Токарно-винторезный станок 1К62 – характеристики, паспорт, видео, фото
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62

Технические характеристики токарного станка 1К62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Технические характеристики токарного станка 1к62
 В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом. Вибрация полностью отсутствует;
- Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках. Высокую точность обеспечивают специальные подшипники;
- Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
Подача
 Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
- Принудительно;
- Разбрызгиванием.
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
Суппорт
В конструкцию входит несколько деталей:
- Салазки нижние;
- Поперечная каретка, оснащенная поворотной плитой.
Крепление плиты может происходить под нужным углом, относительно шпинделя.
Фартук
Его механизм находится внутри каретки суппорта. Через реечное колесо происходит передача суппорту нужного продольного движения. Специальный винт заставляет суппорт двигаться поперек.
Технические характеристики
 Высота заготовки (наибольшая) над суппортом — 224 мм ;
Высота заготовки (наибольшая) над суппортом — 224 мм ;- Максимальная высота обрабатываемой детали, закрепленной над станиной – 430 мм ;
- Наибольшая длина обрабатываемой заготовки — 750- 1500 мм ;
- Масса детали, зафиксированной в центрах, — 460- 900 кг ;
- Вес детали, установленная в шпинделе — 200 кг ;
- Число оборотов вращения шпинделя 2000- 2420 об/мин;
- Вес — 2520 кг ;
- Габариты — 2500х1200х1500 мм.
 Высота заготовки (наибольшая) над суппортом — 224 мм ;
Высота заготовки (наибольшая) над суппортом — 224 мм ;Параметры подачи суппорта
- Передвижение каретки: 640 – 1330 мм ;
- Поперечный ход —250 мм;
- Количество ступеней продольной подачи — 49 шт.;
- Скорость подачи. При быстром продольном движении – 3,4м/мин, поперечном — 1.7 м/мин;
- Число типоразмеров метрической резьбы – 44 шт.;
- Шаг резьбы —1 -192 мм ;
- Вес суппорта — 2,14 тонны.
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
- Неподвижная;
- Подвижная.
 Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Заключение
Сегодня токарно-винторезный станок 1К62 подвергся значительной модернизации. Станок оснащен числовым программным управлением, работает в автоматическом режиме. Он, как и в прежние времена, остается востребованным на заводах и фабриках. Работать на нем удобно и очень просто.
instrument.guru
Токарный станок 1К62: обзор технических параметров
 Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями.
Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями.
Общая информация о токарном станке 1К62
Расшифровывается буквенно-цифровой индекс 1К62 просто:
1 — группа станка — токарные;
К — поколение станка;
6 — тип — винторезные;
2 — высота центров. В данной модели это 220 мм.
Ещё в конце маркировки может стоять буква, обозначающая класс точности станка.
Биография токарно-винторезного станка 1К62 довольно интересна. Разработан он был на заводе «Красный пролетарий» в Москве, где потом и производился. Началом использования на производстве можно считать тридцатые годы прошедшего века. Правда, в его названии тогда была аббревиатура ДИП (догоним и перегоним). Но после 1937 года, когда была введена новая система классификации станков, появилась современная маркировка.
Выпуск 1К62 давно прекращён, но большое количество этих замечательных станков всё ещё продолжает эксплуатироваться на производстве благодаря надёжности и продуманности конструкции. Конечно, найти совершено новое изделие крайне затруднительно, в процессе работы узлы и детали агрегатов изнашиваются и приходят в негодность. Но при должном уходе и обслуживании некоторые экземпляры отличаются от нового только обновлённым слоем краски.
Несомненно, некоторое оборудование приходит в полную негодность, а другим машинам требуется капитальный ремонт. Если заменить вышедшее из строя электрооборудование, провести по необходимости перешлифовку станин и направляющих либо их шабрение, то обновлённый 1К62 с уникальными техническими характеристиками ещё довольно долго сможет послужить на производстве. Для этого, разумеется, необходима вся техническая документация по станку.
Область применения оборудования
Спектр применения данного агрегата довольно широк:
- точение цилиндрических, конических и фасонных поверхностей;
- сверление, растачивание, развёртывание и зенкерование отверстий;
- нарезание наружной и внутренней резьбы различных видов как метчиками и плашками, так и резьбовыми резцами и головками;
- накатка поверхностей;
- токарная обработка асимметричных деталей и корпусов с использованием 4-х кулачковых патронов и планшайб;
- точение тонких и длинных деталей с использованием люнетов;
- копировальные работы с применением идущего в комплекте гидрокопировального приспособления и многое другое.
Рассматриваемая нами модель является универсальным токарно-винторезным станком, технические характеристики которого довольно уникальны. У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
Технические характеристики
Все полностью технические характеристики размещаются в паспорте, идущем в комплекте с изделием. В целях общего ознакомления с основными возможностями нашего образца представляем краткий обзор параметров.
- Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
- Предельные веса обрабатываемых заготовок: наибольший вес устанавливаемой в патроне детали — 300 кг, на центрах — 1,3 тонны.
- Станок выпускался в трёх габаритных модификациях: межцентровые расстояния 710, 1000 и 1400 мм. Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.
- Наибольший рекомендуемый диаметр заготовки, проходящей через внутришпиндельное отверстие — 45 мм (само отверстие 47 мм).
- Размер посадочного конуса в шпинделе — Морзе № 6, а в пиноли задней бабки — Морзе № 5.
- Максимальное расстояние, на которое можно выдвинуть пиноль задней бабки — 200 мм.
- Высота державки резцов, устанавливаемых в резцедержателе — 25 мм.
- Габаритные размеры станка с межцентровым расстоянием 1000 мм: по длине — 2812 мм, по ширине — 1166 мм и в высоту — 1324 мм.
- Вес станка 1К62 с тем же расстоянием между центрами — 2140 кг.
- Нарезание метрических резьб с шагом в пределах от 1 до 192 мм.
- Нарезание дюймовых резьб с шагом резьбы от 2 до 24 ниток на 1 дюйм.
- Выполнение модульных резьб с шагом в пределах от 0,5 до 40 модулей.
- Выполнение питчевых резьб с шагом в пределах от 1 до 96 питчей.
- Пределы числа оборотов шпинделя — от 12,5 до 2000 об/мин.
- Пределы продольных подач суппорта — от 0,07 до 4,16 мм/об., поперечных — от 0,035 до 2,08 мм/об.
 Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.1К62 по паспорту и техническим характеристикам оснащён четырьмя электродвигателями:
- двигателем главного привода мощностью 10 кВт;
- мотором быстрых перемещений мощностью 0,8 кВт;
- двигателем гидростанции с мощностью 1,1 кВт;
- мотором насоса охлаждения с 0,125 кВт мощности.
Некоторые модели оборудования для металлообработки сконструированы с питанием силовой цепи от 220 В. Но это не правило, а исключение, касающееся небольших «домашних» образцов. Рассматриваемый нами агрегат и в базовой комплектации, и в модификациях требует питания 380 В.
Преимущества агрегата
 Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
tokar.guru
Токарный станок 1К62Д: паспорт и технические характеристики
Токарный станок 1К62Д – популярный агрегат для предпринимателей среднего звена, аппарат легко используется без применения дополнительных условий, выполняет нарезку резьбы любой сложности, а также проводит обработку металлических заготовок разных размеров.
Общая информация и функциональность
Применяется станок модели 1К62Д часто в индивидуальных мастерских и на производствах небольших размеров. Эта разновидность токарной установки была разработана на базе зарекомендовавшего себя стандартного образца 1К62, его производительность и точность работы оценили многие мастера этого дела.
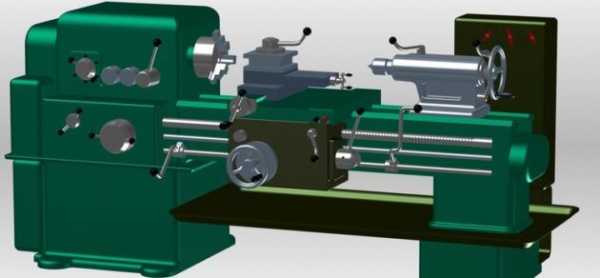
Токарный станок 1к62
Кроме стандартной модификации, выпускается несколько разновидностей установок, предназначенных для специализированных работ потребителей.
Токарный станок 1К62Д имеет уникальную конструкцию шпинделя, он устанавливается на подвижных подшипниках. Такая особенность позволяет обеспечить требуемую максимальную жесткость при одновременном поддержании точности обработки. Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Преимущества станка
Винторезный агрегат модификации и 1К62Д обеспечивает работу с заготовками из жаропрочного металла, прочной инструментальной стали. Эти материалы предполагают тяжелые формы обработки с максимальными нагрузками на главные элементы конструкции:
- привод;
- электрические схемы;
- коробку переключения скоростей.
Присутствие выемки в неподвижной станине (ГАП) дает возможность закреплять детали с радиусом, превосходящим расстояние между центрами. Паспорт базовой модели имеет ограничение по этому параметру до 435 мм, а модификация с ГАПом увеличивает допустимое значение до 630 мм.
Достоинствами модели считаются:
- Довольно увеличенная мощность основного привода.
- Весь станок, каждое его звено отличаются высокой прочностью и общей целостностью.
- Точение выполняется в условиях высокой надежности и безопасности мастера.
- Конструкция отвечает требованиям вибрационной устойчивости.
- Расширен диапазон допустимых частот при вращении шпинделя.
Установка отлично показывает себя в режиме силовой обработки заготовок на высоких скоростях.
Технические показатели
Паспорт установки содержит детальную информацию о допустимых материалах, размерах и других тонкостях обработки заготовок.
Паспорт станка имеют полную информацию о тонкостях обработки заготовок
Технические характеристики токарного станка:
- Максимальный диаметр детали: над станиной – 435 мм, значение над суппортом равняется 224 мм.
- Допустимая длинна детали – 1,5 тыс. мм.
- Число скоростей шпинделя – 23.
- Частота вращения – от 12,5 оборота в минуту до 2 тыс.
- Сечение резца доходит до 25 мм.
- Привод имеет мощность 11 кВт.
- Масса токарной установки 2,7 тыс. кг.
Вид питания: допускается работа в сетях 220 B, но для увеличения производительности и максимальной функциональности необходимо обеспечить подключение к 380 B. сети. Эта информация содержится в паспорте станка.
В сравнении с базовой моделью 1К62, современная установка имеет улучшенные параметры допустимого диаметра заготовки и ее длинны.
Передняя бабка
По паспорту установки передняя бабка предназначена для передачи на шпиндель установленной частоты вращения.
Каждая отдельная операция, которую выполняет мастер, характеризуется различной частотой, скорости устанавливаются коробкой передач. Устройство передней бабки обуславливает следующие возможности обработки:
- Нарезка резьбы с фиксированным шагом, увеличенным в 4 раза шагов, увеличенная в 16.
- При нарезке наблюдается увеличение передаточного числа соответственно в 8, 32.
- Обуславливается нарезание правосторонней резьбы, обратной левой.
- Агрегат проводит создание многозаходных типов резьбы.
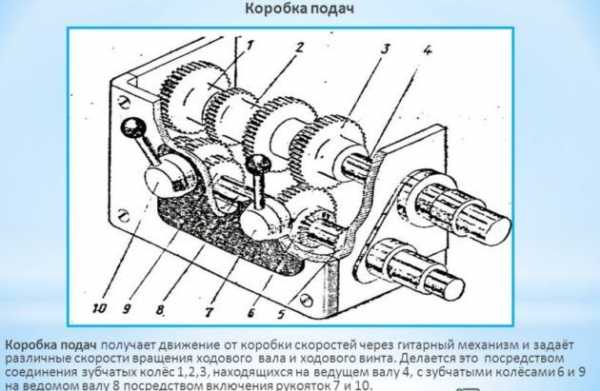
Коробка подач
Конструкция и основной механизм модуля подач отвечает за создание определенных видов резьбы, манипуляция осуществляется при помощи ходового винта с фиксированным шагом в 12 мм. При этом звено увеличение текущего шага не используется. По паспорту этим способом легко нарезать следующие варианты резьбы:
- Метрическую с минимальным шагом 0,5 мм, а максимальное ограничение шага – 12 мм.
- Дюймовую резьбу: шаг начинается с 2 ниток, ограничивается 24.
- Модульную от 0,5 до 3 модуля.
- Питчевая 1–96.
При использовании механизма, предназначенного для увеличения текущего шага, мастера могут нарезать резьбу с превышающим шагом в 32 раза. Агрегат является универсальным, но у каждой детали есть свой предел эксплуатации. Перед работой на аппарате специалисты обязаны пройти лекции по технике безопасности и изучить паспортные особенности станка.
Задняя бабка установки
Передвигаясь по специальным направляющим, задняя бабка устройства дополнительно прикрепляется к станине. Для выполнения работ необходимо определенное закрепление этого узла станка, играет роль фиксаторов эксцентрик рукояти и простая система рычагов. Закрепление пиноли дополнительно производится рукояткой, а ее смещение обуславливается вращательными движениями маховика.
Используя поперечные смещения задней бабки, а также допускается обработка конусов пологой формы. Манипуляция позволяет выполнять ювелирную обработку деталей небольших габаритов, аппарат нарезает в таком положении метрическую резьбу минимальной глубины.
Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.

Кронштейн для закрепления копировального модуля
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.
Перед запуском аппарата необходимо провести наладку резцов, станок обязан выполнить несколько заготовок минимальной, средней и высокой сложности.
Отзывы
Олег Владимирович, 46 лет, предприниматель:
«Использую модель станка 1К62Д в собственной мастерской по ремонту автомобилей. Как только начинал собственное дело вложился деньгами для приобретения именно этого оборудования, не жалею. Станок не подводил, стабилен после 20 лет использования, точность обработки автомобильных валов сохранилась. Со временем докупил несколько дополнительных модулей, манипуляция расширила возможности базовой обработки. Теперь проблем с обточкой деталей и нарезкой новой резьбы не возникает».
Сергей, 35 лет, работник цеха металлообработки:
«В нашем цеху дальнее место занимает машина СССР образца 1К62Д. Но если требуется нарезать резьбу на небольшой детали, то все работники знают – старый агрегат 1К62Д не подведет. Нарезка резьбы, заточка и обточка конусов всегда выполняются не на модернизированном оборудовании, а на этой машине, ее точности позавидует любой альтернативный станок».
Видео по теме: Как правильно смазывать токарный станок 1к62
promzn.ru
Станок 1к62: технические характеристики :: SYL.ru
Одной из важнейших операций при металлообработке является обработка поверхностей вращения. Для выполнения таких работ применяются токарные станки различных типов и спецификаций. Токарно-винторезный станок 1К62, технические характеристики которого рассматриваются в данной статье, предназначен для обработки деталей из черных и различных цветных металлов, нанесения резьбы и точения конусных элементов.
Расшифровка, обозначения и модификации
В 30-е годы в СССР была разработана специальная система обозначений станков. Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 – собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.

Примером модификации основной модели может служить станок повышенной точности 1К62 Б. Технические характеристики такого оборудования позволяли изготовлять прецизионные детали в условиях мелкосерийного производства. Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины – 2160, 2293 и 2401 кг.
Производитель станка
Станок был разработан вскоре после войны конструкторским бюро завода «Красный пролетарий» (располагался в Москве). Он пришел на смену станку 1А62. Первые образцы появились в 1954 году, а два года спустя было запущено серийное производство. Согласно прилагаемой к станку инструкции технические характеристики 1К62 значительно превосходили данные предшественника.
Новый станок быстро получил широчайшее распространение и знаком каждому, кто имеет хотя бы малейшее отношение к металлообработке. После списания станки часто передавались в мастерские различных учебных заведений. Многие школьники и студенты обучались азам металлообработки именно на 1К62.

Станок производился не только в Москве, но и на других предприятиях СССР (например, завод имени С. Орджоникидзе в Челябинске). Технические характеристики 1К62 вполне соответствовали требованиям к такому оборудованию. Заложенные в конструкцию резервы модернизации позволили станку оставаться в производстве до 1971 года, после чего ему на смену пришел не менее известный станок – 16К20. Вариантные исполнения 16К20 производятся и в настоящее время.
Особенности конструкции
Технические характеристики 1К62 обеспечивали станку возможность высококачественного выполнения всех существующих токарных операций, делая его поистине универсальным. Режимы работы станка настраивались по интуитивно понятной схеме. Высокие параметры жесткости узлов станка и специальные подшипники шпинделя, коробок скоростей и подачи позволяли обрабатывать детали после закалки.
Параметры подачи и оборотов шпинделя могут регулироваться в широких пределах. Благодаря этому при помощи твердосплавных или керамических резцов можно осуществлять резание заготовок на высоких скоростях. Станина станка, рассчитанная под применение мощного электродвигателя, успешно противостоит вибрационным нагрузкам, неизбежным при обработке на высокой скорости.
Станина станка
В качестве основания станка используется станина, представляющая собой коробчатую чугунную отливку. Для обеспечения высоких технических характеристик станка 1К62 конструкция станины имеет поперечные ребра П-образного профиля, обеспечивающие высокую жёсткость.
На станине имеются четыре направляющие, поверхность которых проходит закалку и шлифование. Направляющие отличаются формой сечения – две имеют форму призмы и две плоскую прямоугольную. Передняя призматическая и задняя плоская направляющие предназначены для движения фартука, две другие – для задней бабки. Перед началом работы направляющие смазывают из основного масляного резервуара при помощи специального крана.

Под направляющими имеется штампованный поддон для сбора образующейся при точении стружки и отработавшей СОЖ (смазывающей охлаждающей жидкости). В левой опоре станины находится рама для крепления основного электродвигателя, а в правой – места для установки насосов СОЖ и гидравлики (при их наличии). Дополнительно в правой опоре есть место для установки 28-литрового бака СОЖ.
Передняя бабка
На левой части станины расположена передняя бабка, в которой находится коробка скоростей. Под ней смонтирована коробка подач 1К62. Технические характеристики токарного станка в значительной мере зависят от взаимного расположения узлов. Конструкция передней бабки позволяет выставлять ее положение по горизонтальной линии центров.
Под коробкой подач размещено моторное отделение с главным электродвигателем и аппаратурой управления.
Основной двигатель и коробка скоростей
Для привода валов коробок скоростей и подач используется один двигатель. Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Крутящий момент от двигателя передается на входящий вал коробки перемены скоростей с помощью ременной передачи. Поскольку мощность двигателя большая, то в приводе применяются пять (или четыре – для менее мощной версии) параллельных ремней. На входном валу коробки установлена фрикционная муфта, позволяющая осуществлять вращение шпинделя в обе стороны.

Направление вращения задается рукоятками, расположенными на уровне поддона для стружки. Поднятием рукоятки вверх задается прямое вращение, при опускании – обратное. В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
Для смазки узлов установлен отдельный масляный насос, подающий смазку к высоконагруженным узлам. Насос плунжерного типа приводится от эксцентрика на входном валу коробки. Запас масла в составляет 3,7 литра и находится в основном бачке на дне корпуса передней бабки. Для контроля исправности системы смазки в верхней крышке коробки скоростей есть смотровой глазок. При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
Выбор скоростей
На корпусе коробки есть четыре рукоятки: две для выбора числа оборотов, одна для установки шага резьбы и рукоятка выбора правой/левой резьбы и подачи.
Под одной из рукояток (ближней к шпинделю) имеется таблица с рядом чисел оборотов. Рукоятка перемещает три блока шестерен, позволяя выбрать ряд оборотов. Для получения оборотов шпинделя более 630 в минуту необходимо сначала отклонить рычаг от себя, затем повернуть влево. Вторая рукоятка передвигает два дополнительных блока шестерен, выставляя число оборотов по круговой таблице в соответствии с выбранным рядом.
Шпиндель и коробка подач
Шпиндель станка устанавливается на выходном валу коробки скоростей на торцевой части передней бабки. Вал шпинделя вращается на специальных высокоточных подшипниках, не нуждающихся в регулировке и обслуживании в процессе эксплуатации оборудования. Шпиндель имеет трехкулачковый патрон и служит для фиксации заготовки и сообщения ей вращательного движения. Зажим детали осуществляется от руки, штатным ключом.
От вала шпиндельной бабки осуществляется привод коробки подач. Данный механизм расположен в нижней левой части станка и приводится во вращение от коробки передач при помощи сменных шестерен. Такой привод обеспечивает заявленные технические характеристики 1К62.
Токарно-винторезный станок оснащен приводом суппорта от коробки передач при помощи ходового валика и винта. При точении суппорт перемещается ходовым валиком, а при нарезке резьбы – от ходового винта. Ходовой винт имеет устройство увеличения шага, которое расширяет диапазоны нарезаемой резьбы. Для более точнго процесса станок имеет возможность прямого привода ходового винта, минуя коробку подач. Обороты выставляются при помощи сменных шестерен из отдельного набора.

Смазка коробки подач производится от отдельного насоса. Запас масла – 0,7 литра – находится в картере коробки. Для контроля исправности насоса в передней части коробки подач имеется смотровой глазок.
Суппорт
Суппорт имеет крестовую схему и предназначен для фиксации резца и обеспечения ему движения продольной и поперечной подач. Для продольного перемещения имеется отдельная каретка. Движения могут осуществляться и от руки, и от механического привода.
Резец закреплен в резцедержателе, который может поворачиваться на заданный угол. Резцедержатель может перемещаться по поперечным салазкам, обеспечивая заданную глубину резания. Параметры перемещения определяются по установленным на суппорте линейкам с масштабными сетками.
Суппорт имеет электропривод от отдельного мотора мощностью в 1 кВт. Электродвигатель развивает до 1400 оборотов, что позволяет осуществлять быстрое перемещение суппорта в рабочее положение.
Фартук
Фартук представляет собой подвижный корпус механизмов для продольного и поперечного перемещения суппорта. В конструкции фартука есть кулачковые муфты, позволяющие осуществлять движение в обе стороны. Также есть дополнительная муфта для отключения привода при перегрузке.
Поступательное движение суппорта выполняется от ходового винта (при помощи разъемной гайки) или от ходового вала. Такое решение значительно улучшает технические характеристики токарного станка 1К62.
Ходовой вал передает движение фартуку через шестеренную передачу и рейку. Фартук оснащен механизмом отключения подачи суппорта, а также рядом защитных устройств, обеспечивающих безопасность выполнения работ на станке.
Смазка фартука осуществляется от насоса с червячным приводом. Для хранения смазки имеется отдельный резервуар емкостью 1,5 литра. Ходовой винт смазывается вручную.
Задняя бабка
Задняя бабка движется по тем же направляющим, что и фартук. Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
В задней бабке устанавливается пиноль с коническим отверстием. В него устанавливается центр для поддержки заднего конца заготовок деталей. По конструкции центры делятся на два типа – вращающиеся и неподвижные. Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.

Кроме центров в задней бабке может располагаться инструмент для выполнения и обработки внутренних отверстий в заготовках. Задняя бабка может быть соединена с суппортом и использоваться для сверления отверстий с механической подачей.
Дополнительно имеются продольные направляющие, которые позволяют получать на станке поверхности в форме пологого конуса. Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.
www.syl.ru
Токарно-винторезный станок 1К62: технические характеристики, схемы
Содержание статьи:
Универсальный токарно-винторезный станок 1К62 выпускался на МСЗ «Красный Пролетарий». Это оборудование производилось в период с 1956 по 1971 г.г. После значительных доработок был заменен на более совершенную модель 16К20.
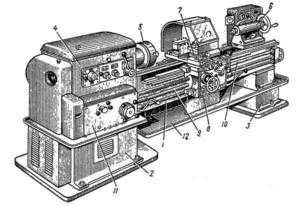
Функциональные особенности станка

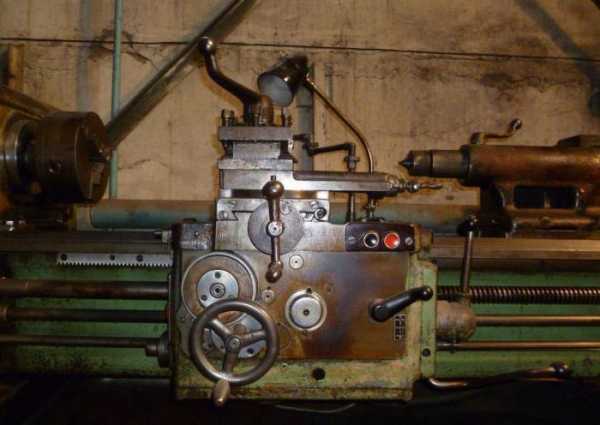
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
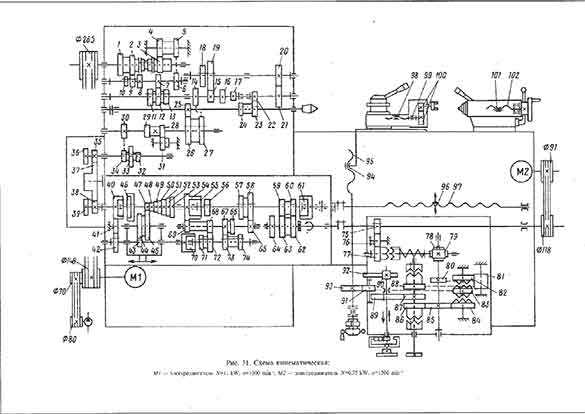
Кинематическая схема
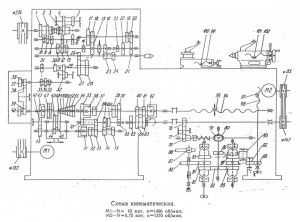
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
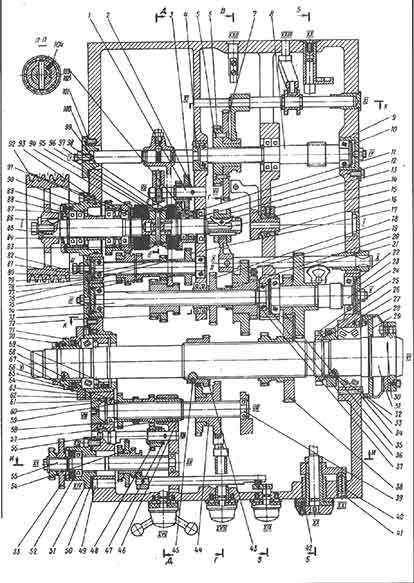
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
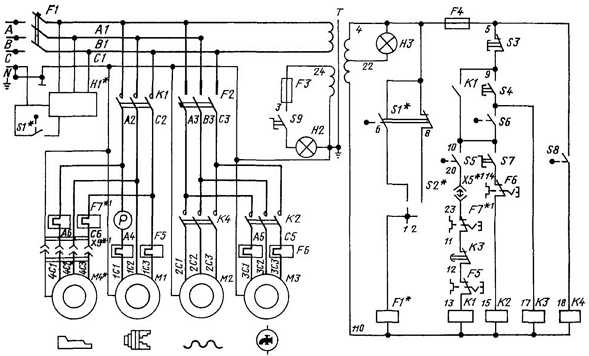
Электрооборудование станка
Электрическая схема станка
Подключение для дальнейшей эксплуатации станка 1К62 выполняется к трехфазной электросети. Обязательно наличие заземленного или изолированного нейтрального провода.
Для работы станка необходима силовая цепь 380 В, 50Гц. В особых случаях электрическая схема может быть адаптирована для подключения к стандартной сети 220 В. Функционирование цепи управления происходит за счет подачи электроэнергии 110 В. Осветительный блок работает от сети 36/24 В.
Работа оборудования осуществляется за счет 4-х электродвигателей. Мощность главного составляет 10 кВт. Для быстрых перемещений применяется силовой агрегат 0,8 кВт. Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Кроме этого, в конструкции станка 1К62 есть следующие электрические компоненты, описанные в паспорте:
- тепловые реле типа РТ-1;
- блок управления насосом;
- трансформатор для организации местного освещения;
- плавкие предохранители;
- осветительные приборы.
Защита электродвигателей от тепловых перегрузок происходит за счет установки тепловых реле. Они монтируются в электросхемы основного агрегата и насосной станции.
В видеоматериале подробно рассказывается о правилах смазывания агрегатов станка, описанных в паспорте:
stanokgid.ru
Токарно-винторезный станок 1К62Д, 1К625Д – Всё для чайников
Токарно-винторезный станок 1К62Д, 1К625Д
- Подробности
- Категория: Токарные станки

Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
Скачать документацию
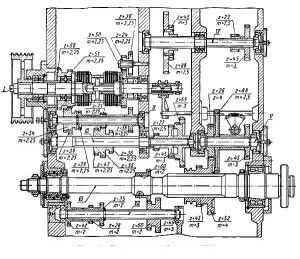
Кинематическая схема
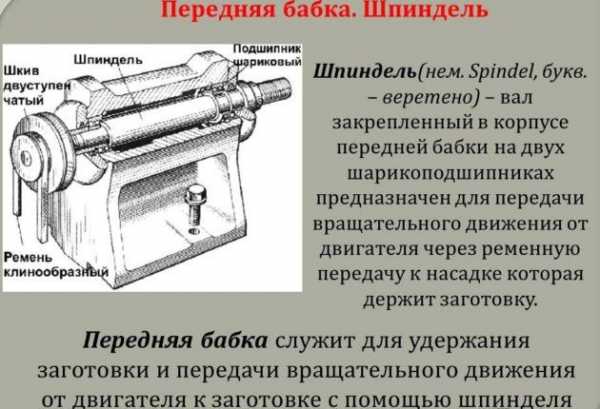
Передняя бабка
Передняя бабка (рис. 6—9) служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
— нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— нарезать правые и левые резьбы;
— нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Частота вращения шпинделя устанавливается рукоятками 108 и 133 (см. рис. 7) по таблице, помещенной на передней бабке.
В правой и левой частях таблицы даны ряды частот вращения шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемых частот вращения.
Рукояткой 108 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Задняя бабка
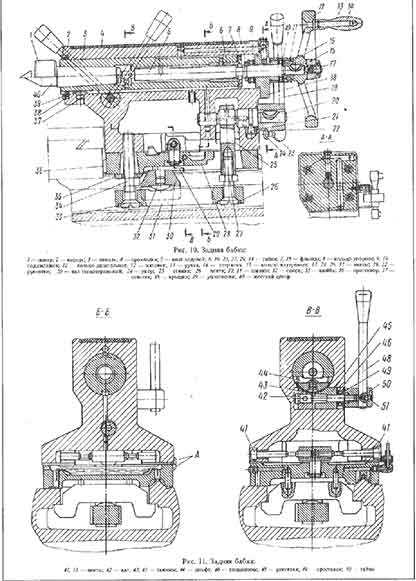
Задняя бабка (рис. 10, 11) перемещается по направляющим .станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 19 (см. рис. 10).
Перемещение пиноли осуществляется вращением маховика 12, а крепление пиноли рукояткой 48 (см. рис. 11).
При помощи поперечного смещения задней бабки, осуществляемого винтами 41, можно обрабатывать пологие конуса.
Коробка подач
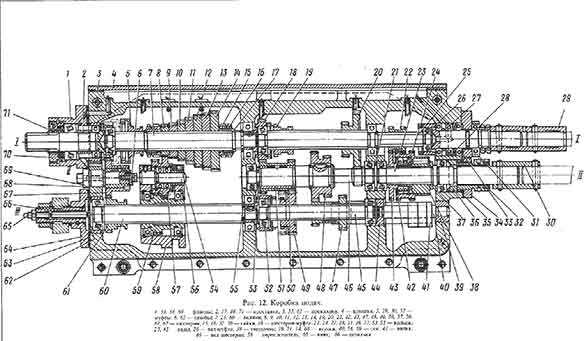
Коробка подач (рис. 12—14). Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
— метрические с шагом от 0,5 до 12 мм;
— дюймовые от 2 до 24 ниток на 1″;
— модульные от 0,5 до 3 модулей;
— питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при частоте вращения шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при частоте вращения от 50 до 160 — в 8 раз в соответствии с данными таблицы на барабане 115 (рис. 14).
Через ходовой валик суппорт при любой частоте вращения шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при частоте вращения от 50 до 630 в минуту— продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 99, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
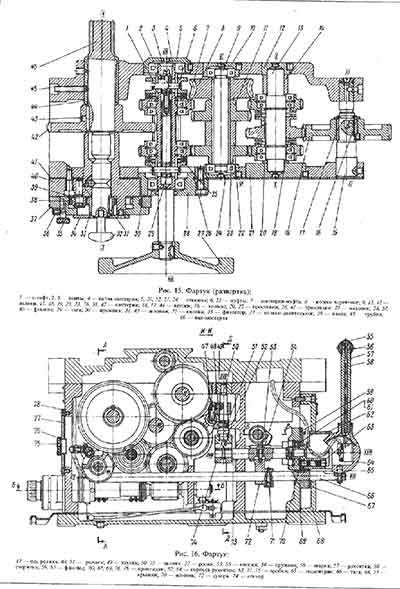
Фартук (рис. 15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт
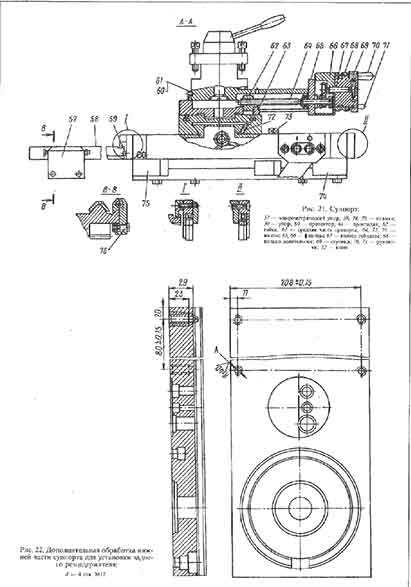
Суппорт (рис. 20—23) крестовой конструкции перемещается в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол ±90°.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 26 нанесена линейка с ценой деления 5 мм.
На каретке 34 установлена линейка с ценой деления 10 мм на Диаметр изделий, по которой контролируются величины перемещения поперечных салазок 31 при помощи закрепленного на них визира
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 57 устанавливается и закрепляется на передней полке станины двумя винтами 76,
При обработке торцов деталей на тяжелых режимах резания винтом 73 затянуть прижимную планку каретки. На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, провести доработку нижней части суппорта по рис. 22.
Представленная на рис. 23 схема предназначена для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Моторная установка приведена на рис. 24. Механизм управления фрикционной муфтой главного привода приведен на рис. 25.
Конструкция механизма исключает возможность включения фрикционной муфты при случайном нажатии на рукоятки 5, 9 (см. рис. 25), которые сблокированы между собой следующим образом.
При работе рукояткой 9 рукоятка 5 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 5, то выключение можно произвести и рукояткой 9, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни)
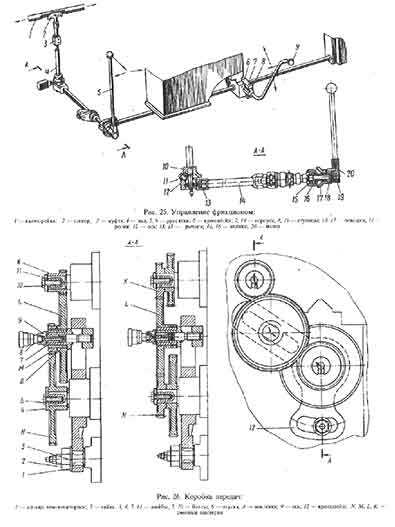
Коробка передач (сменные шестерни), рис. 26 служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач, с помощью установки комбинаций сменных шестерен.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 5, 10 через шайбы 4, 11
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2.
На торцах сменных шестерен К, L, М, N нанесены число зубьев z и модуль m.
При закреплении кронштейна 12 и оси 9 установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке сменных шестерен и втулки 6, которая смазывается через колпачковую масленку 8.
Электрическая схема

Работа электросхемы. Схема электрическая принципиальная станка приведена на рис 33. В табл. 12 указан перечень элементов к схеме. Номинальные данные аппаратов, меняющиеся в зависимости от напряжения питающей сети, приведены в табл. 14.
Схема электрическая соединений станка приведена на рис. 34 и табл. 13. Схема соединений панели управления показана на рис. 35 и табл. 15.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3, которая замыкает цепь катушки пускателя КМ1, переводя его на само-питание. Остановка электродвигателя M1 осуществляется кнопкой SB2.
Электродвигатель быстрых перемещений каретки и суппорта М2 управляется нажатием толчковой кнопки, встроенной в рукоятку фартука, воздействующей на конечный выключатель SQ3.
Пуск и останов электронасоса охлаждения М3 осуществляется переключателем SA1 Работа электронасоса сблокирована с электродвигателем главного привода M1 и включение его возможно только после включения пускателя KM1
Для ограничения холостого хода электрод питателя главного привода в схеме имеется реле времени КТ1. В средних (нейтральных) положениях рукоятки включения фрикционной муфты главного привода замыкается контакт конечного выключателя SQ1 и включается реле времени KT1, которое через установленную выдержку времени отключит своими контактами пускатель КМ1 главного привода.
Аварийную остановку любого работающего электродвигателя с одновременным отключением станка от электросети производят нажатием на кнопку SB1, при этом вследствие изменения состояния контактов этой кнопки обесточиваются схемы управления реле и контакторов и срабатывает дистанционный расцепитель вводного выключателя QF1
Защита электродвигателей и трансформатора от тока короткого замыкания осуществляется автоматическими выключателями и плавкими предохранителями.
Электродвигатели M1 и М2 от длительных перегрузок защищены тепловыми реле КК1 и КК2.
Нулевая защита электросхемы станка, исключающая самопроизвольное включение электропривода при восстановлении напряжения сети после его отключения или недопустимого снижения, обеспечивается магнитным пускателем КМ1 и его нормально открытыми контактами.
Скачать документацию
forkettle.ru