Электронный микроскоп в гараже. Токарная мастерская / Хабр
Для тех, кто ещё не в курсе о проекте — почитать можно
вот здесь.
Из вакуумщиков — в токари
Для восстановления и модернизации такого рода аппаратов (SEM, TEM и прочих вакуумных приборов) просто жизненно необходимо изготовление всяких нестандартных переходников, заглушек, держателей, приводов и манипуляторов. Конечно, если купить новый микроскоп от дилера, то они всё запустят, и будут проводить ежегодное обслуживание «под ключ». Но во-первых, цена этого удовольствия выходит из бюджета любого гаража, а во-вторых, это достаточно скучно.
Например, в случае с нашим микроскопом — в нём вообще нет ни одного стандартного вакуумного соединения: KF или CF. Поэтому любой вакуумный прибор из магазина подключить просто так не удастся. И единственно верным решением будет изготовление переходников на стандартные KF-фланцы.
С тем, как работает форвакуумный насос мы разобрались в прошлой статье. Теперь надо всё это подключить.
Прикинем список того, что нужно сделать:
- Тройник для подключения двух форвакуумных входов к одному насосу
- Переходник на вакуумный насос
- Заглушка для датчика вторичных электронов (датчик кем-то снят на запчасти)
- Два переходника с проприетарного вакуумного разъёма JEOL на стандартный KF16 для подключения двух вакуумных датчиков на штатных местах (один оригинальный разбит, второй просто отклеился)
- Один переходник на KF25 для комбинированного датчика вакуума вблизи электронной пушки
- Пара штуцеров для компрессора
- Всякая мелочь
Купить это нельзя, всё индивидуальное. Можно начертить чертежи и заказать у токаря (ещё поискав хорошего токаря, т.
Поэтому какой выбираем путь?
Конечно же изучить токарное дело! Как цитировали в комментариях к прошлой статье: засучить рукава дорого пиджака и вперёд, точить. Совершенно с нуля, я никогда даже и не видел токарного станка (в Бауманском многие проходят практику на кафедре металлообработки, но для разработчиков программного обеспечения сделали исключение, и в нашем учебном плане не было ни химии, ни металлообработки). Вооружаемся научным методом, и начинаем изучать предметную область.
В общем, есть два больших направления.
Первое — это станки с ЧПУ.
Второе — универсальные:
Если совсем по-простому, то станок с ЧПУ сам из заготовки, с помощью набора инструментов и программы создаёт нужную деталь. Другими словами, создание детали — это разработка программы, которую можно получить из 3D-модели, для этого есть соответствующее программное обеспечение. А на универсальных станках работает человек, и от его умения и мастерства зависит деталь, которую он сможет сделать.
Другими словами, создание детали — это разработка программы, которую можно получить из 3D-модели, для этого есть соответствующее программное обеспечение. А на универсальных станках работает человек, и от его умения и мастерства зависит деталь, которую он сможет сделать.
Станок с ЧПУ имеет неоспоримое преимущество в двух случаях:
- серийный выпуск изделий
- сложная конфигурация изделия (например, гребной винт судна, или корпус модного гаджета)
Малый токарный станок
Чтобы как-то вникнуть в тему, я решил начать с малого и по-случаю приобрёл очень редкий и необычный
токарный станочек Pilot L400, сделанный в
Эскильстуне, Швеция . Редкий настолько, что эта статья будет второй во всём известном интернете, которая рассказывает про него. К этому станку в комплекте шла куча всего разного — делительная головка, координатный столик, синусный столик, часть сверлильного станка, резцы Sandvik, резцы японские, заготовки, и даже приспособления, предназначение которых я до сих пор не выяснил.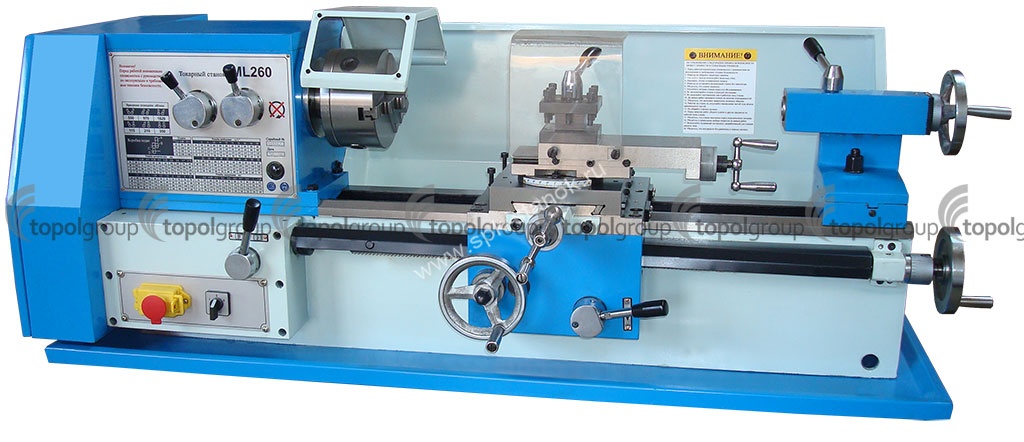
Для облегчения перевозки многие части сняли, включая патрон, поперечную подачу, резцедержку. Но суть на этой фотке видна: на деревянной тумбочке установлен этот станок. Сделан он хоть и давно, но очень аккуратно, и состояние просто идеальное (ржавчины нет вообще). Из необычностей, сразу бросившихся в глаза: его передняя бабка регулируется по высоте! Кучу фоток этого станка в похожей комплектации можно увидеть по ссылке выше.
Деревянный столик для токарного станка — это как-то несолидно. Поэтому для него был изготовлен из уголка новый стол. Двигатель заменён на гораздо более мощный советского производства, с частотным преобразователем Hyundai (в простонародье называемый
Для увеличения максимального диаметра обрабатываемых деталей, рабочее положение передней бабки стало выше, и под резцедержку и заднюю бабку были изготовлены соответствующие проставки.

Были заменены подшипники шпинделя, выточен новый шкив для двигателя (на нём же, сам для себя запчасти точит станочек).
После всех переделок выглядит вот так:
Точит вполне хорошо, и выручал многократно, даже реставрация большого станка (о чём ниже) выполнялась с помощью него. Но конечно мог бы быть жёстче. Большим отрезным резцом стальную заготовку невозможно отрезать, выгибает всё.
На этом станке я и начал вникать в токарное дело. Забегая вперёд скажу, что в связи с вводом в строй большого токарного, этот остался в резерве и сейчас используется очень редко.
Ресурсов для изучения основ работы на токарном станке сейчас очень много. Есть популярный форум Chipmaker, посвящённый этой тематике (модератор которого молча вычистил мою тему от ссылок на сами статьи). Отмечу два видеоканала, которые оказались мне наиболее полезными:
Фрезерный станок НГФ
Что делать, если нужно изготовить деталь, которая не является телом вращения? Или же просто сделать плоскость на детали/заготовке? В проекте
«Электронный микроскоп» нам такое точно понадобится. На помощь приходит фрезерный станок. Тоже начинаем с небольшого, и знатоки его знают по трём буквам
На помощь приходит фрезерный станок. Тоже начинаем с небольшого, и знатоки его знают по трём буквам
. Фрезерные бывают вертикальные и горизонтальные, по расположению оси шпинделя. Сразу скажу, горизонтальные довольно специфичные, и в большинстве случаев требуются вертикальный фрезер. НГФ же универсальный — из горизонтального превращается в вертикальный установкой специальной головки. Сейчас всё увидите.
Станок этот учебный, их полно в классах труда советских школ. Поэтому удалось купить совершенно новый, простоявший много лет станок. К сожалению, фото сразу после покупки не сделал, поэтому нашёл из интернета похожее. То, что он новый — означает то, что в нём нет изношенных деталей. А вот плохо пришабренных деталей хватает. Покрашен унылой салатовой краской, вековая пыль, и окаменевшая смазка внутри. Разбираем всё на части, шкурим, красим, смазываем заново.
Но станок-то учебный, а значит предназначен для обучения, а не для реальных дел.
- Меняем подшипники в ВФГ (Вертикальная Фрезерная Головка) на более современные, смазываем всё хорошей смазкой.
- Разбираем продольную и поперечную подачи, устанавливаем туда подшипники качения, чтобы всё вращалось легко и непринуждённо (до этого там просто на трении всё основывалось, и из-за отсутствия автоподач процесс фрезерования становился слишком утомительным).
- Изготавливаем новый ходовой вал, который отвечает за перемещение по оси Z. Это позволяет расширить границы передвижения стола вниз (а это ох как нужно в этом станке)
- Пришабриваем ВФГ к станине так, чтобы не было люфта.
- Покупаем и устанавливаем современный цанговый патрон с набором цанг от 2мм до 20мм
На сегодняшний день станок в таком состоянии.
Этот фрезер выручил и продолжает выручать в трудных ситуациях. На нём сделано очень много всего интересного.
Большой токарный станок
На шведском токарном станке я получил бесценный практический опыт работы. Но у этого станка есть предел возможностей. Конуса (столь нужные для KF фланцев) точить не получается без дополнительного приспособления, нержавейку обрабатывать не получается, она для него слишком тверда, титан тоже не точится.
Но у этого станка есть предел возможностей. Конуса (столь нужные для KF фланцев) точить не получается без дополнительного приспособления, нержавейку обрабатывать не получается, она для него слишком тверда, титан тоже не точится.
Всё удобно, небольшие размеры, точно и чётко, но… В общем начал потихоньку присматриваться к станкам побольше, почитал про ИЖ и прочие. Целенаправленно ничего не искал, просто следил за предложениями. И прочитал на форуме, что ребята привезли токарные станки С1Е61ВМ из ПТУ и продают по цене лома плюс им небольшое вознаграждение за доставку в Москву и работу.
Станков оказалось штук 10 или даже больше, и их действительно раскупали, как горячие пирожки. Приехали, посмотрели. Да, станки стоят в ряд, состояние — да, металлолом. Побитые, погнутые при погрузке, местами некомплектные. Я долго ходил туда-сюда, крутил ручки, естественно всё заедало из-за того, что испытало сильную деформацию.
И тут внимание привлёк самый невзрачный из всех экземпляр. Ржавый, с облупившейся краской, но полностью комплектный, включая патрон. Направляющие не заезженные, хоть и тронутые коррозией. И самое главное — он нигде не битый. Суппорт на месте, задняя бабка на месте, толстый слой масла за десятки лет работы предохранял от коррозии важные детали. Его и решили взять.
Вот, какой он был в тот момент, когда только привезли (заменил фон, а то зелёный станок на фоне зелёной травы не очень смотрелся).
И вот, во что он превратился в гараже:
В нём также перебрали всё. Маслостанция, коробка подач, коробка передач. В передней бабке заменили все подшипники. Самый главный подшипник шпинделя оказался тронут ржавчиной, но даже при этом точность не страдала, а была проблема в излишней шумности. В любом случае всё это заменено на подшипники того же класса. Тоже самое коснулось и фартука станка. Был исправлен ряд небольших проблем, из-за которых, видимо, этот станок и мало использовался по-назначению. Например, не работал перебор, не включалась продольная подача и т.п.
Основной проект у нас — микроскоп, поэтому углублённо про восстановление станков могу рассказать подробнее при наличии интереса у читателей.
Но кое-что покажу. Например, вот как может старый трёхкулачковый патрон повышенной точности (на индикаторе самая правая значащая цифра — микроны):
(да, это частный случай, и на других диаметрах биение больше, но всё-равно токаря оценят).
Бюджет
- 20 тыс. руб — большой токарный станок
- (забыл сколько) — шведский токарный станок вместе с кучей всего остального
- 20 тыс. руб — фрезерный НГФ-110Ш4
- Бесплатно — немного резцов от разных людей. Но резцов всегда мало, пластинок к ним тоже (даже имея опыт, всё-равно иногда ломаются). Планирую найти ещё эльбор.
- Бесплатно — часовые индикаторы советские
Наверное, вы догадались, что всё это было сделано не за одну неделю и даже не за один месяц. Восстановление большого токарного станка из руин заняло достаточно много времени, и проще было найти рабочий станок типа
16К20 (но точность была бы ниже) или ИЖ. Но полученные знания того стоили.
Дальнейшее развитие
Если помечтать о будущем развитии, то кандидатами на замену становятся два настольных станка: малый токарный, т.к. функционально он не используется, и фрезерный НГФ.
В качестве замены НГФ может быть большой фрезерный, например 6Р12, или ещё лучше координатно-расточной 2А450. Он интересен тем, что дискретность позиционирования стола в нём составляет 0.001мм, за счёт применения специальной оптической шкалы.
Если только не будет большого интереса к превращению процесса восстановления станка в отдельный видео-проект, то я бы не стал больше рассматривать варианты из металлолома. Тоже самое касается и шлифовального, если он вдруг понадобится.
Тем не менее, сейчас у нас есть всё (и инструменты и навыки) для того, чтобы изготавливать детали произвольной сложности для микроскопа и сопутствующих проектов.
С этого и начнём в следующей серии!
P.S. Узнав о моём интересе, один университет предложил забрать станки, которые им больше не нужны, в связи с приобретением новеньких ЧПУ-станков.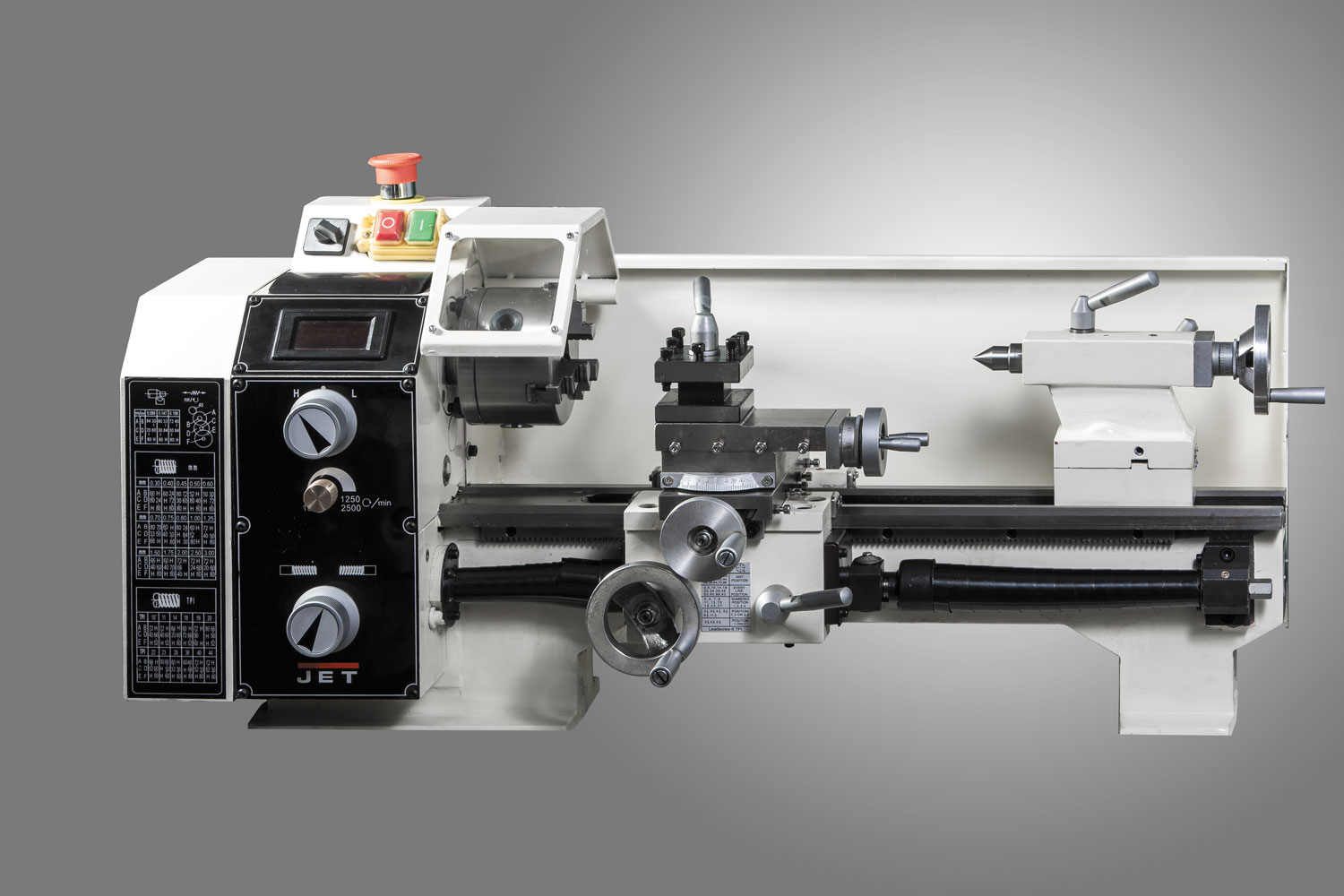 Например, один из них — вот такой фрезер:
Например, один из них — вот такой фрезер:
Но, выяснилось, что за то время, пока они там стояли, помещение успели перестроить так, что вытащить их без разрушения стены здания невозможно (или точнее, вытаскивать их по-кусочкам через длинный коридор будет стоить слишком дорого). Поэтому не сложилось.
для дома и для гаража, настольный, школьный, универсальный и другие модели. Устройство станков, приспособления и оснастка. Как выбрать станок?
Токарный станок – не только атрибут какого-нибудь завода-изготовителя, выпускающего, к примеру, подшипниковые комплекты, звёздочки, шестерни, диски, шатуны и иные элементы. Домашние токарные станки – всё более частое явление для дачно-гаражного мастера.
Виды и характеристика
Токарный станок по металлу имеет некоторые отличия от аналогичного устройства, выполняющего работы по дереву. Промышленный или бытовой, школьный или гаражный, узкопрофильный или более универсальный агрегат обладает своим классом точности и имеет определённый вес. Описание изделия позволяет выделить исчерпывающую классификацию по типу и назначению устройства.
Промышленный или бытовой, школьный или гаражный, узкопрофильный или более универсальный агрегат обладает своим классом точности и имеет определённый вес. Описание изделия позволяет выделить исчерпывающую классификацию по типу и назначению устройства.
Настольные
Приобретя подходящее оборудование, мастер существенно сэкономит на производстве, которое пожелал открыть. Домашние токарные станки, являющиеся по большей части настольными, обладают весом до 20 кг. Приобрести станок большего веса и габаритов можно, если такой вариант совместим с верстаком (порядка 1х2 м или даже более внушительный по площади стол). Потребляемая мощность настольных станков начинается с 400 ватт.
Задачи мастера не настолько обширны, но со своим перечнем работ на таком станке он справится успешно. Пример – использование таких агрегатов небольшими автосервисными мастерскими. Бывают случаи, когда, скажем, необходимо выточить некоторые детали для карбюратора взамен вышедших из строя компонентов, которые уже успели отгореть в режиме интенсивной и жёсткой эксплуатации. Приобретя сталь подходящих марок в заготовках, мастер приступит к выточке таких деталей.
С помощью настольного домашнего станка можно выточить конические и цилиндрические детали, подправить и подровнять их торцы, произвести шлифование уже выточенной комплектующей, вырезать в ней аккуратное отверстие методом рассверливания, рассверлить ещё больше уже имеющееся отверстие, нарезать наружную или внутреннюю резьбу.
Полупрофессиональные
Если уже приобретённый опыт вам показался недостаточным для успешного развития, и вы хотели бы продвинуться далее как профтокарь, то вас, возможно, заинтересуют модели более высокого уровня, чем обычный бытовой токарный станок. Мощность, потребляемая такими устройствами, перевалит за киловатт. Функционалы сверлильного и фрезерного бытовых станков в таких устройствах объединены. Они успешно применяются в случае с небольшой производственной мощностью и при мелкосерийном копировании однотипных деталей одного или нескольких видов.
Мощность, потребляемая такими устройствами, перевалит за киловатт. Функционалы сверлильного и фрезерного бытовых станков в таких устройствах объединены. Они успешно применяются в случае с небольшой производственной мощностью и при мелкосерийном копировании однотипных деталей одного или нескольких видов.
Вам не удастся производить детали крупногабаритного исполнения и/или крупными сериями. Однако финальное изделие выйдет не менее качественным: задача станка – облегчить деятельность мастера. Область применения подобных станков – мелкие мастерские, а также гаражный ремонт машин.
Профессиональные
Один из последних шагов в развитии – станки с числовым программным управлением (ЧПУ). Освоив навыки работы на станках без данного блока, профессиональный рабочий и активно развивающийся мастер переходит к более крупносерийному производству деталей. Показатели производительности самые высокие по сравнению с обычными и полупрофессиональными моделями, но главный недостаток станков – большая массивность. В связи с этим их применение существенно ограничено условиями фабрик и заводов.
Освоив навыки работы на станках без данного блока, профессиональный рабочий и активно развивающийся мастер переходит к более крупносерийному производству деталей. Показатели производительности самые высокие по сравнению с обычными и полупрофессиональными моделями, но главный недостаток станков – большая массивность. В связи с этим их применение существенно ограничено условиями фабрик и заводов.
На основании вышеозвученных достоинств и недостатков профессиональный станок для домашнего использования всё же не будет таковым в полной мере. Однако выпускать небольшие по габаритам комплектующие на таком станке возможно, воспользовавшись поддержкой модуля ЧПУ. Оперативность и качество при этом выйдут на новый уровень.
Универсальный станок – кратчайший путь к высокосерийному и высококачественному изготовлению комплектующих любой сложности. Он вытеснил узкопрофильные модели, позволив многим мастерским и фабрикам переоснаститься и перепрофилироваться на более широкоформатное производство, выпускающее товары народного и узкоспециального потребления значительными партиями, при этом их выпуск удешевился и ускорился.
Назначение
Для дома и гаража мастерская организуется, как правило, в небольших пределах – порядка 10-15 м2. На станке не проблема выточить шар, произвести сувениры любой сложности, использовать доработку заготовок, прошедших предварительное и основное обтачивание, однако в данном случае более тонкое доведение заготовок до планируемого вида, образа всё же требуется.
Бытовые станки, кроме непосредственного обтачивания, нуждаются и в своевременном удалении лишнего, счищенного с обрабатываемых заготовок материала. Достигается это при помощи вакуумного технического пылесоса, который представляет собой ротационную вытяжку – своеобразный циклон или сифонный механизм, причём последнему не страшно засорение отходами. Это обеспечит ровность и аккуратность проделанной работы: если бы резаки прошлись по местам только что счищенной стружки и металлической пыли, то часть кинетической энергии механизмов погасилась бы, в результате качество исполнения стало бы менее упорядоченным, более хаотичным.
Станки для дома несколько легче, чем гаражные. Чтобы не засорять рабочее место на столе в условиях рабочего кабинета, в том числе и переоборудованного в жилую комнату, предъявляются более жёсткие требования к защите от разлетающейся во все стороны стружки, своевременному и полному сбору металлической пыли. Но станки, в основном работающие со сталью, всё же используют в условиях подсобки или гаража.
Чтобы не засорять рабочее место на столе в условиях рабочего кабинета, в том числе и переоборудованного в жилую комнату, предъявляются более жёсткие требования к защите от разлетающейся во все стороны стружки, своевременному и полному сбору металлической пыли. Но станки, в основном работающие со сталью, всё же используют в условиях подсобки или гаража.
Если судить о конкретном назначении станка, то существуют модели исключительно для обработки цветмета и для работы со стальными заготовками. Станки, предназначенные для первого, не смогут работать со вторым, в то время как обратная совместимость в данном случае возможна (и допустима).
Предназначение станков по цветмету и стали обосновано не только мощностью двигателя и других механизмов, но и работой с резаками, выполненными из быстрорежущей стали и имеющими алмазное напыление, победитовые кромки и т. д. Первые устройства, с которых начинают работу на станке школьники, – именно станок для школы. Он с лёгкостью позволяет обточить любые несложные детали, произвести их накатку и отшлифовывание не хуже, чем более высокопрофессиональная модель.
Устройство и принцип работы
Первое, с чего начинается любой станок, – разделочный (рабочий) стол. Оснастка и приспособления агрегата определяются его классификацией (по типу, виду), исполняемой конструкцией, на которой закреплены такие вспомогательные и основные элементы, как передняя и задняя бабки (элементы, взаимодействующие со шпинделем), делительная головка, подставка (или подвижная площадка), направляющие, сама сверлящая/обтачивающая головка с закреплёнными её патроне резаками.
Станок так устроен, что его режущая фреза, используемая в данный момент, и перемещающие обрабатываемую заготовку направляющие, взаимодействуя, дополняют действие друг друга. Автоматическое управление, от которого зависят ровность, качество обточки, как ранее отмечалось, обусловлено координацией фрезерной головки со стороны блока ЧПУ.
Автоматическое управление, от которого зависят ровность, качество обточки, как ранее отмечалось, обусловлено координацией фрезерной головки со стороны блока ЧПУ.
Так, всё те же школьные станки подразделяются на настольные и напольные. Они включают в себя раму, сработанную из чугунного или стального сплава, устойчивого к вибрации. На раме смонтированы передняя и задняя бабки, держатель резаков, суппортовый модуль. На школьных ТС переключение скоростей отсутствует: оно реализовано лишь на основе ременной передачи. Основная составляющая устройства не обладает технологическим каналом особого предназначения. Жидкость (масло), охлаждающая устройство, протекает благодаря системе подведения жидкой среды. В противном случае эта жидкость вводится вручную по истечении определённого времени либо количества производственных циклов.
Каждый станок в обязательном порядке оснащается системой ручного аварийного торможения.
Ручное торможение уменьшает показатель выбраковки деталей, при производстве которых мастер мог бы перестараться.
 Ручное торможение уменьшает показатель выбраковки деталей, при производстве которых мастер мог бы перестараться.
Ручное торможение уменьшает показатель выбраковки деталей, при производстве которых мастер мог бы перестараться.Обзор лучших моделей
Знаменитые бренды постоянно презентуют всё новые модели. Станочная деятельность настолько глубоко проникла во все сферы любительского и профессионального производства, что посоветовать новичку выбрать конкретную модель невозможно. Топ (рейтинг) моделей постоянно меняется, и всё же по нескольким моделям дать разъяснение стоит.
- Jet BD-7 работает от бытовой электросети. Настольная модель работает с цветметом, пластиком и деревом. Габариты – 86х33х37 см, расстояние между центрами – 30 см, диаметр обтачивания над суппортом станины – 11-18 см. Мощность, потребляемая от сети, – до 590 Вт. Оборотистость – от 100 до 3000 оборотов ежеминутно. Вес агрегата – 44 кг. Высокомассивная рама не даёт агрегату вибрировать, есть плавная регулировка оборотов шпинделя, возможность реверса, вывод сведений об оборотах двигателя на цифровом табло.
 Габариты – 86х33х37 см, расстояние между центрами – 30 см, диаметр обтачивания над суппортом станины – 11-18 см. Мощность, потребляемая от сети, – до 590 Вт. Оборотистость – от 100 до 3000 оборотов ежеминутно. Вес агрегата – 44 кг. Высокомассивная рама не даёт агрегату вибрировать, есть плавная регулировка оборотов шпинделя, возможность реверса, вывод сведений об оборотах двигателя на цифровом табло.
Габариты – 86х33х37 см, расстояние между центрами – 30 см, диаметр обтачивания над суппортом станины – 11-18 см. Мощность, потребляемая от сети, – до 590 Вт. Оборотистость – от 100 до 3000 оборотов ежеминутно. Вес агрегата – 44 кг. Высокомассивная рама не даёт агрегату вибрировать, есть плавная регулировка оборотов шпинделя, возможность реверса, вывод сведений об оборотах двигателя на цифровом табло.- Гаражный станок «ТВ-4» выполнялся для школ в качестве специальной учебной модификации. Он достаточно полнофункционален, а также компактен, из-за чего он до сих пор активно применяется в домашних мастерских. Потребляет это устройство 1 кВт, позволяет обточить детали длиной до 30 см, скорость – до 710 оборотов в минуту. Однако его вес – 280 кг. Сечение детали (длина разреза) – до 20 см.
 Однако его вес – 280 кг. Сечение детали (длина разреза) – до 20 см.
Однако его вес – 280 кг. Сечение детали (длина разреза) – до 20 см.- «ТВ-6» (собрат «ТВ-4») сверлит отверстия, обтачивает торцы, режет заготовки на части, наносит метрическую резьбу, растачивает конусы и цилиндры. Недостаток – запыление помещения, необходимо использовать респиратор и защитные очки, наушники. Потребляет этот агрегат 1100 Вт, обтачивает детали длиной до 35 см, сечение их разреза – до 20. Даёт 700 оборотов двигателя ежеминутно. Весит три центнера. Протяжённость протачивания заготовки – на промежутке в 30, а не в 35 см. На данной модели возможна обработка колёсных пар, муфтовых комплектов и иных похожих по принципу действия и строению деталей.
- Станки «ТВ-7» имеет иную конструкцию шпиндельного узла (по сравнению с предыдущим вариантом). Остальные параметры будут как и у «ТВ-6».
- Jet JWDP-12 716000M – устройство, работающее с заготовками из металлов и дерева. Оснащено механизмом клиноременной трансмиссии, благодаря чему скорость шпинделя выставляется на конкретной отметке. Обладает столом с приспособлением для фиксации тисков.
- Proma E-1720FVL/400 – напольный вариант. Разделочный стол вращается во все стороны свободно. Станок снабжён регулятором глубины засверливания и оборотов шпиндельного механизма. Оснащен цифровой шкалой, на которой отображается значение оборотов в минуту, и подсвечивающей лампой.
- «Энкор Корвет-441 94410» – вертикально-сверлильный станок, работает от двигателя-асинхронника, снабжён бачком для жидкости охлаждения. Обладает предохранительно-перегрузочным модулем и шкалой для отслеживания вертикального передвижения заготовок.
 Обладает предохранительно-перегрузочным модулем и шкалой для отслеживания вертикального передвижения заготовок.
Обладает предохранительно-перегрузочным модулем и шкалой для отслеживания вертикального передвижения заготовок.- Dewalt Dwe1622k невелик в размерах, быстро и оперативно засверливает металлы. Работает он с 5-сантиметровыми в диаметре свёрлами.
- Proma BY-3216PC/400 – премиальное по качеству и областям применения устройство. Высота – 14 дм, присутствуют охлаждающий модуль и устройство автоподачи заготовки. Просверливает отверстия диаметром до 2,4 см в чугуне и до 2 см в стальных заготовках.
Критерии выбора
Выбрать нужный станок можно, опираясь на конкретные значения параметров каждой из моделей. В категорию подобного оборудования входят даже мини-станки для стоматологии.
В категорию подобного оборудования входят даже мини-станки для стоматологии.
Размеры устройства в значительной мере влияют не только на цену, но и на мощность. Создавать крупногабаритный, но недостаточный по мощностной отдаче агрегат нерационально. Верно и обратное: малогабаритных и мощных устройств не создал ещё ни один производитель. Затраты по обслуживанию и ремонту также уменьшены в определённой зависимости от размеров агрегата.
Вместе с габаритами растёт и вес. Высокотоннажные станки имеет смысл установить лишь в помещениях, под которые закладывался усиленный фундамент. Так, самые крупногабаритные гаражные изделия весят 21 ц, вес фиксируемой в патроне комплектующей – 3 ц, а установленной в центре – порядка 13 ц.
По размерам заготовки образец, пропускаемый через шпиндельный зажим, равен 4,5 см при ширине отверстия в 4,7 см. Диаметр детали над рамой должен быть не более 40 см, над суппортовым модулем – порядка 22 см.
Габариты между центрами – 1 м. Длина устройства – до 281,2 см, ширина – до 116,6 см, высота – до 132,4 см. Наконец, мощность привода не должна превышать 10 кВт: большую нагрузку, как показывает практика, не выдержит ни одна бытовая (квартирная) сеть.
Однако все станки мощностью до 1 кВт способны работать от бензогенератора, имеющего двойной или тройной запас по мощности (2 и 3 кВт, соответственно), при этом проседание напряжения больше, чем на 22 В, исключено.
Эксплуатация
Прежде чем пользоваться станком, примите во внимание технику безопасности. Замену фрез осуществляют только при полностью обесточенном оборудовании. Не забывайте смазывать трущиеся детали механизмов с периодичностью, предписанной производителем вашего устройства. Резаки и другие расходники, а также запчасти хранятся в специальной закрытой полке внутри станка.
Не забывайте смазывать трущиеся детали механизмов с периодичностью, предписанной производителем вашего устройства. Резаки и другие расходники, а также запчасти хранятся в специальной закрытой полке внутри станка.
При использовании мультификсатора, работающего с несколькими резцами одновременно или поочерёдно, но без смены резаков, устанавливайте эти фрезы в той последовательности, что предписана производителем.
Зафиксируйте станок надёжно, установив его на ровную поверхность, и уберите с него всё лишнее, мешающее работе. Перед работой проверьте станок в холостом режиме. Не оставляйте работающее устройство, а также его инструменты (резаки) без надзора и ограничьте к ним доступ посторонних людей.
Токарный станок по металлу для гаража: советы по установке
Самодельный токарный станок для гаража станет прекрасной альтернативой промышленному оборудованию – с его помощью легко изготовить необходимые детали или нарезать резьбу.
В любом хозяйстве пригодится специальное оборудование, которое подходит для работы с металлом. Какими же особенностями обладает подобная конструкция, из чего состоит, и что необходимо учитывать при её создании?
Насколько удобен станок для гаража?
Основные преимущества подобного токарного станка – компактность размеров в сочетании с универсальностью использования. Благодаря этому его легко установить на ограниченном пространстве – воспользоваться этой идеей смогут даже владельцем малогабаритных помещений.
Чаще всего изделие устанавливается в гараже или частном доме, что в полной мере оценят мастера, предпочитающие выполнять основную часть работ своими руками.
Что же представляет собой такой станок по металлу? Это уменьшенный вариант профессионального оборудования, который успешно выполняет все необходимые функции – для применения в домашних условиях его вполне достаточно.
Особенности и сфера использования
Какими же особенностями обладает такое оборудование? Важно учитывать, что такой токарный станок, предназначенный для выполнения работ по металлу, предназначен для обработки заготовок только не слишком большого размера.
При помощи подобного устройства можно успешно нарезать и внутреннюю, и наружную резьбу, а также изготовить детали по простейшим чертежам.
Кроме того, с его помощью можно выполнять работы любой сложности, например, изготовить дверные, воротные и гаражные петли, детали цилиндрической формы, трубные резьбы, держаки для сельскохозяйственного оборудования.
А главное, работать с таким станком по металлу довольно легко – простейшие детали можно сделать, даже обладая минимальным опытом, а в дальнейшем, накапливая знания, стоит приступать к работе с более сложными изделиями.
Что немаловажно, устройство подходит для работы не только с металлом, но и с древесиной. На малых оборотах можно также обрабатывать оргстекло, пластик, текстолит, эбонит и прочие материалы.
К тому же, готовые детали не требуют дополнительной зачистки, обработки, покраски и обладают отличными эстетическими характеристиками, что является значительным преимуществом, которым обладает токарный станок по металлу, а также существенно расширяет сферу его использования.
Конструкция устройства: предназначение каждого элемента
Конструкция токарного станка, используемого для работы по металлу, состоит из нескольких основных элементов:
- Рама.
- Передняя бабка.
- Задняя бабка.
- Ведущий центр.
- Ведомый центр.
- Электропривод.
- Упор для резца

Рама является основой для этих деталей, соединяющей всех их воедино.
Передняя бабка неподвижна и используется для надежной фиксации детали. За счет связи электродвигателя и ведущего центра, обрабатываемое изделие приводится во вращение. Направление движения задней бабки – продольная ось рамы. Важно правильно установить этот элемент конструкции своими руками, в соответствии с параметрами заготовки.
При выборе электропривода стоит ориентироваться на параметры мощности – они должны варьироваться в пределах 800-1500 Вт.
Установка передаточного механизма станет эффективным решением проблемы низких оборотов. При желании можно собрать станок для работы по металлу, используя двигатель минимальной мощности. Но тогда оборудование будет использоваться только для обработки мелких деталей – в противном случае устройство может очень быстро перегреться и полностью выйти из строя.
Но тогда оборудование будет использоваться только для обработки мелких деталей – в противном случае устройство может очень быстро перегреться и полностью выйти из строя.
Поэтому не стоит экономить на «сердце» конструкции – это обернется лишь дополнительными финансовыми затратами. Важно учитывать, что ведущий и ведомый центры должны обязательно находиться только на одной оси. В противном случае, заготовка будет вибрировать в процессе выполнения работ.
Полезные рекомендации
Приступая к работе над созданием токарного станка своими руками, стоит запомнить несколько основных правил, позволяющих создать качественное и надежное оборудование, позволяющие работать с различными типами деталей.
Необходимо обеспечить качественную фиксацию обрабатываемой заготовки, а также позаботиться о точности центровки. Только в этом случае удастся получить желаемый результат и не испортить материал.
Только в этом случае удастся получить желаемый результат и не испортить материал.
Для изготовления рамы можно использовать стальные профили или же деревянные бруски – выбор зависит исключительно от предпочтений будущего владельца, а также имеющихся в наличии материалов. Важно помнить, что этот элемент станка играет роль основы, а с её помощью обеспечивается необходимое крепление ведущего и ведомого центров.
Стоит изначально подумать о том, с какими деталями предстоит работать. От этого зависят и параметры оборудования, создаваемого своими руками. Для крупных заготовок потребуется электродвигатель увеличенной мощности, чтобы обеспечить необходимое вращение. Соответственно, и стоимость приобретения всех необходимых элементов зависит от того, для каких целей в дальнейшем предстоит использовать конструкцию.
Выбор двигателя: что важно учитывать?
Именно выбору электродвигателя необходимо уделить особое внимание. Ведь от этого элемента зависит продолжительность эксплуатации всего изделия, а также качество обработки из металла и других материалов.
Ведь от этого элемента зависит продолжительность эксплуатации всего изделия, а также качество обработки из металла и других материалов.
- Асинхронный. Оптимальное решение для станка, созданного своими руками, и используемого работы с деталями, размер которых не превосходит 70 сантиметров. Это отличное решение, обеспечивающее стабильность частоты вращения вала. Благодаря этому, даже когда нагрузка исчезает, количество оборотов не увеличивается до максимума.
- Коллекторный. Не лучший выбор для подобного оборудования, так как исчезновение нагрузки приводит к стремительному увеличению частоты вращения. А это серьезный риск не только для работника, но и для всех, кто находится рядом со станком.
Если сделать токарный станок для гаража через редуктор, то можно обрабатывать более твердые материалы и улучшить регулировку скорости, увеличив диапазон регулировки оборотов.
Важно учитывать, что использование ременной передачи убережет конструкцию от быстрого износа подшипников, а соответственно, значительно продлит срок её эксплуатации.
Также имеет смысл подобрать к двигателю сопротивление – в соответствии с его мощностью. Это позволит увеличить срок службы двигателя и запускать его на разных напряжениях в сети (380 и 220). В определенных случаях, если есть соответствующий вывод, то даже 127 В.
Как сделать самодельный станок: основные этапы
Процедура создания подобного оборудования своими руками довольно проста. Необходимо лишь соблюдать последовательность действий, в точности следуя используемой инструкции.
- Изготовить два одинаковых бруска для рамы, установить в них болты.
- Скрепить две доски, которые будут исполнять роль резцедержателя. В верхней проделать небольшую прорезь, а в нижней дощечке сделать скошенный угол и металлическую полосу.
- Установить электродвигатель – в качестве альтернативы подойдет и б\у электромотор. Для создания токарного станка прекрасно подойдет и шлифмашина или электродрель.
- Изготовить бабки – для этой цели отлично подойдут остатки материалов.
 Для создания токарного станка прекрасно подойдет и шлифмашина или электродрель.
Для создания токарного станка прекрасно подойдет и шлифмашина или электродрель.Для работы достаточно воспользоваться простейшим чертежом, позволяющим соединить воедино все необходимые элементы. После того как конструкция готова – можно приступать к работе.
Заключение, видео
Токарный станок – незаменимая альтернатива громоздкому заводскому оборудованию.
Сфера его применения достаточно широка, тем более что подобное устройство может использоваться для выполнения не только для работ по металлу, но и обработки других материалов.
Собрать конструкцию своими руками довольно просто – это уж точно гораздо дешевле, чем приобрести профессиональное оборудование.
Настольный токарный станок по металлу 10 “x 22” на Grizzly.
 com
comНастольный токарный станок по металлу Grizzly G0602 – идеальный размер для гаража или мастерской, его размер составляет 10 x 22 дюйма. Он имеет отверстие шпинделя 25 мм, переднюю бабку MT # 4 1-3 / 4 “- 8 TPI и заднюю бабку MT # 3 1-1 / 4”.
Двигатель мощностью 1 л.с. приводит в действие шпиндель с шестью скоростями от 150 до 2400 об / мин.
Этот токарный станок оснащен полнофункциональной кареткой и узлами фартука, которые обеспечивают сверхточную резку и отделку.Этот настольный токарный станок по металлу будет нарезать только правую резьбу.
G0602 включает в себя другое исключительное оборудование, которое вам понадобится для установки и работы, в том числе: закаленные и прецизионно отшлифованные V-образные пазы, 5-дюймовый 3-кулачковый патрон с двумя наборами кулачков, 6-1 / 2-дюймовые 4-кулачковые патрон с двусторонними кулачками, 8-дюймовой лицевой панелью и 4-позиционным резцедержателем.
На G0602 предоставляется 1-летняя гарантия на детали и уверенность в том, что устройство не имеет заводских дефектов. (Гарантия не распространяется на расходные материалы.)
(Гарантия не распространяется на расходные материалы.)
Руководство по G0602 было написано нашим U.Отдел документации на базе S. упакован полезной информацией. Полное и легко читаемое руководство упрощает сборку и обслуживание токарного станка.
Группа технической поддержки Grizzly находится в США. Детали и аксессуары для токарного станка доступны в режиме онлайн и отправляются со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Двигатель: 1 л.с., 110 В, однофазный, 13,6 А
- Поворот над кроватью: 9-1 / 2 ”
- Поворот над поперечными суппортами: 6-1 / 8 ”
- Поворотное седло: 6-1 / 8 ”
- Расстояние между центрами: 22 ”
- Ширина кровати: 6-1 / 8 ”
- Диаметр шпинделя: 25 мм
- Тип шпинделя: резьбовой, 1-3 / 4 “x 8 TPI
- Конус шпинделя: MT # 4
- Конус задней бабки: MT # 3
- Ход пиноли задней бабки: 2-1 / 2 ”
- Поперечный ход суппорта: 6-1 / 2 ”
- Комбинированный ход: 3-1 / 2 ”
- Максимальный размер резца: 1/2 “
- Скорость шпинделя: (6) 150–2400 об / мин
- Ходовой винт: 3/4 “x 12 TPI
- Продольные подачи: (9) 0. 0025, 0,0140 дюйма / об.
- Дюймовый диапазон резьбы: (31) 8–72 TPI
- Диапазон метрической резьбы: (26) 0,25–3,50 мм
- Площадь основания: 12-1 / 2 “x 47-1 / 2”
- Габаритные размеры: 46 дюймов Ш x 22 дюйма x 21 дюйм В
- Приблизительный вес в упаковке: 432 фунта.
 0025, 0,0140 дюйма / об.
0025, 0,0140 дюйма / об.ОСОБЕННОСТИ:
- Закаленные и шлифованные V-образные пазы
- Резьбовой циферблат
- Реверсивный переключатель шпинделя
- дюймовые / метрические циферблаты
- Кнопка аварийной остановки
- Задняя бабка с быстрой фиксацией
- Редуктор закрытого типа с масляной ванной
- Поднос для стружки и защитный кожух
ВКЛЮЧАЕТ:
- 5-дюймовый спиральный патрон с 3 кулачками и двумя наборами кулачков
- 6-1 / 2 “4-кулачковый независимый патрон с двусторонними кулачками
- Лицевая панель 8 дюймов
- 4-позиционный револьверный резцедержатель
- МТ № 3 мертвая точка
- МТ № 4 мертвая точка
- Комплект шестерен переключения
- Следить за отдыхом
- Люнет
- Бутылка для масла
- Ящик с инструментами для обслуживания
Есть небольшой настольный токарный станок по металлу – гаражный журнал
Главная »Ремесленные инструменты» Токарный станок » Искусство правильно, когда речь идет об импорте 7 × 12. Seig, китайская компания, которая производит все маленькие токарные станки, которые вы увидите, строит их по скользящей шкале качества. Импортеры указывают, что они хотят удовлетворить своей целевой розничной цене, и Sieg поставляет это и не более того. HF, Cummings и многие другие розничные торговцы платят меньше всего, и машины это показывают.
Seig, китайская компания, которая производит все маленькие токарные станки, которые вы увидите, строит их по скользящей шкале качества. Импортеры указывают, что они хотят удовлетворить своей целевой розничной цене, и Sieg поставляет это и не более того. HF, Cummings и многие другие розничные торговцы платят меньше всего, и машины это показывают.
Grizzly и Micromark платят больше, и их машины имеют лучшую посадку и отделку, а также дополнительные функции. Нельзя сказать, что они идеальны прямо из коробки.Любой 7-дюймовый токарный станок, как сказал Арт, в значительной степени «комплект». Чтобы получить достойную производительность, они требуют тонкой настройки, такой как притирка упоров, устранение люфта и удаление большого количества красной смазки. В сети существует огромное сообщество, посвященное модификации и расширению возможностей этих маленьких машин, и как только машины подключены, у них появляется преданная база фанатов.
Я начал изучать черное искусство на мини-токарном станке и мини-фрезере Micromark. Многие из ранних проектов были посвящены их улучшению и повышению их точности.Когда мне стало удобнее, я перешел к изготовлению инструментов и, в конечном итоге, к созданию небольших паровых двигателей и двигателей внутреннего сгорания. Прошло совсем немного времени, прежде чем небольшие размеры этих машин стали препятствием, но из-за ограниченного пространства, с которым мне приходилось работать, большой американский железо просто не подходил.
Многие из ранних проектов были посвящены их улучшению и повышению их точности.Когда мне стало удобнее, я перешел к изготовлению инструментов и, в конечном итоге, к созданию небольших паровых двигателей и двигателей внутреннего сгорания. Прошло совсем немного времени, прежде чем небольшие размеры этих машин стали препятствием, но из-за ограниченного пространства, с которым мне приходилось работать, большой американский железо просто не подходил.
Travers Tool есть вариант, который я искал. В то время они были единственными, кто предлагал токарный станок Seig C4 и фрезерный станок Super X3. Я зашел к ним, и они разрешили мне поиграть на этих двух машинах.Оба являются настольными, но они представляют собой качественный скачок по качеству, весу и точности по сравнению с 7-дюймовыми машинами. Я был поражен их работой, как и некоторые из ярых сторонников американского железа.
У меня все еще есть машины Micromark для второстепенной работы или когда проект не может быть снят для быстрой работы. Когда мне приходится их разжигать, это почти ностальгия. Мы провели вместе много долгих ночей, пока я преодолел кривую обучения, и они дали мне все, что у них было.
Вот несколько примеров того, что эти машины могут делать в решительных руках. В конце концов, речь идет больше о навыках оператора, чем о машинах, но хорошее оборудование, безусловно, облегчает задачу.
Комбинированный токарный станок и фрезерная головка
СТАТЬИ ОБЪЕКТОВ
Крис Вантак
Вы видели их в рекламных объявлениях журналов, в листовках по почте или, возможно, у одного из местных коллекционеров, где вы живете, есть один: комбинированный токарный станок и фрезерный станок.Некоторые компании предлагают импортные машины из Азии, другие также предлагают устройства из Европы. Вы можете увидеть комбо-блок на распродаже / аукционе поместья, на барахолке или даже на продаже кем-то, кто его перерос и хочет улучшить. Эта статья не пытается научить вас механической обработке в нескольких абзацах, а скорее познакомит вас с миром базовой обработки, а также с некоторыми задачами, которые могут быть выполнены на этих станках. Мы делаем это, показывая изображения проектов, над которыми мы работали, с помощью комбинированного блока.Как только вы увидите, чего можно достичь, вы сможете решить, подходит ли вам покупка комбинированного токарного станка и фрезерного станка.
Эта статья не пытается научить вас механической обработке в нескольких абзацах, а скорее познакомит вас с миром базовой обработки, а также с некоторыми задачами, которые могут быть выполнены на этих станках. Мы делаем это, показывая изображения проектов, над которыми мы работали, с помощью комбинированного блока.Как только вы увидите, чего можно достичь, вы сможете решить, подходит ли вам покупка комбинированного токарного станка и фрезерного станка.
Поскольку у нас есть комбинированный станок от Detroit Machine Tools (DMT – формально Smithy Company), мы будем использовать их станок для нашей демонстрации. Изначально наша машина имела бренд «Smithy»; мы будем называть его этим именем в этой статье. DMT предлагает импорт из Азии, и у нас есть более старая модель 1220 XL (см. Фото 1-4).
Фото 1 – Общий вид старого комбинированного токарного станка и фрезерного станка модели Smithy 1220 XL.Трехкулачковый патрон приводится в движение приводной частью слева, стол может перемещаться в продольном направлении с помощью подающего винта (справа от устройства) и поперечной подачи (перпендикулярно) к основной станине (большое колесо перед станиной). Подающий винт включается с помощью ручки управления над выключателем. Фрезерная головка может быть поднята с помощью поворотного стопорного кольца для проектов, требующих дополнительного места при сверлении или фрезеровании. (Фото любезно предоставлено DMT).
Подающий винт включается с помощью ручки управления над выключателем. Фрезерная головка может быть поднята с помощью поворотного стопорного кольца для проектов, требующих дополнительного места при сверлении или фрезеровании. (Фото любезно предоставлено DMT).
Фото 2 – Вид сзади на 1220 XL с электродвигателем.Двигатель поворачивается и фиксируется с помощью регулируемого эксцентрикового рычага для регулировки натяжения ремня внутри шкафа передач. (Фото любезно предоставлено DMT).
Фото 3 – Шкаф ПРА 1220 XL, вид изнутри. В 1220 XL используются ремни как для токарного станка, так и для фрезерно-сверлильных операций. Промежуточный шкив доступен для обеспечения более низких скоростей, или используются более длинные ремни для прямого привода между двигателем и ведущим шкивом. (Фото любезно предоставлено DMT).
Фото 4 – Собственный авторский 1220 XL, использованный в магазине.На этом виде кулачковый патрон токарного станка был удален, чтобы обеспечить максимальное перемещение стола при фрезеровании проектной коробки. Обратите внимание на достаточное освещение, чтобы направлять свет, необходимый для всех операций. Сможете ли вы заметить один из важных элементов безопасности? Это маленькая щетка из щетины, лежащая на поперечном столе, используемая для сметания стружки.
Обратите внимание на достаточное освещение, чтобы направлять свет, необходимый для всех операций. Сможете ли вы заметить один из важных элементов безопасности? Это маленькая щетка из щетины, лежащая на поперечном столе, используемая для сметания стружки.
Другие комбо-блоки, которые следует учитывать, предлагаются следующими компаниями, перечисленными в алфавитном порядке:
Baileigh Industrials
Bolton Tool
ENCO
Grizzly
KY Металлообработка
Smithy
Токарный станок
Токарный станок – это станок, используемый для точения цилиндрических поверхностей, обработки плоских поверхностей, сверления и растачивания отверстий, а также нарезания внешней и внутренней резьбы.Это типичные операции, которые можно выполнять последовательно и легко настраивать. Как токарный станок, Smithy может обрабатывать материалы малого и среднего размера. Стандартный кузнечный агрегат поставляется с трехкулачковым патроном; Также доступен четырехкулачковый патрон для токарных операций со смещением. Основное назначение токарного станка – повернуть или уменьшить металлическую заготовку до определенных размеров. На фото 4 изображен 1220 XL, созданный автором, установленный на специально сконструированном сверхмощном рабочем столе. В этом простом примере стержень из мягкой стали превращается в ось для тележки с барахолки.Вал имеет размер 5/8 дюйма, а ступица для пневматических колес имеет размер отверстия 9/16 дюйма с разницей в 1/16 дюйма (см. Фото 5). Относительно небольшое уменьшение полуоси потребовало лишь нескольких легких проходов режущими инструментами (Фото 6).
Основное назначение токарного станка – повернуть или уменьшить металлическую заготовку до определенных размеров. На фото 4 изображен 1220 XL, созданный автором, установленный на специально сконструированном сверхмощном рабочем столе. В этом простом примере стержень из мягкой стали превращается в ось для тележки с барахолки.Вал имеет размер 5/8 дюйма, а ступица для пневматических колес имеет размер отверстия 9/16 дюйма с разницей в 1/16 дюйма (см. Фото 5). Относительно небольшое уменьшение полуоси потребовало лишь нескольких легких проходов режущими инструментами (Фото 6).
Фото 5 – Это стальной вал диаметром 5/8 дюйма, используемый для тележки с барахолки со ступицей справа. Для установки на ступицу необходимо удалить с вала некоторый материал.
Фото 6 – Стальной вал помещается в трехкулачковый патрон, и режущий инструмент прикладывается к его кромке для удаления примерно 0.010 дюймов материала для каждого прохода режущего инструмента по валу. Регулировка режущего инструмента важна. Он должен быть перпендикулярен разрезаемому материалу и иметь правильный угол.
Другими более распространенными задачами являются центрирование отверстий на круглой заготовке (Фото 7), растачивание внутреннего материала на заготовке большого диаметра (Фото 8) и нарезание внутренней резьбы. На фотографиях с 9 по 16 показаны крышка бензобака, переходная крышка радиатора (или декоративное базовое кольцо, если центр был просверлен) и детали прикуривателя, которые все детали были обработаны на токарном станке с использованием различных резаков.Что касается крышки бензобака и опорного кольца радиатора, то сначала в головку вставлялась цельная латунь для расточки, а затем использовались специальные оправки для дальнейшего поворота и накатки.
Фото 7 – Распространенной задачей является использование центрирующих коронок для просверливания отверстия в центре заготовки, зажатой в головке токарного станка. Бита удерживается и перемещается в круглую ложу с помощью задней бабки 1220 XL.
Фото 8 – Показан набор центрирующих сверл и сверл с зенковкой, использованных на фото 7.Такой набор должен быть включен в ваши основные вспомогательные инструменты.
Фото 9 – Расточная оправка разрезает внутреннюю часть толстостенной трубы. Обратите внимание, что головка токарного станка должна вращаться в обратном направлении, чтобы выполнить эту задачу.
Фото 10 – Эта газовая крышка – еще один пример детали, обработанной на станке 1220 XL. Колпачок изначально представлял собой цельную часть латуни, просверливался до нужного диаметра, а резьба нарезалась небольшими фрезами из Little Machine Shop.Латунная оправка была извлечена из бензобака и использовалась для установки (нарезания) крышки и обработки верхней части. Затем с помощью накатного инструмента получился ромбовидный рисунок накатки.
Фото 11 – Крупным планом – внутренняя резьба, врезанная в газовую крышку. Головка токарного станка была повернута вручную (в обратном направлении) несколько раз для достижения этой резьбы.
Фото 12 – Еще один пример детали, обработанной на станке 1220 XL. Эта крышка радиатора с резьбой представляет собой простую крышку или туристическую крышку, если владелец не хочет использовать более ценное украшение радиатора серая гончая во время автомобильной экскурсии или оставления на ночь в отеле.Простая крышка может быть подвергнута дальнейшей механической обработке, чтобы просверлить отверстие для серой гончей.
Фото 13 – Простая крышка радиатора, навинченная на оправку, используемую для обработки этой крышки. Оправка представляет собой цельную заготовку из сплава 12L14, который дает гладкую обработанную поверхность, а из-за его компонента с низким коэффициентом трения позволяет увеличить срок службы инструмента. 12L14 обычно упоминается под торговым наименованием Ledloy ™. Оправка потребуется, если необходимо просверлить центр или накатать край.
Фото 14 – В автомобилях 1920-х и 1930-х годов использовались прикуриватели с наконечником на шнурке. Наконечник можно было снять и снабдить рабочим фонарем, полезным при замене шины в темноте. Эти наконечники часто сломаны или отсутствуют, и на станке 1220 XL были изготовлены их замены.
Фото 15 – Детали прикуривателя: стопорные гайки, резьбовые лицевые панели, основной корпус прикуривателя и наконечник с резьбой (который удерживает нагревательный элемент). Такие детали имеют небольшие размеры и требуют оправки для зажима заготовки в процессе обработки.
Фото 16 – Подробный вид частей прикуривателя, для всех которых требуется токарный станок или прецизионное сверление, а также требуется какая-то оправка, как с наружной, так и с внутренней резьбой.
Фрезерный станок
Фрезерование. Фрезерный станок имеет неподвижную вращающуюся фрезу, и заготовка формируется путем перемещения заготовки под фрезой. Фреза может иметь несколько зубьев или режущих кромок, которые удаляют стружку материала при вращении фрезы.Эти режущие кромки находятся на внешних краях фрезы, хотя некоторые фрезы имеют режущие кромки по всей поверхности фрезы. Фрезерование является основным средством получения абсолютно плоской поверхности и полезно для новых отливок. С помощью фрезерной головки можно использовать концевые фрезы (фрезы) для резки материала или переключиться на сверлильный патрон для выполнения точного сверления. На фото 17 показана стойка заднего фонаря, удерживаемая в тисках, а фрезерная коронка используется для прорезания круглой канавки в основании.На фотографиях 18, 19 и 20 показано измельчение пластика, называемого делрин, для использования в качестве изолятора проводов. Это показывает, что станок может обрабатывать либо небольшие площади, либо большие площади. Для выполнения этой задачи кросс-таблицу можно перемещать по оси X или Y. Фотография 21 показывает важность использования малых концевых фрез для этого пластика Delrin, а фотография 22 показывает набор вспомогательных цанговых патронов, которые мы использовали во всех процессах фрезерования, продемонстрированных в этой статье.
Фотография 17 – Фотография показывает концевую фрезу, удаляющую некоторый материал на стойке заднего фонаря, где проходит болт, чтобы удерживать стойку выровненной в кронштейне.
Фото 18 – Концевая фреза удерживается в цанге, и кусок делрина (полиоксиметилен, также известный как ацеталь) закрепляется в тисках на столе с поперечной подачей, и делрин пропускается под фрезерную коронку. Все фрезерные операции на этом кузнечном агрегате выполняются вручную, что является недостатком данной модели.
Фотография 19 – Показан материал Delrin после выполнения всех проходов. На фото было приподнято концевое фрезерное сверло.
Фото 20 – Сверху изображена оригинальная проволочная подвеска со сломанными бакелитовыми изоляторами.Ниже представлены последние части изоляторов Delrin, прикрепленные к металлическому уголку. Он продублирован с небольшими изменениями оригинала.
Фото 21 – Набор концевых фрез с двумя и четырьмя канавками. Размеры: 1/16, 3/32, 1/8, 5/32 и 3/16, все с хвостовиком 3/16. Подобные наборы часто продаются у поставщиков инструментов, таких как Travers Tool. Поскольку они маленькие и могут сломаться, имейте под рукой запасные части, чтобы выполнить свою задачу и добавить запасные части к вашему следующему заказу на инструмент.
Фотография 22 – Показан набор цанговых патронов общего назначения, в котором используется переходник с конусом Морзе № 3 и 12 цанговых патронов для размеров от 1/16 до 1/2 дюйма.
Иногда фрезерование может потребовать некоторого творчества при закреплении детали на поперечном столе. Мы начали наш проект латунного кронштейна с использования C-образного зажима, чтобы удерживать латунную отливку на поперечном столе для первоначального фрезерования трех поверхностей для болтов. На фотографиях с 23 по 32 показаны этапы фрезерования и прецизионного сверления на этом латунном кронштейне.Многие операции обработки требуют индивидуальной настройки и центровки. Обратите внимание на методы, которые мы использовали для закрепления этого латунного кронштейна при выполнении необходимых фрезерных и сверлильных операций. Обязательно оставьте достаточно места при сверлении, особенно при работе с большими долотами (Фото 29).
Фото 23 – Латунный кронштейн (черновое литье) удерживается на месте с помощью С-образного зажима для выполнения начального фрезерования участков отверстий под болты.
Фото 24 – Переходник фрезерной цанги заменяется сверлильным патроном, и в латунной отливке просверливаются три отверстия: 3/8 для двух монтажных отверстий и 5/16 для зажимного отверстия наверху.
Фото 25 – Теперь, когда в латунной отливке просверлены отверстия, ее можно закрепить на угловой пластине с пазами, установленной на столе с поперечной подачей. Выравнивание необходимо производить с двух сторон. Для облегчения выравнивания кронштейна вставлен перфоратор. Деревянный блок регулируется, и болты на поперечном столе затягиваются до тех пор, пока кронштейн не будет правильно выровнен.
Фото 26 – Кронштейн снова регулируется для выравнивания, на этот раз с помощью монтажных болтов в угловой пластине с пазами.Это было намеренно не совмещено, чтобы изображение отображало угол.
Фото 27 – Сверло для центровки / зенковки используется, чтобы показать / определить местонахождение центрального отверстия этого латунного кронштейна. Преимущество использования фрезерной головки в качестве прецизионного сверла заключается в том, что вы можете менять сверла с приращениями, пока деталь заблокирована.
Фото 28 – Отверстие постепенно увеличивается с помощью различных долот. Проверяя толщину стенки по мере продвижения, вы убедитесь, что отверстие отцентрировано для детали неправильной формы.
Фото 29 – Набор больших сверл был куплен на барахолке за 25 долларов. Возможно, они использовались только один раз, но они были правильным инструментом для этой задачи, чтобы просверлить отверстие 7/8 дюйма, начиная с самого маленького на 9/16.
Фото 30 – Параллельное сравнение кронштейна заднего фонаря. Слева – оригинальный стальной кронштейн, который был установлен на шасси со стороны водителя. В центре – деревянный образец, использованный для литья правого бокового кронштейна, а справа – готовый латунный кронштейн станка.
Продольная резка – еще одна задача, которую может выполнять фрезерная головка, и ее следует выполнять за легкие проходы. На последнем этапе нашего проекта кронштейна мы использовали пилу по металлу на специальной оправке, чтобы проделать канавку в латунной отливке, через которую проходит болт, чтобы затянуть стойку заднего фонаря. Мы использовали тот же процесс, чтобы сделать канавку на торце латунного болта с высокой головкой. На фото 31 показано, с чего мы начали. Оригинальный кронштейн, который был приклепан к водительской стороне шасси.Деревянный узор был вырезан, чтобы обеспечить симметрично противоположный кронштейн для стороны пассажира, и по нему было сделано грубое литье. И на последок готовый кронштейн. На Фото 32 показан готовый кронштейн на раме шасси.
Фото 31 – На специальную оправку в фрезерной головке устанавливают продольно-резательную пилу и в латунной отливке делают прорезь.
Фото 32 – Торцевая поверхность этого специального латунного болта с высокой головкой 1 / 4-20 требует прорези поперек поверхности.Болт удерживался в глубоком гнезде на тисках, установленных на столе с поперечной подачей, и перемещался по лицевой стороне пилы с небольшими приращениями.
Фото 33 – Готовый латунный кронштейн приклепан к шасси. Это хороший пример того, как фрезерование и прецизионное сверление заклепок повлияют на расположение кронштейна на раме.
На следующей серии фотографий показан индикатор указателя поворота, изготовленный из цельного алюминиевого стержня.Во-первых, на фото 34 мы определяем подходящий размер, который мы хотим, чтобы наш готовый блок был, относительно размера двух светодиодов, которые мы будем использовать. Затем мы выровняли блок фрезерной коронкой (фото 35 – 37). Было выбрано фрезерное долото 3/8, хотя большее долото могло выполнить работу за меньшее количество проходов. Это произошло потому, что для нашего следующего шага потребовались те же 3/8 бита, вытягивая середину. Алюминиевый блок был перевернут, и многие проходы фрезы 3/8 фрезеровали среднюю часть (фото 38).Впоследствии для очистки прямых краев и получения четких углов использовалась фреза меньшего размера 3/16. Готовый индикаторный проект находится на Фото 39.
Фото 34 – Показан массивный алюминиевый блок для установки небольших светоизлучающих диодов (СИД) для индикации указателей поворота. Для установки светодиодов в квасцовом блоке необходимо сделать полость с помощью фрезерных бит.
Фото 35 – Первым шагом после резки алюминиевого блока было его прямоугольное сечение.Показан блок, удерживаемый в тисках на поперечном столе, и фрезерная коронка, опущенная на соответствующую высоту.
Фотография 36 – На этом рисунке показана необходимость регулировки фрезерного долота еще на несколько тысяч дюймов перед тем, как приступить к фрезерованию остальной части блока.
Фото 37 – Алюминиевый блок указателя поворота завершается фрезерованием одной стороны с помощью фрезы 3/8. Обратите внимание, что следы инструмента, оставленные на поверхности, являются нормальным явлением при фрезеровании поверхностей.В зависимости от вашего проекта они могут быть удалены путем опиливания или шлифования.
Фото 38 – Квасцовый блок удерживается в тисках на столе поперечной подачи, а блок располагается под фрезерной коронкой. Бита будет опущена в блок, и легкие проходы будут выполняться путем перемещения стола поперечной подачи под ним вперед и назад. В отрасли это также называется изъятием детали. Показан проход глубины 0,125 дюйма.
Фото 39 – Готовый указатель поворота.Два светодиода удерживаются в блоке небольшими стопорными гайками, а провода заключены в полый парашютный шнур. Сильные магниты удерживают индикатор на приборной панели во время движения и позволяют снимать его на шоу, если владелец этого желает.
Наш последний проект – прожектор для подножки (фото 40), работа над которым еще продолжается. Свет был приобретен на барахолке, потому что форма барабана лампы точно соответствует форме фар на автомобиле нашего проекта. Требуются модификации: новая опора для опоры, созданная на токарном станке, и нарезка прямой зубчатой передачи (фото 41), в которой используются фрезерная головка и аксессуар, называемый делительной головкой.Делительная головка позволяет детали вращать на точное количество равных частей, шестнадцать в случае этой шестерни. Делительная головка – это тип аксессуара, который может понадобиться вам только изредка, поэтому может быть сложно оправдать вложения. В данном случае мы позаимствовали одну у коллеги-коллекционера.
Фото 40 – На данный момент были выполнены две задачи: 1) определение размеров и превращение латунного адаптера полюса в ярмо фонаря и 2) изготовление зубчатого колеса с прямым вырезом.
Фото 41 – Прямое зубчатое зацепление крупным планом.Эта латунная шестерня была обработана на станке 1220 XL с использованием фрезерной головки и приспособления, называемого делительной головкой (не показано), которая вращала шестерню с точными интервалами.
Сверление: Сверление на нашем комбинированном станке обеспечивает точность при сверлении отверстий в точном месте и на точную глубину. Эта точность позволяет изменять размеры сверл, сохраняя при этом тот же самый точный центр. Это необходимо, когда необходимо постепенно увеличивать размер отверстия).Кроме того, если отверстие необходимо сместить (переопределить) или разместить соответствующим образом, прецизионное сверление обеспечивает эту функцию. Хорошими примерами являются удаление сломанной шпильки там, где требуется абсолютный центр, или расположение резьбового отверстия в новой отливке. В качестве дрели комбинированные блоки часто включают сверлильный патрон с переходником для фрезерного интерфейса (конус Морзе № 3 в случае Smithy 1220 XL). Размещение стола под сверлом позволяет производить точное сверление заготовки как по осям X, так и по Y, а также по глубине сверления.Примерами прецизионного сверления являются сверление отверстий в вышеупомянутой отливке, где положение отверстий определяет положение кронштейнов на шасси (см. Фото 32).
Измерение – При изготовлении деталей на любом токарном станке или фрезерном станке требуются хорошие измерительные инструменты. Этот импортный калибр от Mitutoyo обеспечивает английские, метрические и абсолютные измерения до шести дюймов (фото 42). Они доступны по цене и доступны у многих поставщиков инструментов, таких как Travers Tool.
Фото 42 – В рамках вашего обучения навыкам обработки вам потребуются инструменты для измерения ваших деталей. Цифровые калибры, такие как этот от Mitutoyo, не очень дороги и иногда продаются у лучших поставщиков, таких как Travers Tool.
Смазка – Чтобы преуспеть в изготовлении деталей, независимо от того, используется ли это автономный или комбинированный станок, вы должны использовать смазку. Вам нужно будет понять функции смазочно-охлаждающих масел и понять, когда использовать определенные продукты.Смазка обеспечивает охлаждение, качество деталей и долговечность инструмента (Фото 43).
Фото 43 – Как уже упоминалось, обработка требует различных методов смазки. Многие продукты доступны для определенных металлов. Найдите время, чтобы понять их, а также когда и в каком количестве использовать. В зависимости от обрабатываемого материала все, что может потребоваться, – это несколько капель, тогда как для более твердых материалов может потребоваться постоянная смазка (распыление).
Рекомендации:
- Важно, чтобы вы потратили некоторое время на изучение некоторых из упомянутых здесь процессов обработки.Старые книги по механической обработке, которые можно найти на распродажах, в библиотеке или в других местах, являются отличными экономическими источниками для токарных (токарных) и фрезерных операций. Часто эти ресурсы загружены информацией о том, как настроить детали и порядок шагов, необходимых для достижения удовлетворительных результатов.
- Подпишитесь на Home Shop Machinist. Это отличное место, чтобы начать изучать этот увлекательный навык. Просмотрите указатель статей и обратите внимание на обширный список доступных обучающих DVD-дисков и книг.
- Получите каталоги и рекламные проспекты из некоторых источников, перечисленных здесь (например, Travers Tool). Ознакомьтесь с режущими инструментами и приспособлениями, необходимыми для выполнения задачи.
- Интернет – отличный источник видео и других учебных материалов по задачам обработки. Воспользуйтесь этими ресурсами и ознакомьтесь с методами и деталями, показанными в этих руководствах. Подумайте о том, чтобы присоединиться к дискуссионным форумам для машинистов. Есть много экспертов, которые готовы поделиться своим опытом…Все, что вам нужно сделать, это спросить. Если вы подумываете о покупке своей первой машины, спросите мнения этих экспертов о конкретных машинах … может быть, они есть и могут дать представление о ее качестве.
- Если (и, надеюсь, когда) вы решите окунуться в мир механической обработки, создайте рабочее место, подходящее для такой работы. При размещении станка имейте в виду, что некоторые смазочно-охлаждающие жидкости и металлическая стружка будут вылетать во время работы станка. Потребуется прочный стол, способный выдержать 1000 фунтов.Хотя ваш станок может весить меньше, для вращения некоторых деталей потребуется прочный рабочий стол. Обработка в целом обычно включает в себя тяжелые инструменты и принадлежности. Подумайте о том, чтобы включить выдвижные ящики в свой дизайн стола, но обязательно используйте прочное оборудование для ящиков, которое позволяет его выдвигать на всю длину. Ожидайте, что эти ящики вмещают сто фунтов или больше. Поверхность должна быть достаточно большой для размещения как станка, так и небольших инструментов и принадлежностей, используемых при работе на вашем станке.Разместите свою машину в месте, где вы можете разместить заготовки большой длины, поскольку заготовки круглой и шестигранной формы обычно продаются длиной до двенадцати футов. Если расположить станок так, чтобы головка токарного станка была у стены, это не позволит пропустить длинную заготовку через патрон токарного станка. И не забудьте подумать о хранении вашего инвентаря. По мере того, как вы работаете со своим запасом, вы будете накапливать количество запасов разных размеров, и полезно иметь возможность держать их в порядке.
- При обустройстве рабочего места следует учитывать достаточное освещение.Огни с шарнирно-поворотной головкой (или гусиной шеей) очень полезны для направления света на территорию.
- Изучая практику обработки, представьте, как можно обрабатывать деталь. Спросите себя: «Если бы мне пришлось сделать это, какие шаги (и в каком порядке) я бы сделал, чтобы сделать эту часть?» Примените это к шагам, необходимым для деталей в этой статье.
- Обработка подразумевает закупку оборудования, инструментов и принадлежностей. Это вложение, которое только вы можете оправдать в зависимости от типа работы, которую вы планируете выполнять на своей машине.Защитите свои вложения и установите в хорошем месте с низкой влажностью.
Краткое описание: В то время, когда автор начал заниматься механической обработкой, Smithy 1220 XL был станком с хорошими характеристиками по привлекательной цене для любителей. Станок 1220 XL предоставил возможность изучить базовые и передовые методы обработки при минимальных затратах. Учитывая сегодняшний выбор среди поставщиков, проще инвестировать в комбинацию 3 в 1. Ваш выбор должен будет соответствовать тому, сколько вы готовы инвестировать в проекты, которые вы будете выполнять.
Ноты:
- Такие компании, как Detroit Machine Tools и другие, предлагают различные классы своих машин в зависимости от типа требуемого обслуживания. Их серия Granite отличается повышенной точностью и надежностью, а также тяжелее (650-800 фунтов против 400-500 фунтов их серии Midas)
И некоторые недостатки устройства 1220 XL, описанные здесь:
- Изменение подачи для выполнения точения с выбранной резьбой на дюйм (TPI) требует от оператора переключения ряда шестерен внутри шкафа.Инструкции хорошие, процедура несложная, но, тем не менее, неудобства. Более качественные агрегаты или автономные токарные станки используют редуктор с ручками управления для выбора необходимого TPI. Detroit Machine Tools теперь предлагает серию Granite, которая включает в себя коробку передач с быстрой заменой.
- При работе фрезерной головки отсутствует подача рабочего стола. Поскольку подача стола связана с функцией токарного станка, когда фрезерная головка задействована, подача мощности отключена. Наличие функции подачи питания очень удобно при выполнении нескольких проходов света.Вместо этого вам придется вручную провернуть винт механической подачи, чтобы переместить стол (и, следовательно, заготовку). Электропитание теперь доступно на моделях Midas LTD и на всех моделях серии Granite.
- Спланируйте и разберитесь в принадлежностях. В Smithy 1220 XL используется конус Морзе № 3 для фрезерной головки и задней бабки. Смотреть вперед. Если вы думаете, что вырастете свою «машину для начинающих», проверьте, будут ли аксессуары, которые вы покупаете сейчас, взаимозаменяемы при вашей последующей покупке.Некоторые компании используют конус Морзе № 4 или R8 / JT-3. Можно ли будет использовать купленные сейчас аксессуары в будущем? Обратитесь к продавцу / производителю. Знание этого заранее может помочь вам решить, какую машину выбрать.
Полезные ссылки и ресурсы
- The Home Shop Machinist, С 1982 года, подписной журнал для машинистов домашних магазинов, созданный машинистами. Веб-сайт
- Machinery Values для бывшего в употреблении оборудования. Это может быть излишним для новичка, но дает полезную информацию о многих марках и моделях.
- Locator On Line – это веб-сайт, посвященный подержанной технике. Предоставляет полезную информацию о многих марках и моделях.
- Он-лайн учебник по фрезерному станку, полезная информация для новичков.
- Интерактивное руководство по токарному станку, полезная информация для новичков.
- Little Machine Shop – главный источник инструментов, запчастей и принадлежностей для машинистов-настольных станков. Используется для мелкой фрезерной и токарной обработки.
- Practical Machinist – это онлайн-ресурс по традиционным и передовым процессам обработки.Включает дискуссионный форум.
- Travers Tool предлагает сверла, фрезы, метчики и плашки, режущие инструменты и другие аксессуары.
- Speedy Metals предлагает материалы и обслуживает любителей в небольших количествах.
- Metals Depot – это источник материалов.
- On Line Metals – это источник материалов.
- American Machinist – это онлайн-ресурс по машиностроительной промышленности.
- Sherline предлагает токарные, фрезерные и инструментальные станки в основном для модели Hobbyist.
- Книги: Machine Shop Practice, Volumes 1 and 2 , Industrial Press Inc., 1981.
data-matched-content-ui-type = “image_card_stacked” data-matched-content-rows-num = “3” data-matched-content-columns-num = “1” data-ad-format = “autorelaxed”>
Настройка одного человека на токарном станке
Я выключаю дрова в течение 66 лет. Я начал, когда мне было около восьми лет в моем дедушкиного магазина и с тех пор были очарованы этим процессом.Токарный станок, на котором я работал впервые на нем был модифицированный шпиндельный токарный станок с «большим колесом» (8 футов в диаметре), управляемый человеческими силами, а иногда и небольшой электродвигатель. Мой первый токарный станок был чугунный (без названия), насколько я помню, был установлен на железной дороге урезан примерно до 5 футов. Тогда все мои инструменты были сделаны вручную мной или моими дедушка на домашней кузнице и наковальне “кузнеца”. Моя чаша поворачивалась намного позже, но когда Я видел, как моя первая чаша оторвалась от токарного станка в старшей школе по дереву, меня зацепили на всю жизнь.Где-то в начале 50-х я начал точить чашу (на самодельном токарном станке для чаши) и работаю над этим с тех пор. После выхода на пенсию скульптором и преподавателем живописи (40 лет) я начал моя настоящая приверженность переворачиванию и изготовлению чаш. Это началось десять лет назад, и я занимался этим до этот день. Я не знаю, сколько токарных станков у меня было за эти годы, но в моем магазине сейчас три и гараж для хранения вмещает еще несколько. В этой статье основное внимание будет уделено тому, что я думаю, является последним. комплектации и «доделанной модели», которая прослужит мне до конца моих дней.
Когда я вышел на пенсию в 2001 году, я начал искать ту идеальную установку, которая позволила бы мне большие чаши, и, посмотрев на все отечественные токарные станки и несколько иностранных «ребят», я остановился на В одну сторону из Канады. На поиски ушло девять лет (я очень разборчивый парень). Их токарный станок 2436 с тремя двигатель мощностью в лошадиных силах, навесное оборудование с поворотным механизмом x-long с блоком подъема задней бабки, большое банджо, большое подставка для инструмента, тормозной резистор, головка на 96 позиций, дистанционный переключатель пуска / остановки и доставка на Вашингтон, округ Колумбия, вернул мне чуть меньше десяти штук.
Мы уже закончили? Конечно нет! Вакуумная система и такие лакомства, как Drill Wizard и некоторые инструменты еще 1000 долларов. Вам понадобятся патроны (у меня есть три) разных типа губок и чаша. люнет еще 1000 долларов. Теперь, если вы также переворачиваете кувшины, которые требуют глубокого выдавливания, вам понадобится Система глубокой выемки с лазерным наведением OneWay (безусловно, лучшая, особенно если у вас есть OneWay токарный станок), угадайте, что за 1000 долларов. Мы еще не закончили! Я добавил индустриальную ленту Jet и дисковую шлифовальную машину в конец токарного станка на внешней стороне, который может быть удален с помощью подъемника с двутавровой балкой, который перемещает по всей длине станка.Вы бы поверили этому? Еще 1000 долларов. Итак, примерно за 14000 долларов. я иметь то, что я считаю идеальной системой. Я компульсивен? Да! Я “чокнутый”? Может быть! Счастлив ли я? Ты черт возьми, я прав!
Вам нужен тормозной токарный станок?
Тормозно-токарный станок – это эффективный инструмент для устранения проблем с шумом и вибрацией, часто продлевающий срок службы тормозных систем. По сути, токарные станки исправляют отклонения толщины ротора, что является обычным явлением, вызванным одной из двух причин:
- Хронический, неравномерный контакт тормозной колодки с поверхностью ротора (что само по себе является результатом других неровных или несбалансированных компонентов)
- Ржавчина на поверхности ротора (от продолжительного или частого контакта с дорожной солью или другими коррозионными загрязнителями)
Эти недостатки являются причиной множества общих, неспецифических жалоб типа «мои тормоза кажутся и звучат забавно».Когда такое отклонение обнаруживается, дефекты ротора необходимо удалить – это включает в себя механическую обработку этих проблем, чтобы вся поверхность была даже в самой нижней точке. Обычно это дешевле и эффективнее, чем замена ротора, особенно с учетом того, что работу нужно выполнять дважды – противоположный ротор должен иметь форму с допуском 0,01 дюйма (0,25 миллиметра) первого.
Тормозно-токарные станки бывают двух типов. Автомобильный токарный станок часто выполняет надежную работу, потому что он установлен в том же положении, что и тормозной суппорт, в основном имитируя движение колеса с учетом калибровок автомобиля.Это обеспечивает максимально точную шлифовку. На токарном станке вне машины или настольном токарном станке ротор снимается с машины и устанавливается на токарный станок. Этот тип токарного станка больше полагается на собственное выравнивание, которое легко выходит из строя из-за повреждения или частого использования. В лучшем случае смещенный токарный станок обеспечит лишь приемлемую шлифовку поверхности; в худшем случае это может порезать или повредить ротор сверх того уровня, на который его можно будет восстановить.
Хотя тормозные токарные станки могут иметь определенную привлекательность (поскольку на свежих, чистых роторах нет ничего лучше, чем укус тормозной колодки), они наиболее подходят для профессиональных гаражей.Маловероятно, что люди, которые просто предпочитают работать на собственном автомобиле, извлекут из личного токарного станка достаточно выгод, чтобы он стоил того. Установка токарного станка, в зависимости от марки и стиля, стоит более нескольких тысяч долларов – среднестатистическому автовладельцу потребуется много тормозных работ, чтобы добиться безубыточности. Тормозно-токарные станки проектируются с учетом объема, но даже механические цеха сталкиваются с проблемами, извлекающими прибыль из обработки тормозов.
Тормозно-токарные станки также требуют значительного ухода. Вам придется чистить один после каждого использования, чтобы предотвратить скопление.Мусор может вызвать необратимое повреждение тормозных роторов при их вращении, а пыль приведет к слишком быстрому износу движущихся частей. Биты (детали, которые действительно истирают ротор) и масло необходимо регулярно менять. Также они создают много пыли, шума и вибрации (нежелательно для небольшого или домашнего гаража).
Если у вас нет большого одинокого магазина или много денег для инвестирования, токарный станок, вероятно, не лучшее решение ваших проблем с тормозами – если вам действительно нужно часто менять поверхность роторов, у вас, вероятно, есть другие проблемы.Следующая страница укажет вам верное направление, в котором вы найдете больше проблем с тормозами, инструментами и автомобилем.
Ящик для инструментов Husky в качестве подставки для токарного станка
Мне нравится эта идея! Итак, у вас есть 12×36 на ящике для инструментов? Один из моих – старый HF 12×37, и это около 850 фунтов … Я думаю, эти коробки рассчитаны на более 1000 фунтов … очень круто. Еще лучше то, что сундуки с инструментами Harbour Freight действительно хороши … и доступны по цене. Теперь я взволнован.К сожалению, я всего лишь волосок выше шести футов, довольно короткий для моей семьи.Я виню в этом слишком много сломанных костей.
ох, и Wizard69 … у вас обувь 16 размера ?! Какой у вас рост?
На самом деле моя проблема не в длине, а в ширине, большинство кроссовок 15 4E в наши дни слишком узкие для моих ног. Часто бывает проще купить обувь размера 16, так как она будет немного шире, чем пытаться заказать более широкую обувь. Также существует большая проблема с приобретением обуви, которая всегда имеет правильные размеры. Иногда я могу сесть в кроссовки 15-4E, а иногда у меня нет возможности. Мне действительно нужно заказать новый комплект кроссовок, но это такая головная боль, что я склонен откладывать это надолго.16, в зависимости от производства, часто значительно дольше вызывают разного рода горе.
Еще один интересный момент. Я думаю, мне было около 13 лет, когда я начал подбираться к мужской обуви 13 размера. Именно тогда я понял, что быть крупнее обычного имеет множество недостатков. Один из них застрял с тем, что было в обувном магазине, если у них вообще что-нибудь было под рукой.
Одна вещь, связанная с этой резьбой, связана с моими ногами и туфлями со стальным носком. Однажды я работал на небольшом оборудовании, у которого были очень низкие перекладины, поддерживающие ноги.Каким-то образом в процессе работы на станке мне удалось пробраться под балку со стальным колпаком за внутренний край балки. Я хотел вытащить ногу из-под ног, но не смог, стальная крышка мешала мне выскользнуть из-под ног. Откровенно говоря, мне было слишком стыдно звонить по радио, поэтому я потратил, наверное, добрых двадцать минут, вытаскивая ногу из-под ног. Фактически, машина была частью системы вибрационной чаши, построенной на 4-дюймовой стальной пластине, она никуда не делась под моей властью, поэтому мне пришлось много шевелить.Это быстрый способ понять, что такое кредитное плечо или, в данном случае, его отсутствие.
В любом случае это только один случай проблем с большими частями тела, которые заставляют меня говорить, когда я вижу вещи, которые могут причинить мне дискомфорт. На работе иногда они слушают, а иногда нет, но даже простые вещи могут иметь огромное значение. Я действительно считаю установку ручного станка на такой ящик для инструментов одной из таких вещей. Для некоторых это может сработать, но для меня это было бы ужасно.Я бы стучал коленями по ящикам, точно так же ногам некуда было бы деться, особенно если бы из ящиков с инструментами были сняты колеса. Можно подумать, почему кухонные прилавки сильно ударяются о нижние шкафы.
Теперь, учитывая все это, я полностью понимаю, зачем нужны такие ящики для инструментов; в магазине возле станков, которые на них устанавливаются. На мой взгляд, было бы лучше объединить два ящика для инструментов длинной столешницей, чтобы обеспечить доступ оператора и комфорт.Это также позволит сидеть за машиной для комфорта или выполнять точную работу. В наши дни в старости я провожу больше времени сидя, чем стоя. В любом случае, надеюсь, все понимают, что я ничего не имею против ящиков для инструментов, я просто пытаюсь учесть человеческий фактор.
Тормозно-токарные, барабанные и роторные токарные станки
Передовые тормозные станки Ranger
Тормозно-токарные станки полного циклаRanger – лучшее вложение, которое вы можете сделать для обслуживания тормозов, потому что они исключительно быстрые, прочные и точные.Обладая плавно регулируемой скоростью подачи при повороте шкалы, наши токарные тормозные станки разработаны для обеспечения идеальных результатов каждый раз. Тормозные токарные станки Ranger – лучший выбор, потому что ни один другой токарный станок для тормозов на рынке не имеет таких невероятных инноваций Ranger, которые необходимы каждому гаражу или цеху, желающему выполнить обслуживание тормозов.
Комбинированный токарный станок с тормозами Ranger – это эффективное и необходимое оборудование в магазине для устранения пульсации педали тормоза и раздражающего шума тормозов, не говоря уже о повышении безопасности транспортного средства.Тормозные токарные станки Ranger легко корректируют изменения толщины на поверхностях ротора и барабана, что является обычным явлением, вызванным неравномерным контактом тормозной колодки с поверхностью трения.
RL-8500 (5150066)
Комбинированный токарный станок с дисковым / барабанным тормозом со стендовым и стандартным инструментами
В революционном токарном станке с комбинированным тормозом RL-8500 используются независимые серводвигатели постоянного тока для управления приводами поперечной подачи и подачи шпинделя, что устраняет необходимость в сложных механических коробках передач и трансмиссиях, которые обычно встречаются на токарных станках с механическим приводом.
от $ 8260 + БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить
RL-8500XLT (5150080)
Комбинированный токарный станок для дисковых / барабанных тормозов со станком и стандартным инструментом / Super-Duty
Сверхмощный удлиненный комбинированный токарный станок с комбинированными тормозами RL-8500XLT способен отрегулировать тормозной барабан полной глубины 10 дюймов. Он оснащен независимыми серводвигателями постоянного тока для управления как приводами подачи шпинделя, так и приводами поперечной подачи.Это устраняет необходимость в сложных коробках передач и трансмиссиях, которые можно найти на токарных станках с механическим приводом.
от $ 9375 + БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить
Поднимите сейчас,
Выплатите со временем
с кредитной картой Synchrony Car Care ™.
Удобные ежемесячные платежи упрощают приобретение оборудования.
Учить большеСлужба тормозов, упрощенная
Неровности поверхности являются причиной почти каждой жалобы клиентов, когда разочарование направлено на тормоза (особенно когда они нажимают на педаль тормоза).Когда обнаруживаются отклонения тормозной поверхности, необходимо исправить дефекты на роторах, барабанах и / или маховиках, что обычно включает в себя механическую обработку по всей поверхности, так что выступы обрабатываются гладко по всей поверхности. Замена поверхности тормозных токарных станков обычно дешевле и эффективнее, чем замена ротора.
Тормозно-токарные станкиRanger – лучший выбор, потому что ни один другой токарно-тормозной станок на рынке не обладает такими невероятными инновациями Ranger, необходимыми для каждого гаража или магазина, желающего выполнить обслуживание тормозов.
Распространенная проблема, с которой сталкиваются другие токарные станки с тормозом, – это передача вибрации и вибрации, которые напрямую влияют на режущую кромку инструмента и оставляют несовершенный срез на обрабатываемой поверхности. Тормозно-токарный станок RL-8500XLT от Ranger специально разработан для решения этой проблемы, устраняя необходимость в механических приводах с зубчатым приводом и устройствах трансмиссии с регулируемой скоростью.
Тормозно-токарные станки Ranger заменяют устаревшие трансмиссии и шестерни других производителей. Вы были бы удивлены, если бы стояли в стороне и наблюдали, как токарный станок с тормозами заканчивает резку на роторе или барабане.Тормозные роторы очень гладкие – или должны быть такими. Если бы вы повернули ротор на любом токарном станке, а затем уронили молоток на пол рядом с токарным станком, вы бы заметили заметное ухудшение качества резания в момент удара. Вибрация вызывает частоты, которые передаются на разрез. Поскольку в токарном станке Ranger RL-8500XLT не используются шестерни и трансмиссии, мы полностью исключаем множественные частоты, которые могут ухудшить качество обработки. Образование шероховатости поверхности обычно является результатом скорости подачи инструмента, скорости вращения шпинделя, геометрии инструмента, свойств материала и относительной вибрации инструмента.Устранены вибрации и дребезжание шестерен, подшипников и деталей механического привода. И помните, что это та же самая вибрация, которая часто передается на острие инструмента, оставляя неровные порезы на обработанной поверхности.
Независимый серводвигатель постоянного тока
Особенностью токарного станка с тормозами, которой мы особенно гордимся, является независимый серводвигатель постоянного тока, который управляет приводами поперечной подачи и подачи шпинделя. Это устраняет необходимость в механических коробках передач, используемых в традиционных токарных станках с тормозом.Конечный результат – резкое снижение затрат на ремонт и обслуживание на протяжении всего срока службы вашего устройства.
Невероятные возможности к вашим услугам
Все тормозные токарные станки Ranger стандартно поставляются с сверхмощным рабочим столом, удобной конструкцией быстро заменяемой инструментальной головки, полным комплектом адаптеров, простым набором управления, сводящим к минимуму движения оператора, рабочей лампой с двумя головками, защитным экраном, воронкой для улавливания стружки. и регулируемый ограничитель поперечной подачи. Никакой другой токарный станок с тормозами не работает так мощно, как Ranger.
Адаптер быстрой смены Plus
В наш стандартный комплект инструментов для токарных тормозов входит наша система Quick-Change Adapter Plus, которая устраняет необходимость в обычных зажимах и конусах.
Большой набор инструментов для токарных тормозов подходит для барабанов и роторов без ступицы, импортных и отечественных, с центральными отверстиями от 2-5 / 32 “до 4” и композитных роторов с центральными отверстиями от 4 “до 6,25”.