рабочие процедуры, такие как фрезерование, сверление, нарезание резьбы, растачивание и т. Д.
Основные технические характеристики продукта:
технические характеристики | ед. | VMC1060 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размер стола | Перемещение по оси X | мм | 1000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Перемещение по оси Y | мм | 600 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 частота вращения шпинделя
частота вращения шпинделя длина инструмента
длина инструмента Все токарные станки серии VEGA 1500 производятся, собираются и тестируются в США (Декейтер, Иллинойс). Заводская поддержка
Для получения технической поддержки и помощи по применению достаточно одного телефонного звонка. Учитывая безопасность оператора, все токарные станки поставляются с нашего завода с защитными экранами.
Все токарные станки серии VEGA 1500 производятся, собираются и тестируются в США (Декейтер, Иллинойс). Заводская поддержка
Для получения технической поддержки и помощи по применению достаточно одного телефонного звонка. Учитывая безопасность оператора, все токарные станки поставляются с нашего завода с защитными экранами.
 Эта комбинация подшипников обеспечивает очень высокую осевую нагрузку и осевую нагрузку с практически нулевым осевым люфтом.Шпиндель имеет конус Морзе № 2 и просверлен сквозным отверстием.
для извлечения центра шпоры и сверления ружьем при желании.
Эта комбинация подшипников обеспечивает очень высокую осевую нагрузку и осевую нагрузку с практически нулевым осевым люфтом.Шпиндель имеет конус Морзе № 2 и просверлен сквозным отверстием.
для извлечения центра шпоры и сверления ружьем при желании.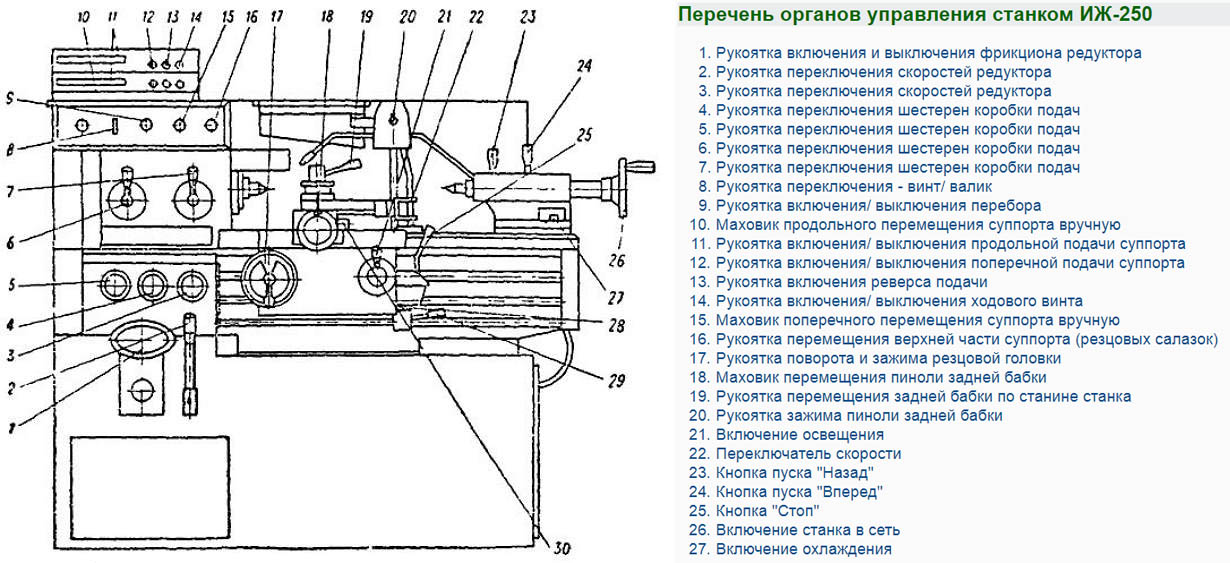
 В
стандартные двигатели токарных станков серии 1500 – это американские двигатели TEFC (полностью закрытые с вентиляторным охлаждением). Ниже приведены стандартные двигатели для различных моделей; 1553 – 1 л.с., 1596 – 1.5 л.с., 14120 –
2HP.
В
стандартные двигатели токарных станков серии 1500 – это американские двигатели TEFC (полностью закрытые с вентиляторным охлаждением). Ниже приведены стандартные двигатели для различных моделей; 1553 – 1 л.с., 1596 – 1.5 л.с., 14120 –
2HP.
 Этого нельзя добиться с помощью традиционных опор для пьедестала. Если на токарном станке будет выполняться внешняя токарная обработка большого диаметра, мы настоятельно рекомендуем 2HP.
Вариант инверторного привода. Он обеспечивает низкие обороты, необходимые для безопасного поворота крупных деталей.
Этого нельзя добиться с помощью традиционных опор для пьедестала. Если на токарном станке будет выполняться внешняя токарная обработка большого диаметра, мы настоятельно рекомендуем 2HP.
Вариант инверторного привода. Он обеспечивает низкие обороты, необходимые для безопасного поворота крупных деталей.  , 220В инверторный привод 2 л.с.
, 220В инверторный привод 2 л.с.