С-95 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-95
Производитель токарного станка модели С-95 – Учебно-производственные мастерские Московского авиационного техникума им. Годовикова Н.Н. (УПМ МАВИАТ).
С-95 Станок токарный настольный часовой. Назначение, область применения
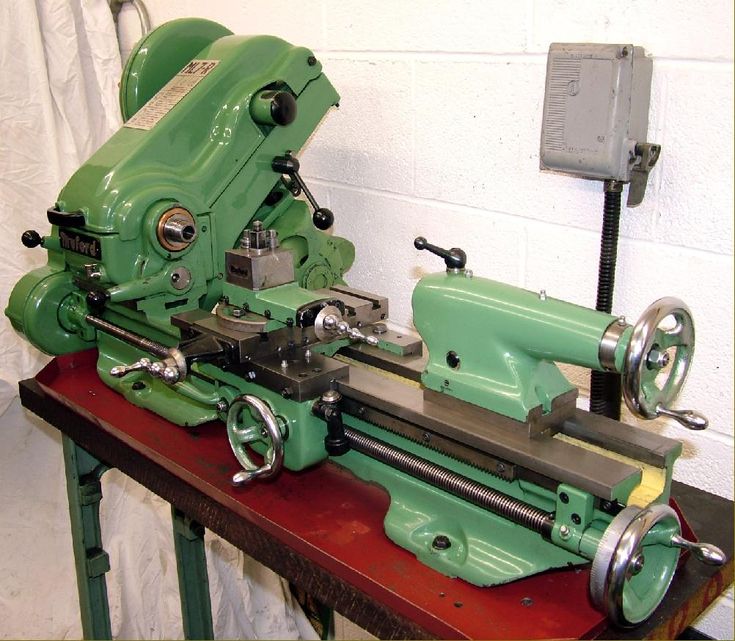
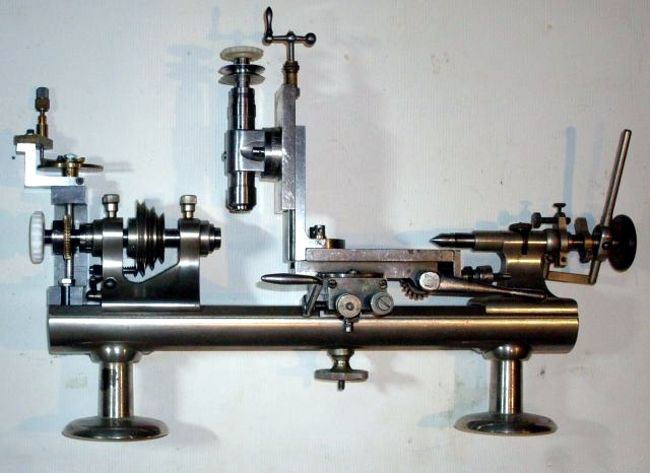
Токарный настольный станок С-95 является копией токарного часового станка Boley No. 1b немецкой фирмы G.Boley или Boley & Leinen, основанной в 1870 году.
Станок С-95 является настольным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для выполнения массовых операций в основных цехах часового производства и т.д.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
Фото токарного станка С-95
Фото токарного станка Boley No.
 1b
1bОбщий вид токарного станка С-95
Общий вид токарного станка С-95. Смотреть в увеличенном масштабе
Комплектация токарного станка С-95
Комплектация токарного станка С-95. Смотреть в увеличенном масштабе
Конструкция часового токарного станка С-95
Часовой токарный станок С-95 в основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка С-95 (черт. С-95-01-00)
Станина станка представляет точеную балку (деталь 01), укрепленную на двух поддерживающих стойках (деталь 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабок в станине имеется Т-образный паз, а для крепления суппорта в средней части ее — сквозное окно.
Передняя бабка токарного станка С-95 (черт. С-95-02а)
Передняя бабка токарного станка С-95. Смотреть в увеличенном масштабе
Передняя бабка токарного станка С-95 представляет вильчатую стойку (деталь 04) со стальными калеными коническими втулками (деталь 02-02). Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка (при нарезке зуба трибов), на торце шкива (деталь 02-09) засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
Суппорт токарного станка С-95 (черт. С-95-04)
Суппорт токарного станка С-95. Смотреть в увеличенном масштабе
Суппорт обычный для настольно-токарных станков с поворотной верхней частью.
Задняя бабка токарного станка С-95 (черт.
 С-95-03)
С-95-03)Задняя бабка токарного станка С-95 представляет стойку (деталь 03-01) со шпинделем (деталь 03-02), перемещающимся от рычага (деталь 03-21). Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором (деталь 03-29). При центровых работах зажим шпинделя производится барашком (деталь 03-06). Крепление бабки на станине производится эксцентриком (деталь 03—13) при помощи рукоятки.
Приспособление для фрезерования и наружного шлифования (черт. С-95-05)
Приспособление для фрезерования и наружного шлифования представляет систему головки, несущей квилльную установку (черт. С-95-06), ползушки, на которой головка может быть повернута на угол ±90°, и стойки, в направляющих которой ползушка с головкой могут быть регулируемы по высоте от ходового винта. Приспособление крепится на суппорте под любым углом относительно бабки.
Приспособление для внутреннего шлифования (черт. С-95-07)
Приспособление для внутреннего шлифования крепится вместо резцедержателя на суппорте. Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.
Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.
Подручник (черт. С-95-08)
Подручник крепится на станине (деталь 01) и регулируется по высоте зажимным винтом (деталь 08-06).
Стойка подручника (деталь 08-03) связана шарнирно с планкой (деталь 08-02), закрепляемой на станине так, что может быть вместе с подручником откинута в заднее положение на 180°.
Контрпривод (черт. С-95-09)
Контрпривод смонтирован на деревянном щите. Вал контрпривода расположен на шарикоподшипниках, имеющих своими опорами две стойки. В непосредственной близости от ведущих шкивов на щитке укреплена еще одна стойка, служащая для монтажа направляющих роликов.
Основные технические характеристики станка С-95
| Наименование параметра | Т-65 | С-95 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 120 | 50 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 12 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 32 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 125 | 220 |
| Наибольшая длина обтачивания, мм | 70 | 55 | |
| Наибольшая высота держателя резца, мм | 7 х 7 | 6 х 9 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 6 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 8 | 10 |
| Конус Морзе шпинделя | № 1 | 39°30` | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 3 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 1300. .3000 .3000 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 44 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 38 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | 39°30` | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 30 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 420 х 200 х 250 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 19,2 | 25 |
Связанные ссылки.
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Часовой токарный станок своими руками
Самодельные станки
(Из книги Е. Васильева «Маленькие станки»)
Самоделкины из разных стран естественно не обошли вниманием и маленькие станочки. Вот несколько самодельных конструкций. В таких проектах обычно используются круглые шлифованные стержни в качестве направляющих, и потому такие конструкции часто напоминают легендарный Unimat DB/SL.
Пример самодельного станочка показан на фото (его основные корпусные детали изготовлены из алюминия).
В следующем токарном цыплёночке используется цанговый патрон с набором цанг от станка «Taig». На фото общий вид.
Как видим, простые в изготовлении круглые направляющие применяются во многих конструкциях. Но существует устойчивое мнение о слишком низкой жесткости такой конструкции. Возможно, это так, но у меня появилось подозрение – не миф ли это.
Возможно, это так, но у меня появилось подозрение – не миф ли это.
Может быть, направляющие и не виноваты во всех грехах, что им приписывают? Маленький станок любой конструкции, ну может за исключением промышленных станочков, имеет скромный запас жесткости. Например, я пользуюсь станками, где направляющие обычные, литые чугунные. И когда начинается свист и вибрация, я ищу причины в другом, подпираю деталь центром задней бабки, меняю режимы резания, меняю заточку резца и, в конце концов, нахожу какой-то приемлемый вариант и работаю. Но с проблемой низкой жесткости я и без круглых направляющих сталкиваюсь частенько. А вот если бы направляющие этих станочков были круглыми, возможно я бы пенял и плевался на них, не подозревая, что причина совсем не там.
Конечно, нет дыма без огня, но Юниматы DB/SL по-прежнему народ покупает очень охотно. И менять их ни на что не хочет, ни смотря на вроде бы низкую жесткость круглых направляющих. Кроме того, можно выполнить направляющие чуть потолще и покороче, как в станочке мастера.
Здесь описание и чертежи (https://www.chipmaker.ru/index.php?showtopic=211) этого самодельного станка. Ввиду дефицитности маленьких токарных патронов и их достаточно высокой стоимости, в станке применён сверлильный патрон вместо токарного.
Юрий Кимборович. Вид со стороны задней бабки
Юрий Кимборович. Привод Юрий Кимборович. Механизм подачи
Ю.К. – Немного подробностей о конструкции:
Направляющие – стержни передних стоек амортизаторов ВАЗ 2109 диаметром 22 мм, со стороны тонкой резьбы обрезаны и проточены под стандартную резьбу М14х1,5, с другой стороны она уже есть. Пришлось заказать корпус шпинделя, ось и заднюю опору для направляющих. Отверстия для направляющих и оси шпинделя делали с одной установки на координатке, от этого зависит точность. При сборке использовал прокладки из латунной фольги для установки направляющих. При следующих замерах выяснилось, что точность установки направляющих по оси шпинделя у задней опоры по горизонтали получилась 0,02 мм, по вертикали 0,05 мм. Для моих задач более чем нормально. Для супорта использовал болванку с отверстием под втулки для передней направляющей. Болванка и втулки разрезаны и стянуты винтами для регулировки люфта. В задней отфрезерована ступенька, которой супорт опирается через латунную прокладку на заднюю направляющую. Снизу поджимается пластиной 3мм. На супорт сверху привинчен однокоординатный столик от какого-то оптического прибора. Выточил для него ходовой винт М6 латунную гайку и два упора практически вручную, сверху на столике прикручена 5 мм пластина и резцедержатель. Продольный ходовой винт из стандартной шпильки М12, их на строительных ранках продают, закреплен в латунных втулках на корпусе шпинделя и задней опоры. Задняя бабка сделана из куска 70 мм уголка, 12 мм пластины, в которой профрезерован треугольный паз под переднюю направляющую, и ступенька под заднюю, а также отрезка 20 мм стержня. Все это сварено «на глазок» но желательно поточнее. Затем бабка устанавливается на свое место. Нижний поджим на бабке регулируется так, чтобы она перемещалась вдоль направляющих с достаточно большим усилием.
Для моих задач более чем нормально. Для супорта использовал болванку с отверстием под втулки для передней направляющей. Болванка и втулки разрезаны и стянуты винтами для регулировки люфта. В задней отфрезерована ступенька, которой супорт опирается через латунную прокладку на заднюю направляющую. Снизу поджимается пластиной 3мм. На супорт сверху привинчен однокоординатный столик от какого-то оптического прибора. Выточил для него ходовой винт М6 латунную гайку и два упора практически вручную, сверху на столике прикручена 5 мм пластина и резцедержатель. Продольный ходовой винт из стандартной шпильки М12, их на строительных ранках продают, закреплен в латунных втулках на корпусе шпинделя и задней опоры. Задняя бабка сделана из куска 70 мм уголка, 12 мм пластины, в которой профрезерован треугольный паз под переднюю направляющую, и ступенька под заднюю, а также отрезка 20 мм стержня. Все это сварено «на глазок» но желательно поточнее. Затем бабка устанавливается на свое место. Нижний поджим на бабке регулируется так, чтобы она перемещалась вдоль направляющих с достаточно большим усилием. В патрон шпинделя зажимается сверло небольшого диаметра (я начал с 4 мм) и перемещая бабку к шпинделю, потихонечку, аккуратно просверливается в ней продольное отверстие. Затем берётся сверло больше на 0,5мм. и операция повторяется. И так до диаметра 6,7 мм. Приличная соосность гарантируется. Затем, в патрон вставляется метчик М8, и поворачивая патрон воротком – нарезается резьба в задней бабке.
В патрон шпинделя зажимается сверло небольшого диаметра (я начал с 4 мм) и перемещая бабку к шпинделю, потихонечку, аккуратно просверливается в ней продольное отверстие. Затем берётся сверло больше на 0,5мм. и операция повторяется. И так до диаметра 6,7 мм. Приличная соосность гарантируется. Затем, в патрон вставляется метчик М8, и поворачивая патрон воротком – нарезается резьба в задней бабке.
Читать также: Сварка ресанта саи 190
В принципе, вкратце все. Буду рад, если кому-то пригодится.
В задней бабке вращающегося центра у меня нет – когда нужно, использую каленый неподвижный центрик, который вставляется вместо сверла в цанговый патрончик задней бабки.
– Замечательная самоделка! На рынке видел токарные патроны диаметром 80 мм. Не влезет такой на Ваш станок?
Ю.К. – Насчет патрона – 80-й для него слишком большой и тяжелый. Когда-то советская промышленность для часовых станочков выпускала токарный патрон 60 мм и обозначался он С92. Видел такой на часовом станке, но найти такой раритет не удалось.
Чертежи сделаны до изготовления станка в довольно простом векторном редакторе Xara X. Просто мне когда-то пришлось много в нем поработать и работаю в нем довольно быстро. Оформлять пришлось так, чтобы было понятно тем, кому заказывал детали. А эскизы перерабатывались раз 15 в редакторе в поисках упрощения конструкции, прежде чем приступить к металлу. Что получилось сами видите. В принципе, он у меня трудяга. Большой станок только купил и сейчас ремонтирую, а на этом вся мелочевка точится уже год. Вчера, кстати, для коробки передач большого станка на нем выточил десяток контровочных винтиков М6х8.
Если есть вопросы по конструкции – задавайте, буду рад ответить.
Кем-то начатая, но не доведённая до конца работа – самодельный токарный станочек (найден на даче). Возможно, ещё получит вторую жизнь, так как нашёл нового хозяина.
Ещё одна самоделка, на этот раз собрана из готовых узлов разных станочков. На мой взгляд, получилась неплохая конструкция – только мотор добавить, да станину поставить на ножки. Фотография взята с Металлического форума.
Фотография взята с Металлического форума.
Посмотрите и эту ссылку:
и на ней раздел «Станки самодельные». Там много примеров разных конструкций, подобных той, что на фото.
Правда, с тем, что там написано про двигатели с постоянными магнитами, мол, такие двигатели крутятся стабильно, и якобы обороты зависят только от напряжения, я не согласен. При разной нагрузке такие двигатели, конечно же, меняют и частоту вращения. И при использовании в станочках нуждаются в стабилизации оборотов. Но это не беда – фотографии всё равно интересные, а стабилизатор оборотов изготовить – дело не очень хитрое и я ещё вернусь к этой теме чуть позднее.
Вообще весь сайт Андрея Осипова Электроника СТУДИЙНЫХ ВСПЫШЕК (https://www.osipoff.ru/) очень познавательный и интересный, причём именно этот сайт во многом послужил мне примером того, как можно сделать технический ресурс Интернета наглядным, интересным и информативным. Поэтому рекомендую его ресурс всем читателям, интересующимся не только станками, но, прежде всего, фотографией или электроникой.
Читать также: Люнет для токарного станка 16к20
Изготовить качественно узел шпинделя с подшипниками качения довольно сложно, но при не слишком больших нагрузках хорошо работают конические бронзовые втулки в сочетании со стальным шпинделем.
Для смазки таких втулок используются специальные маслёнки. Вот фото таких маслёнок на японском токарном Eguro и справа подобная маслёнка крупным планом.
Конструктивные особенности часовых токарных станков, инструкция по их обслуживанию и тонкости работы с оборудованием.
Среди спецоборудования для токарей часовые токарные станки выделяют в отдельную группу. Эти настольные приборы характеризуются высокой точностью и функциональностью, несмотря на компактные габариты (длина до 35см).Классическая конструкция такого оборудования не подразумевает наличие патрона и резцедержателя. Однако современные модели оснащаются всеми необходимыми приспособлениями.
Обслуживание станка 1е95
При работе некоторые узлы станка требуют проведения регулировочных операций для сохранения их работоспособности.
Шпиндельная бабка прочно зафиксирована на станине с помощью 4-х болтов и шпильки. Но при работе или после перевозки возможно ее смещение. Для устранения этого необходимо открутить гайки болтов и шпильки, затем винтами вернуть бабку на ее штатное место и закрутить крепеж. Подшипники шпинделя установлены при сборке станка, их регулируют гайками только в случае крайней необходимости.
В том случае, если рукоятка не в состоянии обеспечить нужный прижим задней бабки к станине, это усилие можно отрегулировать. Отдайте гайки и измените место прижимной планки.
Направляющие кареток суппорта в процессе эксплуатации изнашиваются и требуют периодического устранения зазоров путем подтяжки регулирующих клиньев и устранения «мертвого» хода за счет изменения взаимного положения гайки с контргайкой.
Натяжение клинообразных ремней приводов – главного, масляного насоса и быстрых ходов коробки подач выполняется одинаково. Ослабляем болты салазок, на которых установлен электродвигатель, задаем нужную натяжку ремня (до 10 кг на один) и вновь зажимаем болты.
Марки масла, рекомендуемые для смазки
Для смазывания станка 1е95 применено несколько систем, в том числе:
- Автоматическая централизованная для коробки подач, шпиндельной бабки и ее подшипников.
- Циркуляционная проточная для фартука, ходового вала и винта, каретки, суппорта, гайки и винта поперечных салазок, направляющих салазок.
- Фитильная под задние подшипники винта и вала ходовых.
- Погружением (масляная ванна) к валу, зубчатым колесам и подшипникам коробки скоростей сверлильного агрегата.
- Ручная периодическая для элементов задней бабки (пиноли, винтовой пары, подшипников, эксцентрикового вала и направляющих).
Читать также: Как раскрутить винт с сорванными гранями
В качестве жидкой смазки рекомендуется использовать масло индустриальное И-20А, И-30А либо ее аналоги R-20/32, OL -12/14, Shell, Mobil.
Виды часовых станков
Нельзя сказать, что часовые аппараты точнее крупных моделей. Просто они предназначены для тонких работ с мелкими деталями. В таких случаях необходимо специальное оснащение и приемы, например: фиксация детали в цангах, тонкое сверление с использованием кондуктора.
В таких случаях необходимо специальное оснащение и приемы, например: фиксация детали в цангах, тонкое сверление с использованием кондуктора.
Лидерами в производстве оборудования для часовщиков всегда были заводы Европы и отчасти США. В союзе, однако, изготавливали очень неплохие копии.
Рассмотрим некоторые модели.
Этот станок по праву считают достойным аналогом модели Schaublin-70 швейцарского завода. Его сфера – тонкая, чистовая обработка деталей из металла.
Прибор успешно справляется с расточкой конусов и цилиндров, подрезанием торцов, сверлением.
Агрегат Т28 широко используют в часовом и инструментальном производстве, в приборостроении. Это оборудование настольной конструкции имеет привод от локального электромотора. Заготовки, в зависимости от планируемой обработки, можно крепить тремя способами:
Конструкция Т28 стандартна: станина, передняя и задняя бабки и суппорт. Инструмент прикрепляется на суппорт и подается вручную. Шпиндель вращается в двух втулках с подачи электродвигателя.
Металлообрабатывающий прибор Т65 также предназначен для высокоточного резания и обточки деталей наименьших размеров (в том числе фигурных). Тип установки – настольный. Станина выполнена в форме стержня. Впрочем, как и в Т28.
К преимуществам аппарата относят простое устройство, недорогие запчасти и несложную эксплуатацию. Легковесный станок Т65 оснащен хорошим двигателем мощностью 0,25кВт и способен вырабатывать до 1400 оборотов в минуту.
Часовые токарные станки С95 были изготовлены по макету известной германской модели Boley No.1b. Основное применение прибор получил в масштабных операциях при производстве часов.
- Вытачивать фигурные поверхности;
- Подрезать торцы;
- Сверлить;
- Проводить фрезерные и доводочные операции.
Станина выполнена в виде точеной балки на двух опорных стойках. Сверху на станине размещены призматические направляющие для фиксации бабок и суппорта.
Устройство часовых станков
Составные части прибора выглядят следующим образом:
- Станина.
 Данный элемент служит надёжной опорой, а на её верхнюю поверхность монтируются остальные узлы. Благодаря прочной и ровной нижней плоскости достигается хорошая точность и устойчивость.
Данный элемент служит надёжной опорой, а на её верхнюю поверхность монтируются остальные узлы. Благодаря прочной и ровной нижней плоскости достигается хорошая точность и устойчивость. - Суппорт. Эта деталь перемещается горизонтально, по двум направляющим, установленным на опорной раме. Также в состав данной составляющей входит градуированный диск, регулирующий угол наклона продольного суппорта.
- Лицевая бабка. Один из главных элементов, без которого как часовой, так и другой токарный станок по металлу не сможет функционировать. Эта составная отвечает за вращение, а её движущие звенья не должны иметь люфтов. Также бабка должна регулярно протираться и смазываться маслом.
- Тыльная бабка. Данный элемент предназначен для фиксации задней стороны заготовки, и также может перемещаться по направляющим.
- Прижимная бабка. Она необходима для скоростного просверливания и выточки пустотелыми фрезерами. Зажим инструментов осуществляется соответствующими затяжками.
- Открытый мотор. Имеет стандартный внешний вид, устанавливается с боку агрегата, и запускается нажатием пусковой кнопки. Особое внимание нужно уделять монтажу: двигатель должен плотно фиксироваться на нижней крышке, а его ось должна совпадать с линией шкивов контрпривода.
 Данный элемент служит надёжной опорой, а на её верхнюю поверхность монтируются остальные узлы. Благодаря прочной и ровной нижней плоскости достигается хорошая точность и устойчивость.
Данный элемент служит надёжной опорой, а на её верхнюю поверхность монтируются остальные узлы. Благодаря прочной и ровной нижней плоскости достигается хорошая точность и устойчивость. Имеет стандартный внешний вид, устанавливается с боку агрегата, и запускается нажатием пусковой кнопки. Особое внимание нужно уделять монтажу: двигатель должен плотно фиксироваться на нижней крышке, а его ось должна совпадать с линией шкивов контрпривода.
Имеет стандартный внешний вид, устанавливается с боку агрегата, и запускается нажатием пусковой кнопки. Особое внимание нужно уделять монтажу: двигатель должен плотно фиксироваться на нижней крышке, а его ось должна совпадать с линией шкивов контрпривода.Разумеется, каждый часовой, крупногабаритный или мини токарный станок будут иметь различное строение, однако, основные запчасти выглядят именно таким образом.
Различия и преимущества
Как уже говорилось, все три модели малогабаритны, подвержены ручной переноске. Самый тяжелый аппарат Т28 весит 25кг, другие два – по 19кг.
Класс точности одинаково высок – «Н».
Детальное сравнение технических параметров приведено в паспорте ниже.
| Показатель | Т-65 | С-95 | Т-28 |
| Максимальный диаметр детали над станиной, см | 12 | 5 | 13 |
| … над суппортом, см | 3 | 1,2 | 1,4 |
| Высота центров, см | 6,5 | 3,2 | 6,5 |
| Межцентровое расстояние, см | 20 | 12,5 | 22 |
| Предельная длина обточки, см | 7 | 3,8 | 5,5 |
| Расстояние от опоры резца до центров, см | 0,6 | 0,6 | 0,6 |
| Толщина отверстия в шпинделе, см | 1 | 0,8 | 1 |
| Обороты шпинделя, об/мин | 77, 66, 55 | 1300. .3000 .3000 | 1440, 2500, 4300 |
| Максимальное поперечное перемещение суппорта, см | 7 | 4,4 | 5,5 |
| Предел перемещений пиноли, см | 4,5 | 3 | 4,5 |
| Электрооборудование | |||
| Мощность электродвигателя базового привода, кВт, обороты | 0,25 |
Читать также: Рейтинг сигнализаций старлайн с автозапуском
1400 об/мин
2700 об/мин
2800 об/мин
Итак, из рассмотренных данных видно:
- Модель Т28 – самая мощная и оборотистая, имеет наибольший РМЦ. Число вращений шпинделя несравненно выше других моделей, что обеспечивает большую скорость обработки.
- Т65 отличается низкой величиной шпиндельных вращений, что оптимально для тонких чистовых обработок. Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками.
- С95 – самый маленький аппарат из рассмотренного ряда. Маломощный мотор выдает очень хорошие обороты и подвергает шпиндель быстрому вращению. Это компактный, но весьма функциональный станок.
 Маломощный мотор выдает очень хорошие обороты и подвергает шпиндель быстрому вращению. Это компактный, но весьма функциональный станок.
Маломощный мотор выдает очень хорошие обороты и подвергает шпиндель быстрому вращению. Это компактный, но весьма функциональный станок.Основная комплектация
Кроме технических характеристик, за функциональные преимущества каждой марки отвечает заводская комплектация.
Под заказ настольные токарные приборы оснащаются множеством дополнительных приспособлений. Базовая же комплектация Т28 состоит из таких элементов:
- Передняя и задняя бабки;
- Станина;
- Зажим;
- Подручник для ручного перемещения;
- Планшайба;
- Стол;
- Комплект основных ключей;
- Набор цанг.
- Инструкция
С помощью планшайбы, которая крепится на шпиндель, можно вытачивать углубления в платинах для шестеренок.
Часовой настольный токарный станок Т 65 комплектуется с некоторым отличием. В устройстве не заложено наличие планшайбы и подручника, но есть другие функциональные особенности.
Бабка скоростного прижима применяется для быстрого высверливания и выточки особым приспособлением (например, полыми фрезами). Контрпривод – это вал, расположенный на опорных креплениях. Контрпривод обеспечивает 6-тиступенчатые обороты шпинделя (в обычном режиме ступеней 3).
Контрпривод – это вал, расположенный на опорных креплениях. Контрпривод обеспечивает 6-тиступенчатые обороты шпинделя (в обычном режиме ступеней 3).
Настольный агрегат С95, кроме контрпривода и подручника, оснащен еще и сложными приборами для наружного и внутреннего шлифования.
Назначение и область применения
Большинству изложенных пожеланий практически полностью соответствует комбинированный станок 1е95. Это токарно-винторезный комбинированный агрегат, обеспечивающий при эксплуатации нормальную точность обработки. Его функционал достаточно широкий, причем стоимость оборудования – разумная. Такое оборудование чаще приобретают небольшие компании разных отраслей. Этот станок с легкостью обработает заготовки из металла и других материалов.
Изготавливается токарный станок 1е95 станкостроительным заводом в Алма-Аты с 1986 года. Комплектующие и запчасти постоянно есть в продаже, причем цены на них умеренные.
Станок 1е95 относят к комбинированному типу, предназначенному для эксплуатации в мобильных и стационарных мастерских. В состоянии поставки он имеет токарный и сверлильный агрегат с собственными приводами. Его основное назначение – токарные работы по обработке наружных поверхностей и внутренних полостей, нарезание резьбы разнообразного профиля (метрической, дюймовой, модульной и питчевой) на деталях, закрепленных в патрон или центры и сверловка отверстий. Под заказ возможна поставка шлифовального, заточного и фрезерного (вертикально-горизонтального) оснащения, план-шайбы и стола под расточные операции.
В состоянии поставки он имеет токарный и сверлильный агрегат с собственными приводами. Его основное назначение – токарные работы по обработке наружных поверхностей и внутренних полостей, нарезание резьбы разнообразного профиля (метрической, дюймовой, модульной и питчевой) на деталях, закрепленных в патрон или центры и сверловка отверстий. Под заказ возможна поставка шлифовального, заточного и фрезерного (вертикально-горизонтального) оснащения, план-шайбы и стола под расточные операции.
Читать также: Как установить электростартер на бензогенератор
Режущий инструмент можно использовать любой, важно, чтобы он соответствовал стандартам и требованиям безопасной работы.
Расположение органов управления
Чтобы понять, как управляются настольные металлорежущие установки, приведем схему органов управления одного из них. Различия не существенны.
Размещение органов управления Т28:
- Ручка запуска электродвигателя;
- Ручка остановки шпинделя передней бабки;
- Ручка делительного приспособления;
- Маховик фиксатора цанг;
- Ручка стопора шпинделя;
- Рукоятка поперечной подачи суппорта;
- Рукоятка продольной подачи резцовых салазок;
- Рукоятка зажима пиноли задней бабки;
- Маховик подачи пиноли задней бабки;
- Ручка зажима задней бабки;
- Гайка зажима суппорта.
Электрическая схема
Работа электрики в приведенных приборах практически идентична. Для примера рассмотрим электрическую схему станка Т28:
Судя информации из профессиональных форумов, все три выбранные марки характеризуют, как многофункциональные, высокоточные аппараты.
Единственная плохая новость для мастеров тонкой металлообработки – эти модели давно не выпускают. Остается искать оставшиеся в обиходе экземпляры б/у. Если, конечно, Вы не располагаете круглой суммой для приобретения европейского аналога.
Токарно-фрезерные станки EMCO для токарно-фрезерных станков с ЧПУ
Найти EMCO поблизости
ОБОРУДОВАНИЕ
Технические характеристики
Рабочая зона
| Перемещение по осям X/Y/Z | С осью B (X1/X2/Z1/Z2): +540/-10/300/1300/1900/1340/1940; с револьверной головкой (X1/X2/Z1/Z2): 340 / 300 / 1340/1940 / 1340/1940 |
Макс. диаметр шпинделя диаметр шпинделя | 95 мм |
| Отверстие шпинделя | 106 мм |
| Макс. диаметр поворота | 710 мм |
| Качели над кроватью | 720 мм |
| Расстояние между центрами | 1700/2300 мм |
| Быстрые скорости перемещения по осям X/Y/Z | 1181 / 590 / 1181 изображений в минуту |
Главный шпиндель
| Макс. скорость | 3500 об/мин |
| Носик шпинделя | А2-8 |
| Макс. мощность привода | 33 кВт |
Макс. крутящий момент крутящий момент | 800 Н·м |
Противошпиндель
| Макс. скорость | 3500 об/мин |
| Носик шпинделя | А2-8 |
| Макс. мощность привода | 33 кВт |
| Макс. крутящий момент |
Задняя бабка
| Диаметр пиноли | 150 мм |
| Внутренний конус | МТ 5 |
| Ходовой (автоматический) | 1100/1600 мм |
| Перемещение пиноли | 150 мм |
Револьверная головка
| Размер VDI | 40 мм |
| Количество инструментов | 12 |
| Приводные инструменты | 12 |
Макс. скорость скорость | 4000 об/мин |
| Макс. мощность привода | 10,5 кВт |
| Макс. крутящий момент | 40 Н·м |
Револьверная головка 2
| Размер VDI | 40 мм |
| Количество инструментов | 12 |
| Приводные инструменты | 12 |
| Макс. скорость | 4000 об/мин |
| Макс. мощность привода | 10,5 кВт |
| Макс. крутящий момент | 40 Н·м |
Фрезерный шпиндель
| Количество инструментов | |
| Поворотная зона | 210° |
Макс. скорость скорость | 7000 об/мин (12000 опционально) |
| Макс. мощность привода | 21,5 кВт |
| Макс. крутящий момент | 128 Н·м |
Общие данные
| Размеры (ДхШхВ) | 8705 х 3160 х 2890 мм |
| Вес машины | 16500 кг |
Основные моменты
Люнет башни
Люнет с гидравлическим приводом для диаметра 8 – 125 мм, гарантирующий максимальную гибкость при обработке валов.Магазин инструментов
Инструментальный магазин на 80 мест интегрирован в компоновку станка.
Главный шпиндель
Вид с зажимным устройством Ø 315 мм и фрезерным шпинделем. Фрезерный шпиндель и нижняя инструментальная револьверная головка не ограничены при обработке заготовок большого диаметра до 710 мм.Противошпиндель
Вид с 6-позиционным кулачковым патроном Ø 500 мм. Верхняя револьверная головка заменена фрезерным шпинделем с жидкостным охлаждением мощностью 21 кВт в версии с осью B. Диапазон перемещения по оси B составляет 210°. Это бесступенчатая регулировка с разрешением 0,001°. Кроме того, ось B можно зафиксировать в любом положении и индексировать с шагом 5°.Габаритные размеры/рабочее пространство
Рабочая зона HT 95 SMB
Рабочая зона Hyperturn 95 SMBРабочая зона HT 95 SM2Y
Рабочая зона Hyperturn 95 SM2YВерсии
Гипертурн 95 В
Многозадачный обрабатывающий центр с ЧПУ с автоматической сменой инструмента, осью Y и осью B длина кровати: 1700 ммГипертурн 95 SB
Многозадачный обрабатывающий центр с ЧПУ с автоматической сменой инструмента, осью Y и осью B длина кровати: 1700 ммГипертурн 95 SMB
Многозадачный обрабатывающий центр с ЧПУ с автоматической сменой инструмента, осью Y и осью B длина кровати: 1700 ммГипертурн 95 SM2
токарный станок с ЧПУ; 2 шпинделя, 2 револьверные головки, 5 линейных осей и 2 оси вращения, длина станины: 2300 ммГипертурн 95 SM2Y
токарный станок с ЧПУ; 2 шпинделя, 2 револьверные головки, 6 линейных осей и 2 оси вращения длина станины: 2300 ммОпции/аксессуары
Револьвер BMT для Hyperturn 100, 110, 95, Maxxturn 110,
Для экономичного производства сложных токарно-фрезерных деталей с преимущественно фрезерной долей опционально можно использовать револьверную головку BMT с прямым приводом с водяным охлаждением. С макс. 6000 об/мин, 45/62 Нм* и 15/22 кВт*, эта револьверная головка предлагает оптимальные условия для высокой производительности и стабильности фрезерования/сверления (*S1/S6-50%).
С макс. 6000 об/мин, 45/62 Нм* и 15/22 кВт*, эта револьверная головка предлагает оптимальные условия для высокой производительности и стабильности фрезерования/сверления (*S1/S6-50%).
Револьверный люнет HT 95/110
Для поддержки длинных тонких заготовок мы предлагаем для HYPERTURNS люнет, установленный на нижней инструментальной револьверной головке. Люнет может быть поворачивается в положение по требованию. Кроме того, живой центр может быть установлен на револьверной головке для поддержки валов во время обработки.
Программное обеспечение/управление
Sinumerik ONE с Operate
Sinumerik ONE — это универсальная и гибкая система ЧПУ. Обладая широким набором функций, он подходит для использования практически во всех технологиях. Sinumerik ONE устанавливает стандарты динамики, точности и интегрируемости в сети.
С Sinumerik ONE вы можете положиться на:
- высочайшую производительность и гибкость
- универсальную открытость
- высокоэффективную защиту персонала и оборудования
Sinumerik & EMCONNECT, цифровой помощник процесса
EMCONNECT входит в стандартную комплектацию машины. Переключение между приложениями emcoNNECT и системой управления возможно одним щелчком мыши. Все важные для производства данные могут отображаться в полноэкранном режиме или на боковой панели.
Новый SINUMERIK ONE был специально разработан для интеллектуального производства.
- Цифровой двойник является неотъемлемой частью системы ЧПУ, виртуальное и реальное управление сливаются и дополняют друг друга
- Значительное сокращение разработки продукта и времени выхода на рынок благодаря цифровой стратегии
- Улучшенные возможности сети и передачи данных
- Значительное сокращение продолжительности реального ввода в эксплуатацию за счет виртуальной подготовки к вводу в эксплуатацию
- Значительное повышение производительности ЧПУ
- Значительное сокращение непроизводительного времени и полная интеграция в TIA Portal благодаря встроенному ПЛК SIMATIC S7-1500F
Это означает, что SINUMERIK ONE можно легко интегрировать в цифровые решения и рабочие процессы.
Показать детали Скрыть детали
EMCONNECT — цифровой помощник процесса
Для повышения производительности и эффективности производства.
EMCONNECT облегчает доступ к цифровому производству – доступ ко всей важной информации и системам осуществляется централизованно на машине. Знакомое управление ЧПУ и, следовательно, привычное управление станком остаются без изменений.
Четкий и компактный обзор состояния машины, параметров машины и режима работы доступен с первого взгляда благодаря панели управления emcoNNECT. Аппаратной основой центра управления EMCONNECT является 22-дюймовый мультисенсорный дисплей, объединенный с промышленным ПК и клавиатурой с горячими клавишами ЧМИ для простого и интуитивно понятного управления через пользовательский интерфейс, оптимизированный для использования с сенсорным экраном.
Входит в стандартную комплектацию машинной версии Siemens (Sinumerik ONE).
Показать детали Скрыть детали
Esprit (опция)
Сенсационное CAM-решение для токарной и токарно-фрезерной обработки. ESPRIT значительно упрощает программирование сложных процессов обработки и значительно сокращает время наладки.
ESPRIT Применение:
- Полное программирование ЧПУ для токарной обработки до 22 осей
- Токарно-фрезерная обработка для одношпиндельных станков
- Токарно-фрезерная обработка для многокаретных токарных станков
- Токарно-фрезерная обработка для токарных станков с несколькими каретками станки, включая ось B
Моделирование:
- Пробные прогоны в динамическом объемном представлении
- Заштрихованы во всей рабочей среде: Станок, зажимные устройства, заготовка и заготовка фактическое сравнение заготовки
Показать детали Скрыть детали
EMCO CPS Pilot (дополнительно)
EMCO CPS PILOT — это виртуальная машина EMCO на ПК. Оператор работает на внешней станции программирования с изображением машины в симулированном режиме работы. Таким образом, программы ЧПУ можно планировать, программировать, моделировать и оттачивать.
Результатом использования CPS является 100 % надежность производства, сокращение времени наладки до 80 % и значительное увеличение производительности и эффективности эксплуатации.
- 100 % идентичное поведение станка и ПК
- Контроль столкновений зажимов, деталей, инструментов, держателей инструментов и компонентов станка
- Столкновения могут быть полностью устранены еще до того, как они произойдут
- Максимальная производительность станка
- Идеальная настройка обоих инструментов систем
- Повторное моделирование и оптимизация существующих программ ЧПУ
- Меньше брака
- Идеально подходит для внутренней обработки и курсов обучения операторов (никаких простоев станка!)
- Требуется минимальное обучение, так как интерфейс пользователя идентичен
Показать детали Скрыть детали
Скачать
12_21_CNC_turn_mill_center_HYPERTURN_95_110_SEO.
pdf 21.03.2022 Превью Скачать
emcoNNECT_Your_guide_in_technology.pdf
15.04.2020Превью Скачать
Laguna LED Chameleon 95CRI Лампа для токарного станка
Лагуна
|
175,00 долларов США
Количество:
Добавление в корзину… Товар добавлен
Новый светодиодный светильник Chameleon для токарных станков с индексом цветопередачи 95 оптимизирован для обеспечения наилучшего освещения. Благодаря преимуществам светодиодов в виде длительного срока службы, низкого энергопотребления и низкого тепловыделения; Линейка светодиодов Laguna — это лучшие из доступных машинных ламп.
80, 90, 95 CRI — индексы цветопередачи. Этот индекс используется для сравнения источников искусственного света с естественным светом, который мы воспринимаем нашими глазами в солнечный ясный день. Чем выше индекс цветопередачи, тем более реальными будут выглядеть объекты при освещении. Новые светодиодные лампы Chameleon с 90 CRI (ALEDMACH) и 95 CRI (ALEDLATHE) для наилучшего освещения. Благодаря преимуществам светодиодов долгой жизни, низкому энергопотреблению и низкому тепловому излучению; это делает линейку светодиодов Laguna лучшими доступными машинными лампами. Контроль цвета (температуры) Chameleon позволяет пользователю настраивать окружающую среду с наилучшим возможным освещением. Плохое освещение в рабочей области может искажать цвета, плохо отражать и создавать тени, из-за которых детали становятся бледными. Контроль цвета Chameleon — это технология, взятая у хирургов и врачей, которая, по нашему мнению, будет очень полезна для создателей. Полное управление яркостью работает в унисон с управлением цветом Chameleon, позволяя пользователю дополнительно настраивать освещение. Литые ударопрочные головки защищают нас благодаря 2-летней гарантии, которую мы предлагаем на эти фонари. Головки водонепроницаемы и пыленепроницаемы и могут выдерживать удары достаточно хорошо по военным стандартам. Shadow Diffusing Lens делает тени менее четкими и заметными. Нерассеянный свет отбрасывает тень с четкими линиями, добавляя отвлекающих факторов. Рассеивающие линзы дают более естественный и приятный свет. Конструкция с несколькими соединениями. Твердые соединения используются, чтобы позволить пользователю перемещать свет, где он должен быть. Эти соединения можно легко затягивать и ослаблять по желанию, и перед отправкой они обрабатываются с помощью Loctite. Срок службы 50 000 часов (5,7 года). Это означает, что вы можете включить свет и оставить его включенным в течение 5,7 лет, прежде чем лампочка перегорит.