Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Плазменный
Какие плюсы имеет мини плазморез с ЧПУ?
Какими преимуществами отличается мини плазморез с ЧПУ? Как проходит процесс резки с помощью плазменной струи? Устройство плазменного станка.
Гибочный
Фрикционные вкладыши
Фрикционные вкладыши имеют высокую теплопроводность, обеспечивают соприкасающимся деталям механизма низкое межмолекулярное взаимодействие.
Вопрос-Ответ
Как происходит генерирование кодов для станков с ЧПУ
Программа для генерирования кодов: для чего нужна и как составляется, разновидности подобных систем и почему для написания программ лучше использовать ПК.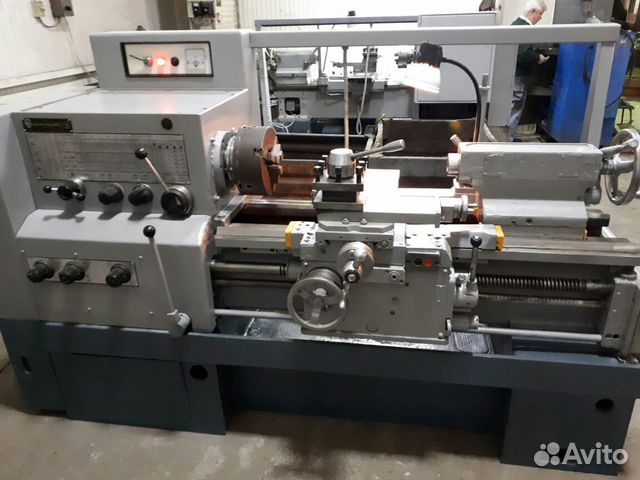
Фрезерный
Технические характеристики и эксплуатация фрезерного станка ВМ127, схемы
Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
Вопрос-Ответ
Что нужно знать об организации рабочего места оператора станков с ЧПУ
Организация рабочего места оператора станков с ЧПУ: что может воздействовать на организацию рабочего участка и чем должно быть обеспечено место для труда.
Фрезерный
Основные технические показатели и конструкция вертикально-фрезерного станка 6т12
Технические показатели и преимущества станка 6т12. Расположение составных частей. Кинематическая и электрическая схема. Эксплуатация. Техника безопасности.
Расположение составных частей. Кинематическая и электрическая схема. Эксплуатация. Техника безопасности.
Вопрос-Ответ
Функционирование и комплектация домашнего ЧПУ станка
Как функционирует и комплектуется домашний ЧПУ станок, специфика программного обеспечения и сферы, где он применяется. Имеет ли смысл приобретать данное оборудования для частного пользования и как сделать правильный выбор.
Токарный
Технические параметры, виды и сборка своими руками токарных станков по дереву
Токарные станки по дереву и его особенности, технические характеристики. Виды, конструктивные элементы, требования к станкам. Сборка своими руками.
Токарный
Характеристика и виды часовых токарных станков, схемы и конструкция
Конструктивные особенности часовых токарных станков, инструкция по их обслуживанию и тонкости работы с оборудованием.
Фрезерный
Как сделать фрезерный станок по металлу своими руками для домашней мастерской
Фрезерный станок для работы по металлу — особенности, принцип действия. Виды станков, их особенности. Как сделать станок самому. Правила работы и техника безопасности.
Характеристики токарно-винторезных станков моделей 1В62Г и 16В20
Разработчик и изготовитель – Астраханский станкостроительный завод
Токарно-винторезные станки моделей 1В62Г и 16В20 предназначены для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Наиболее целесообразно использовать станки в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Исполнение и категория размещения станков в части условии эксплуатации — УХЛ4 по ГОСТ 15150–82Е.
Класс точности станков — Н по ГОСТ 8—82Е.
В станках применены унифицированные узлы фартука 16Б20П.061 и коробки подач 16Б20П.070.
Модель 1В62Г — базовый станок с выемкой в станине.
Модель 16В20 — станок без выемки в станине.
Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью.
Станина станка модели 1В62Г имеет выемку, закрываемую съемным мостиком. Это позволяет при снятом мостике обрабатывать более крупные (диаметром до 620 мм) заготовки типа дисков, колец и фланцев.
Шпиндель смонтирован на точных подшипниках качения.
Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
| Основные данные | Модель | |
|---|---|---|
| 1В62Г | 16В20 | |
| Основные размеры | ГОСТ 440-81 | |
| Наибольший диаметр обрабатываемой заготовки, мм: | ||
| – над станиной | 445 | |
| – над суппортом | 220 | |
| – над выемкой в станине | 620 | – |
| Наибольшая длина обрабатываемой заготовки, мм: | ||
| – над суппортом | 1000 | |
| – над выемкой станины | 290 | – |
| – над выемкой станины при закреплении на планшайбе | 240 | – |
| Наибольшая длина обтачивания, мм | 900 | |
| Конец шпинделя фланцевого по ГОСТ 12593—72 | 6К | |
| Центр по ГОСТ 13214—79: | ||
| – в шпинделе | 7032-0043 (М6) | |
| – в пиноли задней бабки | 7032-0039 (М5) | |
| Диаметр цилиндрического отверстия в шпинделе, мм, не менее | 54 | |
| Высота резца, установленного в резцедержателе, мм, не менее | 25 | |
| Количество скоростей прямого вращения шпинделя, не менее | 24 | |
| Количество скоростей обратного вращения шпинделя, не менее | 12 | |
| Частота вращения шпинделя, мин–1 | 10-1400 | 12,5-1700 |
| Количество ступеней подач продольных/поперечных, не менее | ||
| Подача, мм/об: | ||
| – продольная | 0,018-22,4 | |
| – поперечная | 0,009-11,2 | |
| Количество нарезаемых резьб, не менее: | ||
| – метрических | 36 | |
| – модульных | 36 | |
| – дюймовых | 45 | |
| – питчевых | 45 | |
| Шаг нарезаемых резьб: | ||
| – метрических, мм | 0,5-224 | |
| – модульных, модуль | 0,5-224 | |
| – дюймовых, число ниток на один дюйм | 77-0,125 | |
| – питчевых, питч | 77-0,125 | |
| Скорость быстрого перемещения суппорта, м/мин: | ||
| – продольного | 4,0 | |
| – поперечного | 2,0 | |
| Наибольшая длина перемещения, мм: | ||
| – каретки | 900 | – |
| – нижнего суппорта | 280 | – |
| – верхнего суппорта | 130 | – |
| – пиноли | 150 | – |
| – задней бабки (поперечное смещение) | ±15 | – |
| Наибольший угол поворота верхнего суппорта, град | ±90 | – |
| Цена одного деления шкалы перемещения, мм: | ||
| – каретки | 1,00 | – |
| – нижнего суппорта | 0,05 | – |
| – верхнего суппорта | 0,05 | – |
| – пиноли | 5,00 | – |
| Цена одного деления шкалы поворота верхнего суппорта, град | 1,00 | – |
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2,0 | – |
| Габарит станка, мм | 2800 х 1190 х 1450 | |
| Масса станка, кг | 2450 | 2430 |
| Электрооборудование | ||
| Питающая электросеть: | ||
| – род тока | Переменный трехфазный | |
| – напряжение, В | 380 | |
| – частота тока, Гц | 50 | |
| Суммарная мощность, кВт | 8,37 | |
| Электродвигатели: | ||
| главного привода: | ||
| – тип | 4АМ132S4У3 | |
| – исполнение | 1М3081 | ГОСТ 2479-79 |
| – мощность, кВт | 7,5 | |
| – частота вращения, мин–1 | 1450 | |
| привода быстрых перемещений: | ||
| – тип | 4АМХ71В4У3 | |
| – исполнение | 1М3081 | ГОСТ 2479-79 |
| – мощность, кВт | 0,75 | |
| – частота вращения, мин–1 | 1370 | |
| привода подачи смазочно-охлаждающей жидкости: | ||
| – тип электронасоса | Х14-22М | – |
| – мощность, кВт | 0,12 | |
| – частота вращения, мин–1 | 2800 | |
| Система охлаждения | ||
| Электронасос: | ||
| – тип | Х14-22М | |
| – производительность, л/мин | 2,2 | |
| Вместимость бака СОЖ, л | 25 | |
| Система смазки | ||
| Насос: | ||
| – тип | Г11-11А | |
| – производительность при 1160 об/мин, л/мин | 4,4 | |
Bộ Цанга ER tiêu chuẩn, Bộ Цанга tiêu chuẩn ER, Набор цанг ER, V-08, V-11, V-16, V-20, V-25, V-32, V-40, V-50
Đăng nhập thành viên
Hỗ trợ trực tuyến
Горячая линия:
Туй чон муа ханг
Сан фом кхун май
ặc tính kỹ Thuật:
– cao và tuổi thọ dài hơn.
– HRC: 46
– ộ Côn: 8º
– ộ nhám bề Mặt: trong phạm vi rz2,5
– lỗ trong ược chế tạo bằng mài doa chính xh ộ ộ ộ ộ ộ ộ n ộ g ộ g ộ g ộ ộ ộ r Тиу Чуун.
– Collet ược Dùng Cho Các ầu dao như: Phay, Tiện, Khoan, Cắt Ren, Doa…
Thông Số Kỹ Thuật:
| 999999. Модель | Киу | Khả năng kẹp | Кай/бо | Чонг лунг | Код № | Đơngiá |
V-08000 | ER-8 | 1+0,5~5 мм(1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5 мм) | 9 | 0,8 | 3001-101 | 1.576.000 |
В-11000 | ЭР-11 | 1~7 мм (1, 2, 3, 4, 5, 6, 7 мм) | 7 | 0,3 | 3002-101 | 1. |
В-11013 | 1+0,5~7 мм (1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7 мм) | 13 | 0,3 | 3002-102 | 2.011.000 | |
В-16000 | ЭР-16 | 1~10 мм (1, 2, 3, 4, 5, 6, 7, 8, 9, 10 мм) | 10 | 0,7 | 3003-101 | 1.456.000 |
В-16008 | 3~10 мм (3, 4, 5, 6, 7, 8, 9, 10 мм) | 8 | 0,6 | 3003-102 | 1.095.000 | |
В-20000 | ЭР-20 | 2~13 мм (2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 мм) | 12 | 0,9 | 3004-101 | 1. |
В-20008 | 4~13 мм (4, 5, 6, 7, 8, 9, 10, 11, 12, 13 мм) | 10 | 0,8 | 3004-102 | 1.369.000 | |
В-25000 | ЭР-25 | 2~16мм(2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 мм) | 15 | 1,3 | 3005-101 | 2 523 000 |
В-25008 | 4~16 мм (4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 мм) | 13 | 1,0 | 3005-102 | 2.127.000 | |
В-25009 | 6, 8, 10, 12, 16 мм | 5 | 0,4 | 3005-103 | 818.000 | |
В-25010 | 4, 6, 8, 10, 12, 14, 16 мм | 7 | 0,35 | 3005-104 | 1. | |
В-32000 | ЭР-32 | 3~20 мм (3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20 мм) | 18 | 3,3 | 3006-101 | 3.124.000 |
В-32008 | 4, 5, 6, 8, 10, 12, 13, 15, 16, 18, 20 мм | 11 | 2,8 | 3006-102 | 1.909.000 | |
В-32009 | 6, 8, 10, 12, 16, 20 мм | 6 | 0,9 | 3006-103 | 1.041.000 | |
В-40000 | ЭР-40 | 4~20мм(3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25 , 26мм) | 23 | 6,5 | 3007-101 | 4. |
 077.000
077.000 702.000
702.000 150.000
150.000