Т-4 Станок токарно-винторезный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка Т-4
Производители токарно-винторезного станка модели Т-4 – несколько ремесленных училищ СССР.
Т-4 Станок токарно-винторезный учебный. Назначение, область применения
Станок Т-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок Т-4 выпускался в 40-х годах прошлого века несколькими ремесленными училищами СССР.
Учебный токарно-винторезный станк Т-4, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Передний конец шпинделя станка Т-4 имеет резьбу М52х6 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны).
Шпиндель токарного станка Т-4 получает 6 ступеней вращения (56, 98, 165, 269, 476, 800 об/мин) от коробки скоростей в передней бабке.
Шпиндель смонтирован на переднем и заднем бронзовых подшипниках скольжения и одном упорном подшипнике качения.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Вращение на входной вал коробки скоростей поступает от электродвигателя через ременную передачу. С помощью блока зубчатых колес и фрикционной муфты выбирается одна из шести скоростей шпинделя.
Привод станка осуществляется от асинхронного электродвигателя. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает вращение ходового вала для продольных и поперечных подач суппорта при точении, и вращение ходового винта, который начинает вращаться при нарезании резьбы.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное и поперечное движение суппорта.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Технические характеристики школьного токарно-винторезного станка Т-4
Изготовитель – Областное Управление Трудовых Резервов, Ремесленное училище г. Горький.
Основные параметры станка – в соответствии с ГОСТ 42-40.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 112 мм
- Высота центров – 160 мм
- Расстояние между центрами – 750 мм
- Наибольшая длина обтачивания – 720 мм
- Пределы продольных подач – 0,027.
 .2,28 мм/об
.2,28 мм/об - Пределы поперечных подач – 0,008..0,711 мм/об
- Нарезаемые резьбы: метрическая 0,4..10 мм
- Нарезаемые резьбы: дюймовая 3..40 ниток на дюйм
- Нарезаемые резьбы: модульная 1..3 мод
- Мощность электродвигателя – 1,3 кВт, 1430 об/мин
- Вес станка полный – 500 кг
 .2,28 мм/об
.2,28 мм/обШпиндель токарно-винторезного станка Т-4
- Конец шпинделя – резбовой М52 х 6
- Конец шпинделя – конус морзе №4
- Диаметр стандартного патрона – Ø 200 мм
- Диаметр отверстия в шпинделе – Ø 26 мм
- Наибольший диаметр обрабатываемого прутка – Ø 25 мм
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) – 56, 98, 165, 269, 476, 800 об/мин
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Общий вид токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
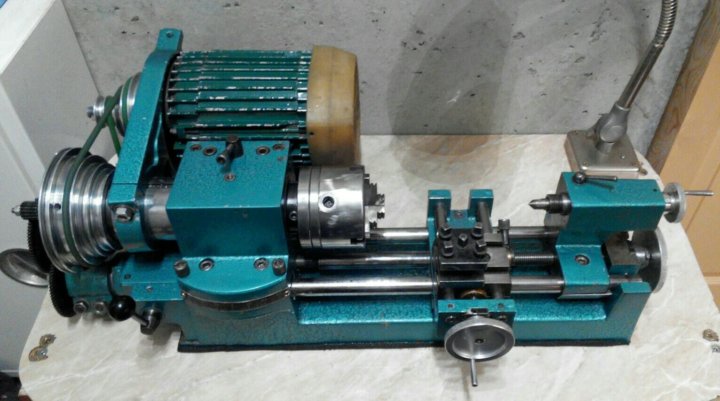
Фото токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Расположение органов управления токарным станком Т-4
Расположение органов управления токарным станком Т-4
Спецификация органов управления токарно-винторезным станком Т-4
- Рукоятка фрикциона. Включение станка
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка трензеля
- Рукоятка выбора скорости коробки подач
- Маховик ручного перемещения продольной каретки
- Рукоятка включения продольной и поперечной механической подачи (самохода)
- Рукоятка включения маточной гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка для перемещения резцовых салазок
- Рычаг быстрого отвода резца
- Рукоятка зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка зажима пиноли задней бабки
Схема кинематическая токарно-винторезного станка Т-4
Кинематическая схема токарно-винторезного станка Т-4
1. Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Таблица набора шестерен токарно-винторезного станка Т-4
Таблица набора шестерен токарно-винторезного станка Т-4
1. Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
2. Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка Т-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Токарно-винторезный станок Т-4. Видеоролик
 youtube.com/embed/MmoYgA6eOD8″ frameborder=”0″ gesture=”media” allow=”encrypted-media” allowfullscreen=””>
youtube.com/embed/MmoYgA6eOD8″ frameborder=”0″ gesture=”media” allow=”encrypted-media” allowfullscreen=””> Основные технические характеристики станка Т-4
| Наименование параметра | Т-4 | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 112 | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 160 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 750 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 730 | 300 | 300 | 300 |
| Наибольшая высота держателя резца (ширина х высота), мм | 17 х 30 | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 154 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М52 х 6 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 200 | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 26 | 16 | 18 | |
| Наибольший диаметр прутка, мм | 25 | 15 | 12 | |
| Конус Морзе шпинделя | №4 | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 56, 98, 165, 269, 476, 800 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 | |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 | |
| Торможение шпинделя | нет | нет | нет | |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 720 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | – | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 170 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 4 | |||
| Наибольшее перемещение резцовых салазок, мм | 100 | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение резцовых салазок на один оборот лимба, мм | 4 | |||
| Угол поворота резцовых салазок, град | 360° | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,027.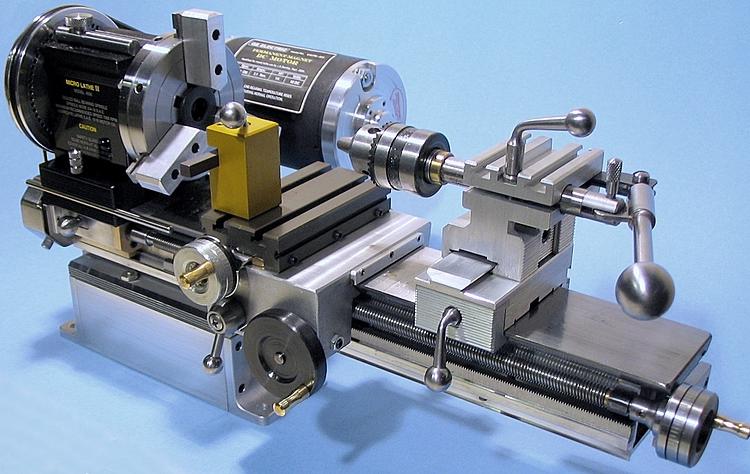 .2,28 .2,28 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | 0,008..0,711 | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..10 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | 3..40 | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | 1..3 | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №3 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 90 | 65 | 65 | 65 |
| Наибольшее поперечное перемещение бабки, мм | ±20 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,3 (1430) | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1780 х 795 х 1250 | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 500 | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Высокоточный токарный станок OPTIturn TZ 4
Технические характеристики
| Характеристика | Значение |
|---|---|
| Мощность насоса охлаждающей жидкости | 0,125 кВт |
| Длина | 1960 мм |
| Ширина | 1060 мм |
| Высота | 1690 мм |
| Приблизительный вес | 1250 кг |
| Главный двигатель | 3/4,5 кВт |
| Напряжение питающей сети | 400 В |
| Общее электропотребление | 5 кВт |
| Диапазон продольных продаж | 0,0263 — 1,8416 мм/об |
| Количество продольных подач | 48 |
| Диапазон поперечных подач | 0,0133 — 0,9321 мм/об |
| Количество поперечных подач | 48 |
| Пределы шага нарезаемых метрических резьб |
0. 2 — 14 мм/об 2 — 14 мм/об |
| Количество шагов | 26 |
| Пределы шага нарезаемых дюймовых резьб | 1-80 ниток на дюйм |
| Количество шагов | 42 |
| Пределы шага нарезаемых дюймовых резьб | 0,1 — 7 мм/об |
| Количество шагов | 44 |
| Количество передач | 16 |
| Диапазон скоростей | 45 – 1800 об/мин |
| Шпиндельный патрон |
DIN ISO 702-1 No.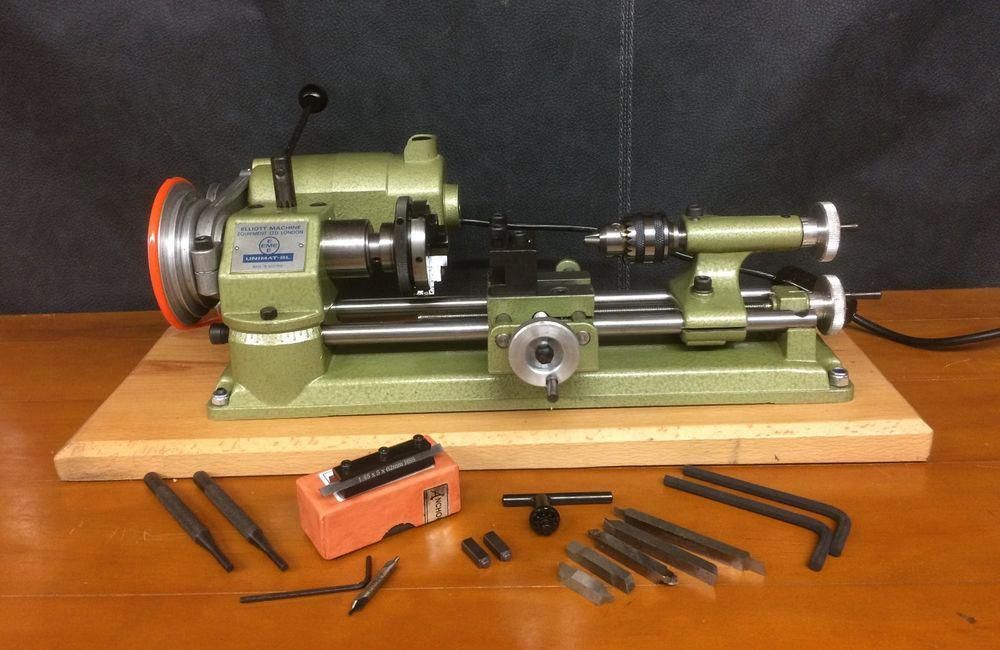 5 5 |
| Диаметр сквозного отверстия в шпинделе | 52 мм |
| Конус шпинделя | МК 6 |
| Конус пиноли задней бабки | МК 3 |
| Перемещение пиноли задней бабки | 110 мм |
| Диаметр отверстия в задней бабке | 50 мм |
| Ход по оси Х | 112 мм |
| Ход по оси Y | 212 мм |
| Высота центров | 200 мм |
| РМЦ | 800 мм |
| Диаметр обработки над станиной | 400 мм |
| Диаметр обработки над суппортом | 245 мм |
| Ширина станины | 260 мм |
Стандартный комплект
Неподвижный люнет ф10-130 мм
Подвижный люнет ф10-100 мм
Первая заправка маслом
Переходная втулка МК6/МК3
Центр упорный МК 3
Быстросменный стальной резцедержатель 5-B
Сменный картридж 20х100 тип D под четырехгранную державку
Комплект сменных шестерен для нарезания метрической резьбы
Комплект обслуживающего инструмента
4-х кулачковые патроны – Mini-lathe.
 com
com
4-х кулачковый патрон – это незаменимый аксессуар для любого серьезного токаря. Хотя ему не хватает удобства самоцентрирования 3-х кулачкового патрона, у него есть другие возможности. Вот некоторые вещи, которые вы можете делать с 4-кулачковым инструментом:
- Захваты прямоугольной и другой нецилиндрической формы для токарной обработки или облицовки
- Формование предметов прямоугольной формы
- Точно центрировать цилиндрическую заготовку в пределах точности токарного станка
- Держите заготовку со смещением от центра для поворота кулачков или сверления отверстий со смещением от центра
Вот хороший обзор характеристик 3-х и 4-х кулачков, опубликованный Брюсом Симпсоном:
Недостатки 3-кулачкового:
- нельзя удерживать квадратный прутковый материал
- биение/смещение от центра не может быть легко устранено
- нельзя удерживать изделие неправильной формы
- не может сместиться от центра
Преимущества 4-х кулачковых:
- работа может быть центрирована с высокой точностью
- может работать с квадратным/прямоугольным стержнем
- может сделать работу не по центру
- немного больше сцепления с круглой ложей
Недостатки 4-кулачкового:
- медленнее/сложнее при монтаже (требуется циферблатный индикатор)
- не может удерживать шестигранник
Grizzly 7×12 имеет шесть монтажных отверстий в шпиндельной плите, которые непосредственно соединяются с 3-дюймовым 4-кулачковым патроном J&L. Обратите внимание, что эти монтажные отверстия отсутствуют на модели HF SKU 39.916 на мини-токарном станке или на Grizzly Outlet 7×10. Благодаря отличному качеству, доступной цене и простоте монтажа, я очень рекомендую этот патрон.
Обратите внимание, что эти монтажные отверстия отсутствуют на модели HF SKU 39.916 на мини-токарном станке или на Grizzly Outlet 7×10. Благодаря отличному качеству, доступной цене и простоте монтажа, я очень рекомендую этот патрон.
Центрирование цилиндрической заготовки
Существует несколько способов центрирования заготовки в 4-кулачковом патроне; техника, которую я опишу здесь, использует циферблатный индикатор. Основная процедура следующая…
- Откройте кулачки патрона достаточно широко, чтобы принять заготовку
- Визуально центрируйте заготовку – используйте круги на поверхности патрона в качестве ориентира
- Затяните каждую губку до упора
- Поместите плунжер циферблатного индикатора прямо вверх по центру заготовки
Эти шаги подготовят нас. Далее мы выполняем следующие шаги…
- Поверните патрон вручную, наблюдая за движением иглы DI
- Останов патрона с иглой DI при максимальном отклонении против часовой стрелки
- Слегка ослабить верхнюю челюсть
- Поверните патрон вручную на 180º, чтобы переместить противоположный кулачок вверх
- Слегка затяните челюсть, которая теперь находится сверху
- Повторяйте эти шаги до тех пор, пока игла DI не будет двигаться или почти не будет двигаться при вращении патрона.
Вот как это работает: Когда игла DI совершает максимальное движение против часовой стрелки, верхняя поверхность заготовки находится в самой нижней точке.
Мы ослабляем самый верхний кулачок, чтобы освободить место для перемещения заготовки вверх, затем поворачиваем патрон, чтобы поставить противоположный кулачок сверху (или в любое другое положение, в котором его можно легко затянуть), а затем затягиваем этот кулачок, чтобы переместить заготовку ближе к центру. .
Сначала вы будете делать относительно большие перемещения заготовки, но по мере того, как она станет более близкой к центру, вам нужно будет делать меньшие корректировки, иначе вы можете промахнуться и сдвинуть ее от центра в другом направлении.
Когда вы приблизитесь к центру – игла DI перемещается всего на несколько тысячных – вы можете выполнить окончательную регулировку центрирования, затянув противоположную губку, не ослабляя сначала самую верхнюю губку. Это обеспечит плотный зажим заготовки и поможет избежать перерегулирования, когда требуется лишь очень небольшая регулировка.
Как и любой новый навык, эта процедура сначала требует небольшой практики, но после того, как вы сделаете это несколько раз, вы обнаружите, что это почти вторая натура, и ее можно выполнить за минуту или около того.
Формование нецилиндрических объектов
Из-за присущей ему вращательной природы токарный станок идеально подходит для токарной обработки радиально-симметричных форм: цилиндров, т.е. поэтому начинающие токари иногда удивляются, обнаружив, что на токарном станке можно формировать кубы и другие шестигранные прямоугольные объекты.
Это делается с помощью последовательности торцевых операций с использованием 4-х кулачкового патрона. На следующих фотографиях показано превращение цилиндра в прямоугольную форму (технически прямоугольный параллелепипед). Как только вы поймете этот потенциал токарного станка, он откроет целый новый класс вещей, которые вы можете делать.
Не было предпринято никаких усилий на этой заготовке, чтобы защитить поверхность от замороженности чака челюсти, так что метки не были приложены на поверхности, чтобы заморозить мельницу, так что метки не были явно видны.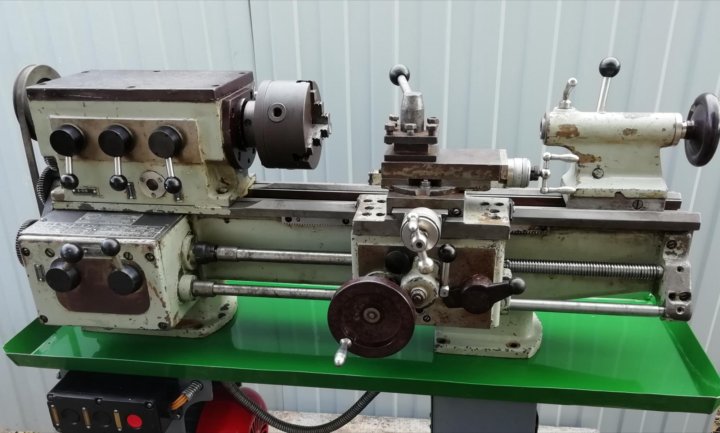
Shopsmith Mark 4 – токарный станок
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 – 15:00
Понедельник – пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
Назначить встречу | (937) 890-5197 Если наша техническая команда разговаривает по телефону, оставьте сообщение . Они перезвонят вам. |
КАК ЭТО РАБОТАЕТ:
| ✓ ГАРАНТИЯ | ✓ БЕЗ ГАРАНТИИ |
|---|---|
| Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас.  | Если ваше оборудование не находится на гарантии или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith. |
ВЫ ПРОСИЛИ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт и более 600 000 машин в обращении, наши клиенты просили предоставить им более широкий доступ к службе поддержки инженеров Shopsmith, чтобы:
- Дайте рекомендации по поддержанию работы машины с оптимальной эффективностью
- Помогите пройти процедуру
- Помощь с исходными материалами, такими как диаграммы, руководства и т. д.
- Помощь в выборе деталей для решения технических проблем
- Направляйте вас к богатству материалов «Начало работы»
- Или даже просто рассказать, как начать!
Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет. Если его команда не может помочь, скорее всего, никто не сможет.
Если его команда не может помочь, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны. Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования. Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
| # | ЧТО | КАК |
|---|---|---|
| 1 | Назначить встречу | Забронировать онлайн |
| Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием | ||
| 2 | Оплата кредитной картой | Предоставьте информацию о своей кредитной карте для выставления счетов за:
|
| 3 | Получите максимум от своего звонка! | При самостоятельном онлайн-планировании вы сможете:
|
Непосредственный вызов инженерно-технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени. |
