| Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Токарно-винторезный станок модели 16К20П является моделью повышенной точности и во избежании потери точности не следует использовать его для черновой обработки. Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. |
 Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.

| Величины | ||
| Максимальный диаметр обрабатываемой детали | мм | 250 |
| Максимальная длина изделия | мм | 630 |
| Высота центров над рабочей поверхностью стола | мм | 125 |
| Размеры рабочей поверхности стола (ДхШ) | мм | 900х140 |
| Габариты станка, без приставного оборудования (ДхШхВ) | мм | 1830х1940х1550 |
| Масса станка, без приставного оборудования | кг | 1200 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Технические характеристики токарно-винторезного станка 16К20П.
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
§ 77. ПАСПОРТ ФРЕЗЕРНОГО СТАНКА
Значение паспорта станка для рациональной эксплуатации
Каждый фрезерный станок, находящийся в цехе, имеет паспорт, приложенный к нему заводом-изготовителем и хранящийся в отделе главного механика завода. В заголовке паспорта фрезерного станка помещены общие сведения: инвентарный номер, тип станка (универсальный, горизонтальный, вертикальный, шпоночный, резьбофрезерный), его модель, завод-изготовитель, заводской номер, год выпуска, место установки (цех), время пуска в эксплуатацию. На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
, допускаемые механизмами продольной, поперечной и вертикальной подач. Кроме паспорта, к каждому станку прилагается руководство по уходу и обслуживанию, которое хранится у цехового, механика или на рабочем месте. В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
Паспорт консольно-фрезерных станков 6М82, 6М82Г и 6М12П
Кроме общих сведений о станке, в паспорте консольно-фрезерного станка второй размерной гаммы (6М82, 6М82Г и 6М12П) приведены следующие сведения об основных размерах станка.
Основные данные станков
* Габариты станка, приведенные в паспорте, характеризуют «упаковочные» или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение. При расчете занимаемой станком площади необходимо к паспортному размеру длины прибавить значение паспортного продольного хода 700 мм
(в каждую сторону по 350
мм
).
Пределы использования станков по мощности и силовым нагрузкам
При высоких и средних числах оборотов шпинделя пределы использования станка ограничиваются главным образом допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения. Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
, поперечной 1200
кГ
и вертикальной 500
кГ
. При работе на тяжелых режимах резания, как правило, использование станка ограничивается стойкостью и прочностью режущего инструмента. После того как установлен режим резания (см. главу XXVII), необходимо по паспорту проверить соответствие его данному станку по мощности и силовой нагрузке.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
предыдущая страница
| оглавление | следующая страница |
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.

- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.

Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
1А95 станок токарно-винторезный комбинированный. Назначение и область применения
Универсальный комбинированный токарно-винторезный станок 1А95 предназначен для выполнения токарных, фрезерных, сверлильных, расточных, шлифовальных, долбежных и заточных работ. А, также, для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Комбинированный станок модели 1А95 предназначен для работы в передвижных и стационарных мастерских.
Особенности конструкции и принцип работы станка
Корпус передней бабки станка передвигается по вертикальным направляющим стойки, которая крепится к станине.
В верхней части передней бабки крепится сверлильно-фрезерный агрегат, а к переднему торцу — долбежное приспособление, если оно необходимо.
Приспособление для наружного и внутреннего шлифования монтируется на столе суппорта, заточное приспособление на торце станины.
Привод токарно-фрезерного и сверлильно-фрезерного агрегатов осуществляется от отдельных электродвигателей, также, как шлифовального и заточного приспособлений.
Изменение числа оборотов шпинделя токарно-фрезерного агрегата достигается переключением соответствующих рукояток коробки скоростей, а шпинделя сверлильно-фрезерного агрегата — изменением положения ремня на ступенях шкивов и переключением перебора.
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.

Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Ремонт токарно-винторезного станка 16К20П
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20П. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание «Ремонт токарно-винторезного станка 16К20П.
 Альбом 1. Общее описание»
Альбом 1. Общее описание»- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20П. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20П. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20П при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20П. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20П. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20П
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20П. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Токарный станок 16К20 – технические характеристики, паспорт, фото
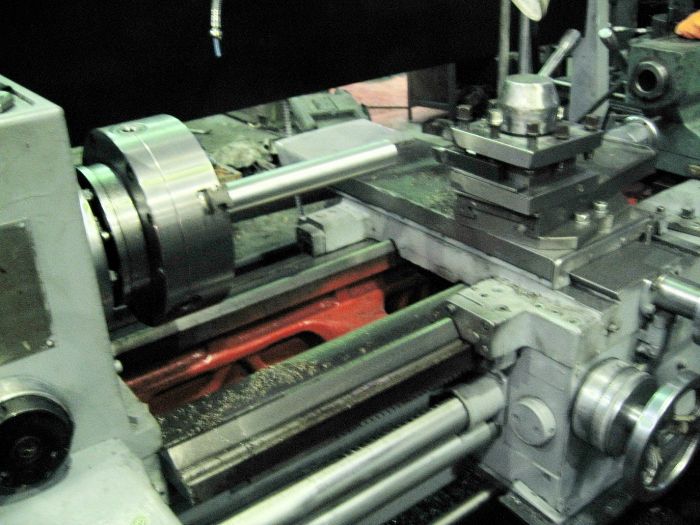
Узлы и конструктивные особенности токарного станка 16К20.
- Передняя бабка. Это сердце и мозг данного типа оборудования. В ней сосредоточены все основные механизмы приводящие шпиндель во вращение. Да и сам шпиндель находится в ней.
- Коробка подач. Само ее название говорит за себя. В этой части токарно-винторезного станка находится гитара шестерен отвечающая за регулировку скорости подачи суппорта с резцами.
- Электрический пульт. На нем располагаются как тумблер вкл/выкл, так и различные электрические кнопки управления узлами и механизмами станка.
- Станина. Именно на этой чугунной массе устанавливают все необходимое оборудование. Станина должна быть жесткой и массивной. В современном станкостроении станины изготавливают из специального бетона. Это позволят достичь большой точности изготавливаемых деталей, так как там исключены пластические (усталостные) деформации. Я думаю, что на эту тему мы побеседуем в отдельной статье.
- Рейка. На ней располагаются направляющие по которым как корабль в море скользит суппорт.
- Корыто. Это вспомогательная часть токарного станка. Предназначено для временного хранения стружки которая будет струится в него при токарной обработке. По окончанию смены из корыта стружка выгребается и высыпается в ящик для стружки. В более современных видах такого типа оборудования удаление стружки механизированно и автоматизировано.
- Фартук. На нем располагаются лимбы (это штурвалы для перемещения суппорта). Так же на нем могут располагаться различные кнопки и тумблеры в зависимости от модели станка.
- Ходовой винт. Собственно этот винт и превращает обычный токарный станок в токарно-винторезный. С его помощью мы можем получать резьбовые поверхности и изготавливать червячные валы.
- Ходовой вал. Привод в движение суппорт с резцедержателем. Собственно и все.
- Задняя бабка. Странное конечно название «бабка». Обычно она используется для установки центра для поддержки длинных валов и тел вращений. К примеру представьте если вам необходимо обработать вал длинной более 1 метра. Один конец вы зажмете в патроне а второй будет так колбасить, что вы даже не подведете резец. А если вы подведете заднюю бабку и подопрете его задним центром, то сможете спокойно его проточить
- Щиток. Используется исключительно для обеспечения безопасности при работе на токарном станке. Защищает глаза токаря от разлетающейся в разные стороны стружки.
- Резцедержатель. В него устанавливаются резцы и различные приспособления. В классическом исполнении в него можно установить до 4 резцов одновременно. Видите там сверху рукоятка, она необходима для фиксирования (зажатия) резцедержателя в определенном положении. Он так же вращается вокруг своей оси.
- Патрон. В него устанавливается заготовка. Зажать ее можно с помощью специального ключа. В современно производстве зажим происходит автоматически с помощью гидравлики.
 Именно на этой чугунной массе устанавливают все необходимое оборудование. Станина должна быть жесткой и массивной. В современном станкостроении станины изготавливают из специального бетона. Это позволят достичь большой точности изготавливаемых деталей, так как там исключены пластические (усталостные) деформации. Я думаю, что на эту тему мы побеседуем в отдельной статье.
Именно на этой чугунной массе устанавливают все необходимое оборудование. Станина должна быть жесткой и массивной. В современном станкостроении станины изготавливают из специального бетона. Это позволят достичь большой точности изготавливаемых деталей, так как там исключены пластические (усталостные) деформации. Я думаю, что на эту тему мы побеседуем в отдельной статье.
 В классическом исполнении в него можно установить до 4 резцов одновременно. Видите там сверху рукоятка, она необходима для фиксирования (зажатия) резцедержателя в определенном положении. Он так же вращается вокруг своей оси.
В классическом исполнении в него можно установить до 4 резцов одновременно. Видите там сверху рукоятка, она необходима для фиксирования (зажатия) резцедержателя в определенном положении. Он так же вращается вокруг своей оси.Характеристики узлов станка
Устройство станка
На первом этапе ознакомления с возможностями, которыми обладает станок 16К20, рекомендуется изучить технический паспорт оборудования. Главными параметрами в этом случае является максимальный и минимальный размер обрабатываемой детали и характеристики смещения суппорта относительно ее.
Диаметр детали над станиной не должен превышать 40 см. Это же значение при расположении над суппортом не может быть более 22 см. Учитывая достаточно небольшие габариты оборудования (279,5*119*150 см) и вес 3010 кг эти параметры являются оптимальными для такого типа станков.
Но кроме этого при выборе оптимального режима работы после изучения кинематической схемы следует ознакомиться с паспортными характеристиками шпинделя:
- диаметр отверстия – 5,2 см;
- частота вращения. При прямом вращательном движении этот параметр может варьироваться от 12,5 до 1600 об/мин. Во время обратного – от 19 до 1900 об/мин;
- число скоростей. Количество прямых составляет 11. Обратных в два раза меньше – 11;
- диаметр фланца – 17 см;
- максимально возможный крутящий момент, Нм – 1000.
Обработка вращающейся заготовки осуществляется за счет движения суппорта, на котором закреплен режущий инструмент. Важным моментом является правильный выбор кинематической схемы функционирования, которая подробно описана в паспорте.
Кинематическая схема
Для работы на станке необходимо знать описания следующих параметров суппорта:
- максимальная длина смещения. Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см;
- скорости быстрых перемещений, мм/мин: 3800 – для продольных; 1900 – для поперечных;
- диапазон подач, мм/об. Для продольных он ограничивается от 0,05 до 2,8. Поперечные – от 0,025 до 1,4;
- число подач одинаково для обоих направлений и составляет 42;
 Для продольных он ограничивается от 0,05 до 2,8. Поперечные – от 0,025 до 1,4;
Для продольных он ограничивается от 0,05 до 2,8. Поперечные – от 0,025 до 1,4;При выборе режима работы следует учитывать максимально допустимый вес заготовки. Если она крепится в патроне, то ее масса не должна превышать 200 кг. Диапазон веса при обработке в центрах шире и может составлять от 460 до 1300 кг в зависимости от длины детали.
Согласно паспортным данным резцовые салазки имеют максимальный угол поворота ±90°. Допустимое значение размеров державки резца составляет 25*25 мм.
Перечень смазочных материалов рекомендуемых для смазки станка 16К20
| И—20А ГОСТ 20799—75 | И—30А ГОСТ 20799—75 | ЦИАТИМ-203 ГОСТ 8773-73 |
| Вязкость при 50°С 17—23 сСт | Вязкость при 50°С 27—33 сСт | Эффективная вязкость при -30°С — не более 1000 Пз |
| Температура вспышки (в открытом тигле) — не ниже 165°С | Температура вспышки (в открытом тигле) — не ниже 180°С | Испытание коррозионного действия — выдерживает |
| Температура застывания — 30°С | Температура застывания — 15°С | Содержание свободных щелочей в пересчете 0,1% |
| Кислотное число — не более 0,14 мг КОН/1 г масла | Кислотное число — не более 0,2 мг КОН/1 г масла | |
| Зольность —не более 0,007% Содержание механических примесей — отсутствуют | Зольность — не более 0,007% Содержание механических примесей — отсутствуют | Содержание свободных органических кислот — отсутствуют Содержание воды — не более 2,5% |
| Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание механических примесей —не более 0,25% |
| Содержание воды — отсутствует | Содержание воды — отсутствует | |
| Допускается замена на ИГП-18 ТУ38-1-273—69 | Допускается замена на ИГП-30 ТУ38-1-273—69 |
При отсутствии, указанных в перечне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
Установка и снятие патрона станка 16К20:
- При установке и снятия патрона защитите направляющие и станину при помощи деревянных досок, подложенных под патрон. Удерживайте патрон, пока ослабляете 3 кулачковых затвора зажимного эксцентрика посредством вращения на ¼ оборота против часовой стрелки. Выровняйте метки А относительно друг друга. Осторожно снимите патрон.
- Перед началом монтажа следует убедиться в отсутствии забоин на сопрягаемых поверхностях и тщательно протереть их салфеткой, не остав¬ляющей ворса. Установите патрон на передний конец шпинделя. Зажмите кулачковый затвор зажимного эксцентрика вращением по часовой стрелке. Метка зажимного эксцентрика А (Рис.5) должна находится между 2-мя метками В (Рис.5). Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, рас положенному на наружной цилиндрической поверхности корпуса патрона. Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 16К20 .
- Неподвижный люнет служит преимущественно для поддержки длинных заготовок и обеспечивает их надёжную обработку без вибраций, крепится на станине при помощи крепёжной планки. *
- Установите сухари люнета так, чтобы не было зазора между ними и заготовкой и они не зажимали её. Во время обработки детали необходимо хорошо смазывать сухари.
- Подвижный люнет устанавливается на продольных салазках суппорта и таким образом повторяет движение токарного резца. Он предотвращает упругие деформации длинных и тонких заготовок под давлением токарного резца. Во время обработки детали сухари необходимо установить сухари так же как и на неподвижном люнете.
Карта смазки станка 16К20
| Шпиндельная бабка | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—1; слив—2 |
| Коробка подач | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—3; слив—4 |
| Фартук суппорта | Авто | И-30А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—5; слив—6 |
| Направляющие станины | Авто, при помощи системы смазки фартука | И-30А ГОСТ 20799-75 | 11 | |
| Поперечные салазки, верхние салазки | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 8,10 |
| Задняя бабка | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 9 |
| Сменные шестерни | Ручная | ЦИАТИМ-203 ГОСТ 8773-73 | Ежедневно | 12 |
| Резцедержатель | Ручная | И-30 АГОСТ 20799-75 | 1 раз в смену | 7 |
Профилактика и стабильность
Работа токарного оборудования связана с постоянными нагрузками на его основные узлы. При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
Периодически устройство нуждается в техническом осмотре, по результатам которого механик приходит к выводу, нужно ли делать ремонт токарного станка 16к20. Технология его обслуживания предполагает выполнение ряда задач.
Перед тем как начать работу на станке, необходимо ежедневно проводить предварительный осмотр оборудования. Он помогает выявить неисправности, которые могут быть связаны с механическими повреждениями, плохим питанием или потерей основных функций элементов.
При этом обязательно проверяется наличие смазки. Такая процедура поможет избежать травматизма на рабочем месте.
Планово-предупредительный ремонт оборудования направлен на поддержание его деталей в рабочем состоянии. Для этого составляется график, и разрабатываются специальные мероприятия, направленные на восстановление технических возможностей станка. В комплексе работ проводится диагностика составляющих элементов конструкции с последующей чисткой, смазкой и заливкой масла, а также заменой изношенных частей и промывкой основных узлов. Все виды работ предполагают определенные временные затраты.
Капитальный ремонт позволяет значительно увеличить срок эксплуатации прибора и его составных частей. Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента. Особое внимание уделяется шлифовке станины, коробке скоростей и передач, фартуку, суппорту, задней бабке, электрической части станка и системе его охлаждения.
Описание системы смазкистанка 16К20
В станке 16К20 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 16К20 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 16К20 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки.
Наименование
Каждый станок, входящий в токарно-винторезную группу, имеет определенное название с числовым обозначением. Выбор наименования неслучайный: символы отражают признаки прибора по разным направлениям.
Название модели 16К20 расшифровывается таким образом:
- Цифра «1» – это номер и характеристика типажной группы токарного оборудования по классификации Московского экспериментального научно-исследовательского института металлорежущих станков.
- Цифра «6» обозначает номер подгруппы прибора, указывающий на вид работы – токарно-винторезная.
- Буква «К» сокращает название завода, где был изготовлен станок.
- Цифра «20» дает знание о высоте центров над станиной. В токарном станке рабочая длина поверхности определяет вес, длину и диаметр деталей.
Большие возможности
Токарно-винторезный станок 16к20 является универсальным оборудованием, с помощью которого можно делать метрическую, дюймовую, модульную и питчевую резьбу, вытачивать канавки, разрезать изделие на части, сверлить, растачивать, развертывать и зенкеровать отверстия.
Он позволяет качественно обрабатывать разные виды поверхностей:
- цилиндрическую;
- резьбовую;
- фасонную;
- коническую.
Причем обработке могут подвергаться заготовки не только из горячекатаных листов, но и из холоднокатаного проката. Токарный станок по металлу 16к20 обеспечивает хорошую производительность материалов, так как имеет ряд особенностей:
- простая и надежная эксплуатация;
- эффективная и безопасная работа;
- долгий срок службы;
- точность механической обработки деталей;
- удобство во время технического обслуживания.
Токарный станок 16к20: описание, характеристики, видео
Токарно-винторезный станок 16К20, выпускаемый еще во времена СССР, являлся одним из самых часто встречающихся на многих предприятиях. Причина его огромной популярности – универсальность металлорежущего оборудования и высокие эксплуатационные характеристики. С помощью данного агрегата можно производить множество различных операций. В наши дни такое оборудование и его аналоги больше не выпускаются, а приобрести можно лишь единичные б/у экземпляры по сравнительно невысокой цене.
Оглавление:
- Функции
- Технические параметры
- Особенности модели
- Устройство и станки-аналоги
- Преимущества
- Профилактика и ремонт
Назначение и список функций станка
Токарно-винторезный станок служит для обработки как простых поверхностей заготовок, так и сложных. Также он используется для нарезания резьбы. Точение торцов деталей осуществляется посредством различных метчиков, разверток, плашек, сверел, резцов или зенкеров.
Токарный станок 16К20 предоставляет возможность осуществлять обработку деталей как из холоднокатаного, так и горячекатаного проката. Несмотря на то, что характеристики агрегата не позволяют ему выполнять все функции фрезерного оборудования, на нем можно производить немало других операций.
Основными функциями, которые выполняет станок модели 16К20, являются:
- нарезка питчевой, метрической, дюймовой или модульной резьбы;
- выполнение отверстий;
- расточка заготовок;
- обточка;
- сверление осевых отверстий;
- подрезание торцов изделий;
- зенкерование;
- развертывание деталей.
Технические параметры оборудования позволяют точить на нем заготовки массой до 1300 кг (при условии их обработки в центрах) и длиной до двух метров.
Благодаря своим возможностям, 16К20 позволяет производить нарезку практически любой резьбы. Так, питчевую и модульную можно изготовить с шагом, варьирующимся в диапазоне 0,5-56, метрическую с шагом от 0,5 до 112 мм, дюймовую – 0,5-112 ниток на 1 дюйм.
Агрегаты данного типа широко применяют в инструментальных цехах для проведения чистовой или получистовой обработки изделий, в штучном производстве и для изготовления небольших партий одинаковых деталей. Для многих малых предприятий этот вариант наиболее оптимален. Цена, по которой можно купить станок, существенно ниже стоимости современного оборудования.
Технические характеристики и отличительные особенности
Подробное описание всех параметров, которыми обладает токарно-винторезный станок, указано в паспорте к оборудованию.
Главные характеристики этой модели и ее аналогов следующие:
- Класс точности обработки поверхности – Н;
- Допустимый наибольший диаметральный размер детали, располагаемой над суппортом, составляет 22 см, а над выемкой – 31 см;
- Диаметр заготовки, размещаемой над станиной, не должен превышать 40 см;
- Наибольший вес обрабатываемой детали, которую можно зажать в патроне, составляет 300 кг;
- Внутренний шпиндельный конус выполнен по типу Морзе 6 М80;
- Межцентровое расстояние станка составляет 1 метр;
- Диапазон частот при прямом вращении шпинделя – 12,5 – 2000 оборотов за минуту;
- Частоты при обратном вращении изменяются в пределах от 19 до 2420 об./мин.;
- Число ступеней прямого шпиндельного вращения составляет 23, обратного – 12;
- Максимальная величина сечений используемых резцов – 25 мм;
- Крутящий момент может достигать 2 кН*м;
- Скорость быстрых перемещений: поперечных – 1,9 метров в минуту, продольных – 3,8 метров в минуту;
- Величина допустимых смещений корпуса в поперечном направлении варьируется в пределах ±15 мм;
- Максимальная величина выдвижения пиноли – 200 мм;
- Мощность привода, отвечающего за движение суппорта – 0,75 или 1,1 кВт;
- Мощность охлаждающего насоса – 0,12 кВт;
- Мощность электродвигателя токарного станка зависит от конкретной модификации и составляет 10 или 11 кВт;
- Масса оборудования в полной комплектации – 3,5 тонны;
- Размеры 2 800/3 200х1150 х1325 мм.
16К20 способен обеспечить достаточно высокую точность обработки заготовок. Так, отклонение от конусности на 300 мм длины детали не превышает 20 мкм, цилиндричности – не больше 7 мкм.
Приведем некоторые особенности, которыми обладает данный токарно-винторезный станок:
- Монолитное массивное основание, обеспечивающее жесткую фиксацию расположенной на нем станины.
- Надежные направляющие, позволяющие производить перемещения подвижной бабки и суппорта с высочайшей степенью точности.
- Возможность закрепления обрабатываемой детали как методом зажима на центрах, так и при помощи патрона.
- Возможность получения 4 рядов числовых оборотов шпинделя благодаря особому механизму, которым оснащена передняя бабка;
- Использование в конструкции исключительно высококачественных подшипников качения обеспечивает полное отсутствие биений и, соответственно, точнейшую настройку шпинделя без необходимости каких-либо дополнительных манипуляций с оборудованием во время работы.
- Наличие функции экстренного выключения суппорта, ряда блокировок и ограждений для безопасности обслуживающего персонала.
- Особая конструкция держателя позволяет закреплять резец максимально надежно.
- Коробка передач имеет жесткую связь с валом передней бабки благодаря наличию зубчатых колес. Это предоставляет возможность точного перемещения суппорта.
- Наличие на станке специальной линейки, по которой контроль за точностью передвижения режущего инструмента может осуществляться оператором в режиме реального времени.
Чтобы понять, как устроен токарный станок и принцип его работы, достаточно посмотреть фото, видео, а также ознакомиться с данными паспорта и кинематической схемой.
Основными элементами конструкции являются:
- Электропривод.
- Клиноременная передача.
- Коробка скоростей.
- Шпиндель, оснащенный кулачковым патроном для надежного крепления и центрирования заготовки перед началом ее обработки. Благодаря наличию реверса направление вращения можно изменять соответствующим переключателем, расположенным на панели управления.
- Станина.
- Система подачи охлаждающей и смазывающей жидкости.
Задняя бабка нужна для фиксации в ее пиноли сверел, центров или разверток. Она перемещается по направляющим и фиксируется на необходимом для обработки заготовки расстоянии в зависимости от ее размеров.
Суппорт станка служит для крепления рабочего инструмента в резцедержателе и его передвижения по горизонтали. Фартук с суппортом перемещаются посредством вращения ходового винта. Имеется возможность изменять угол поворота резца относительно обрабатываемой детали.
Агрегат очень прост в обслуживании и эксплуатации. Запуск станка осуществляется одним нажатием кнопки. Располагающиеся на корпусе оборудования рукоятки позволяют токарю выполнять ряд задач:
- управлять ходовым винтом;
- контролировать работу муфты;
- передвигать салазки с кареткой в нужном направлении;
- устанавливать параметры подачи;
- закреплять пиноль;
- выбирать тип резьбы и задавать ее шаг;
- управлять изменением направления подачи и вращения для нарезки резьбы;
- выставлять нужную частоту оборотов шпинделя;
- при прямом выполнении резьбы выключать коробку подач;
- запускать вводный выключатель, работающий в автоматическом режиме;
- устанавливать, по какому режиму должна нарезаться резьба в соответствии с особыми указаниями в конструкторской документации;
- осуществлять практически моментальные передвижения суппортом;
- управлять работой насосного оборудования, подающего жидкость для охлаждения.
Существует возможность использования на данном станке специального люнета, не позволяющего заготовке прогибаться в процессе работы, а также способствующего ее фиксации. Таким образом удается достичь повышенной точности при обработке детали, что особенно важно на чистовых проходах.
В связи с тем, что данное токарное оборудование универсально, надежно и на нем можно выполнять огромное количество операций, аналоги модели 16К20 после прекращения ее производства выпускались под различными наименованиями на многих заводах, в том числе за рубежом. Среди них были модели МК6058, 16ВТ20, 16Б16А и ряд других. Благодаря столь многочисленным аналогам и унификации большинства деталей купить запасные части или оснастку для станка не представляет большой сложности.
Станок 16К20 по сравнению со другими схожими агрегатами, выпускаемыми в СССР, позволяет производить высокоточную обработку, отличается легкостью эксплуатации и надежностью.
Преимущества
Из основных плюсов, которые имеет токарный станок, можно выделить следующие:
- мощный двигатель;
- наличие дополнительного асинхронного электрического привода, способствующего быстрому перемещению суппорта при точении и выполнении других операций;
- высочайшая производительность;
- способность противостоять нагрузкам при вибрации;
- возможность работы в широком диапазоне величин скоростей и подач;
- высокие эксплуатационные показатели подшипников и особую прочность всех цепей, составляющих кинематическую схему токарного оборудования;
- наличие плавких вставок и теплового реле, обеспечивающих надежную защиту агрегата от продолжительных перегрузок и коротких замыканий;
- возможность обработки металлических заготовок с повышенной точностью, что достигается с применением в конструкции уникальных подшипников, нивелирующих любые перегрузки;
- способность задней балки передвигаться в поперечном направлении, что позволяет токарю производить качественную обработку конусов;
- наличие сменного комплекта зубчатых колес, обеспечивающих перемещения коробки подач.
Из минусов можно отметить достаточно кропотливый процесс наладки и настройки, а также невозможность эксплуатации оборудования в запыленных помещениях и при температуре воздуха ниже 10°С.
Правила эксплуатации 16к20
Как и любое другое промышленное оборудование, токарно-винторезный станок 16К20 нуждается в плановых осмотрах и ремонтах, которые осуществляются с заданной периодичностью в соответствии со специальным графиком. Советы по частоте проведения данных мероприятий можно найти в паспорте агрегата. При этом важно учитывать, в каком режиме работает кинематическая схема.
В соответствии с рекомендациями изготовителя станок необходимо периодически подвергать таким видам ремонтов, как:
- Осмотр, осуществляемый токарем визуально каждый раз при приемке смены. При этом проверяется наличие видимых поверхностных дефектов без разборки узлов агрегата.
- Малый ремонт, состоящий из разбора коробки передач, фартука и шпиндельной бабки. При этом производится очистка элементов от грязи с последующим нанесением смазки, а также осуществляется контроль за состоянием зазоров между подвижными частями.
- Средний, отличающийся от предыдущего заменой неисправных комплектующих.
- Капитальный ремонт. В этом случае производится полная разборка агрегата со сменой всех элементов конструкции, имеющих те или иные дефекты. Кроме того, осуществляется проверка исправности охлаждения токарно-винторезного станка. По окончании данных процедур оборудование прогоняют на холостом ходу, проверяя его работоспособность.
Купить токарно-винторезный станок этой модели или один из многочисленных аналогов, имеющих схожие характеристики, можно только б/у, ознакомившись с предложениями на различных площадках.
винторезный 16К20 РМЦ 750, Новокузнецк, Кемеровская Область : Мойтендер.рф
1148 0 17.10.2016 были внесены изменения
Статус: Процедура закрыта
Общие сведения
Вид процедурыАукцион
Наименование
Токарно – винторезный 16К20 РМЦ 750
Рубрика
Токарные станки
Регион
Кемеровская Область
Город
Новокузнецк
Информация о товаре, работе, услуге
Реализуем Токарно – винторезный 16К20 РМЦ 750 после капитального ремонтаТехнические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ.
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр точения над поперечным суппортом | мм | 220 |
Наибольший диаметр обрабатываемого прутка | мм | 53 |
Наибольшая длинна обрабатываемого изделия | мм | 710 |
Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
Пределы подач |
| |
– продольных | мм/об | 0,05-2,8 |
– поперечных | мм/об | 0,025-1,4 |
Наибольшее усилие допускаемое механизмом подач на упоре |
| |
– продольное | кгс | 800 |
– поперечное | кгс | 460 |
Наибольшее усилие допускаемое механизмом подач на резце |
| |
– продольное | кгс | 600 |
– поперечное | кгс | 360 |
Мощность электродвигателя главного движения | кВт | 11 |
Габариты станка (Длинна) |
| |
– длинна | мм | 2505, 2795, 3195, 3795 |
– ширина | мм | 1190 |
– высота | мм | 1500 |
Масса станка | кг | 2835, 3005, 3225, 3685 |
Способ поставки
Параметры цены
Начальная цена
250 000 российский рубль
Признак НДС
без НДС
Минимальный размер шага
2 500 российский рубль
Способ оплаты:
Предоплата 0%,
По готовности 0%,
После поставки 0%
Сроки проведения
Дата публикации извещения
17.10.2016
Дата окончания приема заявок
16.11.2016 / 12:00 (МСК)
Дата и время начала Аукциона
17.11.2016 / 12:00 (МСК)
Прогнозируемое время окончания аукциона
17.11.2016 / 13:00 (МСК)
Дата подведения итогов
19.11.2016 / 12:00 (МСК)
Срок заключения договора
17.11.2016 — 30.11.2016
Контактное лицо
ФИО
Любимов Иван Николаевич
Должность
Генеральный директор
Номер контактного телефона
+7(903)946-33-74
Адрес электронной почты
Требования к участникам процедуры
+ Другие требования
Наличие финансовых материальных, кадровых ресурсов, оборудования, иных ресурсов, необходимых для выполнения условий договора, заключаемого по итогам закупки;
Вид процедурыАукцион
Рубрика
Токарные станки
Регион
Кемеровская Область
Город
Новокузнецк
Предмет договора
Реализуем Токарно – винторезный 16К20 РМЦ 750 после капитального ремонтаТехнические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ.
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр точения над поперечным суппортом | мм | 220 |
Наибольший диаметр обрабатываемого прутка | мм | 53 |
Наибольшая длинна обрабатываемого изделия | мм | 710 |
Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
Пределы подач |
| |
– продольных | мм/об | 0,05-2,8 |
– поперечных | мм/об | 0,025-1,4 |
Наибольшее усилие допускаемое механизмом подач на упоре |
| |
– продольное | кгс | 800 |
– поперечное | кгс | 460 |
Наибольшее усилие допускаемое механизмом подач на резце |
| |
– продольное | кгс | 600 |
– поперечное | кгс | 360 |
Мощность электродвигателя главного движения | кВт | 11 |
Габариты станка (Длинна) |
| |
– длинна | мм | 2505, 2795, 3195, 3795 |
– ширина | мм | 1190 |
– высота | мм | 1500 |
Масса станка | кг | 2835, 3005, 3225, 3685 |
Цена лота
250 000 российский рубль
Дата начала приема заявок
17.10.2016
Срок заключения договора
17.11.2016 — 30.11.2016
Дата окончания приема заявок
16.11.2016 / 12:00 (МСК)
Дата подведения итогов
19.11.2016 / 12:00 (МСК)
Дата начала аукциона
17.11.2016 / 12:00 (МСК)
Прогнозируемая дата окончания аукциона
17.11.2016 / 13:00 (МСК)
Шаг аукциона
2 500 российский рубль
Требования к участникам:
+ Другие требования
1
Наличие финансовых материальных, кадровых ресурсов, оборудования, иных ресурсов, необходимых для выполнения условий договора, заключаемого по итогам закупки;
«Серийный выпуск станков СТ16К20 начался в Пензе» в блоге «Производство»
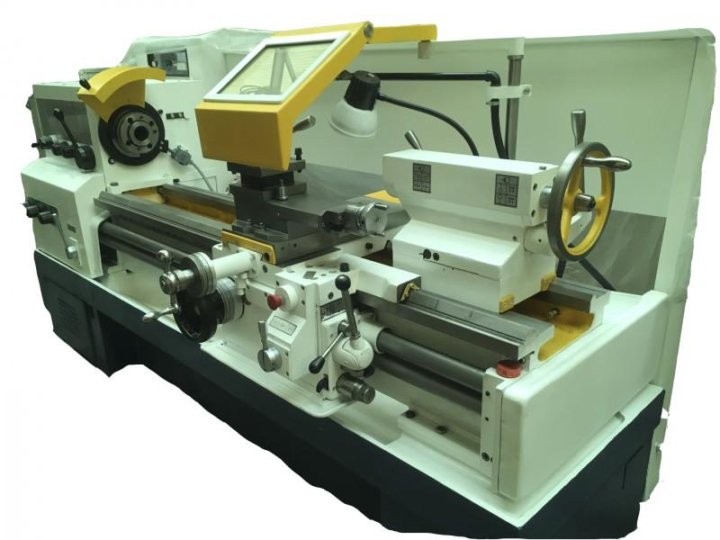
Компания «СтанкоМашСтрой» (г. Пенза) запустила серийное производство линейки токарно-винторезных станков СТ16К20.
Станок СТ16К20 является современным, модернизированным аналогом советского станка 16К20 и может применяться в различных отраслях промышленности для выполнения широкого спектра операций по обработке разных материалов: обтачивания и растачивания цилиндрических и конических поверхностей; нарезания наружных и внутренних метрических, дюймовых, модульных, питчевых резьб; сверления, зенкерования, развертывания.
Мощная конструкция литой станины и её закаленные, упроченные и отшлифованные направляющие обеспечивают профессиональную обработку и надежную стабильную работу. В качестве шпиндельных опор применены подшипники особо высокой точности, что придает станку СТ16К20 повышенную жесткость шпиндельного узла и общую жесткость конструкции. Это позволяет вести обработку с большими силами резания, полностью используя мощность привода. Станки серии СТ16К20 высокотехнологичны, просты в эксплуатации, длительно сохраняют точность. Каленые и шлифованные косозубые шестерни основного шпинделя улучшают работоспособность, обеспечивают бесшумность работы, долговечность станка и плавность переключения.
Производство станков СТ16К20 осуществляется компанией «СтанкоМашСтрой» в рамках программы импортозамещения. По личной инициативе генерального директора «СтанкоМашСтрой» Кочеткова Олега Александровича, являющегося заместителем председателя Пензенского регионального отделения «Союза машиностроителей России», развивается процесс внутриобластной и межобластной кооперации. Комплектующие для станков СТ16К20 производятся на предприятиях Пензенской, Владимирской, Нижегородской и других областей.
На сегодняшний день в России локализовано производство комплектующих и частей по следующим направлениям: рама; электродвигатель; кабинетная защита; система СОЖ. Локализация отечественных запчастей в токарно-винторезных станках серии СТ16К20 составляет от 50 до 58%.
По сравнению импортными аналогами станок СТ 16К20 производства компании «СтанкоМашСтрой» имеет ряд неоспоримых преимуществ за счет технологических улучшений конструкции:
- технические характеристики и надежность асинхронного двигателя российского производства на 25-30% выше по сравнению с импортными аналогами; мощность двигателя — 7,5 кВт;
- надежность и характеристики электронасоса П-32М по производительности превышают аналоги зарубежного производства на 20-30%;
- в отличие от импортных аналогов, станок СТ16К20 имеет цельнолитую раму, вес которой составляет 1100 кг, что позволяет значительно улучшить жесткостные характеристики станка на 25-30% и дает возможность осуществлять обработку на более производительных режимах резания, без потери качества.
На сегодняшний день на производственных площадях компании «СтанкоМашСтрой», осуществляется сборка оборудования различных категорий: от токарных станков до высокоточных обрабатывающих центров и 5-ти осевых станков с ЧПУ.
технические характеристики, схемы, описание и отзывы
- Автомобили
- Бизнес
- Дом и семья
- Домашний уют
- Духовное развитие
- Еда и напитки
- Закон
- Здоровье
- Интернет
- Искусство и развлечения
- Карьера
- Компьютеры
- Красота
- Маркетинг
- Мода
- Новости и общество
- Образование
- Отношения
- Публикации и написание статей
- Путешествия
- Реклама
- Самосовершенствование
- Спорт и Фитнес
- Технологии
- Финансы
- Хобби
Рубрики
- О проекте
- Реклама на сайте
- Условия
- Конфиденциальность
- Вопросы и ответы
FB
Войти Диетолог назвала рекомендуемую порцию блинов на Масленицу Как превратить деревянный поддон в очаровательный столик: пошаговая инструкцияТокарный станок 16К20 – технические характеристики, паспорт, фото
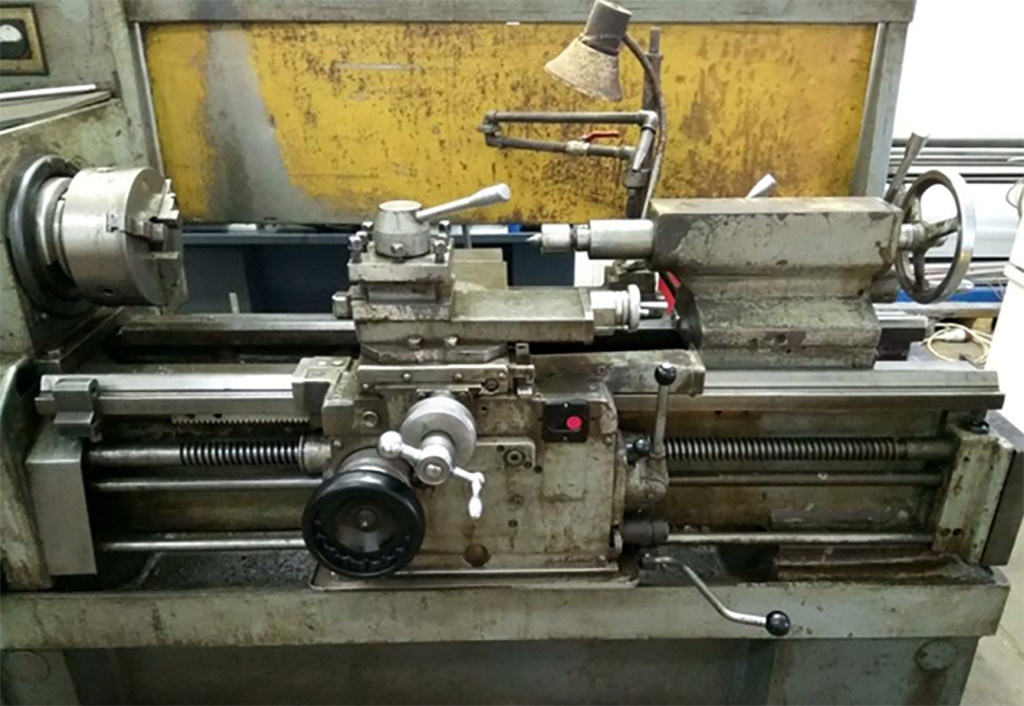
Токарно-винторезный станок 16в20 можно назвать прямым потомком знаменитого первенца советского станкостроения ДИП-200, первым «наследником» которого является токарный станок 1А62. В 1949 году производство 1А62 было передано с флагмана советского станкостроения московского на вновь созданный Астраханский станкостроительный завод. Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
16В20 выпускался в рамках советских народно-хозяйственных планов и предназначался для использования в небольших ремонтных предприятиях и мастерских колхозов и совхозов. В инструкциях по эксплуатации 80-90-х годов прямо указано его назначение: использование «на ремонтных или … сельскохозяйственных предприятиях». 16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Основные технические характеристики
Винторезный станок 16В20 выпускался в трех типоразмерах с межцентровыми расстояниями 750, 1000, 1500 мм. Другие технические характеристики станка (линейные размеры в мм):
- расстояние от межцентровой оси до направляющих — 222.5;
- расстояние от межцентровой оси до каретки — 110;
- диаметр шпиндельного отверстия — 54;
- максимальный ход каретки — 900;
- максимальный ход салазок — 280;
- максимальное выдвижение пиноли — 150;
- максимальная скорость вращения шпинделя — 1400 об/мин;
- мощность главного привода — 7.5 кВт.
По своим техническим характеристикам токарно-винторезный 16В20 станок аналогичен 16К20. Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.
Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Надежность и долговечность коробки передач достигается применением надежных материалов. Шестеренки выполняются из стали углеродистого класса, проходящей термическую закалку. Чтобы элементы конструкции служили долго — не следует изменять показатели оборотов шпинделя на рабочем ходу.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию. Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
Комбинированный станок 1М95
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских. Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы.
Паспорта сверлильных и расточных станков
2н118
станок вертикально-сверлильный: — djvu; 1,0 Мб. Фото станка
2н118
2с132
станок сверлильный: — pdf, Фото станка
2с132
2а125
станок вертикально-сверлильный: — djvu; 8,1 Мб. Фото станка
2а125
2е52
станок радиально-сверлильный: — djvu; 0,7 Мб. Фото станка
2е52
2л53у
станок радиально-сверлильный: — djvu; 0,9 Мб. Фото станка
2л53у
2к52-1
станок радиально — сверлильный: — 1989, doc, 2,4 Мб. Фото станка
2К52
2н125, 2н135, 2н150
станок вертикально — сверлильный: — 1987, djvu; 1,9 Мб. Фото станка
2н125
2431сф10
станок координатно-расточной: — djvu. Фото станка
2431сф10
2620, 2622, 2622а
станок горизонтально-расточной: — pdf. Фото станка
2620, 2622, 2622а
мс-36
станок сверлильный магнитный: — pdf; 1,0 Мб. Фото станка
МС-36
нс-12а
станок сверлильный настольный: — djvu. Фото станка
нс-12а
нс-12Б
станок сверлильный настольный: — djvu.
нс-16, нс-16.01 (СНВШ-2)
станок настольный сверлильный: — pdf; 0,5 Мб. Фото станка
НС-16
Конструкция
Основу агрегата составляет станина, к которой прикреплены все основные механизмы и узлы: салазки, консоль, стол, станция управления, а также боковой и главный пульт, коробки, переключающие подачи, скорости, поворотная головка и механизм замедления подачи.
Станина и консоль снабжены прямоугольными направляющими. Эти составные части увеличивают надежность и прочность конструкции. Поэтому на таком оборудовании работать просто и безопасно. Агрегат может без перерыва работать длительное время, несколько рабочих смен. Рассматриваемый агрегат снабжен следующими стандартными узлами для оборудования такого типа:
- система запуска насоса подачи охлаждающей жидкости;
- система, для управления направлением движения шпинделя;
- основной электродвигатель для привода стола;
- устройство для зажима инструмента;
- шкаф управления;
- головка подач;
- боковой пульт;
- консоль;
- лимб со шкалой для указания количество оборотов.
Отдельно имеются дублирующие рукояти для вертикальной и поперечной передачи.
Пульты управления фрезерным станком 6Т12-1
Пульты управления фрезерным станком 6Т12-1: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
ТОП 5 покупателей токарных станков в 🇵🇹 Португалия
Показать все Торговля Производство
Товар станок токарный оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, купите станок токарный оптом
Gonges Investment Co.ltd.
Токарно-револьверные станки – токарно-револьверные станки с одной револьверной головкой e
Indorama Eleme Petrochemicals Ltd.
Электротехнические товары: -61-02-00-167 предохранитель 380 в 4 ампера размер: 30×5 мм для токарного станка matl: poreclein mfr: ferra z mrp
Askol Nigeria Ltd.
Запасная панель для токарного станка (gs t no: 27aagfk5999l1zf inv No. 48-19-20 amt rs.28)
Everest Metal Nigeria Ltd.
Токарный станок
Top Steel Nigeria Ltd.
Горизонтальные токарные станки с числовым программным управлением – запасные части для токарных станков с ЧПУ для вышеуказанной модели станка cl-560 (мы намерены требовать вознаграждения
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортер токарных станков
| # | Компания (размер) | Продукт | Страна |
| 1 | Proking Machinery Co., Ltd. (9) | ТОКАРНЫЙ СТАНОК PKGS PLTS S | Тайваньский Китай |
| 2 | Bhartee International (6) | ТОКАРНЫЙ СТАНОК С ВЕРХНЕЙ ОТВЕРСТИЯМИ ММ, ВКЛЮЧЕНИЕ В КОРОБКЕ, ТОКАРНЫЙ СТАНОК ММ, ВКЛЮЧАЮЩИЙ ДВОЙНЫЕ ПАТОРЫ СТОЙКА ИЗ ВСЕХ СВЯЗАННЫХ P | Индия |
| 3 | FMTGroup SRO (6) | СВЕРЛИЛЬНЫЙ СТАНОК С ТОКАРНЫМ СТАНКОМ SUI / ТОКАРНЫЙ M СТАНОК ДЛЯ СВЕРЛИВАНИЯ DP E VO ПРОРЕЗИЛЬНЫЙ СТАНОК M | czechrepublic |
| 4 | Gpt Co.(6) | ДЕТАЛИ ДЛЯ ТОКАРНОГО СТАНКА С ЧПУ | Southkorea |
| 5 | Chyn Her Industries Co., Ltd. (5) | ЗАПЧАСТИ ДЛЯ ТОКАРНОГО СТАНКА CTNS PLT H. S. CODE | Тайваньский Китай |
- Лиссабон
- Порту
- Брага
- Фуншал
- Сетубал
Образование: МГУ
Не говорите людям, как надо делать, говорите, что делать, и пусть они удивят вас своими результатами
Тяжелый токарный станок в Индии
Тяжелый токарный станок
Тяжелый токарный станок Macpower Industries – тяжелый
Тяжелый токарный станок в Нью-Дели, Индия
10 Тяжелый токарный станок
Тяжелый токарный станок 10 футов
Производитель тяжелых токарных станков в Ахмедабаде Гуджарат, Индия
Производитель токарных станков в Раджкоте Гуджарат Индия Токарный станок
Подержанный Станко 16k20 для продажи в Индии Китмондо
55-футовый сверхмощный токарный станок в Раджкоте
12-футовый тяжелый токарный станок
Производитель тяжелых токарных станков Калькутта, Западная Бенгалия, Индия,
, Все редукторные токарные станки для тяжелых условий эксплуатации, Индия
,, Токарные станки, Индия, Heavy Duty, Lathe Machines United,
Цена станка Heavy Duty в Индии Car Az Portal
Производитель токарных станков Extra Heavy Duty
Производитель токарных станков Индия Токарный станок Токарный станок Cnc
Производитель тяжелых токарных станков в Батала, Пенджаб Индия
Производители токарных станков для тяжелых условий эксплуатации Экспортеры В Индии
Us 880014 Многофункциональный 300-миллиметровый патрон Цена сверхмощного токарного станка в Индии на Aliexpress
Токарный станок лучшего бренда в Индии Изображения токарного станка
Точный токарный станок Производитель тяжелых токарных станков В
Heavy Duty All Geared Industhe Machine Pathakries Kol
Все редукторные станки для тяжелых условий эксплуатации Токарный станок для средних нагрузок
Высококачественные станки, продукция и услуги
Подержанный Skoda Heavy Duty Токарный станок Высота центра 625 Mm
Extra Heavy Duty Токарный станок Pathak Industries Kol India
Heavy Duty Токарный станок Heavy Duty Токарные станки
Heavy Duty Токарный станок 8 Feetom Brand India
Heavy Duty Токарные станки
Все Производитель сверхмощных токарных станков с редуктором в Лудхиане
Все производители токарных станков с редуктором для тяжелых условий эксплуатации
Производители сверхмощных токарных станков Индия Экстра
Крупногабаритные сверхмощные токарные станки Macpower Industries
Высокоточные токарные станки Cs61125 Heavy Duty Индия Румыния
Подержанные токарные станки для тяжелых условий эксплуатации на продажу в Индии Machinio
Полый шпиндель Surelia Industries в Раджкоте, Индия
All Geare d Производители токарных станков для тяжелых условий эксплуатации
Токарные станки для сверхмощных станков Токарный станок Power Press
Продукция для токарных станков Дилер токарных станков Токарный станок
Запасные части для станков повышенной прочности 201
Подержанные Grazioli 300×1500 для продажи в Индии Kitmondo
China Horizonta Металл Cw6163e Heavy Duty Токарный станок Для
Токарных станков Тяжелые токарные станки Токарные станки Cnc
Бывший в употреблении Gurekin Sa Токарный станок для тяжелых условий эксплуатации Между центрами
United Machinery Tools Corporation Индия
Качественные станки Продукты и услуги
Точный токарный станок Тяжелый токарный станок Производитель станков в
Производитель сверхмощных токарных станков в Гуджарате, Индия
Токарный станокс зубчатой рейкой e Machine Heavy Duty Токарный станок
Shimoga Модель Heavy Duty Производители токарных станков
Оптовый продавец токарных станков Heavy Duty Производитель Экспортеры
Ops Udyogbatala Производители токарных станков для тяжелых условий в Индии Ведущий поставщик токарных станков Latheindia
16 футов Heavy Duty Токарный станок
Токарный станок между 3 метрами по центру 17 дюймов
Ravin R 161280 Токарный станок для тяжелых условий эксплуатации
Токарный станок для тяжелых условий эксплуатации
Токарный станок для тяжелых условий эксплуатации Boyd Inc 163 Mahendra Roy
Подержанный Sculfort Maxicap для продажи в Индии Kitmondo
Станок для работы на токарном станке Varma Engineering Works
Токарные станки Токарные станки для тяжелых условий эксплуатации Токарные станки с ЧПУ
Производитель станков для тяжелых условий эксплуатации Экспорт ers From
Поставщик токарных станков для тяжелых условий эксплуатации в Нью-Дели
Токарные станки для легких и средних нагрузок
Токарные станки для тяжелых условий эксплуатации Sigma для продажи в Сурат, Гуджарат
Станки для токарных станков для тяжелых условий эксплуатации, произведенные в Индии Paras Machines Ops Udyog
Сверхмощный токарный станок по лучшей цене сейчас в Индии
Сверхмощный токарный станок Токарный станок Cme
Точный токарный станок Производитель тяжелых токарных станков в
Токарный станок Легкий токарный станок Сверхмощный токарный станок
Производители токарных станков Токарный станок Индия Все
Broadbent Heavy Duty Токарный станок
Heavy Duty Токарный станок 8 футов с новой комбинацией цветов
Heavy Du ty Оптовый торговец токарными станками Производитель Экспортеры
Прайс-лист токарных станков Токарный станок Последняя цена 2019
Купить токарные станки в Индии Надежный токарный станок
United Machinery Tools Corporation Индия
Токарный станок для тяжелых условий эксплуатации Пресс для токарного станка
V Ременный привод Тяжелый Производители токарных станков
Производитель токарных станков Цена Поставщик токарных станков
Производители и поставщики токарных станков в Howrah
Токарный станок для сверхтяжелых условий эксплуатации Payal Machine Tools Токарный станок
Архивы токарных станков Zurken Machines Токарный станок
Подержанный токарный станок Fagor Make Heavy Duty Станок 4 фута на продажу
Токарный станок для тяжелых условий эксплуатации Станок для тяжелых условий эксплуатации
Pdf Hea vy Производство токарных станков в Индии Apex
Качественные станки Продукты и услуги
Добро пожаловать в Amt Enginners India Производители и экспортеры
10 X 16 X 16 X156 Extra Heavy Duty Токарный станок Передняя сторона
Токарные станки Rajindra Токарные станки Rajindra Lathe Machinery
Производители токарных станков для тяжелых условий эксплуатации Экспортеры из
Станки для тяжелых условий эксплуатации Токарные станки для тяжелых условий эксплуатации
Промышленные станки для тяжелых условий эксплуатации Uma Enterprise Vavdi
Станки для тяжелых условий эксплуатации 12 футов Станки Yogi Rajkot Gujarat
Производители станков для тяжелых условий эксплуатации Car Az Portal
Вертикальные токарные станки перед тяжелыми машинами Токарный станок для работы
Ржавая мастерская Индии Стоковое Изображение Ржавый
Производители токарных станков для сверхтяжелых условий эксплуатации Индия Экстра
Токарные станки для средних режимов работы Токарные станки для тяжелых условий эксплуатации
Токарные станки для тяжелых условий эксплуатации
Производители токарных станков с редукторами для тяжелых условий эксплуатации Индия
Smart ink
Smart inkSmart ink – Текст из псні ыхав казак мистом
Дата: 28.02.2020, 22:55 – Просмотров: 1842 – Кликов: 6632
Если подписка или лицензия на программное обеспечение все еще активны, вы можете обратиться в службу технической поддержки SMART для получения дополнительной помощи. Поддержка ˃ Программное обеспечение ˃ Другое программное обеспечение ˃ SMART Ink ˃ Поддержка ˃. SMART Ink – это условно-бесплатное программное обеспечение из категории «Бизнес», разработанное SMART Technologies ULC. Проверяли наличие обновлений пользователями нашего клиентского приложения UpdateStar в прошлом месяце. Последняя версия SMART Ink в настоящее время неизвестна. Первоначально он был добавлен в нашу базу данных 05.06 / XL, XL.Замена интеллектуального картриджа для Canon XL, XL (10 шт.), Совместимый. Картриджи для Canon. Оценка из 5. Доступные картриджи с чернилами и тонеры для владельцев принтеров из ЕС. Получите замену совместимого картриджа в Smart Ink. Одна из самых дешевых цен в ЕС. · Версии: смарт-ноутбук 19 и различные версии смарт-чернил и драйверов. Я немного догадываюсь о том, что происходит. Индикатор курсора продолжает гореть, и лоток для перьев реагирует на нажатия кнопок, но умные чернила перестают работать.Замена интеллектуального картриджа для HP XL (4 шт. В упаковке), совместимый. XXL, XXL. Замена смарт-картриджа для Canon XXL, XXL (5 шт. В упаковке), совместимый. XL. Смарт-картридж для замены картриджа HP XL (10 шт. С Photo Black), совместимый. XL, XL. Драйверы продуктов SMART и загрузка чернил. Ссылки по теме. Повышение квалификации и обучение; Поддержка видео; Найдите ближайшего к вам продавца; Сопутствующие продукты SMART Notebook; SMART TeamWorks; SMART Meeting Pro; Драйверы продуктов SMART; Не нашли нужный ответ? Связаться с нами.EN английский. Картриджи для смарт-струйных принтеров в Канаде. XL. Замена интеллектуального картриджа для HP XL (4 шт. В упаковке), совместимый. XXL, XXL. Замена смарт-картриджа для Canon XXL, XXL (5 шт. В упаковке), совместимый. XL. Замена интеллектуального картриджа для HP XL (4 шт. В упаковке), совместимый. XL, XL.Умные чернила
Smart ink – Программа 1 с заработной платой и персоналом 8
-> Петроградский район карта
-> Фильмы быстро в mp4
-> Песня и девушка не спит а верит и ждет
-> Новые фильмы 2017 фильм в хорошем качестве hd 720
-> Bcad windows 8
Tv Horizont инструкция по эксплуатации – Программа 1 с заработной платой и персоналом 8
Умные чернила
Фреза для токарного станка по металлу.Виды и заточка инструмента для токарного станка по металлу
Условно любой инструмент для токарного станка по металлу представлен двумя элементами: головкой и держателем.
Головка – это исполняющая часть, состоящая из ряда плоскостей и режущих кромок с определенным углом. В зависимости от требуемого типа заточки резцу дается определенный угол.
Держатель отвечает за фиксацию инструмента в держателе токарного станка. Имеет квадратную или прямоугольную форму. Для каждой формы существует ряд стандартных размеров сечения.
Типы конструкции
Резцы для токарного станка по металлу бывают следующих типов:
- Прямые. Держатель и головка расположены на одной или параллельных осях.
- Изогнутый. При взгляде сбоку держатель имеет изогнутую форму.
- Отклонено. Если смотреть сверху, голова наклонена к держателю.
- Обращается. Ширина держателя больше, чем у головы. Головка расположена на одной оси с держателем или смещена относительно нее.
Если опираться на общеизвестную классификацию устройств по ГОСТу, то они делятся на следующие типы:
- Имеющие режущую кромку на основе легированной стали. Инструмент монолитный. Может быть изготовлен из инструментальной стали. В настоящее время его использование крайне редко.
- Наполнены припаянными твердыми сплавами. Кромка припаяна к голове. Это самый распространенный вид.
- Пластины из твердых сплавов, закрепленные механическим способом. Режущая пластина крепится к головке винтами и струбцинами.Металл и металлокерамика используются в качестве основы для сменных резцов. Это самый редкий вид.
Классификация по направлению поступательного движения
- Левая модель подается влево, когда берется в левую руку. Основная рабочая кромка расположена над большим пальцем.
- Правая модель соответственно питается справа. Основная рабочая кромка находится под большим пальцем. На практике это происходит чаще.
Способы наладки приспособлений
Инструмент для токарного станка по металлу можно отличить по способу установки относительно обрабатываемой поверхности:
- Радиальный вид.При обработке резец принимает прямой угол к оси детали для обработки. Этот метод широко применяется на промышленных предприятиях. Фреза имеет унифицированную конструкцию крепления на станках. Также имеется более удобный выбор геометрического положения режущей части.
- Тангенциальная. При обработке резец располагается к оси заготовки под углом, отличным от прямой линии. Он имеет более сложный способ крепления и используется на токарных станках, допускающих обработку с высокой степенью чистоты.
Разница в обработке
Резцы также можно разделить по способу обработки:
- чистовая;
- черновая;
- полудрагоценные;
- Для особо тонких работ.
На шероховатость заготовки влияет радиус кривизны верхней части устройства. Гладкая поверхность достигается за счет использования инструмента, заточенного под большой радиус.
Типы токарных инструментов
Инструмент для токарной обработки металла на токарном станке бывает многих типов.Наиболее распространены:
- Walk-through. Создает контуры детали при вращении, а также обеспечивает точение, обрезку при подаче в поперечном и продольном направлениях.
- При растачивании образуются различные канавки, канавки и отверстия. Можно проделывать сквозные отверстия.
- Подрезная модель применяется только для поперечного направления подачи для токарных деталей ступенчатой формы и торца.
- Раскрой. Его подача осуществляется в поперечном направлении относительно оси вращения.Он производит бороздки и бороздки вокруг детали, которые используются для разделения готового продукта.
- Резьбовое. Резьба любого вида на деталях с любой формой сечения. Этот вид может быть изогнутым, прямым или круглым.
- Фасонный. Изготавливает токарные детали сложной конструкции, позволяет снимать различные фаски изнутри и снаружи.
Набор инструмента для токарного станка по металлу можно приобрести в специализированных магазинах или заказать через Интернет.
Основа резцов
Материалы, из которых изготовлены устройства, делятся на три категории:
- Первая предназначена для режущих устройств, используемых на малой скорости.Это инструментальные или углеродистые металлы с индексом твердости 60-64. Когда температура инструмента для токарного инструмента поднимается выше 200-240 градусов, качество его резки заметно снижается, поэтому на практике они используются нечасто. В эту группу входят устройства на основе хромовольфрама, хромо-кремния и легированной стали с уровнем устойчивости к температурам до 300 градусов.
- Резцы второй категории используются на высоком уровне вращения токарной головки.Основа таких устройств – сталь высокой категории резки П12 П9 или П9К5Ф2. После застывания материал затвердевает до значения 62-65 и сохраняет все свои свойства при температуре 650 градусов. Не тереть долго.
- Третья категория – фрезы на основе цемента. Это устройства с твердосплавными напайками, которые работают на высоких оборотах станка и выдерживают температуру нагрева до 1000 градусов. Заточка чугуна и некоторых деталей из цветных сплавов осуществляется устройствами на основе вольфрамокобальта (ВК6 для чистового и полуфабрикатного исполнения, ВК8 для первичной обработки).Сталь шлифуется твердосплавным титан-летучим кобальтом Т15К6. В этом случае проводится чистая обработка.
Принадлежности для настольных токарных станков
Резцы для настольных токарных станков по металлу имеют малое сечение 8 x 8 и 10 x 10 мм. Их используют для обработки мелких деталей.
Резцы в виде сменных пластин
Режущий инструмент для токарного станка по металлу категории Т5 К10 предназначен для первичного и прерывистого точения. На основе кубического нитрида бора изготавливаются сменные пластины для обработки металлов, отличающихся особой твердостью, в том числе чугуна.Цветные металлы шлифуются поликристаллическим алмазом.
Пластины сменные. Они вставляются в держатель. Некоторые модели оснащены стружколомами, отличным измельчением стружки с низкой подачей и заточкой поверхности. Такие пластины используются для высокоточной резки нержавеющей стали и других марок стали.
Заточка резцов
Любые типы фрез, кроме сменных пластин, время от времени, оттачивать. Заточка резцов на токарном станке по металлу обеспечивает получение необходимых углов и форм.В промышленных условиях выполняется на специализированных агрегатах.
Этот процесс можно выполнять в домашних условиях с помощью химических реагентов и шлифовальных кругов. Ручная заточка по качеству уступает промышленной заточке. Здесь главное – правильный подбор шлифовального круга.
Для заточки твердосплавных фрез берется круг из зеленого карборунда. Углеродные токарные инструменты заточены корундовыми кругами.
Заточка рекомендуется при охлаждении (равномерная подача холодной воды к месту контакта круга с фрезой).Можно производить и сухую заточку, но после этого изделие нельзя окунать в холодную воду, так как он может потрескаться.
Стандартная схема процесса заточки
В первую очередь задняя кромка, затем задняя вспомогательная и только потом передняя часть. В самом конце процесса обрабатывается острие инструмента (радиус). Заточенный инструмент следует постоянно перемещать по поверхности круга для заточки и слегка прижимать к форме.
Обязательной составляющей процесса является чистовая обработка фрезы, точнее режущих кромок (участков у кромки, ширина которых достигает 4 мм).
Устройства из твердых сплавов затачиваются с помощью соли из меди, которые смазываются специальным составом в виде пасты или смесью керосина и карбида бора.
Остальные типы резцов заточены камнем с низкой абразивностью, смоченным смазочным маслом или керосином.
Изготовление самодельных резцов
Можно сделать самодельные фрезы для токарного станка по металлу. За основу таких приспособлений берутся ненужные битые сверла.
Выравнивания на основе сверления не ломаются. В частности, им подходят токарные станки старой модификации. Они подлежат многократной переточке. Срок их службы достигает 30 лет.
Самодельные фрезы для токарного мини-станка по металлу изготавливаются из сегмента пилы Геллера. Режется отрезным диском.
Как правильно выбрать фрезу?
При выборе фрезы необходимо учитывать ряд рекомендаций.
Определите, с каким металлом вам предстоит работать, какие операции обработки вы планируете и какую степень нагрузки будет испытывать режущий инструмент.
Решите, что важнее всего – точность соблюдения геометрии изделия или уровень обработки его поверхности. В зависимости от этого фрезу подбирают в соответствии с классификационными признаками и геометрическими пропорциями.
Обозначьте для себя, насколько важно соблюдать условие долговечности устройства и как долго оно должно оставаться в неизменном виде.
КИЕВСКИЙ ВЕРСТАТОБУДИВНЫЙ ЗАВОД, ООО (г. Киев, просп. Победы, 67) – ЕДРПОУ 37394351 – сайт, адрес, телефон, директор
Реализация металлообрабатывающего оборудования более 300 единиц:1.Станки токарные 1К62, 16К20, 16Д20, 1М63, 1Д63А, 16М05А, ДЛЗ630 (Д630 / 4000), 165, 3-кусон (Д300 / 1500), АР-41 (1П371), 1622 (Д550 (Д20-85) х3500) 1E811
2. Станок токарный с ЧПУ 16A20F3, 1B340F30
3. Координатно-расточной станок 2E450AF1 (630х2120) 2A450F1, HYDR-8P (SIP), KOVOSVIT
4. Станок сверлильный 2N118, 2N125, 2A135, 2S132, 2A150M55217L, 2A150M55217L, MF5. , 6Т12, 6Р13, ВМ127, 6М13П
6. Фрезерование FA4V (315х2600) 6Н81А, 6В11, 6Р83Г, 6М83, 6Т82Г, 6Р80, 6А463, 692Р
7. Продольное шлифование MS363F10-2 (1600х5000), HECKERT 1600 / WMW SZ 1600 / HECKERT 1600 / SZ 1600 4000, «Желчестер» (300х2700)
8.Станок шлифовальный 3Д725, 3Л722В, 3Б722, MATRIX BB-636 (355/1220), MATRIX C21 (400х2500) 3Д741В (Д800), ОШ524 (200х2000)
9. Станок шлифовальный ОШ-383/183 (200/800), 3Г71 ( 200/630), Нейман (280х940), GS-359, SS4E (D300).
10. Станок шлифовальный 3B161 (D280 / 1000), 3U144, 3M153AF11 (D140 / 500), 3A130, 3K228, 3283
11. Формовочный станок Lorenz (m5 / Dzag.280 / hhoda50), 5122, 5140
12. Зубофрезеровка 5D32 , 5K324, 5S270P, 5S276P, KLINGELNBERG (м: нормальный 2/7, шестигранник 3/12, L 42/272)
13. Шестерня PAC R-63, 5E580, 5033
14.Поперечно-строгальный станок 7307D, 7B35
15. Станок абразивно-отрезной 8240
16. Станок шлифовальный 3M636, 3B633, 3B632
18. Пресс ручной
19. Подъемная сила крана 0,5 т, 1т, 2,5 т, 3, 2т, 5т , 10т, 20т, 30т
20. Кран рельс КДЭ-253
21. Шлицеобрабатывающие 5350А, 3451Г
23. Обрабатывающий центр ИР500ПМФ4, ИС800ПМФ4.
24. Пресс Rue 100 (ERFURT), Rui-160 (ERFURT)
25. Станок зубошлифовальный 5В833, 5В835.
26. Ножницы N5222A
27. Протяжные 7B56
29. EDM 4B723M, 4723AF3
30.Алмазный шлифовальный 3622, 3622D
31. Заточка 3М642
32. Круговая резка 8G662F2
33. Инструмент в ассортименте: фрезы, фрезы, сверла, развертки, зенковки, метчики, плашки, калибры, зажимы, протяжки, оправки, измерительные инструменты.
34. Двигатели, винты, насосы станков, ступичные подшипники, ручка КВД, выходы (заземлены). ООО «Киевский станкостроительный завод» (бывший завод автоматов им. Горького) более 70 лет производит токарные станки. В настоящее время компания является базой по поставкам оборудования в СНГ и прилагает все усилия для выхода на европейские рынки.
Помимо производства новых моделей ЧПУ ПУБ -130 ФАБ -160 ФАБ -350, ФАБ-600, СО 101, ТАК102, ТАК103 в настоящее время компания выполняет капитальный ремонт и модернизацию находящихся в эксплуатации станков (б / у) под заказ как универсальных, так и с ЧПУ.
При ремонте оборудования выполняется следующий объем работ:
1. Общая диагностика, разборка и деффектовка машины, проверка состояния деталей.
2. Разработка и подготовка технического задания.
3. Ремонт и замена агрегатов.
4. Шлифование базовых поверхностей.
5. Ремонт гидравлических, пневматических, охлаждающих и смазочных систем.
6. Ремонт электрооборудования.
7. Установка и замена системы управления или УЦИ. На ЧПУ установлены системы ЧПУ «Siemens», «West Labs» (Харьков), «NCT» (Венгрия), SC (Санкт-Петербург).
8. Установка и замена современных приводов.
9. Сборка и покраска.
10. Проверить технологические пределы точности и доставки заказчику;
11.Гарантия и сервис.
Станок после капитального ремонта полностью соответствует своему паспорту. Гарантия на машину после капитального ремонта составляет 6 месяцев со дня отгрузки.
Выполняем токарные, фрезерные, шлифовальные, суперфинишные и сборочные работы.
Ключевые слова
фрезерный станок, сверлильный станок, станки токарные, чпутокарные станки, шлифовальный станок, токарный станок, столярный инструмент и оборудование для производства, токарный станок, строгальные станки, шлифовальные станки, станки с чпу, токарные станки в украине, продажа, деревообрабатывающее оборудование, деревообрабатывающие станки, станки по дереву, форматно-раскройный цех – станок, шлифовальный станок, шлифовальный станок, кромкооблицовочный станок, сверла, фрезерный стол, продам токарный станок, станочное производство, фрезерный станок, токарный лобзыковый, фуганки, токарный станок, фрезы для сверлильных станков с ЧПУ, станки производственные, станок токарно-отрезной, станок гравировальныйСтанок токарный – параметры уе кусандиса
Токарный станок Chinangwa chikuru pamusoro – ndiko kubudiswa zvemaziso, mukati uye kunze hukawanika nezvishoma chimurenga.Uyewo, pane zvakawanda yemashoko michina izvi zvinogona racherwa akasiyana siyana shinda. Чинху чикуру нокувеза чезвомбо звиношандисва ваендесе, звинху звакасияна-шияна вематомбо. Севевху кутаурирана, чисо, подсчет очков, кучифинья, ачичека, кувеза невамве. Makomba dzinoitwa pamusoro токарный станок uchishandisa сверла, chinoumba сверла uye развертки. Метчики УЕ АНОФА РАЗЛИЧНЫЕ Резьбовые.
Токарный станок – mikana
Токарный станок, zvichienderana nzvimbo kutenderera akabatana zvinogona kutwasuka kana chinjikira.Uyewo kune yayo inokosha parameters zvinosanganisira chikuru dhayamita zvikamu, izvo zvinogona kupatsanurwa pamusoro pamubhedha wake. Chimwe chakanangana токарный станок ndiwo kure pakati nzvimbo ayo. Изви аносарудза укуру звикуру звикаму муцеце-машина псак. Параметр чечитату хуру – чикуру дхаямита ари кубатва памусоро руцигиро чикаму. Уэзвэ, звиноитва мустина раанотаура чокурукиша кумханья-шияна, чикуру дхайямита нетсвимбо кути аногона ичипфуура чокурукиша чокурукиса саизи коне (аршив Кана морс), уйе мукуруша курдези курэба чокус.
Токарный станок – продольный uye muchinjikwa ondomoka
Vematombo kutendeuka michina var hwavapo ari mudziyo wokuisira, izvo zvinozoita iri mutsigiri. Обработка Uye tichibatsirwa nokuveza chokushandisa inodedera panguva. Куцигира рине продольная йемасираидхи кана кудередза ондомока. Иво zvinokambaira заготовка ачитеведза muperekedzi njanji Рири Паматанда. Поперечная квебаса тишандисо педи чокусандиса инованисва укуво, мучинджиква ондомока. Трафик звосе суппорт ири чинопфуудзва кубва звокудья бхокиси кубурикидза чокурукиша кана мугодхи кутурика.Zvinogonekawo, uye вручную маховик анозунунгуса.
Токарный станок Mubhedha – Achishandisa
Токарный станок Chero hazvibviri pasina pamatanda. Передняя бабка Hazvina, коробка передач riri akatasva muna uye chokurukisa uye, задняя бабка mutungamiriri uye rutsigiro. Токарный станок Akatasva chokurukisa Chuck kana zvimwe mudziyo kuti с зажимом zvikamu. A nhovo makamuisa pamatanda, kuti anounganidza kuti Chips СОЖ. Зваканака, задняя бабка kunoita chinyararire uye yakasimbiswa chero pfungwa iri pamatanda.Это nomukombiyuta Morse cône akatasva kutenderera pakati rakagadzirirwa kukurudzira refu nhengo kana maturusi kuti makomba machine.
Токарный станок nokuti simbi 16K20
A Zvinonyanyozivikanwa yezvisikwa michina, zvikurukuru, akadai 16K20. Это rakagadzirirwa wekushanduka, kuchera, kufinha uye, постукивание. Мучина ую анэ звакаквана кугона уйе Жесткость, чикуру звакаванда дииса уйе чокурукиша нокукурумидза. Риношандисва паматунху мавхориюму, партия манге дики уе чиквата кугадзирва.Токарный станок Zvino 16K20 anogona kuwanikwa anenge ose kambani, kunyange zvazvo vachiri kubudiswa muСоветский Союз.
Токарный станок с ЧПУ
CNC michina mamwe ano yepamusorosoro michina. Вари купацанурва аидзорва машоко пурогираму кузвидзора. Уйе мичина изви зваканакира важинджи памусоро “купингудза” хама дзаво. Ndivo nokukurumidza uye nyore nokuvakazve kubva mhando kune dzimwe nhengo. Кути аите изви, унофанира кубхадхара ицва чиронгва куиеука кудзора комбиюта. Продукция pashure kurapwa pane muchina kwakadaro rakanyatsorurama.А кугадзира нгува неймве чикаму существенно wakaderedzwa nokuda kwayo kumhanya uye kusarovedza webetsero kushandiswa. Uye muri michina izvi nokuda vakawanda kugadzirwa.
МАШИНА ДЛЯ ИЗБЫТОЧНОГО ОБОРУДОВАНИЯ … 4 поддона заполнителя эпоксидной затирки Escoweld, эпоксидной смолы Escoweld
ПРОВЕДЕНИЕ АУКЦИОНОВ И ОЦЕНКИ
ПО ВСЕМУ МИРУ
ГЛАВНЫЙ ОФИС: # 103Aville Rd. V2T 6K7 Телефон: (604) 852-8711 Факс: (604) 852-8721 Веб-сайт: www.joinersales.com
INDUSTRIALAUCTIONEERS
MACHINERYAPPRAISERS
НАПЕЧАТАНО В КАНАДЕ
АЛЬБЕРТА: # 202-11830 111 Ave.Edmonton, AB T5G 0E1 Телефон: (780) 424-6230Fax: (780)
ДАТА: вторник, 15 ноября – 11 ноября. ДАТА: вторник, 15 ноября, 11:00. Место: 9651-62 авеню, Эдмонтон, AB
Предварительный просмотр: понедельник, 14 ноября, 10:00 – 16:00.
ПРОВЕДЕНИЕ АУКЦИОНОВ И ОЦЕНКИ
ПО ВСЕЙ стране
1130538 ALBERTA LTD.ОТ ИМЕНИ РУКОВОДИТЕЛЯ
ТОКАРНЫЕ СТАНКИ: Токарный станок с двигателем Станко Модель 16K20, 20 качелей x 5 футов. Станина, 4-кулачковый патрон, люнет, S / N 05319: Токарный станок с двигателем Hardinge, модель HC, 3 фазы, 1 л.с., с револьверной головкой, резьбовое приспособление: Токарный станок с двигателем Rockwell, модель 25-210, 16 качелей x 40, S / N 1459444: Токарный станок с револьверной головкой Jones Lamson № 4 со всеми инструментами: Герберт № 2D Токарный станок с револьверной головкой 9 Поворот x 19 Центры: Токарный станок с ЧПУ Graziano Tortona Модель SAG12: Настольный токарно-револьверный станок Casati DP5: ПАНЕЛЬНЫЙ ПРЕСС: Пробивной пресс Roussel Модель 3: ШЛИФОВАНИЕ: Цилиндрическая шлифовальная машина Brown & Sharpe No.5: Станок для заточки сверл Dormer Модель 84: Станок для заточки маховика Kwikway Модель 797: СЛОТТЕР: Слоттер Malick Walkows: РАЗНОЕ. ИНСТРУМЕНТ: 12 токарных патронов HOB-12 с мягкими губками, делительная головка Kitagawa, сверла, цанги, фрезы, патроны и т. Д .: ХОЛОДНАЯ ПИЛА: Пила для холодной резки Eisele (новый двигатель): КОМПРЕССОР: Sanborn Magna Force 10 л.с. Воздушный компрессор: ФРЕЗЕРНЫЙ СТАНОК: Фрезерный станок Фрица Вернера 3.230: РАЗНОЕ. ОБОРУДОВАНИЕ: револьверный сверлильный станок Ixion Bormaster тип BT15, сверлильный станок Rexon модели RDM 150F, сверлильный пресс с зубчатой головкой, сверлильный / метчиковый пресс Dunlap, ленточная пила Rockwell 14, ленточная пила для горизонтальной резки металла Johnson, блок Oxy Acet с тележкой, сварочный аппарат Linde 230 , Заводская отрезная пила, Настольный шлифовальный станок Mastercraft 6, Модель Keller Die Filer 1A, Лестницы, Подставки для автомобилей, Приспособление для подъема стального вилочного погрузчика, Весы Fair Banks, Вакуумный пылесос Union Air, Электроэрозионный станок Sparcatron Ram EDM Модель C1434 с элементами управления, Международная центрифуга, модель K, размер 2, воздухоочиститель Trion, пескоструйный аппарат Mod-U-Blast, 4 поддона заполнителя эпоксидной затирки Escoweld, жидкость для эпоксидной затирки Escoweld 7505E, эпоксидная смола для анкерных болтов Escoweld: Пикап: Пикап: грузовик Chev Silverdo Z71 4×4 1997 года, загруженный, Кожа, крышка Tonneau, серийный номер 2GCEK19R4V1149188: ОФИСНОЕ ОБОРУДОВАНИЕ И МЕБЕЛЬ: фотокопировальный аппарат Toshiba 2510, телефонная система Meridian с прибл.3 ручных набора, столы, шкафы для хранения документов:
ПРЕДЛОЖЕНИЕ ПО ТЕЛЕФОНУ НА ВСЕ ОСНОВНОЕ ОБОРУДОВАНИЕ. ИНФОРМАЦИЯ О ПРЯМЫХ ПРОДАЖАХ. KEVIN JOINER AT 780-945-0256 ПОСМОТРЕТЬ ДОПОЛНИТЕЛЬНЫЕ ФОТОГРАФИИ И ОБНОВЛЕННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: www.joinersales.com
СЧЕТА ДО 1000 ДОЛЛАРОВ: Оплата в течение всего дня продажи. СЧЕТЫ НА 1000 $ И БОЛЬШЕ: 25% предоплата в день продажи; остаток по дням после продажи. ФОРМЫ ОПЛАТЫ: Наличные, сертифицированный чек, Visa, Mastercard, Interac. СНЯТИЕ: Мелкие предметы в день продажи. Основные статьи до четверга, 17 ноября 2005 г. (без исключений).Копии дополнительных условий будут доступны во время продажи. Возможны дополнения и удаления. Мы надеемся, что вам понравится наш метод продажи и возможности для покупателей. 12% ПОКУПАТЕЛЕЙ ПРЕМИУМ.
EISELE COLD CUT SAWSTANKO LATH ROCKWELL LATH
SLOTTERHARDINGE LATHE KWIK WAY МАХОВИК
КРАТКОЕ УВЕДОМЛЕНИЕ! КОРОТКОЕ УВЕДОМЛЕНИЕ! КОРОТКОЕ УВЕДОМЛЕНИЕ!
1997 CHEV 4X4ROUSSELLE ПУАНСОННЫЙ ПРЕСС 10 HP ВОЗДУШНЫЙ КОМПРЕССОР
alberta ltd.