1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели – 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный, Ø 320
- 1А616к станок токарно-винторезный с АКП, Ø 320
- 1А616П станок токарно-винторезный повышенной точности, Ø 320
- 1Б811 станок токарно-затыловочный, Ø 250
- 1Е811 станок токарно-затыловочный, Ø 250
- 1П611 станок токарно-винторезный универсальный, Ø 250
- 16Б16 станок токарно-винторезный универсальный, 320
- 16Б16А станок токарно-винторезный особо высокой точности, Ø 320
- 16Б16КА станок токарно-винторезный особо высокой точности с АКП, Ø 320
- 16Б16П станок токарно-винторезный повышенной точности, Ø 320
- 16Б16КП станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Б16Ф3 станок токарный патронно-центровой с ЧПУ, Ø 320
- 16Б16Т1 станок токарный с ЧПУ, Ø 320
- 16Д16АФ1 станок токарно-винторезный особо высокой точности с УЦИ, Ø 320
- 16С16А станок токарно-винторезный особо высокой точности, Ø 320
- 561 станок резьбофрезерный, Ø 400 х 700
- 1615 станок токарно-винторезный универсальный, Ø 320
- 1616 станок токарно-винторезный универсальный, Ø 320
- 1716ПФ3 станок токарный с ЧПУ, Ø 320
- 1811 станок токарно-затыловочный, Ø 250
- 5350А станок шлицефрезерный полуавтомат, Ø 150
- К-96 станок токарно-затыловочный, Ø 290
- КТ-141 станок токарный патронный с ЧПУ, Ø 200 х 100
- Samat 400 станок токарно-винторезный повышенной точности, Ø 400
- Умелец станок токарный настольный, Ø 175
1616 станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальный токарно-винторезный станок 1616 заменил в производстве устаревшую модель 1615 и был заменен на более совершенную модель этой же серии 1А616.
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Токарно-винторезный станок 1616 предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44. .1980 об/мин, продольные – 0,06..3,6 мм/об.
.1980 об/мин, продольные – 0,06..3,6 мм/об.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта – 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой – М115 х 4
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Стандартный диаметр токарного патрона – Ø 165 мм
- Диаметр сквозного отверстия в шпинделе – Ø 30 мм.
 Наибольший диаметр прутка – Ø 29 мм
Наибольший диаметр прутка – Ø 29 мм - Частота прямого вращения шпинделя I диапазон – 19; 27; 40; 53; 76; 108; 31; 45; 65; 86; 124; 178 об/мин (12 ступеней)
- Частота прямого вращения шпинделя II диапазон – 152; 220; 315; 418; 602; 864; 250; 360; 517; 685; 988; 1415 об/мин, (12 ступеней)
- Торможение шпинделя: нет
 Наибольший диаметр прутка – Ø 29 мм
Наибольший диаметр прутка – Ø 29 ммКоробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 9 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
- Резьба модульная с шагом в модулях от 0,5 до 9
- Продольные подачи 0,07..1,67 мм/оборот (140 ступеней)
- Поперечные подачи 0,02..1,24 мм/оборот (140 ступеней)
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Габарит рабочего пространства станка 1616. Эскиз суппорта
Габарит рабочего пространства станка 1616
Присоединительные и посадочные базы станка 1616. Эскиз шпинделя.
Шпиндель токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
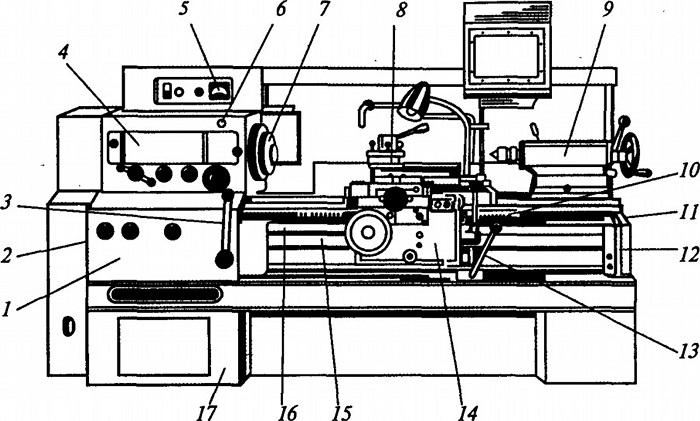
Размещение органов управления токарно-винторезным станком 1616
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления коробкой подач;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
Кинематическая схема токарного станка 1616
Кинематическая схема токарного станка 1616
1. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Конструкция и описание основных узлов токарно-винторезного станка 1616
Коробка скоростей токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616. Смотреть в увеличенном масштабе
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором – двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем – включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616. Смотреть в увеличенном масштабе
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616. Смотреть в увеличенном масштабе
Схема электрическая принципиальная токарного станка 1616
Электрическая схема токарного станка 1616
Электрооборудование токарного станка 1616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу – типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 в.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 в от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1616. Видеоролик.
Технические характеристики станка 1616
| Наименование параметра | 1616 | 1А616 | 16Б16 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19. .1415 .1415 | 9..1800 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9…1800 | 25…1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя | М115х4 | 6К ГОСТ 12593-72 | 6К ГОСТ 12593-72 |
| Торможение шпинделя | нет | есть | есть |
| Блокировка рукояток | нет | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670 | 500,750, |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | |
| Число ступеней продольных подач | 140 | ||
| Пределы продольных рабочих подач, мм/об | 0,07. .1,67 .1,67 | 0,065..0,91 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5…24 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 112..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25. .56 .56 |
| Количество нарезаемых резьб питчевых | |||
| Пределы шагов нарезаемых резьб питчевых | нет | 128…2 | 112…0,5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 95 | 120 | |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 2 | 4 |
| Мощность электродвигателя главного привода, кВт | 2,8/ 1420 | 4 | 4,2; 7,1 |
| Тип электродвигателя главного привода | АОЛ42-4 | А02-41-4 | 4А132М8/4У3 |
| Мощность электродвигателя маслонасоса, кВт | 0,1 | ||
| Мощность электродвигателя насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1900 |
- Токарно-винторезный станок 1616. Руководство, 1954
- Токарно-винторезный станок повышенной точности 1616П. Руководство, 1957
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
 Руководство, 1954
Руководство, 1954Связанные ссылки. Дополнительная информация
Дополнительная информация
ОТ-4 Станок токарно-винторезный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ОТ-4
Производителем станка ОТ-4 является – Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611 – станок токарно-винторезный повышенной точности, Ø 250
- 16Б05А – станок токарно-винторезный особо высокой точности, Ø 250
- 16Б05П – станок токарно-винторезный повышенной точности, Ø 250, Кировакан
- 16М05А – станок токарно-винторезный особо высокой точности, Ø 250
- 1601 – станок токарный настольный Ø 125
- 1604 – станок токарно-винторезный повышенной точности, Ø 200
- 1613Д – станок токарно-винторезный прецизионный, Ø 240 х 270
- OT-4 – станок токарно-винторезный повышенной точности облегченный, Ø 250
- OT-5 – станоктокарно-винторезный повышенной точности облегченный, Ø 250
ОТ-4 Станок токарно-винторезный повышенной точности облегченный.
 Назначение и область применения
Назначение и область примененияОблегченный токарно-винторезный станок ОТ-4 спроектирован на базе токарного станка 1П611 и может применятся в передвижных ремонтных мастерских.
Токарно-винторезный станок ОТ-4 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Токарный станок ОТ-4 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станок обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах;
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности;
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне;
- Наружное и внутреннее шлифование деталей в центрах и патроне.

Габаритные размеры рабочего пространства токарного станка ОТ-4
Габариты рабочего пространства токарного станка ОТ-4
Посадочные и присоединительные базы токарного станка ОТ-4
Посадочные и присоединительные базы токарного станка ОТ-4
Общий вид токарно-винторезного станка ОТ-4
Фото токарно-винторезного станка ОТ-4
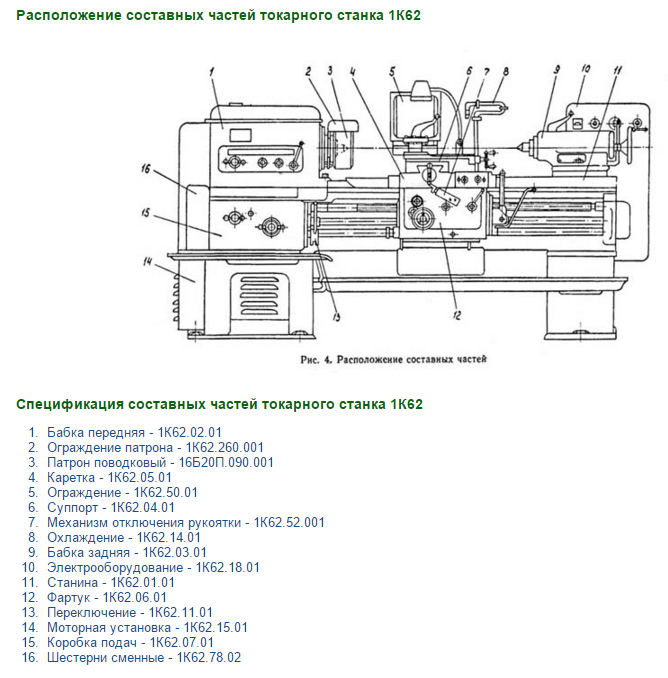
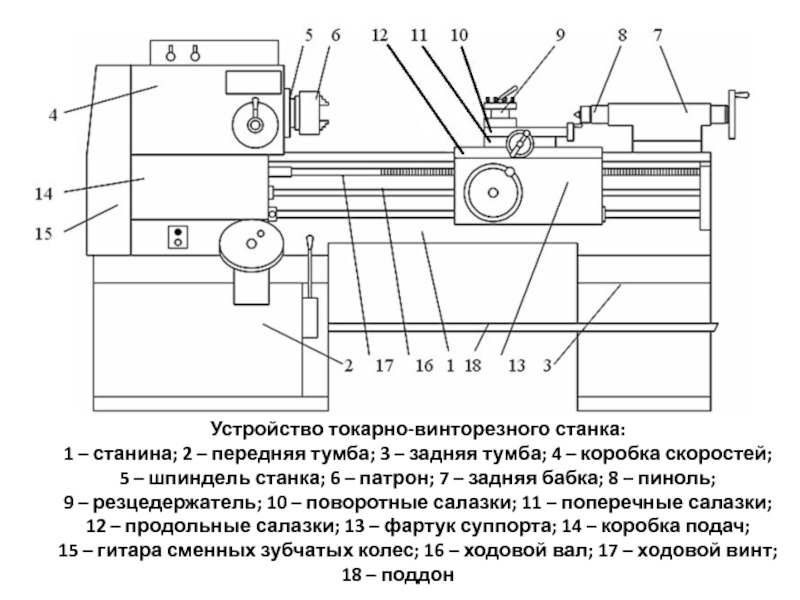
Расположение составных частей токарно-винторезного станка ОТ-4
Расположение основных узлов токарного станка ОТ-4
Спецификация составных частей токарно-винторезного станка ОТ-4
- Станина – 10
- Тумба – 15
- Редуктор – 20*
- Механизм управления – 22
- Передняя бабка – 25
- Гитара – 30
- Коробка подач – 35
- Фартук – 40
- Суппорт – 45
- Задняя бабка – 50
- Конусная линейка – 52*
- Охлаждение – 55
- Неподвижный люнет – 60*
- Подвижный люнет – 61*
- Принадлежности – 62*
- Ограждение – 70*
- Электрооборудование – 80
- Переключатель – 82
Расположение органов управления токарно-винторезного станка ОТ-4
Расположение органов управления токарным станком ОТ-4
Спецификация органов управления токарно-винторезного станка ОТ-4
- Входной выключатель
- Выключатель освещения
- Выключатель охлаждения
- Рукоятка перегрузочной муфты
- Рукоятка включения механического продольного и поперечного перемещения
- Рукоятка ручного поперечного перемещения
- Рукоятка ручного продольного перемещения
- Рукоятка включения и выключении вращения маховичка
- Рукоятка зажима резцедержателя
- Маховичок изменения числа оборотов шпинделя
- Рукоятка изменения направления вращения шпинделя и торможения
- Рукоятка переключения подачи
- Рукоятка переключения подачи
- Маховичок зажима цанги
- Рукоятка трензеля и включения маточной гайки
- Рукоятка переключения с резьбы на подачу
- Рукоятка переключения ходового винта и валика
- Рукоятка перебора
- Рукоятка зажима пиноли
- Маховичок перемещения пиноли
- Рукоятка верхней каретки
- Рукоятка зажима бабки
- Рукоятка маслонасоса
Схема кинематическая токарно-винторезного станка ОТ-4
Кинематическая схема токарного станка ОТ-4
Схема кинематическая токарно-винторезного станка ОТ-4. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ОТ-4
Передняя бабка токарно-винторезного станка ОТ-4
Передняя бабка устанавливается в левой верхней части станины. Состоит из следующих элементов:
- Шпиндель
- Переборные шестерни
- Привод подачи
- Механизм управления
Вращательное движение шпиндель получает от шкива либо через перебор, либо через зубчатую муфту. Шпиндель имеет 14 ступеней скоростей и частоту вращения 33,5…3000 оборотов в минуту. В передней опоре шпинделя установлены роликовый подшипник , воспринимающий радиальные нагрузки и два упорных подшипника, воспринимающие осевые нагрузки. В задней опоре установлен радиально упорный подшипник.
Гитара токарно-винторезного станка ОТ-4
Гитара сменных зубчатых колес предназначена для нарезания различных резьб. Состоит из корпуса, прикрепленного к передней бабке и коробке приклона и крышки. Приклон проворачивается на фланце выводного вала передней бабки и фиксируется в нужном положении болтом. Настройка привода подачи обеспечивается установкой различных наборов сменных зубчатых колес.
Настройка привода подачи обеспечивается установкой различных наборов сменных зубчатых колес.
Суппорт токарно-винторезного станка ОТ-4
Суппорт станка переперемещается по двум призматическим направляющим в продольном направлении станины. Снизу к продольным салазкам крепится фартук. В верхней части по направляющим продольных салазок перемещаются поперечные салазки. Сзади и сверху на салазках выполнены Т-образные пазы, предназначенные для монтажа заднего резцедержателя. Резцедержатель установлен на верхней каретке.
Смазка подшипников суппорта осуществляется при помощи шариковых масленок.
Задняя бабка токарно-винторезного станка ОТ-4
Задняя бабка предназначена для поддержания длинных заготовок центром во избежание радиального биения, а также для установки режущего инструмента (сверло, метчик, плашка).
Задняя бабка монтируется на плоские направляющие станины. Фиксируется положение бабки при помощи эксцентрикового прижима. Смещение в поперечном направлении корпуса задней бабки осуществляется двумя винтами. Данное смещение необходимо при точении конусов. В Корпусе бабки перемещается пиноль. Пиноль зажимается с помощью рукоятки, стягивающей сухари.
Данное смещение необходимо при точении конусов. В Корпусе бабки перемещается пиноль. Пиноль зажимается с помощью рукоятки, стягивающей сухари.
Смазка задней бабки осуществляется шариковой масленкой.
Схема электрическая принципиальная токарно-винторезного станка ОТ-4
Электрическая схема токарного станка ОТ-4
Электрооборудование станка содержит:
- 1М – электродвигатель привода станка
- 2М – электронасос охлаждения
- Переключатель управления
- СТ – тормозное сопротивление
- Местное освещение
- Пусковая, защитная аппаратура
Работа эектросхемы токарно-винторезного станка ОТ-4
- Поворотом вводного выключателя ВВ подается напряжение на силовые цепи и цели управления
- Переключателем II задается необходимое включение:
- поворотом рукоятки влево начинается вращение шпинделя плево, а рукоятка из нефиксированного положения возвращается в первоначальное сроднее положение;
- аналогично производится включение вращения шпинделя вправ
- поворотом рукоятки к себе происходит торможение шпинделя (рукоятка возвращается в исходное положение)
Защита электрооборудования
- Защита от токов короткого замыкания осуществляется предохранителями
- Защита от перегрузки электродвигателей осуществляется тепловыми реле
- Нулевая защита осуществляется магнитными пускателями
- Станок должен быть надежно заземлен на цеховой контур согласно существующим правилам и нормам
- Эксплуатация электрооборудования стенка должна производиться в соответствии с документом “Правила устройства электрических установок”
Читайте также: Производители токарных станков в России
Технические характеристики токарно-винторезного станка ОТ-4
| Наименование параметра | 1П611 | ОТ-4 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 145 | 145 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 |
| Наибольшая длина обточки заготовки, мм | 450 | |
| Высота центров над станиной, мм | 135 | 135 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 26,5 | 26,5 |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 25 | 25 |
| Наибольший диаметр обрабатываемого прутка в цанге, мм | 16 | 16 |
| Число ступеней частот прямого вращения шпинделя | 14 | 14 |
| Частота прямого вращения шпинделя, об/мин | 33,5. .3000 .3000 | 33,5..3000 |
| Размер внутреннего конуса в шпинделе, М | Мозе 4 | Мозе 4 |
| Суппорт | ||
| Наибольшее перемещение суппорта продольное/ поперечное, мм | 580/ 150 | 580/ 150 |
| Число ступеней продольных подач | 24 | 24 |
| Пределы рабочих подач продольных, мм/об | 0,05..0,7 | 0,05..0,7 |
| Пределы рабочих подач поперечных, мм/об | 0,025..0,35 | 0,025..0,35 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25..3,5 | 0,25..3,5 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 80. .7 .7 | 80..7 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..1,75 | 0,25..1,75 |
| Перемещение на одно деление лимба в продольном/ поперечном направлении, мм | 1/ 0,02 | 1/ 0,02 |
| Диаметр и шаг ходового винта, мм | 30 х 6 | 30 х 6 |
| Диаметр ходового вала, мм | 20 | 20 |
| Верхние салазки | ||
| Наибольшее перемещение салазок, мм | 150 | 150 |
| Перемещение салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение салазок на один оборот лимба, мм | 2,0 | 2,0 |
| Угол поворота салазок, град | ±45 | ±45 |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Расстояние от опорной поверхности резца до линии центров, мм | 16 | 16 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 70 | 70 |
| Конус пиноли задней бабки, мм | Морзе 3 | Морзе 3 |
| Диаметр пиноли задней бабки, мм | 40 | 40 |
| Наибольшее поперечное смещение задней бабки, мм | ±10 | ±10 |
| Перемещение пиноли на одно деление линейки, мм | 1 | 1 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1510 х 700 х 1360 | 1510 х 700 х 1360 |
| Масса станка, кг | 560 | 535 |
- Токарно-винторезный станок повышенной точности облегченного веса ОТ-4. Руководство, 1971
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Батов В.П. Токарные станки., 1978
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство, 1971
Руководство, 1971Связанные ссылки. Дополнительная информация
CNC Lathe Machinist Описание — Converting Equipment International
Квалифицированный кандидат будет использовать свои собственные навыки при работе в команде. Применение своих навыков машиниста для изготовления деталей малыми и средними тиражами. Должен читать и понимать английский язык. Идеальный кандидат должен быть хорошо знаком с программированием Mazak и Mazatrol, а также с контроллерами на базе Fanuc, с опытом работы не менее 2 лет или, в качестве альтернативы, как минимум два великолепных, поддающихся проверке, бесспорных рекомендательных письма от прошлых работодателей. .
Должен читать и понимать английский язык. Идеальный кандидат должен быть хорошо знаком с программированием Mazak и Mazatrol, а также с контроллерами на базе Fanuc, с опытом работы не менее 2 лет или, в качестве альтернативы, как минимум два великолепных, поддающихся проверке, бесспорных рекомендательных письма от прошлых работодателей. .
Из-за специфики нашего бизнеса у нас есть много мелких партий деталей. Настройка и запуск деталей должны выполняться точно и в кратчайшие сроки. Это требование. Многие из наших деталей имеют стандартный допуск +-0,005, но при необходимости вы должны иметь возможность запускать некоторые детали в диапазоне +-0,0002 для некоторых операций.
Элементы, обработанные с помощью «KPI» (Ключевой показатель эффективности), — это элементы, которые мы будем внимательно изучать в течение вашего испытательного срока. CEI заинтересована только в лучших людях, которые хотят стремиться и изменить ситуацию, в отличие от тех, кто приходит на работу только для того, чтобы получить оплату в конце периода оплаты.
Мы ищем опыт, но CEI также понимает, что не все будут обладать каждым пунктом, перечисленным ниже, имея всего 2 года опыта.
- Возможность установки с использованием жестких кулачков, мягких кулачков и угловых пластин или любых других методов удержания.
- (KPI) Продемонстрировать правильные методы и этапы работы, чтобы обеспечить наилучшую отделку, быстрое время цикла для обработанных деталей, включая скорости, подачи, методы удержания и зажима, минимальные настройки и другие элементы.
- (КПЭ) Во время установки уясните допуск задания, которое необходимо удерживать, и время, необходимое для настройки этого задания. Для простых настроек мы ожидаем время от 15 до 40 минут, это, конечно, зависит от предыдущей настройки только что запущенных частей.
- Должен уметь изготавливать крепежные пластины или использовать существующие крепежные пластины, когда это необходимо.
- Идеальный кандидат может использовать как ручную мельницу, так и токарный станок.
- Уметь читать и интерпретировать отпечатки и допуски.
- Работать и разбираться в измерительных приборах и приборах, т. е. штангенреймах, микрометрах, штангенциркулях и годных штангенреймах.
- Ежедневно обслуживайте и защищайте рабочие инструменты и ведите учет.
- Возможность проверки программы на ошибки и/или потенциальные сбои с использованием функций пошаговой коррекции и коррекции скорости.
- Сконфигурируйте и установите необходимые смещения в системе управления.
- Возможность загрузки и сохранения программ между ЧПУ и компьютерами
- Возможность удобного использования режима MDI,
- Иметь возможность менять инструменты, если они сломаны или затупились.
- Общее понимание кодов станков, таких как G-коды быстрых перемещений, линейных и дуговых перемещений, сверления и растачивания и фрезерования резьбы.
- (KPI) Уметь понимать и чувствовать, когда скорость, подача и потребность в охлаждающей жидкости нуждаются в регулировке.
- (KPI) Способность грамотно выполнять производственные задания. Это включает в себя одноразовые, короткие и длительные части.
- (KPI) Должен иметь возможность и желание работать в режиме многозадачности, чтобы максимизировать производительность.
- (KPI) Уметь выполнять первую проверку статей для других частей команды.
- Возможность документирования настроек для будущих запусков
- Будьте в курсе всех применимых процессов качества, связанных с работой.
- (KPI) Общайтесь со своим руководителем, инженерами и операторами других специальностей.
- (KPI) Быстро определите, когда обратиться за помощью, вместо того, чтобы бороться с проблемой обработки.
- (KPI) Общение с членами внутренней команды для достижения конечных целей.
- Участвуйте в программах постоянного улучшения.
- Обладать ловкостью рук, необходимой для работы на машине.
- Каталогизируйте приспособления для будущего использования, создайте документы по использованию программ и приспособлений, позволяющих быстро настроить приспособления для будущих запусков.
- Обязан работать сверхурочно по просьбе руководства


Функциональная квалификация:
Должен обладать аналитическими способностями для решения различных задач.
Член команды:
Работа в команде важна и необходима, как и навыки межличностного общения в мотивации и обучении других.
Честность, порядочность, поиск долгосрочной работы
Ориентация на решение:
Оценивать и предвидеть возможные осложнения и проблемы, применяя решения, ориентированные на команду.
Качество:
Поддерживать высочайший стандарт качества, проявляя усердие в соблюдении сроков.
Образование:
Должен знать базовые математические навыки,
Должен знать дроби и десятичные числа и уметь использовать их взаимозаменяемо.
Диапазон заработной платы от $14,00 до $22,00 в час (в зависимости от подтвержденного опыта)
Ручной токарный станок Должностная инструкция на 2023 год
Ключи к составлению должностной инструкции токарного станка. Компания Zippia проанализировала тысячи описаний вакансий токарных станков с ручным управлением, чтобы определить ключевую информацию, которую вы хотите включить. Используя анализ данных машинного обучения, мы определили следующие ключевые факты о должностных инструкциях ручных токарных станков:
Компания Zippia проанализировала тысячи описаний вакансий токарных станков с ручным управлением, чтобы определить ключевую информацию, которую вы хотите включить. Используя анализ данных машинного обучения, мы определили следующие ключевые факты о должностных инструкциях ручных токарных станков:
- Среднее должностное описание оператора токарного станка состоит примерно из 37 слов. Полное описание работы
1) ткань растений, несущая воду вверх от корней;
2) ведущая мировая компания, занимающаяся водными технологиями.
Xylem, ведущая мировая компания, занимающаяся водными технологиями, занимающаяся решением самых сложных мировых проблем с водой, является ведущим мировым поставщиком эффективных, инновационных и устойчивых технологий в области водных ресурсов, улучшающих способы использования, управления, сохранения и повторного использования воды. Наша международная команда объединена общей целью: создание передовых технологий и других надежных решений для решения мировых проблем с водой.
Мы стремимся создать организацию, основанную на инклюзивности и разнообразии, в которой каждый чувствует себя вовлеченным, уважаемым, ценным и связанным, и где каждый может свободно выражать свое подлинное «я» и свои идеи.Если вы взволнованы и увлечены тем, чтобы помочь нам #letssolvewater, мы хотим услышать от вас!
Роль: Ручной слесарь: Ручной токарный станок / Токарный станок с двигателем – Первая смена. Ручной токарный станок/моторный токарный станок Эта должность требует суждения для планирования и выполнения обычного набора операций, требующих настройки инструмента и обработки на ручном токарном станке. Эта позиция требует применения установленных процедур обработки, которые могут повлиять на качество работы.
Основные обязанности/основные обязанности:
- Настройка и управление токарными станками с ручным управлением для выполнения ряда повторяющихся операций механической обработки, таких как токарная обработка, расточка, нарезание резьбы или наплавка металлических заготовок, таких как литье, поковки и пруток, в соответствии со спецификациями, таблицами методов, стандартными таблицами и знаниями токарные процедуры.
- Читает чертежи, рабочие задания, методические листы и стандартные диаграммы для таких спецификаций, как размеры, допуски и инструкции по инструментам, такие как тип удерживающих приспособлений, скорость резания, скорость подачи и используемые режущие инструменты.
- Располагает и закрепляет инструменты в держателях с помощью гаечных ключей.
- Поднимает заготовку вручную или с помощью лебедки и позиционирует и закрепляет ее между центрами токарного станка, в патроне или в держателе, используя гаечный ключ или помещая ее в автоматический загрузочный механизм.
- Перемещает элементы управления для установки указанных скоростей вращения, скорости подачи и глубины резания.
- Наблюдение за операцией обработки для выявления неисправностей или чрезмерного износа инструмента.
- Проверяет соответствие обработанной работы спецификациям с помощью фиксированных калибров, штангенциркулей и микрометров.
- Меняет изношенные инструментальные ключи.
- Может рассчитать такие данные, как размеры, скорость вращения, скорость подачи и время обработки, используя знания производственной математики и свойств металла.
- Выполнение различных обязанностей и обязанностей, как назначено.
Минимальная квалификация: образование, опыт, навыки, способности, лицензия/сертификация:
- Диплом средней школы / GED плюс 1-2 года опыта работы на ручном токарном станке.
- Умение читать чертежи, компоновки инструментов и спецификации.
- Умение выполнять письменные и устные инструкции.
- Сильные коммуникативные навыки и навыки работы в команде.
Мы предлагаем вам больше, чем просто «Работа»
- Профессиональное развитие – Чтобы расширить возможности наших сотрудников, мы предлагаем широкий спектр возможностей для поддержки профессионального роста и непрерывного обучения наших сотрудников.
- Всего вознаграждений –
Мы предлагаем комплексные программы компенсации, льгот, признания, обучения и развития, интеграции работы и личной жизни и корпоративного гражданства.
- Водяной знак – Watermark — это наша программа корпоративной социальной ответственности, направленная на обеспечение образования и доступа к безопасной воде для обеспечения здорового образа жизни, гендерного равенства и устойчивых сообществ. У сотрудников есть возможность учиться и участвовать в различных проектах, связанных с водой.
- Сети сотрудников – Наши сети сотрудников обеспечивают профессиональную сеть поддержки для сотрудников из разных слоев общества, включая женщин, ЛГБТ + и союзников, ветеранов, цветных людей и союзников, латиноамериканцев и латиноамериканцев, новых лидеров и сети работающих родителей.
Физические требования/рабочая среда:
(Физические требования и рабочая среда, описанные здесь, отражают те, с которыми сталкивается сотрудник, и должны быть выполнены для успешного выполнения основных функций этой работы. Могут быть сделаны разумные приспособления, чтобы люди с ограниченными возможностями могли выполнять основные функции.
) - Работа стоя 8 часов в смену
- Требуются значительные движения руками и ходьба; сгибаясь и сутулясь
- Работа требует особого внимания при подъеме и перемещении деталей среднего веса до 35 фунтов. Тяжелые детали поднимаются в нужное положение с помощью цепной тали
- Средние условия цеха с некоторыми колебаниями температуры в зависимости от сезона
- В шумной среде необходимо носить беруши.
- Обход и работа с электрическими проводами, электродвигателями и проводкой
- Требуются стандартные СИЗ: защитные очки, беруши, защитная обувь с защитой пальцев и плюсневых костей, перчатки и рабочая форма.
Xylem — работодатель с равными возможностями. Решения о приеме на работу принимаются независимо от расы, цвета кожи, религии, национального или этнического происхождения, пола, сексуальной ориентации, гендерной идентичности или самовыражения, возраста, инвалидности, защищенного статуса ветерана или других характеристик, охраняемых законом.
- Настройка и управление токарными станками с ручным управлением для выполнения ряда повторяющихся операций механической обработки, таких как токарная обработка, расточка, нарезание резьбы или наплавка металлических заготовок, таких как литье, поковки и пруток, в соответствии со спецификациями, таблицами методов, стандартными таблицами и знаниями токарные процедуры.
 Мы стремимся создать организацию, основанную на инклюзивности и разнообразии, в которой каждый чувствует себя вовлеченным, уважаемым, ценным и связанным, и где каждый может свободно выражать свое подлинное «я» и свои идеи.
Мы стремимся создать организацию, основанную на инклюзивности и разнообразии, в которой каждый чувствует себя вовлеченным, уважаемым, ценным и связанным, и где каждый может свободно выражать свое подлинное «я» и свои идеи.

 )
) 