16Б05А Станок токарно-винторезный особо высокой точности. Паспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Б05А
Производителем токарно-винторезного станка 16Б05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611 – станок токарно-винторезный повышенной точности, Ø 250
- 16Б05А – станок токарно-винторезный особо высокой точности, Ø 250
- 16Б05АФ10 – станок токарно-винторезный особо высокой точности с УЦИ, Ø 250
- 16Б05П – станок токарно-винторезный повышенной точности, Ø 250, Кировакан
- 16М05А – станок токарно-винторезный особо высокой точности, Ø 250
- 1601 – станок токарный настольный Ø 125
- 1604 – станок токарно-винторезный повышенной точности, Ø 200
- 1613Д – станок токарно-винторезный прецизионный, Ø 240 х 270
- OT-4 – станок токарно-винторезный повышенной точности облегченный, Ø 250
- OT-5 – станоктокарно-винторезный повышенной точности облегченный, Ø 250
16Б05А токарно-винторезный станок особо высокой точности.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок особо высокой точности 16Б05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Токарный станок 16Б05А обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Станок 16Б05А применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Принцип работы и особенности конструкции станка
Основная особенность токарного станка 16Б05А – гидростатические опоры шпинделя, которые задействованы от агрегата гидростатики станка.
Вторая особенность – привод тонких подач в коробке подач станка. При чистовой обработке коробка подач приводится ременной передачей от вариатора к шкиву коробки подач. Блокировка в механизме управления обеспечивается невозможность одновременного включения подачи от ременного привода и от гитары.
При чистовой обработке коробка подач приводится ременной передачей от вариатора к шкиву коробки подач. Блокировка в механизме управления обеспечивается невозможность одновременного включения подачи от ременного привода и от гитары.
В остальном конструкция станка 16Б05А идентична конструкции станка 16Б05П повышенной точности.
Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4. 1 по ГОСТ 15150-69.
1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель – Одесский станкостроительный завод.
Читайте также: Электрооборудование станка 16Б05А
Обозначение токарного станка
16Б05А Габаритные размеры рабочего пространства токарно-винторезного станка
Габарит рабочего пространства токарного станка 16Б05а
16Б05А Посадочные и присоединительные базы токарно-винторезного станка
Посадочные и присоединительные базы токарно-винторезного станка 16Б05а
16Б05А Общий вид токарно-винторезного станка
Фото токарно-винторезного станка 16Б05а
Фото токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
Фото токарно-винторезного станка 16Б05а
Фото токарно-винторезного станка 16Б05а
Фото токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Фото токарно-винторезного станка 16Б05а
Фото токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
16Б05А Расположение составных частей токарно-винторезного станка
Расположение основных узлов токарно-винторезного станка 16Б05а
Перечень составных частей токарно-винторезного станка 16Б05А
- Станина – 16Б05А.111.000
- Тумба – 16Б05А.121.000
- Вариатор – 16Б05А.212.000
- Бабка передняя – 16Б05А.221.000
- Гитара – 16Б05А.311.000
- Коробка подач – 16Б05А.321.000
- Фартук – 16Б05А.331.000
- Суппорт – 16Б05А.343.000
- Охлаждение – 16Б04А.511.000
- Ограждение – 16Б04А.611.000
- Щит – 16Б05А.621.000
- Агрегат гидростатики – 16Б04А.071.000
- Установка насосная СОЖ – 16Б04А.714.000
- Гидрокоммуникация – 16Б04А.721.000
- Бабка задняя – 16Б05А.231.000
- Электрооборудование – 16Б04А.
 811.000
811.000 - Переключатель – 16Б05А.822.000
- Блок управления и контроля – 16Б04А.715.000
 811.000
811.00016Б05А Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком 16Б05а
Перечень органов управления токарно-винторезным станком 16Б05А
- 1. Кнопка «Стоп» и торможения шпинделя
- 2. Рукоятка перебора скоростей
- 3. Кнопка «Пуск» прямого вращения шпинделя
- 4. Кнопка «Пуск» обратного вращения шпинделя
- 6. Рукоятка звена увеличения шага резьбы
- 7. Рукоятка реверса привода подачи
- 9. Рукоятка переключения подач и резьб
- 10. Рукоятка переключения подач и резьб
- 11. Рукоятка включения ходового винта или ходового валика
- 12. Рукоятка переключения подач и резьб
- 13. Рукоятка переключения подач и резьб
- 14. Рукоятка переключения скоростей вариатора
- 16. Маховичок изменения чисел оборотов шпинделя
- 18. Рукоятка включения предохранительного устройства фартука
- 19. Маховичок настройки величины тягового усилия
- 21. Рукоятка включения маточной гайки
- 22. Кнопка переключения продольной и поперечной подачи суппорта
- 24. Маховичок перемещения пиноли задней бабки
- 25. Рукоятка зажима задней бабки
- 26. Рукоятка перемещения верхней каретки
- 27. Рукоятка зажима пиноли задней бабки
- 29. Выключатель освещения
- 30. Рукоятка зажима резцедержателя
- 31. Рукоятка ручного поперечного перемещения
- 32. Маховичок ручного продольного перемещения
- 33. Кнопка включения маховичка и лимба продольной подачи
- 35. Выключатель охлаждения
- 38. Вводной автомат
 Маховичок изменения чисел оборотов шпинделя
Маховичок изменения чисел оборотов шпинделя16Б05А Кинематическая схема токарно-винторезного станка и схема расположения подшипников
Кинематическая схема токарно-винторезного станка 16Б05а
1.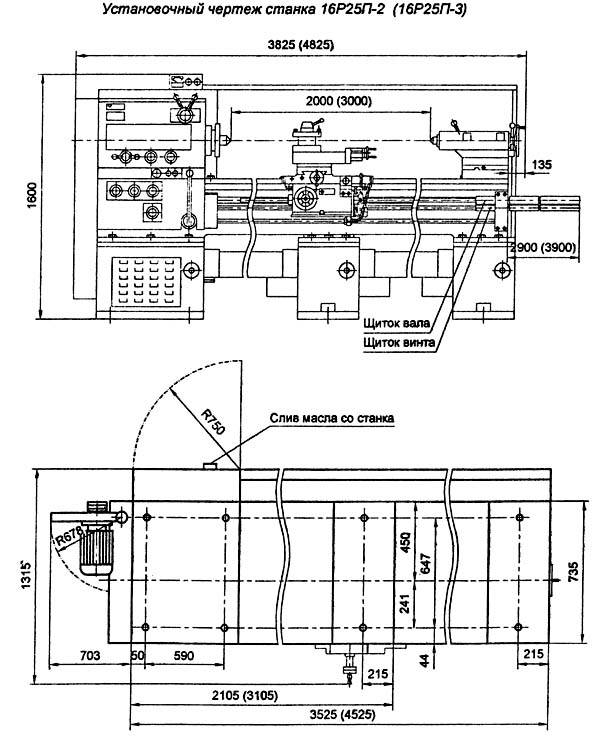 Схема кинематическая токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
2. Схема расположения подшипников токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
Кинематическая схема станка позволяет осуществлять следующие операции:
- главное движение — вращение шпинделя
- движение подачи — перемещение резца
- вращение насоса смазки
16Б05А Вариатор токарно-винторезного станка
Вариатор токарно-винторезного станка 16Б05а
Вариатор (бесступенчатая коробка скоростей)
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
16Б05А Шпиндельная бабка токарно-винторезного станка
Шпиндельная бабка токарно-винторезного станка 16Б05а
Шпиндельная бабка токарно-винторезного станка 16Б05а. Скачать в увеличенном масштабе
В корпусе передней бабки собраны:
- шпиндель
- перебор
- привод резьб и подач с трензелем
- механизм управления
Передаточное отношение перебора передней бабки равно 1/8 Управление перебором 6, 7 и муфтой 10 прямого включения осуществляется одной рукояткой. Рядом с шестерней перебора 11 на шпинделе 4 расположено зубчатое колесо 3 привода резьб и подач. Зубчатое колесо 1, расположенное на первом валу 12 привода резьб и подач, может соединяться либо с зубчатым колесом перебора 11, либо с зубчатым колесом 3, сидящим на шпинделе. Это дает возможность при включенном переборе получить увеличение шага резьб
Рядом с шестерней перебора 11 на шпинделе 4 расположено зубчатое колесо 3 привода резьб и подач. Зубчатое колесо 1, расположенное на первом валу 12 привода резьб и подач, может соединяться либо с зубчатым колесом перебора 11, либо с зубчатым колесом 3, сидящим на шпинделе. Это дает возможность при включенном переборе получить увеличение шага резьб
Рукоятки управления механизмами передней бабки расположены на передней стенке бабки. Спереди к корпусу бабки 5 прикреплен литой кожух, в котором установлены кнопки управления главным электродвигателем.
Смазка механизмов передней бабки — централизованная, от смазочного агрегата.
16Б05А Коробка подач токарно-винторезного станка
Коробка подач токарно-винторезного станка 16Б05а
Коробка подач токарно-винторезного станка 16Б05А.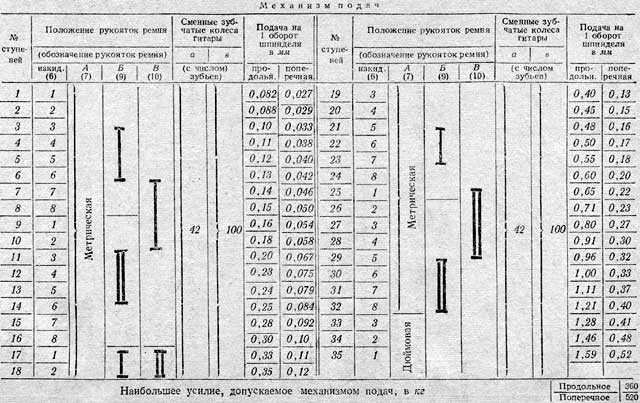 Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Коробка подач станка (рис. 6.6) в сочетании с гитарой позволяет устанавливать требуемые передаточные отношения для нарезания резьб с различным шагом и получения различных продольных и поперечных подач.
В коробке подач имеются следующие механизмы:
- Механизм основного ряда (зубчатые колеса 1, 2, 3, 4, 18, 21, 22, 23)
- Механизм множительный (зубчатые колеса 5, 6, 14, 15, 16, 17, 26)
- Механизм смещения ряда (зубчатые колеса 19, 20, 22, 23)
- Механизм переключения передачи движения на ходовой валик или на ходовой винт (полумуфта 13, зубчатые колеса 11, 10, 9, 7)
- Механизм прямого включения ходового винта (полумуфты 13, 17)
- Механизм ременного привода тонких подач от вариатора(шкив 24)
- Механизм переключения (на рисунке не показаны)
Механизм основного ряда дает возможность получить четыре передаточных отношения, пропорциональные четырем шагам метрических или модульных резьб.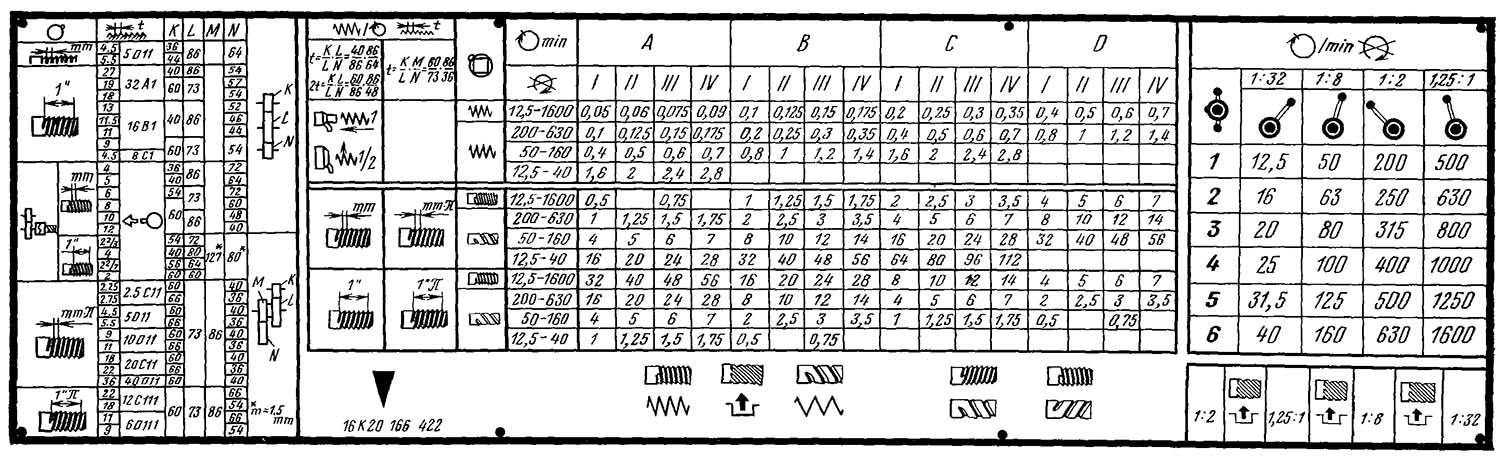
Умножая эти передаточные отношения на передаточные отношения множительного механизма (1/4, 1/2, 1, 2) и на передаточные отношения механизма смещения ряда (1,1 1/4), можно нарезать метрические и модульные резьбы при постоянной настройке гитары.
Механизмы переключения расположены на плите под крышкой коробки подач. Рукоятки переключения находятся на крышке спереди.
Давление масла от агрегата подается к переднему и заднему опорным подшипникам и регулируется двумя гидроклапанами давления.
Агрегат гидростатики обеспечивает, также, централизованную смазку шестерен и подшипников шпиндельной бабки, коробки подач и вариатора.
Гидросистема станка 16Б05а
Гидросистема в станке осуществляет:
- питание гидростатических опор шпинделя;
- смазку шестерен передней бабки и коробки скоростей;
- смазку шестерен вариатора;
- смазку шестерен коробки подач.
Гидросистема станка 16Б05А состоит из следующих узлов и группы:
- агрегат гидростатики;
- гидрокоммуникация;
- блок контроля нагрузки шпинделя.

В группу “Агрегат гидростатики” входят узлы:
- блок управления и контроля;
- установка насосная.
Группа “Агрегат гидростатики” представляет собой комплектную установку, включающую насосную установку, аппаратуру фильтрации, регулирования и контроля давления.
16Б05А Схема электрическая токарно-винторезного станка
Электрическая схема токарно-винторезного станка 16Б05а
Читайте также: Электрооборудование станка 16Б05А
Возможности токарно-винторезных станков
Стальной шар, полностью изготовленный на токарном станке 16Б05а
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Читайте также: Производители токарных станков в России
16Б05А Станок токарно-винторезный особо высокой точности.
 Видеоролик.
Видеоролик.Основные технические характеристики станка 16Б05А
| Наименование параметра | 16М05А | 16Б05А | 16Б05АФ10 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | А | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 | 139 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 | |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5. .160 .160 | 5..160 | 5..160 |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | 4..17 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | 5..50 | |
| Наибольшая масса заготовки, устанавливаемой в центрах/ в патроне, мм | 120/ 80 | ||
| Показатели точности обработки образцов: круглость, мкм | 1,2 | ||
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | ||
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | 0,63 | |
| Дискретность задания продольных перемещений суппорта по лимбу/ по УЦИ (ось Z), мм | 0,1 | 0,1 | 0,1/ 0,002 |
| Дискретность задания продольных перемещений суппорта по лимбу/ по УЦИ (ось X), мм | 0,02 | 0,02 | 0,02/ 0,002 |
| Точность позиционирования, мм | 0,010 | ||
| Количество управляемых осей/ одновременно управляемых | – | – | 2/ 2 |
| Тип УЦИ | – | – | Люмо-11, К-525 |
| Тип датчиков | – | – | TGM-011 |
| Длина датчиков, мм | – | – | 620/ 170 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 | |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 | 25..2500 |
| Торможение шпинделя | есть | есть | есть |
| Наибольший крутящий момент на шпинделе, кНм | 0,1 | 0,1 | 0,1 |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта (ось Z), мм | 520 | 520 | 520 |
| Наибольшее поперечное перемещение суппорта (ось Х), мм | 160 | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 | 28 |
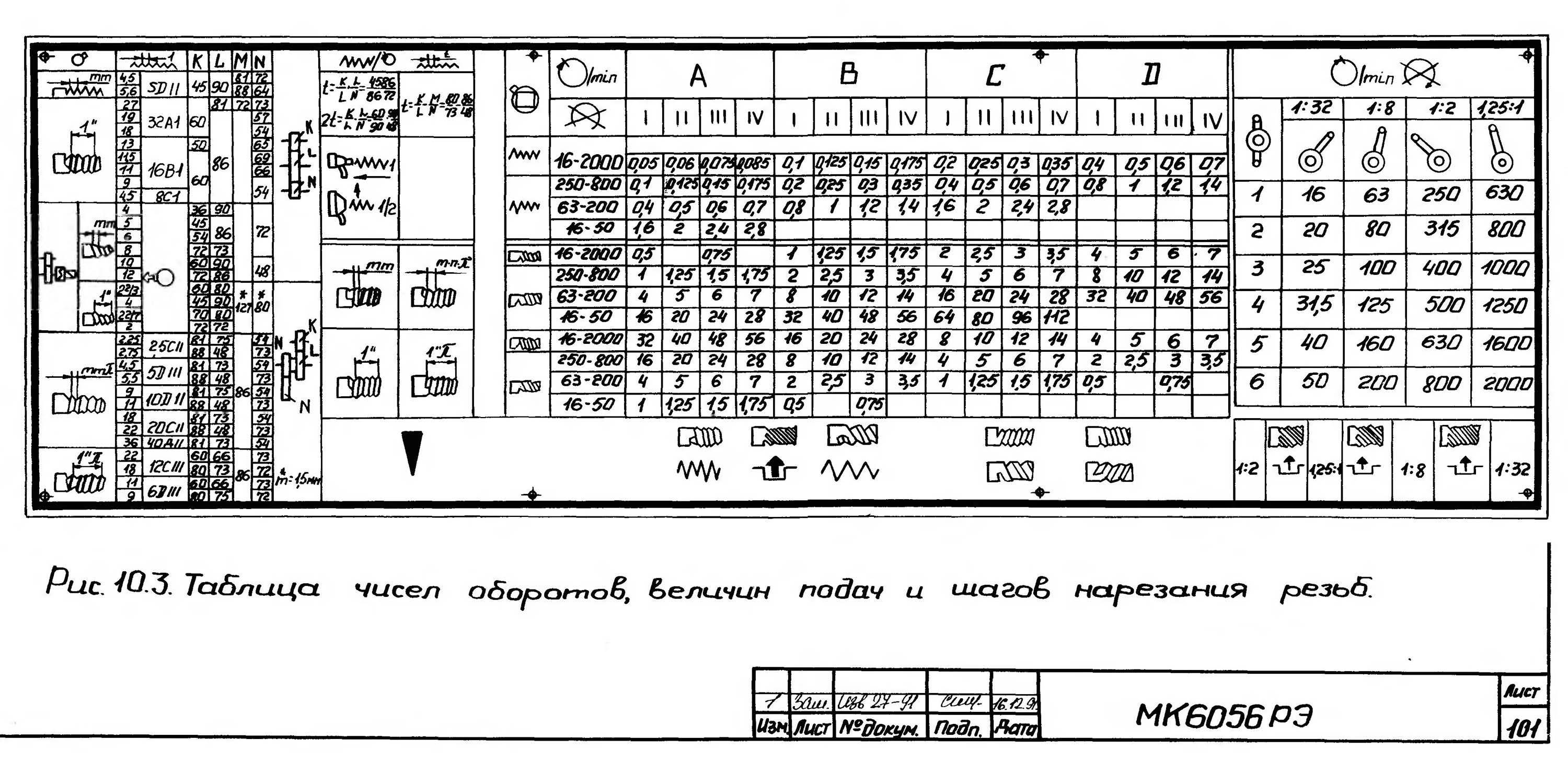
| Пределы подач суппорта продольных (в скобках – при использовании звена увеличения шага), мм/об | 0,01. .0,35 (0,01..2,8) .0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках – при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет | нет |
| Резцовые салазки | |||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли, мм | |||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей, установленных на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Насосная установка смазочной системы | БГ12-41 | ||
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 | 2,375 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 | 1460 х 940 х 1600 |
| Масса станка, кг | 1400 | 1365 | 1375 |
- Станок токарно-винторезный особо высокой точности 16Б05А. Руководство по эксплуатации, Одесса, 1984
- Станки токарно-винторезные повышенной точности 16Б04П, 16Б05А. Руководство по эксплуатации, Одесса, 1976
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Батов В.П. Токарные станки., 1978
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по эксплуатации, Одесса, 1984
Руководство по эксплуатации, Одесса, 1984Связанные ссылки. Дополнительная информация
Токарная обработка
Токарная обработка – один из основных способов обработки металлического изделия, при котором с него удаляется лишний слой. В результате получается деталь нужного размера, формы и степени шероховатости.
В результате получается деталь нужного размера, формы и степени шероховатости.Процедура обработки осуществляется на специальном токарном станке, который с помощью резцов, сверл или других режущих приспособлений срезает с заготовки детали слой металла нужной толщины. Вращение обрабатываемой детали носит название главного движения, а перемещение инструмента, обеспечивающее непрерывную обработку изделия до нужных параметров, называется движением подачи.
Токарный станок способен выполнять различные сочетания этих двух видов движения, поэтому на нем возможно проведение эффективной обработки цилиндрических, резьбовых, фасонных, конических и иных поверхностей. Сюда можно отнести муфты, гайки, втулки, шкивы, валы, зубчатые колеса и кольца.
Горизонтальный токарный станок СКЕ-6136Z
Вид управления:С ЧПУ
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
360
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
180
Наибольшая длина обрабатываемого изделия (мм)
870
Токарный станок OKUMA Genos L300-M
Вид управления:С ЧПУ
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
520
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
450
Наибольшая длина обрабатываемого изделия (мм)
450
Станок токарный патронно-центровой 16К30Ф3
Вид управления:С ЧПУ
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
660
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
320
Наибольшая длина обрабатываемого изделия (мм)
1500
Станок токарно-карусельный одностоечный 1А516МФ3
Вид управления:С ЧПУ
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
1600
Наибольшая длина обрабатываемого изделия (мм)
1315
Станок токарно-винторезный повышенной точности 16Б05П
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
250
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
145
Наибольшая длина обрабатываемого изделия (мм)
500
Станок высокоскоростной токарный универсальный CDS6250B с УЦИ
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
500
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
290
Наибольшая длина обрабатываемого изделия (мм)
1000
Станок токарно-винторезный 16К20
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
400
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
220
Наибольшая длина обрабатываемого изделия (мм)
1000
Станок токарно-винторезный 1К62
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
400
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
220
Наибольшая длина обрабатываемого изделия (мм)
1000
Станок токарно-винторезный повышенной точности ФТ-11
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
500
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
260
Наибольшая длина обрабатываемого изделия (мм)
1000
Станок токарно-винторезный универсальный 1М63 с УЦИ
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
630
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
350
Наибольшая длина обрабатываемого изделия (мм)
2800
Станок трубонарезной 1М983
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
800
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
450
Наибольшая длина обрабатываемого изделия (мм)
800
Станок универсальный токарно-винторезный 1M65
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
1000
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
600
Наибольшая длина обрабатываемого изделия (мм)
2800
Станок универсальный токарно-винторезный SHW61160E (РМЦ=3000мм) с УЦИ
Вид управления:Ручное
Краткие технические характеристики станка
Наибольший диаметр обрабатываемого изделия над станиной (мм)
1600
Наибольший диаметр обрабатываемого изделия над суппортом (мм)
1280
Наибольшая длина обрабатываемого изделия (мм)
2825
Станок одностоечный токарно-карусельный 1516Ф1 исп.