16б16п технические характеристики | Станок токарный винторезный
Технические характеристики станков повышенной точности модели 16Б16П (SAMAT 400) обеспечивают выполнение всевозможных (черновых и финишных) видов токарной обработки деталей тел вращения, включая производительное нарезание метрической, дюймовой, модульной и питчевой резьб. Станки выпускаются с бесступенчатым приводом главного движения.
Технические характеристики | 16Б16П | ||
SV | MV | LV | |
Наибольший диаметр обрабатываемого изделия | |||
над станиной, мм | 400/360 | ||
над суппортом, мм | 200/180 | ||
в выемке станины (в ГАПе), мм | 500 | ||
Диаметр отверстия в шпинделе, мм | 45 | ||
Длина обрабатываемого изделия, мм | 750 | 1000 | 1500 |
Размер конусного отверстия в шпинделе | Морзе 6 | ||
Размер центра в пиноли задней бабки | Морзе 5 | ||
Управление скоростями шпинделя | бесступенчато | ||
Пределы чисел оборотов шпинделя, мин -1 | 5-2000 | ||
Пределы величин подач, мм/об: | |||
продольных | 0,05 – 2,8 | ||
поперечных | 0,025 – 1,4 | ||
Нарезание резьбы: | |||
метрическая, шаг в мм | 0,25 – 56 | ||
дюймовая, число ниток на 1″ | 112 – 0,5 | ||
модульная, шаг в модулях | 0,25 – 56 | ||
питчевая, шаг в питчах | 112 – 0,5 | ||
Точность геометрической формы цилиндрической поверхности образца, мм: | |||
постоянство ? в поперечном сечении | 0,005 | ||
постоянство ? в любом сечении | 0,012 | ||
Шероховатость поверхности после чистовой обработки | Ra 1,25 | ||
Плоскостность торцевой поверхности, мм | 0,01 | ||
Точность шага резьбы, мм | 0,03 | ||
Мощность электродвигателя главного привода, кВт | 5,5/7,5 | ||
Габариты станка, мм: | |||
длина | 2270 | 2580 | 2900 |
ширина | 1110 | 1110 | 1040 |
высота | 1505 | 1505 | 1400 |
Вес станка, кг | 2050 | 2130 | 2500 |
Токарный станок 16Б16КП: технические характеристики, схемы
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт.
 А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт; - предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;
 А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об./мин., а в реверсивном – от 25 до 1250 оборотов в мин.;
- в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;
- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
 Максимальный отрезок его передвижения по валику – 50 сантиметров;
Максимальный отрезок его передвижения по валику – 50 сантиметров;Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска. Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.

Назначение и область применения
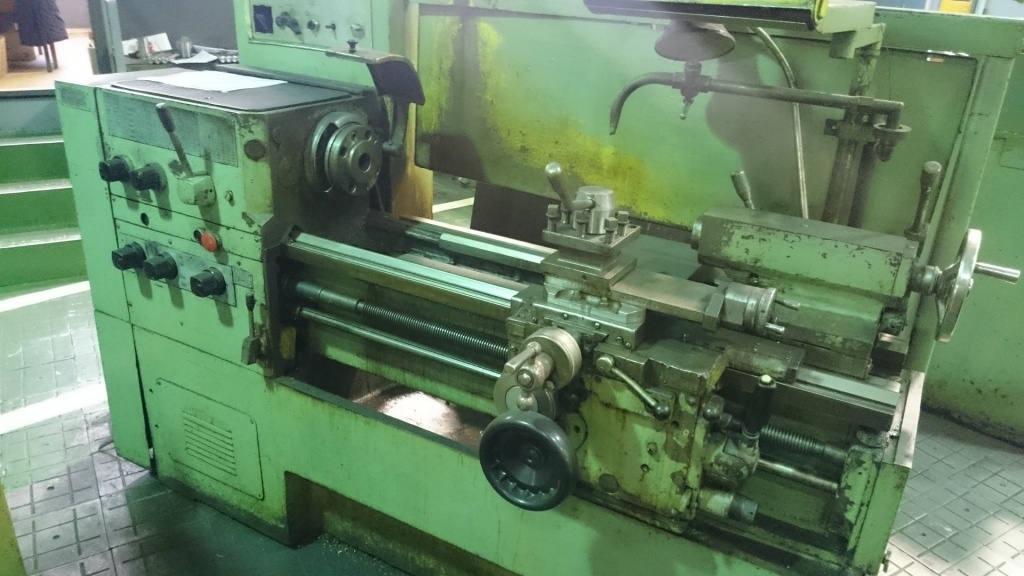
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Схема станка 16Б16КП. Токарно-винторезного. Электрическая принципиальная
Ниже приведен эскиз схемы электрической принципиальной токарного станка 16Б16КП
Скачать бесплатно электрическую схему станка 16Б16КП токарно-винторезного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по электрооборудованию»
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.
- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.

Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач. Это значительно увеличило функциональную надежность винторезного станка;
- электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.
Токарно-винторезный станок 16Б16КП
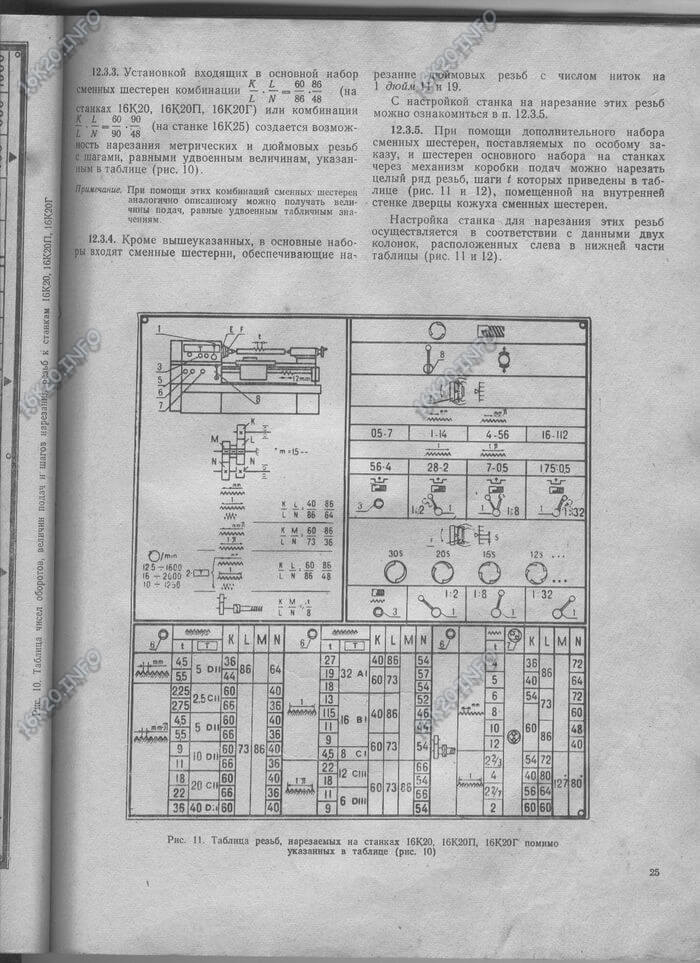
Токарно-винторезный станок 16Б16КП предназначен для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок 16Б16КП отличается от станка 16Б16П наличием автоматической коробки подач.
Станок 16Б16КП отличается от станка 16Б16П наличием автоматической коробки подач.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
- резьбу с повышенным шагом в 4 и 16 раз;
- правые и левые резьбы;
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.
Технические данные и характеристики станка 16Б16КП
| Наименование параметра | 16Б16КП | 16Е16КП |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 360 |
| Наибольший диаметр заготовки над суппортом, мм | 180 | 180 |
| Наибольшая длина заготовки (РМЦ), мм | 500, 750, 1000 | 750, 1000, 1500 |
| Наибольшая длина обтачивания, мм | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 185 |
| Высота оси центров над плоской частью станины (высота центров), мм | 175 | 175 |
| Высота резца, устанавливаемого в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 45 | 45 |
| Наибольший диаметр прутка, мм | 44 | 44 |
| Число ступеней частот прямого вращения шпинделя | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 20…2000 | 20…2000 |
| Число ступеней частот обратного вращения шпинделя | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 20…2000 | 20…2000 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 6 | Конус морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
Суппорт. Подачи Подачи | ||
| Наибольшее продольное перемещение суппорта от руки, по валику, по винту, мм | 500,750,1000 | 750,1000,1500 |
| Наибольшее поперечное перемещение суппорта от руки, по винту, мм | 220 | 220 |
| Число ступеней продольных подач | ||
| Пределы продольных подач, мм/об | 0,05…2,8 | 0,05…2,8 |
| Пределы поперечных подач, мм/об | 0,025…1,4 | 0,025…1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4 | 5 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2 | 2,5 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 |
| Поперечное перемещение на одно деление лимба, мм | 0,025 | 0,025 |
| Продольное перемещение на один оборот лимба, мм | 100 | 100 |
| Поперечное перемещение на один оборот лимба, мм | 5 | 5 |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25…56 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 112…0,5 | 112…0,5 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25…56 | 0,25…56 |
| Количество нарезаемых резьб питчевых | ||
| Пределы шагов нарезаемых резьб питчевых | 112…0,5 | 112…0,5 |
| Предохранитель от перегрузки | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть |
| Выключающие продольные упоры | есть | есть |
| Верхний суппорт (резцовые салазки) | ||
| Наибольшее перемещение верхнего суппорта, мм | 120 | 120 |
| Перемещение на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение на один оборот лимба, мм | 2 | 2 |
| Наибольший угол поворота, град | ±90° | ±75° |
| Цена деления шкалы поворота, град | 1° | 1° |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 |
| Цена деления линейки/ нониуса, мм | 5/ 0,1 | 5/ 0,1 |
| Размер центра в пиноли по ГОСТ 13214-79 | КМ 5 | КМ 5 |
| Поперечное перемещение задней бабки, мм | ±5 | ±5 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 7,5 (1500) | 7,5 (1500) |
| Привод ускоренных перемещений, кВт (об/мин) | 0,37 (1500) | 0,37 (1500) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (3000) | 0,12 (3000) |
| Электродвигатель станции смазки, кВт (об/мин) | 0,12 (1500) | 0,12 (1500) |
| Габариты станка (РМЦ=1000), мм | 2525 х 1110 х 1505 | 2520 х 1110 х 1505 |
| Масса станка (РМЦ=1000), кг | 2270 | 2270 |
Приложение: В случае поставки станка с выемкой в станине, конусной линейкой или гидросуппортом руководство дополняется соответствующими приложениями.
- Станки токарно-винторезные 16Б16, 16Б16п, 16л20, 16л20п, 16л20ф1, 16л20пф1, 16г16, 16г16к, 16Б16к, 16Б16кп, 16л20к, 16л20кп, 16е16кп. Руководство по эксплуатации 16Б16П.000.000 РЭ, 1989
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М. Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Ю. Справочник слесаря по ремонту станков, 1987
Ю. Справочник слесаря по ремонту станков, 1987Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
Станина станка
Монтируется на 1 тумбе. Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
Строение станка
Устройство имеет ряд ключевых узлов, каждый из которых стоит отдельно и детально описать.
Суппорт. Узел фиксирует рабочий инструмент и перемещает его в продольном и поперечном направлении в зависимости от необходимости. Суппорт приводится в движение при помощи механического или ручного привода. Для фиксации продольных салазок в нужном месте применяют специальный винт.
Коробка передач. Узел приводит в движение вал в коробке подач посредством передачи привода с передней бабки. В зависимости от типа создаваемой резьбы в коробке передач задействуются соответствующие группы зубчатых колес, которые делятся на основные и дополнительные. Также коробка передач оснащена системой блокировки и защитным кожухом. Без наличия этих деталей включение станка невозможно, что значительно снижает риск несчастных случаев.
Коробка подач. Принцип работы заключается в работе зубчатых колес, которые получают импульс вала коробки передач. На фронтальной стороне узла находятся рычаги управления, которые позволяют оператору регулировать шаг нарезания резьбы, выбирать ее тип, активировать ходовой валик и определять направление движения ходового винта.
Конструкцией станка также предвидится прямая нарезка резьбы, без задействования зубчатых колес. Такая возможность появилась именно благодаря особому строению коробки подач. Обгонная муфта в составе данного узла дает возможность блокировать его работу в том случае, если суппорт осуществляет быстрые движения в реверсном направлении.
Основная станина. Узел сделан из литого чугуна и выполнен в форме коробки с увеличивающими ее жуткость ребрами внутри. Конструкция станины включает в себя и по две пары закаленных направляющих. Узел крепится к тумбе-опоре, в которую вмонтирован электромотор, приводящий в действие салазки.
На тыльной части станины находится коробка скоростей и смазочная система. Внутри тумбы располагается основной электромотор. Кроме того, в этом узле находится и охлаждающая система, которая отвечает за своевременную подачу смазочно-охлаждающей жидкости.
Фартук. Узел имеет 4 пары фиксаторов, благодаря которым каретка может двигаться в прямом и реверсном направлении. Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Рассчитать параметры движения всех перечисленных узлов можно при помощи специальной шкалы. Как и на других ключевых механизмах, на фартуке установлен предохранитель, который делает невозможным единовременный запуск продольной и поперечной подач суппорта и маточной гайки, а также препятствует перегрузке узла.
Бабка задняя. Крепится к станине посредством специальной рукоятки. Оператор регулирует положение данного узла при помощи особой оправки, которая фиксируется в центрах устройства. Также контроль можно осуществлять по отметинам, которые остаются в ходе сбора устройства. Особо тщательно следует проверять расхождение между задней пинолью и осью вращения шпиндельного механизма.
Защитные элементы. Особую роль при создании данного станка сыграла идея защиты оператора и узлов агрегата от металлической стружки, которая появляется в процессе выполнения работ. Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
В конструкцию станка разработчики также включили устройство, которое отвечает за смену передач на станке. Это существенно повысило функциональную надежность агрегата:
- Выполнить выбор частоты шпинделя вручную можно при помощи сразу трех ручек.
- Управление узлом осуществляется через специальную рукоятку, которая находится на тыльной стороне коробки для электроприборов.
- Шпиндельный узел работает на основе подшипников конического типа.
- Контроль зазора в подшипниках контролируется при помощи специальной пружины.
- Шестерня-муфта передает вращение на шкив шпиндельного механизма.
Электрооборудование. Ключевыми элементами электрической системы станка являются его 4 асинхронных двигателей с разными мощностями. Большинство деталей электрооборудования находится в специальном шкафу. Станок может работать от сети с напряжением 22О, 38О, 4ОО, 415 и 44О В.
Кроме всех перечисленных выше узлов, в строение станка входит и много других элементов. Данная модель устройства оснащена продольными выключающими упорами, комплексом защиты от перегрузок во время работы, системой блокировки подач в любых направлениях.
Видео: токарный станок 16б16кп.
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Станок 16Б16КП. Токарно-винторезный. Руководство по эксплуатации. Электрооборудование
Данное руководство по эксплуатации электрооборудования «Станок токарно-винторезный 16Б16КП» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования токарно-винторезного станка модели 16Б16КП.
СОДЕРЖАНИЕ
- Общие сведения
- Описание работы
- Защита и блокировки
- Первоначальный пуск
- Указания по монтажу и эксплуатации
- Рекомендуемые смазочные материалы для подшипников качения электродвигателей
- Указания мер безопасности
- Приложения. Электросхема станка
Скачать руководство по эксплуатации электрооборудования токарно-винторезного станка 16Б16КП в хорошем качестве можно по ссылке расположенной ниже.
Китайский производитель токарных станков, фрезерных и сверлильных станков, поставщик станков с ЧПУ
Горячие продукты
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Токарный станок
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Сверлильный станок
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | токарный станок , Фрезерно-сверлильный станок , станок с ЧПУ | |
| Количество работников: | 16 | |
| Год основания: | 20 июня 2003 г. | |
| Сертификация системы менеджмента: | ИСО9001:2015 | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
МЫ ПОСТАВЛЯЕМ ТОЛЬКО СТАНКИ ЛУЧШЕГО КАЧЕСТВА! ! !
Weiss Machinery Co. , Ltd.
, Ltd.
Основана в 2003 году
Расположена в Нанкине, древней столице шести династий и одном из самых известных исторических и культурных городов страны
Специализируется на импорте и экспорте машин
С профессионалом Система контроля качества и квалифицированные команды послепродажного обслуживания
Специализируется на исследованиях и разработках и производстве разнообразных металлорежущих станков из различных областей, включая токарные станки, сверлильно-сверлильные станки и …
Просмотреть все
Сертификаты
10 шт.Патентное свидетельство 9
Патентное свидетельство 8
Патентное свидетельство 7
Патентное свидетельство 6
Патентное свидетельство 5
Патентное свидетельство 4
Патентное свидетельство 3
Патентное свидетельство 2
Патентное свидетельство 1
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Флора Ли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Стандартный токарный станок с современным двигателем 16 x 60 дюймов Модель 1660
ОбзорТип:
Токалы, двигатель
Производитель:
Стандартный современный
Модель:
1660
Состояние:
Используется – GOOD
Запасы №:
L3000301
СТАТИВА:
для продажи
L3000301
. Состояние:
для продажи
301
:
для продажи
L3000301
. Serial #:
10150
Описание16 “x 60” Стандартная современная модель токана современного двигателя 1660
Спецификации| Swing | 16 “ |
| SWAP OP SWAR0095 | 10″ |
| Centers | 60″ |
| Spindle Bore | 2. 06″ 06″ |
| RPM | 2,000 RPM |
| Power | 10 hp |
| Dimensions | R-L 108 ” X F-B 48″ X Высота 60″ |
| Вес | 3050 фунтов. |
Машина
Качели над кроватью Ways 17 дюймов
Качели над поперечным скольжением 10 дюймов
Расстояние до центра 60 дюймов
ПЕРЕДНЯЯ БАБКА
Скорости шпинделя 18
Диапазон геометрических скоростей 40-2000 об/мин
Нос шпинделя – камлок Д1-6
Отверстие шпинделя 2,06 дюйма (52,4 мм)
Размер патрона 12 дюймов, 4 кулачка (новый Gator с 2-компонентными кулачками)
Размер патрона 10 дюймов, 3 кулачка (новый Gator с 2-компонентными кулачками)
ПОДАЧА – КОМБИНАЦИЯ
Выбор подачи и резьбы 66
Диапазон подачи в дюймах 0,0015–0,105 дюйма/об. Диапазон дюймовой резьбы от 2 до 127 TPI
Диапазон метрической подачи от 0,04 до 2,67 мм/об.
Диапазон метрических шагов (резьбы) от 0,2 до 14 мм
ФАРТУК
Маховик – один оборот 1000 дюймов (25,4 мм)
Половина орехов Двойной
Высокоскоростное нарезание резьбы до 800 об/мин.
Повторяемость автоматической остановки каретки +/- 0,005 дюйма (+/- 0,13 мм
КАРЕТКА ПОПЕРЕЧНО-НАДВИЖНАЯ
Длина каретки на станине 18,25 дюйма (465 мм)
Ширина несущего моста 8,5 дюйма (215 мм)
Длина поперечного салазка 20 дюймов (508 мм)
Ход поперечного суппорта 8,5 дюйма (215 мм)
Составной ход 3,8 дюйма (96 мм)
Градуировка циферблата прямого считывания 0,001 дюйма (0,02 мм)
ЗАДНЯЯ БАБКА
Диаметр пиноли 2,44 дюйма (62 мм)
Ход пиноли 5 дюймов (127 мм)
Конус Морзе с хвостовиком №4 М.Т.
Смещение +/- 0,75 дюйма (+/- 19 мм)
Главный двигатель 10 л.с. 220/А 25/440 15 А/3/60 циклов
Площадь пола 48 х 108 дюймов
Высота машины 60 дюймов
Вес машины 3050 фунтов.
Люнет 12″ роликового типа Да
Коническое крепление Да
СОЖ и поддон для стружки Да
Задний брызговик Да
Примечание: машина была очищена, окрашена и зациклена.
Диапазон дюймовой резьбы от 2 до 127 TPI
Диапазон метрической подачи от 0,04 до 2,67 мм/об.
Диапазон метрических шагов (резьбы) от 0,2 до 14 мм
ФАРТУК
Маховик – один оборот 1000 дюймов (25,4 мм)
Половина орехов Двойной
Высокоскоростное нарезание резьбы до 800 об/мин.
Повторяемость автоматической остановки каретки +/- 0,005 дюйма (+/- 0,13 мм
КАРЕТКА ПОПЕРЕЧНО-НАДВИЖНАЯ
Длина каретки на станине 18,25 дюйма (465 мм)
Ширина несущего моста 8,5 дюйма (215 мм)
Длина поперечного салазка 20 дюймов (508 мм)
Ход поперечного суппорта 8,5 дюйма (215 мм)
Составной ход 3,8 дюйма (96 мм)
Градуировка циферблата прямого считывания 0,001 дюйма (0,02 мм)
ЗАДНЯЯ БАБКА
Диаметр пиноли 2,44 дюйма (62 мм)
Ход пиноли 5 дюймов (127 мм)
Конус Морзе с хвостовиком №4 М.Т.
Смещение +/- 0,75 дюйма (+/- 19 мм)
Главный двигатель 10 л.с. 220/А 25/440 15 А/3/60 циклов
Площадь пола 48 х 108 дюймов
Высота машины 60 дюймов
Вес машины 3050 фунтов.
Люнет 12″ роликового типа Да
Коническое крепление Да
СОЖ и поддон для стружки Да
Задний брызговик Да
Примечание: машина была очищена, окрашена и зациклена.