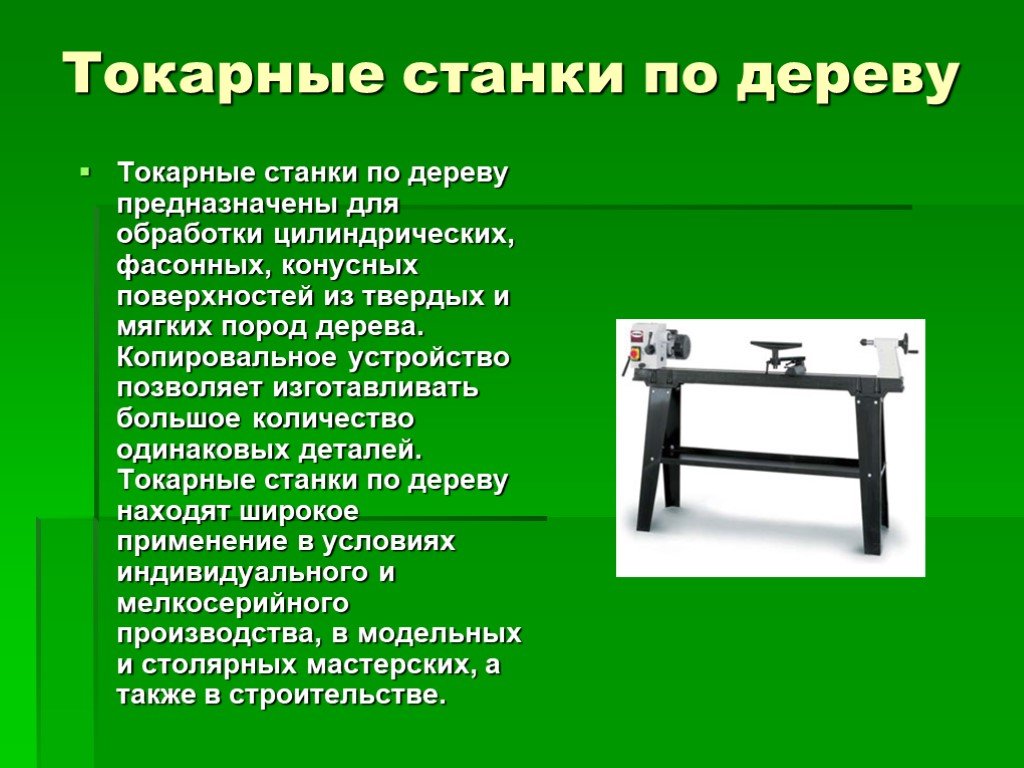
Токарные станки по металлу. Общие сведения
Токарные станки по металлу предназначены для обработки главным образом тел вращения. При точении с них снимается стружка, и заготовка приобретает нужную форму. Доказано, что токарный станок является одним из древнейших, созданных человеком. Впоследствии именно на его основе были сконструированы сверлильные, расточные и другие станки.
Современные токарные станки очень разнообразны и составляют значительную часть всего выпускаемого металлорежущего оборудования. Выделяют, например, универсальные станки с полноценной системой управления, станки с малыми габаритами, токарно-револьерыне центры. Токарный станок позволяет выполнять следующие основные операции:
- наружное точение и внутреннее растачивание;
- сверление, зенкерование и развертывание отверстий;
- нарезание резьбы резцом и метчиком;
- обработка канавок и отрезка.
Кроме того, на некоторых токарных станках можно выполнять и фрезерные операции.
Стремление максимально автоматизировать производство привело к появлению на рынке токарных станков с ЧПУ (с числовым программным управлением). Наряду с традиционной, в станках с ЧПУ используется компоновка, которая подразумевает наличие у станины наклонных направляющих. Это существенно упрощает процесс удаления стружки. Рабочая зона, закрытая специальными кожухами, является герметичной.
Токарные станки с ЧПУ состоят из следующих основных узлов.
- Жесткая станина. Чаще всего, это массивная литая чугунная конструкция с ребрами жесткости, которая обеспечивает стойкость к изгибающим нагрузкам и демпфирование вибраций.
- Шпиндель, с помощью которого вращается заготовка. Шпиндель может вращаться как по часовой стрелке, так и против. Необходимая скорость вращения задается в управляющей программе. Современные станки с ЧПУ умеют поддерживать постоянную скорость резания, автоматически изменяя обороты шпинделя при уменьшении диаметра обработки.

- Револьвер для автоматической смены инструмента. Револьверные головки бывают разных типов и рассчитаны на разное количество инструментов (обычно, от 8 до 24).
- Задняя бабка для поджима деталей большой длины. Задняя бабка может быть гидравлической или с сервоприводом, может быть полностью управляемой или только с подвижной пинолью.
На видео ниже показан процесс создания современного токарного станка с ЧПУ от изготовления станины до установки кожухов.
Современные токарные станки с ЧПУ также часто имеют следующие управляемые элементы.
- Щуп для обмера/привязки режущего инструмента. Щуп позволяет проводить обмер инструмента, как в ручном, так и в автоматическом режиме. Безаварийное функционирование станка во многом определяется правильностью выполнения привязки. С помощью такого щупа можно также контролировать износ инструмента.
- Система удаления стружки. На токарных станках чаще применяется транспортер для удаления стружки ленточного типа. Такой транспортер лучше справляется со сливной токарной стружкой. Применяется также и система шнекового типа.
- Подача СОЖ высокого давления через инструмент. Давление СОЖ может достигать 70 бар. Струя подается непосредственно в зону резания, охлаждая инструмент и деталь и эффективно удаляя стружку. Все это увеличивает срок службы инструмента и повышает качество обрабатываемой поверхности.
- Люнет для работы с деталью большой длины. Используется, когда поджима задней бабкой недостаточно или когда такой поджим невозможен (внутренняя обработка с торца). Зажим-разжим гидравлического люнета происходит по команде из управляющей программы.
- Ловитель деталей. Применяется при работе токарного станка с автоматическим податчиком прутка или вытягивателем прутка. Ловитель деталей увеличивает автоматизацию производства: нет необходимости останавливать станок и открывать дверь, чтобы достать готовую деталь.


Токарные станки с ЧПУ обладают многими преимуществами. Наиболее важными из них являются:
- высокий уровень автоматизации производственного процесса и его автономности;
- вмешательство оператора в работу станка сводится к минимуму и, в основном, ограничивается визуальным контролем и загрузкой заготовок;
- высокая производственная гибкость и простота наладки: для обработки деталей одного типа на станке с ЧПУ необходимо всего лишь произвести замену управляющей программы;
- высокий уровень точности ЧПУ-обработки и ее повторяемость: при необходимости по одной и той же программе на современном токарном станке можно изготавливать тысячи деталей, практически идентичных между собой;
- продолжительный срок работы до капитального ремонта, высокая надежность, износостойкость и долговечность.
Для подготовки управляющей программы для станка с ЧПУ сейчас широко применяются компьютерные технологии — CAD/CAM системы. Использование таких систем позволяет значительно сократить сроки проектирования и изготовления изделий, снижает вероятность ошибок. С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения.
С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения.
INDEX B400 – универсальный токарный станок
Универсальный токарный станок для прецизионной и тяжелой обработки резанием
Основные характеристики станка
Ваши преимущества
- Четко структурированная и эргономичная концепция рабочей зоны
- Жесткая станина из минерального литья для достижения высокой точности обработки
- Рабочий шпиндель с ременным приводом для достижения высоких крутящих моментов
- Диаметр прутка – 82 мм, диаметр зажимного патрона – 315 мм
- Ортогональная линейная ось Y обеспечивает высокую точность обработки
- Задняя бабка ЧПУ с электронным управлением оси
- Стандартная комплектация: Система управления iXpanel – i4. 0 ready с сенсорным экраном 18,5″ – Основа: Siemens S840D sl
 0 ready с сенсорным экраном 18,5″ – Основа: Siemens S840D sl
0 ready с сенсорным экраном 18,5″ – Основа: Siemens S840D slB400 в фокусе
INDEX B400 является последовательной модернизацией испытанных временем производственных решений. При индивидуальном оснащении этот новый гибкий универсальный станок находит свое место как в изготовлении инструментов и прототипов, так и в производстве. Накопленный десятилетиями ноу-хау отражается в многочисленных конструктивных деталях, например, кожухе в металлической обшивке над главным шпинделем, обеспечивающем защиту от столкновений при использовании длинных борштанг, и многом другом.
Компоненты
Главный шпиндель
- Диаметр прутка – 82 мм, диаметр зажимного патрона до 315 мм
- Частота вращения 4000 об/мин
- Мощность шпинделя 24 кВт (при 40% продолжит. включения)
- Момент вращения 550 Нм (при 40% продолжит. включения)
- Тормоз для индексного деления оси
Револьверная головка с вертикальной осью на крестовом суппорте
- 12 приводных позиций
- Крепление VDI 30 согласно DIN 69880 с патентованным W-образным зубчатым зацеплением
- X 360 мм / Y ±60 мм / длина токарной обработки по Z до макс. 750 мм
- Возможность обработки до 70 мм под центром вращения
- 6000 об/мин, 8,8 кВт, 19,5 Нм (при 25% продолжит. включения)
 750 мм
750 ммЗадняя бабка с ЧПУ
- электронная, свободно позиционируемая
- крупноразмерные направляющие качения
- усилие прижима до 10.000 Н с электронным регулированием
Люнет (опция)
- возможность электронного позиционирования
- возможность программирования ЧПУ
- диапазон зажима 12 – 152 мм
Устройство удаления деталей (опция)
- Ø макс. = 82 мм
- длина макс. = 175 мм
- вес макс. = 8 кг
Просторная рабочая зона обеспечивает наилучшую доступность при наладке станка INDEX B400. Главный шпиндель и инструментальный револьвер оптимально доступны и таким образом обеспечивают быструю и гибкую наладку и переоснастку. Продуманная концепция рабочей зоны с круто-наклонным и гладким настилом обеспечивает идеальный стружкоотвод и предотвращает образование ее скоплений.
- быстрая наладка
- отличный доступ к рабочей зоне
- хороший стружкоотвод
Принцип W-образных пазов
Патентованное W-образное зубчатое зацепление фирмы INDEX для высокой стабильности повторяемости при смене инструмента.
- короткое время наладки и переоснастки
- высокая точность при смене благодаря длинным пазам для фиксации
- продление стойкости режущих пластинок
- совместимость с DIN 69880
- подходит для фиксированных инструментов и инструментов с приводом
Широкий спектр деталей
Универсальный токарный станок B400 обеспечивает возможность обработки большого многообразия деталей из прутка диаметром до 82 мм и в патроне до 315 мм.
С45
Заготовка Ø 65 x 400 мм
25CrMo4
Заготовка Ø 250 x 230 мм
20NiCrMo2-2
Тянутый пруток Ø 78 мм
Система управления
Технические данные
abrir todos
Длина обточки
мм
Главный шпиндель
Наибольший диаметр прутка
мм
Диаметр патрона
мм
Макс. скорость
скорость
об/мин
об/мин
Мощность при 100% / 40%
кВт
16 / 24
Крутящий момент при 100% / 40%
Н·м
375 / 550
Противошпиндель
Наибольший диаметр прутка
мм
Диаметр патрона
мм
Макс. скорость
об/мин
об/мин
Крутящий момент при 100% / 40%
Н·м
79 / 119
Мощность при 100% / 40%
кВт
8 / 12
Задняя бабка
Усилие подачи Z
Н
10.000
Ускоренное перемещение Z
м/мин
Star turret VDI30
Количество ячеек
Макс. скорость
об/мин
об/мин
Мощность при 25%
кВт
Крутящий момент при 25%
Н·м
Перемещение суппорта X, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
360 / 40 / 11.900
Перемещение суппорта Y, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
± 60 / 20 / 11. 700
700
Перемещение суппорта Z, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
750 / 40 / 11.900
Star turret VDI40
Количество ячеек
Макс. скорость
об/мин
об/мин
Мощность при 25%
кВт
Крутящий момент при 25%
Н·м
Перемещение суппорта X, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
360 / 40 / 11.900
Перемещение суппорта Y, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
±60 / 20 / 11.700
Перемещение суппорта Z, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
750 / 40 / 11.900
Disc turret VDI40
Количество ячеек
Макс. скорость
об/мин
об/мин
Мощность при 25%
кВт
Крутящий момент при 25%
Н·м
Перемещение суппорта X, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
360 / 40 / 11. 900
900
Перемещение суппорта Y, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
±60 / 20 / 11.700
Перемещение суппорта Z, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
750 / 40 / 11.900
Габариты, масса, мощность подключаемого питания
Длина x ширина x высота
мм
3.251 x 1.900 x 2.290
Масса
кг
Мощность подключаемого питания
кВт
Система управления
Siemens
S840D sl
Мультисенсорный экран
Запросите предложение прямо сейчас!
Вы получите предложение со стандартной конфигурацией
Материалы для скачивания
Брошюра
EnglishGermanFrench
INDEX B400
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Эти токарные станки также могут заинтересовать Вас
INDEX-Werke GmbH & Co.
 KG
KGHahn & Tessky
Plochinger Straße 92
73730 Esslingen
Germany
Tel. +49 (0) 711 3191-0
[email protected]
www.index-werke.de
© 2023 INDEX-Werke GmbH & Co. KG Hahn & Tessky
Станок для промышленной революции
Промышленную революцию в Англии XVIII века обычно связывают с усовершенствованием ткацкого станка и изобретением паровой машины.
Эти и другие усовершенствования и изобретения породили настоятельную потребность в увеличении производства новых машин. Того же требовало развитие кораблестроения и производства вооружений, обусловленное расширением британской колониальной империи и торговли со всем миром. Англия стала «владычицей морей».
Флот тогда был парусным. Паруса управлялись системой канатов, пропущенных через блоки. В начале XIX века только для британского военного флота требовалось более 130 тысяч блоков в год. Потребность в таком количестве однотипной продукции могло удовлетворить только массовое производство.
Генри Модсли, 1827 год
Фотография: gettyimages.ru
Но невиданный доселе спрос на машины нельзя было удовлетворить до тех пор, пока их изготовляли вручную: машины создавались искусными ремесленниками-механиками, которые зачастую хранили в тайне свои производственные секреты. За это их даже часто называли арканистами, то есть людьми, владеющими тайным знанием.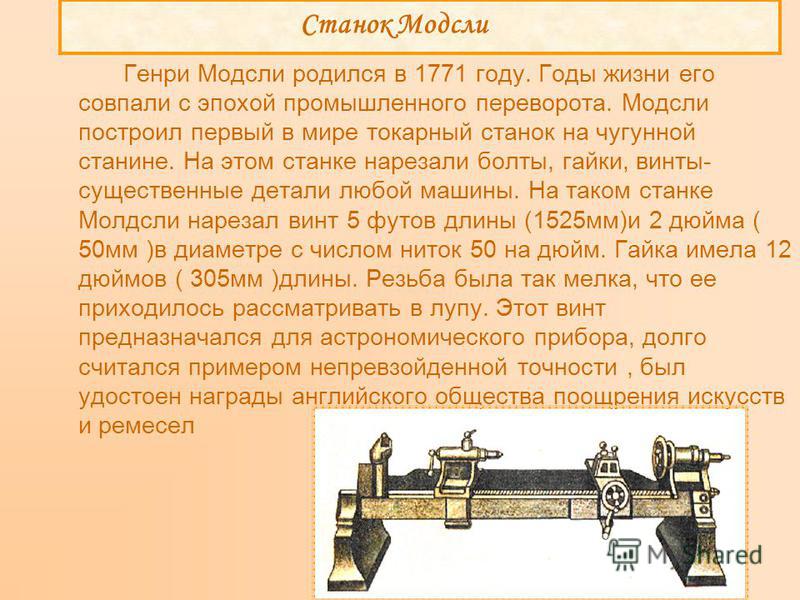 Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.
Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.
Известно, что тот же Джеймс Уатт довольно долго не мог изготовить изобретенную им паровую машину, так как ему не удавалось добиться необходимой точности изготовления цилиндра.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей. Аналогичные проблемы возникали при изготовлении всех сложных устройств. Например, того же оружия.
Главную роль в решении этих проблем сыграло усовершенствование токарного станка, осуществленное британским инженером-механиком Генри Модсли
(1771–1831). Его можно считать отцом-основателем современной станкостроительной промышленности — именно Модсли первым организовал производство машин машинами в промышленных масштабах, создал методику конструирования машин и разработки технологических процессов, внедрил в повседневную практику машиностроения точные измерительные инструменты.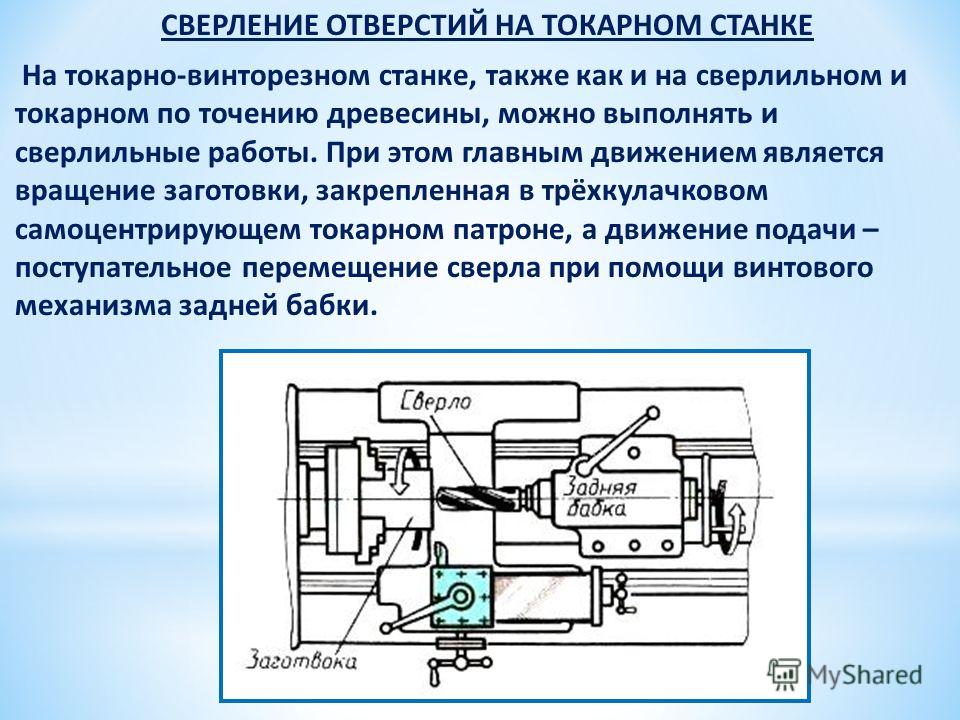
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей
Детство и юность
Генри Модсли родился 22 августа 1771 году в Вулвиче, расположенном в восьми милях от Лондона, он был пятым ребенком в многодетной семье плотника местного арсенала. О детских годах будущего станкостроителя ничего не известно, кроме того, что ему, сыну плотника, путь в школу был заказан. Судя по всему, он овладел грамотой самостоятельно и достаточно поздно. Как и других детей из рабочих семей, Генри в двенадцать лет послали работать. Он поступил в тот же арсенал набивальщиком патронов — в Англии таких рабочих называли powder monkey,
«пороховой обезьянкой». Через два года его перевели учеником в плотницкую мастерскую. А еще через год он сам попросился учеником в кузницу, где по собственному почину еще и слесарил. К восемнадцати годам Модсли стал не только лучшим кузнецом арсенала, но и слесарем-механиком, о чем свидетельствуют измерительные инструменты, сделанные им самостоятельно в период работы в Вулвичском арсенале.
В то время в Пимлико, предместье Лондона, большой мастерской владел Джозеф Брама, известный механик и изобретатель, пионер в области гидравлики и слесарной работы. Он был грамотен и умел хорошо чертить.
Первоначально Брама устанавливал в Лондоне ватерклозеты. Он придумал для них совершенно новое устройство, на которое взял патент. С тех пор изобретение Брама претерпело лишь небольшие изменения.
Затем Брама усовершенствовал дверной замок. Он разработал новую схему механизма, которая превосходила все известные до него по качеству и надежности. Исправное действие нового замка зависело от точности изготовления деталей. И Брама стал искать искусного механика, которому он мог бы поручить это дело. Но платить много не хотел. Таким человеком оказался Модсли: молодой парень был рад интересной работе и не требовал большой оплаты.
Оригинальный токарно-винторезный станок Генри Модсли
Фотография: gettyimages. ru
ru
Вскоре он стал лучшим рабочим в мастерской. Брама назначил его мастером и поручил ему механизацию изготовления деталей своего замка. Попутно Модсли овладевал грамотой и учился чертить. Работа с замком велась секретно, в отдельном, всегда запертом помещении, что давало Модсли дополнительные возможности для самостоятельной углубленной работы.
Сохранились некоторые машины и приспособления из секретной мастерской Джозефа Брама, в том числе механизированная пила, станок для навивания пружин и шаблон для разметки при сверлении. Механизированная пила имеет призматические направляющие, применение которых в конструкциях позднейших токарных станков, созданных Модсли, относят к его важнейшим усовершенствованиям. А в конструкции станка для навивания пружин кроме призматических направляющих имеются суппорт, механизированный с помощью пары «винт–гайка», и комплект сменных зубчатых колес. Иными словами, набор всех тех устройств, которые легли в основу будущих токарных станков, были разработаны Модсли еще в период его работы на Брама.
Годы обучения и труда в мастерской Брама во многом подготовили Модсли к его дальнейшей работе. Многие заказы Брама выполнял с участием Модсли, который учился у Джозефа не только искусству машиностроителя, но и деловой хватке: он стал понимать, при производстве каких изделий массового спроса механизация и автоматизация наиболее эффективны.
Брама был многим обязан Модсли, но все равно не хотел повышать ему зарплату. Это подтолкнуло Модсли к тому, чтобы уйти от скупого хозяина.
Тем более что у каждого рабочего мануфактуры была заветная мечта — самому стать владельцем мастерской. К этому шли постепенно, мало-помалу изготовляли для себя лично кузнечные, слесарные и измерительные инструменты. Модсли начал делать это еще в арсенале Вулвича. Работая у Брама, он продолжал накапливать запас. Со временем эти инструменты ему очень пригодились.
Жестоко экономя на самом необходимом, Генри скопил небольшую сумму и в 1797 году снял маленькую мастерскую и заброшенную кузницу при ней. Так Модсли покинул Брама, проработав у него восемь лет.
#image-kit_561
Станок нового типа
Долгое время с заказами в мастерской было туго, и у Модсли оставалось свободное время, которое он тратил на усовершенствование токарно-винторезного станка, конструкцию которого начал разрабатывать еще в мастерской Брама.
Одна из основных проблем токарных станков в то время состояла в том, что резец приходилось держать в руках. Для удобства токари придумали длинные держатели резцов, особые упоры для них. Но и с ними работать было очень трудно. Действуя ручным резцом, почти невозможно добиться при обработке правильной круглой формы обтачиваемой заготовки. Отсталая технология обработки материалов задерживала развитие техники. Практически невозможно было, держа резец в руках, нарезать на металлическом стержне точную винтовую резьбу.
В 1798 году Модсли построил станок с крестовым суппортом для установки на нем резца, движение которого в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что и на винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
В 1800 году Модсли внес усовершенствование в свой станок — взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом.
Меняя комбинацию колес, можно было добиваться разного эффекта, например нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50 витками на каждый дюйм.
Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.
Устройство для изготовления винтов, разработанное Генри Модсли
Фотография: gettyimages.ru
Хотя попытки применения суппорта были известны и до Модсли, как другие его усовершенствования, его заслуга состояла в том, что он впервые объединил их и его вариант оказался конструктивно самым совершенным. Он же первым установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности.
Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены.
Более того, Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера.
Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения.
Наконец, Модсли впервые изобрел микрометр с точностью измерения до одной десятитысячной доли дюйма, или около 3 мкм. Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы решать любые вопросы, возникавшие в его мастерских относительно точности измерения деталей.
Джеймс Несмит, один из учеников Модсли, в последующем сам ставший выдающимся изобретателем, в своих воспоминаниях писал о Модсли как о зачинателе стандартизации. «Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении… Только тот, кто жил в относительно ранние дни производства машин… правильно оценит великую заслугу, оказанную Модсли машиностроению».
От создания станка к созданию промышленности
Внедрение станка, созданного Модсли, в промышленность стало одним из важнейших событий эпохи промышленной революции. Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
Модсли не имел влиятельных знакомых среди богатых людей, которые помогли бы ему в получении крупного заказа. Он был всего лишь одиноким ремесленником. Нужен был счастливый случай. И в первые годы XIX века такой случай представился. Он был связан с развитием английского флота.
Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения
До третьей четверти XVIII века корабельные блоки, которые мы уже упомянули выше, изготовлялись вручную столярами. Работа эта требовала много времени и стоила дорого. Всех операций при изготовлении блоков насчитывалось более сорока пяти. Механизирована была лишь незначительная их часть.
Идея полной механизации процесса изготовления корабельных блоков возникла в конце XVIII века у французского военного инженера Марка Изамбара Брюнеля, ученика знаменитого математика и инженера Гаспара Монжа. Реализовать эту идею было суждено Генри Модсли.
В 1798 году Брюнель переехал в Англию. Здесь он разработал проект поточной линии для изготовления корабельных блоков и в 1801 году получил на свое изобретение британский патент.
Генерал-инспектор строительных и ремонтных работ английского военного флота Сэмюель Бентам поддержал изобретателя и начал ходатайствовать за него.
Получив одобрение Адмиралтейства, Брюнель приступил к доработке своих чертежей и подготовке к созданию действующей модели линии по производству блоков. Изготовить модель должен был механик, которого еще предстояло найти.
Поиски механика привели Брюнеля к Модсли. Во время знакомства Брюнель описал предполагаемый заказ в самых общих чертах. Но Модсли очень быстро понял суть дела и показал Брюнелю, как его исполнить. Большое впечатление произвел на Брюнеля и станок Модсли с механизированным суппортом и набором сменных зубчатых колес. Этот станок должен был стать основным при изготовлении деталей машин поточной линии. Он был тогда единственной машиной для производства других машин.
Новая работа хорошо оплачивалась. Благодаря заказу Модсли смог разработать и реализовать свои передовые идеи в области технологии машиностроения. Строя специальные машины для производства блоков, Модсли разработал также общие принципы механизации металлорежущего оборудования.
Обдирочный станок и циркулярная пила, изготовленные Генри Модсли для производства корабельных блоков (Гравюра, 1820 г.)
Фотография: gettyimages.ru
15 апреля 1802 году действующая модель линии по производству блоков была установлена в портсмутских доках. Испытания ее прошли успешно, и Модсли получил заказ на изготовление линии машин в натуре.
Эта линия состояла из сорока трех специализированных деревообрабатывающих и металлорежущих станков. В движение их приводили две паровые машины, по тридцать лошадиных сил каждая. Получилась целая система машин, с помощью которой рабочие выполняли все операции, нужные для изготовления блока: от распиливания деревьев особо твердых пород — бакаута и вяза — до обточки бронзовых подшипников и нарезания резьбы на соединительных болтах. Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
Выполнение этого заказа сделало Модсли состоятельным человеком (он получил огромную сумму — около 12 тысяч фунтов стерлингов). А Брюнель и Бентам, ставшие близкими друзьями Модсли, ввели его в круг своих друзей и знакомых — видных деятелей техники, науки и культуры.
Одним из тех, кто близко сошелся с Модсли, был Майкл Фарадей, в эти годы работавший над созданием качественных сталей. Качественные стали, особенно инструментальные, интересовали и Генри Модсли.
Со временем Модсли и сам стал не только виднейшим деятелем техники, но и знатоком и ценителем музыки, живописи, скульптуры, архитектуры, собрал большую библиотеку, которая была любимым местом его отдыха.
В портсмутском доке Модсли познакомился с Джошуа Филдом, который работал чертежником. В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
Филд взял на себя чертежное хозяйство, ведение учета и отчетности, переговоры и переписку с заказчиками и поставщиками, прием и увольнение рабочих. Модсли сохранил за собой разработку конструкций машин и руководство технологическим процессом их постройки.
На собственном заводе прославленный машиностроитель выполнял многочисленные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира
Создание системы машин для изготовления корабельных блоков стало сенсацией в среде промышленников. Репутация Модсли как машиностроителя упрочилась настолько, что заказов стало больше, чем могли выполнить сравнительно небольшие мастерские, в которых работало до 80 рабочих. Встал вопрос о строительстве большого машиностроительного завода.
В 1810 году в Ламбете, одном из районов Лондона, был основан завод, вскоре ставший знаменитым. Начался третий этап деятельности Модсли. На собственном заводе прославленный машиностроитель выполнял многочисленные и обширные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира.
Сохранилось описание завода Модсли. Там было около дюжины токарных станков с чугунными станинами. Большинство из них были снабжены механизированными суппортами. Над станками имелись тали для установки и съема тяжелых деталей. Почти все станки приводились в движение с помощью трансмиссий от паровой машины. Кроме обычных токарных станков имелись лоботокарный, несколько продольно-строгальных, большой поперечно-строгальный и специальный станок, предназначенный для обточки шеек коленчатых валов. В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.
Деятельность Модсли получила широкую известность во многих странах мира, для которых его завод выполнял заказы. Крупным заказчиком была Пруссия. В 1829 году Модсли был избран почетным членом Прусского общества поощрения промышленности в Берлине.
В начале 1831 года Модсли отправился во Францию. На обратном пути он сильно простудился и, вернувшись домой, слег в постель. Болезнь продолжалась около месяца, и 14 февраля 1831 года Модсли скончался. Его похоронили в Вулвиче на приходском кладбище церкви Св. Марии, где по его собственному проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете.
История токарного дела
Анна Феоктистова
От ручного труда к машинному.
“
…Сделав несколько кругов, он снял ногу с педали станка, обтер стамеску, кинул ее в кожаный карман, приделанный к станку, и, подойдя к столу, подозвал дочь. ..
Цитата из романа Л.Н. Толстого “Война и мир”, повествование о князе Николае Болконском
Устройство токарного станка
На токарном станке создаются тела вращения – балясины, конусные ножки, чаши, миски, наши светильники. Поэтому основной принцип работы станка – вращение заготовки вокруг своей оси. Резцом вручную (или автоматически на ЧПУ) снимается лишний материал и придается нужная форма.
1. Станина – каркас, на котором всё держится. Он должен быть прочным и тяжелым. В древние века его делали из дерева, современные станки оснащены чугунной или стальной станиной.
2 и 3. Передняя и задняя бабки. Это центра, между которыми зажимается заготовка. Они расположены на станине. Передняя бабка (или шпиндель) обычно с четырьмя шипами, жестко фиксирует будущее изделие в станке. Она передает вращение на заготовку. Задняя – подпирает заготовку с противоположной стороны. Эти элементы изготавливаются из металла.
4. Подручник или резцедержатель. На него опирается резец при работе. В старину делали из дерева, в настоящее время из чугуна. Важное изобретение сделал Нартов в Петровские времена. Он изобрел суппорт – устройство для крепления и перемещения резца вдоль заготовки. Это позволило сделать обработку более точной, а также копировать изделия. Суппорт используется обычно на металлообрабатывающих станках, где нужна высокая точность.
5. Приводной механизм. Главный вопрос – как вращать заготовку? Сейчас это электродвигатель с ременными передачами. История станков повествует о ручном и ножном вращении с помощью тетивы лука или жерди, о водяных колесах, паровых двигателях. И еще множество способов было придумано людьми!
6. Резцы. Для наружной обработки используются плоские и полукруглые стамески из стали. Для внутренней – специальный резец «крючок».
Что и как вытачивали на Руси
В основном на Руси на токарных станках изготавливали посуду – миски и чашки. В качестве материала использовали дерево или слоновую кость. В процессе археологических раскопок в России находят изделия из кости, датируемые 10 веком. Всё это говорит о раннем освоении токарного дела.
Любопытно, что заготовки закрепляли не продольно волокнам, а поперек. Т.е. волокна дерева не совпадали с осью вращения. Такой способ называется пластинчатым или тангенальным. Известно, что бревно при высыхании растрескивается к центру ствола. Поэтому ствол продольно раскалывали на баклуши (большие куски). И при обработке ядро дерева не использовалось. Так посуда была прочной, долговечной и не растрескивалась.
Сам процесс резания не изменился за многие века. Снаружи заготовка обрабатывается плоской или полукруглой стамеской, а внутри специальным резаком. В простонародье называется «крючок» и выглядит он так же. И если всевозможные плоские стамески сейчас без проблем можно купить в магазине, то «крючок» делает кузнец, как и несколько веков назад. Его использовали и в 13 веке и до сих пор ничего более технологичного не придумали для внутренней обработки. Мы так же используем его в производстве.
Резец для внутренней обработки «крючок»
Процесс внутренней обработки на токарном станке
Сейчас, чтобы обработать заготовку внутри, используются планшайбы и кулачковые патроны. Они позволяют закрепить заготовку с одной стороны и полноценно вырабатывать углубления вовнутрь. В древности такого не было. Поэтому заготовку фиксировали в двух центрах. Обтачивали снаружи, затем внутри насколько это возможно. Оставалась конусовидная бобышка по центру, на которой держалась заготовка. Затем их вручную срезали. Целую деревянную посуду археологи находят редко. Она плохо сохранилась до наших дней. Зато такие бобышки, которые были отходами, прекрасно сохранились. По ним и можно судить о развитии токарного мастерства.
История изобретения токарного станка
Первые токарные работы осуществлялись так: один человек (раб) вращал заготовку, второй (мастер) резаком обтачивал ее. Упоминания о таком способе найдены в Египте и датируются 7 веком до н.э. Материалами для токарной обработки часто служили дерево, слоновая кость или камень.
Позднее появились лучковые станки. Каркас был собран из дерева. Они вращались с помощью тетивы лука. Ее оборачивали вокруг деревянной заготовки. И совершая движения туда-сюда, как если бы вы пилили, заготовку приводили в движение.
Еще позднее в 14-15 веках усовершенствовали станок ножной педалью. Вращение всё так же происходило через тетиву лука или жердь.
Минусом всех этих решений было то, что заготовка сначала вращалась в одну сторону, а потом в другую. И нужно было ждать. Это существенно замедляло и без того небыстрый процесс.
Большим шагом вперед стало изобретение кривошипно-шатунного механизма в первой половине 15 века. Теперь возвратно-поступательное движение педали превращалось во вращательное. Заготовка стала вращаться всегда в одну сторону, пока мастер нажимает на педаль. По такому принципу, кстати, были устроены советские ножные швейные машины.
Токарный станок Петра Ⅰ, сконструирован А.К. Нартовым
Фрагмент токарного станка А.К. Нартова
В 17-18 веках в Европе и России токарное дело стало одним из самых модных увлечений светского общества! В том числе Петр Ⅰ был большим поклонником токарного дела, имел свою мастерскую, в которой мог провести весь день. Учителем царя стал Андрей Константинович Нартов – великий ученый, механик и виртуозный токарь. Именно он вывел токарное дело на новый уровень, изобрел копировальный и токарно-винторезный станок. На тот момент аналогов не существовало в мире.
Токарные станки в эпоху научно-технической революции и 20 века
Начиная с середины 16 века для токарных станков по металлу использовалась энергия водяного колеса.
В первой половине 19 века шотландский предприниматель Роберт Дэвидсон изобрел электродвигатель, который в том числе устанавливал и на токарный станок. Но не найдя финансирования, Роберт вернулся к своему бизнесу в области химии.
А в 1889 г. выходец из России Михаил Осипович Доливо-Добровольский изобрел и получил патент на трехфазный асинхронный двигатель. В России применение он нашел только после 1917 года. Эти двигатели и сейчас повсеместно используются в станкостроении.
К середине 20 века стало понятно, что уже недостаточно существующей производительности станков. Так в США в 50-х годах изобретаются первые станки с ЧПУ. В СССР первые токарно-винторезные станки с ЧПУ появились 60-х годах 20 века.
ЧПУ станки преобладали в сфере металлообработки, где необходима высокая точность. Деревообработка не так была развита в промышленных масштабах и по-прежнему использовался ручной труд.
От истории к нашим дням
Машиностроение вырвалось далеко вперед. Часто используются станки с ЧПУ. Но ручной труд
по-прежнему остается востребованным.
Станки с ЧПУ используются по дереву, если необходимо сделать наружную обработку. Это быстрее, точнее и позволяет сделать все детали одинаковыми. Например, если речь идет о балясинах.
Внутреннюю обработку чаши проще и быстрее сделать вручную. ЧПУ станок для таких операций дорогостоящий и нецелесообразный. Ведь ему нужно устанавливать пятую ось и прописывать сложный алгоритм работы.
Приведём в пример фабрику “Семёновская Хохлома” в Нижегородской области. По сей день десятки мастеров на фабрике вручную вытачивают из липы чаши, вазы и миски. И делают это настолько мастерски и быстро, что невозможно отвести взгляд!
Список ресурсов
В.В. Данилевский «Нартов», печатное издание 1960 г.
Статья Википедия. Токарный станок
Статья Википедия Асинхронная машина
Статья Википедия. «Дэвидсон, Роберт»
Статья «История токарного станка»
Фотографии станка Нартова
Monday, July 22
Подвесные светильники Хвоя
Какую функцию выполняют, где и как их использовать? Наши советы применимы к большинству подвесных светильников. Поэтому будут полезны всем!
Friday, July 5
История создания Хвои
Вкратце о том, как появились светильники Хвоя. Рассказывает основатель проекта, дизайнер Анна Феоктистова.
| К другим заметкам |
| На главную |
| В начало страницы |
| Комментарии |
MetalTec SL 640 x 1000 Токарный станок
- Описание
- Характеристики
- Конструктивные особенности
- Оплата и доставка
Универсальные токарно-винторезные станки SL 640 x 1000 предназначены для выполнения токарных работ, для нарезания модульных, метрических и дюймовых резьб с широким диапазоном шагов. Станок обладает современными техническими характеристиками и высокопроизводительными узлами, что позволяет использовать его для обработки деталей с высокой точностью и качеством.
Станки SL 640 x 1000 используются для производства различных типов валов, шестерён, дисков на автомобильных, локомотивостроительных и других производствах.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:- Массивная конструкция станины из чугуна гарантирует работу без вибрации.
- Макс размеры заготовки Ø 640 – 1000 мм.
- Шлифованные направляющие.
- Плавное изменение частоты вращения шпинделя.
- Цифровая индикация частоты вращения.
- Регулировка зазоров направляющих при помощи клиновых планок.
- Защитный экран патрона с концевым выключателем.
- Обрезиненные опоры станка предотвращают скольжение.
Категория: Токарные станки
Технические характеристики:
| Модель | SL 640 x 1000 |
| Диаметр обработки над станиной, мм | 460 |
| Диаметр обработки со съёмным мостиком, мм | 690 |
| Расстояние между центрами, мм | 1000 |
| Длина выемки (ГАП), мм | 165 |
| Ширина станины, мм | 300 |
| Торец шпинделя | D 1 – 6 |
| Диаметр отверстия в шпинделе, мм | 58 |
| Конус шпинделя | MT 6 |
| Количество скоростей шпинделя, шт. | 12 |
| Скорость вращения шпинделя, об/мин | 25 – 2000 |
| Макс. ход верхнего суппорта, мм | 128 |
| Макс. ход крестового суппорта, мм | 285 |
| Сечение инструмента (макс.), мм | 25 х 25 |
| Шаг подающего винта, мм | 6 |
| Макс. сечение режущего инструмента, мм | 25 х 25 |
| Количество продольных подач, шт. | 42 |
| Диапазон продольной подачи, мм/об | 0,031 – 1,7 |
| Количество поперечных подач, шт. | 42 |
| Диапазон поперечной передачи, мм/об | 0,014 – 0,784 |
| Количество метрических резьб, шт. | 41 |
| Метрическая резьба, мм | 0,1 – 14 |
| Количество дюймовых резьб, шт. | 60 |
| Дюймовая резьба, TPI | 2 – 112 |
| Количество диаметральных резьб, шт. | 50 |
| Диаметральная резьба, DP | 4 – 112 |
| Количество модульных резьб, шт. | 34 |
| Модульная резьба, MP | 0,1 – 7 |
| Диаметр пиноли задней бабки, мм | 60 |
| Ход пиноли задней бабки, мм | 128 |
| Размер конусного отверстия пиноли задней бабки | MT 4 |
| Мощность двигателя, кВт | 5,5 |
| Мощность двигателя подачи СОЖ, кВт | 0,1 |
| Габаритные размеры: | |
| Длина, мм | 2200 |
| Ширина, мм | 1080 |
| Высота, мм | 1340 |
| Габаритные размеры (в упаковке): | |
| Длина, мм | 2250 |
| Ширина, мм | 1120 |
| Высота, мм | 1620 |
| Вес (нетто), кг | 1645 |
| Вес (брутто), кг | 1910 |
Конструктивные особенности
ТОКАРНЫЕ ПАТРОНЫ И ПЛАНШАЙБЫ
| |
ПОДВИЖНЫЙ И НЕПОДВИЖНЫЙ ЛЮНЕТЫ Люнеты в значительной степени влияют на точность обработки: погрешности геометрической формы базовой (подлюнетной) поверхности переносятся на обрабатываемую поверхность. | |
МОЩНЫЙ ДВИГАТЕЛЬ Мощный двигатель для стабильной и высокой производительности. Приводит в движение шпиндель, обеспечивая оптимальную скоростью вращения детали, надежно закрепленной в токарном патроне или планшайбе. 2 диапазона плавного изменения частоты вращения шпинделя. Надежная работа на протяжении всего срока эксплуатации. | |
ПРОХОДНОЕ ОТВЕРСТИЕ В ШПИНДЕЛЕ Проходное отверстие в шпинделе большого диаметра позволит значительно увеличить варианты применения и эксплуатации станка. | |
СУППОРТ И РЕЗЦЕДЕРЖКА Мощный суппорт с универсальной 4-х позиционной резцедержкой для надежной фиксации токарных резцов и державок. Регулировка зазоров направляющих при помощи клиновых планок. Чугунная станина станка придает устойчивость и сводит на нет рабочие вибрации. | |
ЛИТАЯ ЗАДНЯЯ БАБКА И ЦЕНТА Чугунная цельнолитая задняя бабка с возможностью установки вращающихся центров. Задняя бабка с регулировкой смещения для обточки конусов. |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
- 3-кулачковый патрон 200 мм.
- 4-кулачковый патрон 250 мм.
- Система охлаждения.
- Вспомогательный источник света.
- Педаль остановки в случае возникновения сбоя обработки.
- Неподвижный люнет.
- Подвижный люнет.
- Быстросменный инструментальный держатель резцов.
- Инструмент для обслуживания станка.
Оплата и доставка
Условия оплаты
Вы можете оплатить покупку любым удобным для вас способом:
- Безналичный расчет
- Перевод на карту «Сбербанк»
- Лизинг
Условия доставки
Наша компания предлагает лучшие условия и цены по доставке предлагаемого нами товара!
Доставка осуществляется посредством транспортной компании в Москве, а также: по всей России, в Белоруссии и Казахстане.
Что такое обработка с ЧПУ
Ускоряем разработку продукта, сокращаем затраты с помощью цифровой производственной платформы.
Получить мгновенную оценку
Загрузка в производство за 5 мин.
Узнайте основные принципы обработки с ЧПУ, типы станков и методы обработки, чтобы найти лучшую технологию для производства ваших деталей.
Основы
Параметры обработки
Отличие фрезерной и токарной обработки
Типы станков с ЧПУ
Инструмент
Обработка на станке с ЧПУ (Числовое программное управление) — это технология обработки резанием. Изделия создаются путём удаления материала из так называемой заготовки с использованием различных режущих инструментов. Производственный процесс при этом автоматизирован программным обеспечением — инструмент или заготовка движутся согласно коду, оператор станка выполняет только вспомогательные операции, такие как замена инструмента или установка заготовки.
Обработка на станках с ЧПУ позволяет производить высокоточные детали из файла CAD (системы автоматизированного проектирования) с превосходными физико-механическими свойствами. Благодаря высокому уровню автоматизации, обработка на станках с ЧПУ является конкурентоспособной как для штучных деталей и небольших тиражей, так и для серийного и массового производства.
Процесс производства изделия на станке с ЧПУ можно разбить на четыре основных этапа:
1. Инженер проектирует CAD-модель.
2. Технолог на базе CAD/CAM программного обеспечения подготавливает управляющую программу для станка с ЧПУ.
3. Оператор устанавливает в станок с ЧПУ инструмент, заготовку и запускает управляющую программу.
4. Станок с ЧПУ выполняет все операции обработки — удаления материала.
Параметры
Габаритный размер:
Максимальный: 400 × 250 × 200 мм
Минимальный: 10 × 10 × 10 мм
Точность (допуск изготовления размера):
Стандартная: +/- 0,1 мм
Нормальная: +/- 0,075 мм
Возможная: +/- 0,05 мм
Достижимые допуски меняются в зависимости от номинального размера и геометрии детали. Приведенные выше значения рекомендуемых допусков являются разумными для максимальных рекомендуемых размеров.
Материал:
Номенклатура материалов, которые могут быть обработаны на станках с ЧПУ, очень широка. Наиболее распространенные — металлы (алюминиевые и стальные сплавы, латунь и т. д.), пластмассы (ABS, POM, PA и т. д.), при этом возможна обработка композитов и дерева.
Узнайте Доступные материалы для обработки с ЧПУ.
Типы станков с ЧПУ
Мы сосредоточимся на станках с ЧПУ, которые удаляют материал с помощью режущих инструментов — фрезерные и токарные. Они являются наиболее распространенными и имеют самый широкий спектр применения.
Фрезерование — это высокопроизводительный метод формирования поверхностей деталей многолезвийным режущим инструментом — фрезами. Фреза, выполненная в виде зубчатого колеса, имеющего множество лезвий, зажимается во фрезерном станке и, вращаясь с большой скоростью, снимает слои материала в нужном месте.
Для фрезерования характерно непрерывное вращательное движение инструмента и поступательное движение подачи заготовки. В некоторых случаях заготовка совершает круговое или винтовое движение подачи.
Токарная обработка — это обработка резанием (точением) заготовок в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление и развёртывание отверстий.
Заготовка удерживается на шпинделе при вращении с высокой скоростью, режущий инструмент перемещается по внешней или внутренней поверхности, образуя геометрию изделия. Основное ограничение использования токарных станков с ЧПУ заключается в том, что они могут изготавливать только детали с цилиндрическим профилем. Иногда детали проходят дополнительный этап фрезерной обработки.
3-х осевые станки с ЧПУ
Токарная обработка — это обработка резанием (точением) заготовок в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, развёртывание отверстий и т. д.
Заготовка удерживается на шпинделе при вращении с высокой скоростью, режущий инструмент перемещается по внешней или внутренней поверхности, образуя геометрию изделия. Основное ограничение использования токарных станков с ЧПУ заключается в том, что они могут изготавливать только детали с цилиндрическим профилем. Иногда детали проходят. дополнительный этап фрезерной обработки.
Фрезерные и токарные станки с ЧПУ являются примерами 3-х осевых систем. Эти «базовые» станки позволяют перемещать режущий инструмент по трем линейным осям относительно заготовки.
3-х осевые фрезерные станки с ЧПУ очень распространены так как они могут быть использованы для производства типичных геометрий, деталей. Они относительно просты в программировании и эксплуатации, поэтому затраты на пуско-наладочные работы незначительные. Доступ инструмента к обрабатываемой поверхности накладывает ограничения на геометрию изделия при фрезеровке с ЧПУ. Поскольку есть только три оси для работы, некоторые области могут быть недоступны. Проблема решается переустановкой или вращением заготовки. Если за время производства изделия. необходимо несколько раз переустановить заготовку, то затраты на пуско-наладочные работы будут расти и приведут к значительному увеличению стоимости изделия и сроку производства.
Плюсы:
Эффективное производство деталей с простой геометрией
Высокая точность и жёсткие допуски
Минусы:
Ограничения по геометрии / конструкции изделия
Ручное перемещение заготовки может привести к увеличению стоимости детали
3 + 2 осевые фрезерные станки с ЧПУ
Во время обработки режущий инструмент может двигаться только вдоль трёх линейных осей. Между операциями может происходить позиционирование по двум осям, наклон и поворот стола либо наклон головы шпинделя и поворот стола, что позволяет производить обработку под другим углом.
Основным преимуществом этих систем является то, что они устраняют необходимость ручного перемещения заготовки. Таким образом, детали с более сложной геометрией могут быть изготовлены быстрее и с большей точностью, чем на 3-х осевом станке с ЧПУ.
Плюсы:
Устраняет необходимость ручного перемещения заготовки
Производит детали с элементами, которые не совпадают ни с одной из основных осей с более высокой точностью
Минусы:
Более высокая стоимость по сравнению с 3-х осевой обработкой с ЧПУ
5-ти осевые фрезерные станки с ЧПУ
Режущий инструмент может перемещаться по трём линейным и двум осям вращения относительно заготовки. Все пять осей могут перемещаться одновременно во время всех операций обработки.
5-ти осевые фрезерные системы с ЧПУ имеют архитектуру, аналогичную 3 + 2 осевым фрезерным станкам с ЧПУ. Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки. Таким образом, можно изготавливать детали со сложной, «органической» геометрией, которые невозможно изготовить с достигнутым уровнем точности с помощью любой другой технологии.
Плюсы:
Производство сложных деталей с высокой точностью
Производство сложных деталей с высоким качеством поверхности с минимальными артефактами обработки
Минусы:
Самая высокая цена по сравнению с остальными технологиями фрезерной обработки с ЧПУ
Ограничения по геометрии производимых изделий, но ограничения меньшие, чем для 3-х осевых станков и станков типа 3 + 2
5-ти осевой токарный станок с ЧПУ
Токарно-фрезерные центры с ЧПУ — это, в основном, токарные станки с ЧПУ, оснащенные фрезерными инструментами.
В токарно-фрезерных системах используются преимущества как высокой производительности токарной обработки, так и геометрической гибкости фрезерования с ЧПУ. Они идеально подходят для изготовления деталей с «рыхлой» осевой симметрией (например, распределительные валы и центробежные рабочие колеса) при гораздо более низкой стоимости, чем другие 5-ти осевые системы обработки с ЧПУ.
Плюсы:
Самая низкая стоимость всех 5-ти осевых систем обработки с ЧПУ
Высокие производственные возможности
Минусы:
Ограничения по геометрии производимых изделий
Инструмент
Для создания различных геометрий станки с ЧПУ используют различные режущие инструменты.
Некоторые из наиболее часто используемых фрезерных инструментов:
• Цилиндрические фрезы
Такие фрезы с плоским торцом — концевые и с угловым радиусом используются для обработки пазов, канавок, полостей и других вертикальных стенок. Сферические позволяют обрабатывать детали с криволинейной геометрией и свободной формы при 5-ти осевой обработке с ЧПУ.
• Свёрла
Это распространенный и быстрый способ создания отверстий. Диаметр определяется стандартным набором инструменты, для нестандартного отверстия возможно использование цилиндрических или конических фрез.
• Резьбовые фрезы и метчики
Используются для изготовления резьбовых отверстий. Метчик в данной ситуации является одним из самых популярных решений для быстрого нарезания резьбы с необходимыми геометрическими параметрами и может быть ручного типа или машинный. Но нарезание резьбы метчиком имеет значительные риски. Из-за повышенной нагрузки инструмент или же при малейших включениях в обрабатываемых материалах может сломаться внутри дорогостоящей детали.
При резьбофрезеровании профиль резьбы формируется за счёт вращения фрезы вокруг собственной оси вращения и перемещения фрезы по винтовой линии. Такой инструмент более долговечен, несет меньшие риски — фреза меньше обрабатываемого диаметра и в любом случае может быть извлечена из детали. Одна и та же резьбовая фреза с определённым шагом может сформировать резьбовое отверстие любого диаметра с этим шагом.
• Корпусные фрезы
Используются для удаления материалов с больших плоских поверхностей. Они имеют больший диаметр, чем концевые фрезерные инструменты, поэтому для обработки больших площадей требуется меньше проходов. Этап такого фрезерования часто используется в начале цикла обработки для подготовки габаритных размеров детали и удаления наибольшего количества материала.
• Конические фрезы
Для формирования глубоких поверхностей, конусная геометрия при этом обеспечивает прочность длинного инструмента. Такой инструмент подходит, например, для обработки криволинейных поверхностей лопастей турбинного двигателя.
Не менее широкий ассортимент режущих инструментов также используется при токарной обработке с ЧПУ, охватывая такие операции как обтачивание, торцевание, сверление и нарезание резьбы.
Другие статьи на тему обработки с ЧПУ:
Возможности и ограничения обработки с ЧПУ
Рекомендации по проектированию деталей для обработки с ЧПУ
3D-печать или обработка с ЧПУ
Выбор допуска для обработки с ЧПУ
Пневмотокарный станок MSG-325 – Электронная библиотека ЕНТ
Показаны 1-4 из
11 страниц в этой статье.
PDF-версия также доступна для скачивания.
Описание
Цех LASL недавно установил двухосевой контурный токарный станок Pneumo MSG-325. Этот токарный станок с разрешением в один микродюйм, в котором используются как шпиндель с воздушным подшипником, так и направляющие скольжения с воздушным подшипником, был приобретен в первую очередь для миниатюрных работ, но также может выполнять одноточечную алмазную токарную обработку металлической оптики.
Физическое описание
11 страниц
Информация о создании
Рорер, Ричард Л. 1 января 1980 г.
Контекст
Этот артикул входит в состав сборника под названием:
Управление научно-технической информации Технические отчеты
и
предоставлено отделом государственных документов библиотек ЕНТ
к
Электронная библиотека ЕНТ,
цифровой репозиторий, размещенный на
Библиотеки ЕНТ. Было просмотрено 96 раз.
Более подробную информацию об этой статье можно посмотреть ниже.
Поиск
Открытый доступ
ВОЗ
Люди и организации, связанные либо с созданием этой статьи, либо с ее содержанием.
Автор
- Рорер, Ричард Л.
Издатель
- Лос-Аламосская научная лаборатория
Информация об издателе: Лос-Аламосская научная лаборатория, Нью-Мексико (США)
Место публикации: Нью-Мексико
Предоставлено
Библиотеки ЕНТ Отдел государственных документов
Являясь одновременно федеральной и государственной депозитарной библиотекой, отдел государственных документов библиотек ЕНТ хранит миллионы единиц хранения в различных форматах. Департамент является членом Программы партнерства по контенту FDLP и Аффилированного архива Национального архива.
О | Просмотрите этого партнера
Свяжитесь с нами
Исправления и проблемы Вопросы
Что
Описательная информация, помогающая идентифицировать эту статью. Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.
Описание
Цех LASL недавно установил двухосевой контурный токарный станок Pneumo MSG-325. Этот токарный станок с разрешением в один микродюйм, в котором используются как шпиндель с воздушным подшипником, так и направляющие скольжения с воздушным подшипником, был приобретен в первую очередь для миниатюрных работ, но также может выполнять одноточечную алмазную токарную обработку металлической оптики.
Физическое описание
11 страниц
Примечания
NTIS, PC A02/MF A01.
Предметы
Ключевые слова
- Подшипники
- Системы контроля
- Газовые подшипники
- Токарные станки
- Станки
- Операция
- Производительность
- Инструменты 420200* — Инжиниринг — Средства, оборудование и методы
Тематические категории ИППП
- 42 Инжиниринг
Источник
- Заседание подгруппы по станкостроению IMOG, Ливермор, Калифорния, США, 7 октября 1980 г.
Язык
- Английский
Тип вещи
- Статья
Идентификатор
Уникальные идентификационные номера для этой статьи в электронной библиотеке или других системах.
- Отчет № : ЛА-УР-80-2813
- Отчет № : КОНФ-8010120-2
- Номер гранта : W-7405-ENG-36
- Отчет Управления научной и технической информации № : 6860517
- Архивный ресурсный ключ : ковчег:/67531/metadc1193164
Коллекции
Эта статья является частью следующего сборника связанных материалов.
Управление научно-технической информации Технические отчеты
Отчеты, статьи и другие документы, собранные в Управлении научной и технической информации.
Управление научной и технической информации (OSTI) — это офис Министерства энергетики (DOE), который собирает, сохраняет и распространяет результаты исследований и разработок (НИОКР), спонсируемых Министерством энергетики, которые являются результатами проектов НИОКР или другой финансируемой деятельности в DOE. лаборатории и объекты по всей стране, а также получатели грантов в университетах и других учреждениях.
О | Просмотрите эту коллекцию
Какие обязанности у меня есть при использовании этой статьи?
Цифровые файлы
- 11 файлы изображений доступны в нескольких размерах
- 1
файл
(. pdf)
- API метаданных: описательные и загружаемые метаданные, доступные в других форматах
Когда
Даты и периоды времени, связанные с этой статьей.
Дата создания
- 1 января 1980 г.
Добавлено в цифровую библиотеку ЕНТ
- 2 июля 2018 г., 22:52
Описание Последнее обновление
- 2 сентября 2022 г. , 17:46
Статистика использования
Когда эта статья использовалась в последний раз?
Вчера: 1
Последние 30 дней: 1
Всего использовано: 96
Дополнительная статистика
Взаимодействие с этой статьей
Вот несколько советов, что делать дальше.
Поиск внутри
Поиск
Начать чтение
PDF-версия также доступна для скачивания.
- Все форматы
Цитаты, права, повторное использование
- Ссылаясь на эту статью
- Обязанности использования
- Лицензирование и разрешения
- Связывание и встраивание
- Копии и репродукции
Международная структура взаимодействия изображений
Мы поддерживаем IIIF Презентация API
Распечатать/поделиться
Полезные ссылки в машиночитаемом формате.
Архивный ресурсный ключ (ARK)
- ERC Запись: /ark:/67531/metadc1193164/?
- Заявление о стойкости: /ark:/67531/metadc1193164/??
Международная структура взаимодействия изображений (IIIF)
- IIIF Манифест: /арк:/67531/metadc1193164/манифест/
Форматы метаданных
- UNTL Формат:
/ark:/67531/metadc1193164/metadata. untl.xml
- DC РДФ: /ark:/67531/metadc1193164/metadata.dc.rdf
- DC XML: /ark:/67531/metadc1193164/metadata.dc.xml
- OAI_DC : /oai/?verb=GetRecord&metadataPrefix=oai_dc&identifier=info:ark/67531/metadc1193164
- МЕТС :
/ark:/67531/metadc1193164/metadata. mets.xml
- Документ OpenSearch: /арк:/67531/метадц1193164/opensearch.xml
Изображений
- Миниатюра: /ark:/67531/metadc1193164/миниатюра/
- Маленькое изображение: /арк:/67531/метадц1193164/маленький/
URL-адреса
- В текст:
/ark:/67531/metadc1193164/urls. txt
Статистика
- Статистика использования: /stats/stats.json?ark=ark:/67531/metadc1193164
Рорер, Ричард Л. Пневмотокарный станок MSG-325, статья, 1 января 1980 г.; Нью-Мексико. (https://digital.library.unt.edu/ark:/67531/metadc1193164/: по состоянию на 4 марта 2023 г.), Библиотеки Университета Северного Техаса, цифровая библиотека ЕНТ, https://digital.library.unt.edu; зачисление отдела государственных документов библиотек ЕНТ.
Набор инструментов для токарных станков | HALLMARK DESIGN
Представляем новую линейку наладчиков инструментов для токарных станков от Hallmark Design Ltd.
LST-E, LTS-M и LTS-F.Introducing the LTS-E
Introducing the LTS-M
Introducing the LTS-F
HALLMARK LTs prices
LTS-E
LTS-E
LTS-E
ЛТС-Е. Корпус из закаленной и шлифованной среднеуглеродистой стали, закаленная и шлифованная инструментальная сталь с наковальней. Индексная пластина: анодированный алюминий 6061.
Body – светодиод только $ 1060,00
Body – LED и BEEPER $ 1099,00
Индексная пластина $ 98,00
КОЛЕС
LTS-M
LTS-E
LTS-E
LTS-M. Корпус и наковальня: закаленная и шлифованная инструментальная сталь. Индексная пластина: анодированный алюминий 6061
Узел корпуса и наковальня $ 530,00
Индексная пластина $ 98,00
Оба вместе $ 628,00
Индикатор циферблата Syntec EX Hallmark $ 55,00
Примечание. Многие различные индикаторы набора моделей подойдут. Если у вас есть время, более дешевым вариантом будет покупка у поставщика. Информация и ссылки доступны (сообщение контакт выше).
LTS-F
LTS-E
LTS-F
LTS-F. Корпус и наковальня: закаленная и шлифованная инструментальная сталь. Index Plate: Anodized 6061 aluminum
Main Shank $162.00
Main Shank x2 $313.00
Index Plate $98.00
Shank and Index Plate $260.00
Shank x2 and Index Plate $411.00
pURCHASING DETAILS
To purchase: Prices are в долларах США. Оплата осуществляется через систему PayPal в валюте США. Через PayPal мы выставляем счет и отправляем вам по электронной почте ссылку на их сайт для оплаты. Стоимость доставки с отслеживанием обычно составляет 45 долларов США. Доставка обычно осуществляется в течение 3 рабочих дней. Доставка обычно 6-10 рабочих дней*.
Для заказа: Message Hallmark Design через вкладку контактов с вашими требованиями. Пожалуйста, укажите ваш адрес доставки.
Примечания:
– Будет предоставлено руководство по эксплуатации (в виде видео по неопубликованной видеоссылке). Запасные части доступны. Гарантия составляет один год в виде поддержки и отправленных запасных частей. (за неисправность из-за некачественных материалов или изготовления).
– Продукты были тщательно протестированы, а ключевые технологии LTS-E основаны на хорошо зарекомендовавших себя датчиках ITTP. Однако с новым дизайнерским продуктом всегда есть небольшой риск того, что какая-то деталь до сих пор ускользала от внимания. Hallmark Design Ltd может оказать поддержку и, например, отправить компонент для замены, если это потребуется.
– *Первоначальное время поставки может варьироваться до тех пор, пока не стабилизируется уровень спроса, производство не будет адаптировано и не будут установлены соответствующие уровни запасов. Сообщение через контакт выше для текущей доступности.
– Tormach в настоящее время не предлагает автоматическое измерение смещения инструмента для электрооборудования или программного обеспечения станков SlantPro или RapidTurn. LTS-E продается в виде бипера с питанием от батареи и/или ручного светодиодного установщика. (Поддержка кабеля или подключения к машине не входит в комплект).
Когда в LTS-E вставляется штекерное соединение 3,5 мм моноджек, он становится простой пассивной цепью NC, которая, вероятно, подходит для большинства электрических машин и управляющего программного обеспечения. Однако Hallmark может предоставить полную гарантию функциональности приложения только для ситуаций, которые были полностью протестированы. Существует риск возникновения проблемы, не связанной с LTS-E, которая может быть неясной, если ее нельзя легко воспроизвести и устранить.
Мы понимаем, что некоторые владельцы станков хорошо разбираются в программном обеспечении ЧПУ, обладают знаниями в области электротехники и могут самостоятельно настраивать/устанавливать. Если вы рассматриваете это, обратите внимание, что это будет ваша ответственность. (Но мы приветствуем любые отзывы от вас).
– Обратите внимание: в некоторых странах импортные пошлины/налоги могут быть уплачены получателем их таможенному органу.
Cliff Hall
Директор Hallmark Design Ltd
БЕСПЛАТНАЯ ПАРТА – БЕСПЛАТНО 49 СЛОВ из букв в токарном станке
SACE UNSCRAMBLE и 49 СЛОВА!Начинается с
Заканчивается на
Содержит
Реклама:
49 Расшифрованные слова с использованием букв ТОкарный станокСлова из 5 букв, составленные путем расшифровки букв ТОкарный станок
- эталь
- токарный станок
- Тале
Слова из 4 букв, составленные из расшифровки букв LATHE
- есть
- Хает
- здоровый
- останавливаться
- ненавидеть
- лечить
- нагревать
- поздно
- планка
- пусть
- таэль
- сказка
- чирок
- тела
- тэ
Слова из 3 букв, составленные из расшифровки букв ЛАТЕ
- эль
- альтернативный
- ел
- есть
- Эльт
- эта
- эт
- ха
- шапка
- гет
- ла
- лат
- Леа
- позволять
- тэ
- чай
- тел
- в
Слова из 2 букв, составленные из расшифровки букв LATHE
- э
- ах
- все
- в
- шт.
- э
- Эль
- эт
- га
- он
- ля
- та
- тэ
Сколько слов можно составить на станке?
Выше приведены слова, полученные путем расшифровки L A T H E (AEHLT) . Наш поисковик расшифровал эти буквы, используя различные методы, чтобы сгенерировать 49 слов ! Наличие такого инструмента для расшифровки, как наш, поможет вам во ВСЕХ играх со словами!
Сколько слов можно составить из СТАНОК?
Чтобы еще больше помочь вам, вот несколько списков слов, связанных с буквами LATHE.
- Слова из 5 букв
- слов, начинающихся на букву Л
- Слов, Оканчивающихся на Е
- Слова, начинающиеся на ЛАТЕ
- Слова, которые содержат СТАНОК
- Слова, оканчивающиеся на ЛАТЕ
- Различные способы обработки ТОКАРНОГО СТАНКА
Значения букв LAT H E в Word Scrabble и Words With Friends
Вот значения букв L A T H E в двух самых популярных играх со словами.
Scrabble
Буквы LATHE стоят 8 очков в Scrabble
- L 1
- А 1
- Т 1
- Н 4
- Е 1
Words With Friends
Буквы LATHE стоят 8 баллов в Words With Friends
- Л 2
- А 1
- Т 1
- Н 3
- Е 1
Если расшифровать токарный станок… Что это значит?
Определение токарный станок в расшифрованном виде
Если расшифровать эти буквы, LATHE, то это и составит несколько слов. Вот одно из определений слова, в котором используются все незашифрованные буквы:
Этил
- Белое воскообразное твердое вещество, C16h43.OH; – называется также цетиловым спиртом. См. Цетиловый спирт в разделе Цетиловый.
- Нажмите здесь, чтобы узнать полное значение Ethal
- Является ли Ethal словом Scrabble?
- – это слово Words With Friends?
Дополнительная информация о буквах
ТОкарный станок- Перестановки ТОкарного станка
- Анаграммы СТАНОК
- слов с буквами
СТАНОК ДЛЯ РАЗБОРКИ ДЛЯ ДРУГИХ ИГРОВ SCRAMBL
- СТАНОК ДЛЯ РАСКРЕМБЛЕНИЯ ДЛЯ ИГРОВ SCRAMBL
- Расшифровать буквы LATHE для анаграмм
- ТОКАРНЫЙ СТАНОК в Text Twist
- ТОКАРНЫЙ СТАНОК в Scrabble
- ТОКАРНЫЙ СТАНОК в словах с друзьями
- СТАНОК в беспорядке
- Расшифруй слово ТОКАРНЫЙ СТАНОК
- Расшифровка на токарном станке для всех игр со словами
Шифрование букв на станке
Согласно нашему другому производителю слова, LATHE можно скремблировать разными способами. Различные способы перестановки слова называются «перестановками» слова.
Согласно Google, это определение перестановки:
способ, особенно один из нескольких возможных вариантов, в котором можно заказать или расположить набор или количество вещей.
Чем это полезно? Что ж, он показывает вам анаграммы токарного станка , зашифрованные по-разному, и помогает вам легче распознавать набор букв. Это поможет вам в следующий раз, когда эти буквы L A T H E появятся в игре со словами.
ЛАХТЕ АХЛТЕ TLHAE ТЛАЭ LTHAE LTAHE АТЛХЕ ТАЛЬЕ ХЛАТЕ ХТЛАЭ LHATE LHTAE ОСТАНОВИТЬ HLTAE ТЛАЭ ХТАЛЕ АЛХТЕ АЛЬТЕ
Мы остановились на 18, но есть так много способов зашифровать СТАНОК !
Word Scramble Words
- пеурианрг
- айнатговр
- Эдфаридес
- рсуйлтеос
- атмрдёрм
- нойукдерд
- удостовериться
- itdroups
- ноатусрга
- цвет
- тисбончек
- эмсунотас
- itvmiizce
- Эльбмоаргс
- Унтгарн
- урепиоец
- банкоматы
- увизмельс
- vroimtees
Расшифруй эти буквы, чтобы получились слова.
Все слова были зашифрованы с помощью скремблера слов…
нифет гларн часовня Брани качественно чамт комок саткег дирмель румтия тихо глаупе изменять глубочайший плюти хор средство для удаления gotoes слова rfteer dtroaw Клисек накл читы Соника искатель беспорядок рнбда zugea тоари litfeu помощник все cinlpe рхогт дирсуа
Combine Words
Bird + Duck = Bick
Apple + Honor = Aplonor
Hand + Locker = Handocker
Combine Names
Brad + Анджелина = Бранджелина
Роберт + Кейтлин = Робин
Грегори + Джанет = Гране
Комбинируйте слова и имена с нашим Word Combiner
Ты расшифровал ТОКАРНЫЙ СТАНОК!
Теперь, когда СТАНОК расшифрован, что делать? Это просто, иди и выиграй свою игру в слова!
Токарно-полировальный станок PB 2 | ПБ2 | Полировальные машины | Электроинструменты | Шлифовальные и полировальные инструменты | Продукты / Интернет-магазин
У вас есть вопросы или проблемы в нашем интернет-магазине?
Пожалуйста, позвоните нам +49 2204 839 516 или напишите нам!
Для полноценного использования Joke Technology GmbH рекомендуем активировать Javascript в вашем браузере.
Предложение исключительно для торговцев и компаний
Этот веб-сайт использует файлы cookie, которые необходимы для технической работы веб-сайта и всегда установлены. Другие файлы cookie, которые повышают комфорт при использовании этого веб-сайта, используются для прямой рекламы или для облегчения взаимодействия с другими веб-сайтами и социальными сетями, устанавливаются только с вашего согласия.
Технически требуется
Эти файлы cookie необходимы для основных функций магазина.
“Разрешить всеми файлами cookie” Cookie
“DEPLINE ALL Cookie Fials” Cookie
Token CSRF
Предпочтения Cookie
Изменение валюты
Признание клиентов
Секция клиентов Caching
Индивидуальные цены
Selected Shop
Session Sescificing
Индивидуальные цены
Selected Shop
Session Session
.
Комфортные функции
Эти файлы cookie используются для того, чтобы сделать процесс покупки еще более привлекательным, например, для распознавания посетителя.
Статистика и отслеживание
Аналитические файлы cookie помогают нам улучшать наш веб-сайт, собирая и сообщая информацию о его использовании.
Affiliate program
Google Analytics
Track device being used
Others
Länderauswahl
- Close menu
€6,593.00 *
Content: 1 piece(s)
* Prices plus VAT плюс стоимость доставки
Срок поставки 100 рабочих дней
1 шт. 2 шт. 3 шт. 4 шт. 5 шт. 6 шт. 7 шт. 8 шт. шт41 шт42 шт43 шт44 шт45 шт46 шт47 шт48 шт49 шт50 шт51 шт52 шт53 шт54 шт55 шт56 шт57 шт58 шт59piece60 piece61 piece62 piece63 piece64 piece65 piece66 piece67 piece68 piece69 piece70 piece71 piece72 piece73 piece74 piece75 piece76 piece77 piece78 piece79 piece80 piece81 piece82 piece83 piece84 piece85 piece86 piece87 piece88 piece89 piece90 piece91 piece92 piece93 piece94 piece95 piece96 piece97 piece98 piece99 piece100 piece101 piece102 piece103 piece104 piece105 piece106 piece107 piece108 piece109 шт110 шт111 шт112 шт113 шт114 шт115 шт116 шт117 шт118 шт119 шт120 шт121 шт122 шт123 шт124 шт125 шт126 шт127 шт128 шт129piece130 piece131 piece132 piece133 piece134 piece135 piece136 piece137 piece138 piece139 piece140 piece141 piece142 piece143 piece144 piece145 piece146 piece147 piece148 piece149 piece150 piece151 piece152 piece153 piece154 piece155 piece156 piece157 piece158 piece159 piece160 piece161 piece162 piece163 piece164 piece165 piece166 piece167 piece168 piece169 piece170 piece171 piece172 piece173 piece174 piece175 piece176 piece177 piece178 piece179 шт180 шт181 шт182 шт183 шт184 шт185 шт186 шт187 шт188 шт189piece190 piece191 piece192 piece193 piece194 piece195 piece196 piece197 piece198 piece199 piece200 piece201 piece202 piece203 piece204 piece205 piece206 piece207 piece208 piece209 piece210 piece211 piece212 piece213 piece214 piece215 piece216 piece217 piece218 piece219 piece220 piece221 piece222 piece223 piece224 piece225 piece226 piece227 piece228 piece229 piece230 piece231 piece232 piece233 piece234 piece235 piece236 piece237 piece238 piece239 шт240 шт241 шт242 шт243 шт244 шт245 шт246 шт247 шт248 шт249piece250 piece251 piece252 piece253 piece254 piece255 piece256 piece257 piece258 piece259 piece260 piece261 piece262 piece263 piece264 piece265 piece266 piece267 piece268 piece269 piece270 piece271 piece272 piece273 piece274 piece275 piece276 piece277 piece278 piece279 piece280 piece281 piece282 piece283 piece284 piece285 piece286 piece287 piece288 piece289 piece290 piece291 piece292 piece293 piece294 piece295 piece296 piece297 piece298 piece299 шт300 шт301 шт302 шт303 шт304 шт305 шт306 шт307 шт308 шт309piece310 piece311 piece312 piece313 piece314 piece315 piece316 piece317 piece318 piece319 piece320 piece321 piece322 piece323 piece324 piece325 piece326 piece327 piece328 piece329 piece330 piece331 piece332 piece333 piece334 piece335 piece336 piece337 piece338 piece339 piece340 piece341 piece342 piece343 piece344 piece345 piece346 piece347 piece348 piece349 piece350 piece351 piece352 piece353 piece354 piece355 piece356 piece357 piece358 piece359 шт360 шт361 шт362 шт363 шт364 шт365 шт366 шт367 шт368 шт369piece370 piece371 piece372 piece373 piece374 piece375 piece376 piece377 piece378 piece379 piece380 piece381 piece382 piece383 piece384 piece385 piece386 piece387 piece388 piece389 piece390 piece391 piece392 piece393 piece394 piece395 piece396 piece397 piece398 piece399 piece400 piece401 piece402 piece403 piece404 piece405 piece406 piece407 piece408 piece409 piece410 piece411 piece412 piece413 piece414 piece415 piece416 piece417 piece418 piece419 шт420 шт421 шт422 шт423 шт424 шт425 шт426 шт427 шт428 шт429piece430 piece431 piece432 piece433 piece434 piece435 piece436 piece437 piece438 piece439 piece440 piece441 piece442 piece443 piece444 piece445 piece446 piece447 piece448 piece449 piece450 piece451 piece452 piece453 piece454 piece455 piece456 piece457 piece458 piece459 piece460 piece461 piece462 piece463 piece464 piece465 piece466 piece467 piece468 piece469 piece470 piece471 piece472 piece473 piece474 piece475 piece476 piece477 piece478 piece479 шт480 шт481 шт482 шт483 шт484 шт485 шт486 шт487 шт488 шт489шт490 шт491 шт492 шт493 шт494 шт495 шт496 шт497 шт498 шт499 шт500 шт
Этот веб-сайт использует файлы cookie, которые необходимы для технической работы веб-сайта и всегда установлены. Другие файлы cookie, которые повышают удобство использования этого веб-сайта, служат для прямой рекламы или упрощают взаимодействие с другими веб-сайтами и социальными сетями, будут использоваться только с вашего согласия. Дополнительная информация
Токарные инструменты – Токарные инструменты – Продукция
Ваши данные в настоящее время проверяются нашей командой.
Этот процесс обычно занимает от 30 минут до 3 часов.
После проверки вы можете заказать и купить всю нашу продукцию.
Переключить навигацию
Меню
Счет
Настройки
Язык
RU
- DE
- ЕС
- Франция
- ЭТО
Искать
Цанговые патроны и держатели для метчиков, подходящие для токарных станков с ЧПУ. На хвостовике предусмотрена плоская поверхность для установки непосредственно в резцедержатель токарного станка с ЧПУ.
Доступны следующие продукты:
- Токарный станок с гидравлическим патроном Тип: В наших гидравлических патронах используется один шестигранный ключ для зажима, что позволяет быстро и легко менять микрорежущие инструменты, не снимая инструмент с суппорта. ДИАПАЗОН ЗАЖИМА: ø3-12 мм.
- MEGA ER Grip: Для сверл, разверток, метчиков и чистовых концевых фрез. ДИАПАЗОН ЗАЖИМА: ø2,75-20 мм.
- MEGA Micro Chuck: Swiss Automatic Lathe Tool, включая держатели многоцелевых суппортов для высокой точности и повторяемости. Для микросверл и концевых фрез. ДИАПАЗОН ЗАЖИМА: ø0,45–6,05 мм.
- Держатель метчиков MEGA Synchro: Улучшает качество резьбы и срок службы инструмента за счет снижения осевых нагрузок, вызванных ошибками синхронизации, до 90%.
- Новый патрон Baby: Для сверл, разверток, метчиков и чистовых концевых фрез. ДИАПАЗОН ЗАЖИМА: ø0. 25-20 мм
Магазин по
Варианты покупок
- Использование
Применение бурение Чистовое фрезерование Развёртывание Черновое фрезерование Нажатие Держатели инструментов Аксессуары 9 лет0003
- Тип хвостовика
Тип хвостовика СЛ SLS Цилиндершафт
- Размер хвостовика
Размер хвостовика 15.
875
16
19.05
20
22
24,5
25
25,4
32
40- Категория
9 Статья
Посмотреть как Сетка Список
9 шт.
Показывать
12 24 36 Все
на страницу
Сортировать по Бестселлеры Сейчас в списках желаний Количество отзывов Самые популярные Самая большая экономия Цена: от низкой к высокой Цена: от высокой к низкой Наиболее просматриваемые Новый Позиция наименование товара Цена Установить нисходящее направление
лучших токарных станков с ЧПУ по отзывам пользователей
Что означает ЧПУ?
ЧПУ расшифровывается как «Числовое компьютерное управление».
В контексте производства это относится к использованию компьютеров для управления и автоматизации процесса производства деталей и компонентов с помощью таких станков, как токарные станки, фрезерные станки и фрезерные станки.
Станки с ЧПУ запрограммированы с помощью набора команд и инструкций, которые управляют процессом резки и формовки, обеспечивая точные и воспроизводимые результаты.
Использование технологии ЧПУ значительно повысило эффективность и точность производственных процессов, позволив производить высококачественные детали быстрее и с меньшими затратами.
Что такое токарный станок?
Токарный станок — это станок, используемый в металлообработке и деревообработке для производства вращающихся деталей и симметричных форм. Заготовка вращается на шпинделе, в то время как режущий инструмент подается в заготовку для удаления материала и придания ему желаемой формы. Токарные станки могут использоваться для различных операций, включая токарную обработку, торцовку, сверление, расточку, накатку и нарезание резьбы. Токарные станки также могут быть оснащены различными аксессуарами и насадками, расширяющими их возможности и позволяющими выполнять более сложные операции.
Что такое токарный станок с ЧПУ?
Токарный станок с ЧПУ — это станок с компьютерным управлением, используемый для токарной обработки и формовки металла или других материалов в точные детали. В отличие от обычных токарных станков, которые управляются вручную, токарные станки с ЧПУ управляются с помощью компьютерного программного обеспечения, которое контролирует движение режущего инструмента и вращение заготовки. Это позволяет добиться высокой точности, аккуратности и эффективности в производстве деталей и компонентов.
Как работает токарный станок с ЧПУ?
Токарный станок с числовым программным управлением (ЧПУ) работает с использованием компьютера для управления режущими инструментами, которые формируют и формуют материалы, такие как металл или пластик, в определенные формы и конструкции. Станок запрограммирован с использованием программного обеспечения для автоматизированного проектирования (САПР), а процесс резки автоматизирован для получения точных и воспроизводимых деталей.
Токарный станок с ЧПУ состоит из режущего инструмента, установленного на револьверной головке, которая закреплена на шпинделе, вращающем заготовку. Режущий инструмент перемещается по осям X и Z для создания нужной формы и формы, а заготовка вращается по оси Y. Компьютер контролирует положение и скорость режущего инструмента, а также скорость вращения шпинделя для получения желаемых результатов.
В процессе обработки режущий инструмент контролируемым образом удаляет материал с заготовки, создавая окончательную форму и форму. Станок можно запрограммировать на изготовление деталей сложной формы, контуров и сложных деталей с высокой точностью и повторяемостью. Токарный станок с ЧПУ широко используется в производстве деталей для аэрокосмической, автомобильной и медицинской промышленности.
Что отличает процессы фрезерной, токарной и фрезерной обработки с ЧПУ друг от друга?
Вот основные различия между фрезерным станком с ЧПУ, токарным станком с ЧПУ и фрезерным станком с ЧПУ:
Фрезерный станок с ЧПУ:
1. Использует вращающийся режущий инструмент для удаления материала с удерживаемой заготовки. неподвижно на столе
2. Режущий инструмент перемещается по нескольким осям для создания точных форм и форм
3. Обычно используется для изготовления деталей сложной формы, контуров и сложных деталей
4. Обычно используется при производстве деталей для таких отраслей, как аэрокосмическая, медицинская и автомобильная
Токарный станок с ЧПУ:
1. Использует режущий инструмент, установленный на револьверной головке, которая вращается вместе с заготовкой
2. Режущий инструмент перемещается по осям X и Z, а заготовка вращается по оси Y
3. Обычно используется для производства деталей цилиндрической формы с высокой точностью и точностью
4. Обычно используется в производстве деталей для таких отраслей, как аэрокосмическая, медицинская и автомобильная
Фрезерный станок с ЧПУ:
1. Использует вращающийся режущий инструмент для удаления материала с заготовки, которая установлена на столе
2. Режущий инструмент перемещается по нескольким осям для создания точных форм и форм
3. Обычно используется для изготовления деталей со сложными деталями и формами из таких материалов, как дерево, пластик и композиты
4. Обычно используется в производстве деталей для таких отраслей, как деревообработка, изготовление вывесок и пластмасс.
Каждый тип станка имеет свои уникальные преимущества и недостатки, и выбор того, какой из них использовать, зависит от конкретных требований проекта и обрабатываемого материала.
Лучшие отрасли, в которых используются преимущества технологии токарных станков с ЧПУ
1. Авиакосмическая промышленность:
Авиакосмическая промышленность требует точности и точности при производстве сложных компонентов, таких как детали авиационных двигателей и конструктивные элементы, что делает токарные станки с ЧПУ ключевым инструментом в этой отрасли.
2. Автомобильная промышленность:
Автомобильная промышленность использует токарные станки с ЧПУ для производства высокоточных деталей и компонентов, таких как компоненты двигателя, детали трансмиссии и компоненты подвески.
3. Медицинские устройства:
Производство медицинских устройств требует точного и аккуратного производства имплантатов и хирургических инструментов, поэтому токарные станки с ЧПУ являются важным инструментом в этой отрасли.
4. Энергетика:
Энергетическая промышленность требует прецизионных компонентов и деталей для бурения и добычи нефти и газа, а также для производства возобновляемой энергии, что делает токарные станки с ЧПУ ключевым инструментом в этой отрасли.
5. Потребительские товары:
Промышленность по производству потребительских товаров использует токарные станки с ЧПУ для производства широкого спектра товаров, включая бытовую технику, электронику и игрушки, где важны точность и стабильность.
6. Производство:
Обрабатывающая промышленность использует токарные станки с ЧПУ для производства высокоточных деталей и компонентов для широкого спектра продуктов, включая машины, инструменты и товары народного потребления.
7. Промышленное оборудование:
В производстве промышленного оборудования используются токарные станки с ЧПУ для производства высокоточных деталей и компонентов промышленного оборудования, таких как насосы, клапаны и компрессоры.
Эти отрасли промышленности полагаются на токарные станки с ЧПУ из-за их способности производить точные и точные детали и компоненты с постоянной воспроизводимостью, что важно для их операций и конечной продукции. Использование токарных станков с ЧПУ в этих отраслях значительно повысило их эффективность, качество и конкурентоспособность и продолжает играть жизненно важную роль в их успехе.
Преимущества токарного станка с ЧПУ:
1. Высокая точность и аккуратность:
Токарные станки с ЧПУ предназначены для производства деталей с постоянным и высоким уровнем точности, даже для сложных форм и деталей.
2. Повторяемость:
Токарные станки с ЧПУ могут многократно производить детали с одинаковым уровнем точности, что важно для отраслей, требующих постоянного качества и единообразия.
3. Повышенная эффективность:
Токарные станки с ЧПУ могут производить детали быстрее и эффективнее, чем ручные токарные станки, что приводит к более высокой производительности и снижению затрат.
4. Универсальность:
Токарные станки с ЧПУ можно запрограммировать на выполнение широкого спектра операций, от токарной обработки и торцовки до сверления и нарезания резьбы, что делает их универсальным инструментом для самых разных задач.
5. Повышенная безопасность:
Токарные станки с ЧПУ оснащены функциями безопасности и ограждениями, которые защищают операторов от потенциальных опасностей, что делает их более безопасными по сравнению с ручными токарными станками.
6. Сокращение отходов:
Токарные станки с ЧПУ позволяют сократить количество отходов, образующихся в процессе производства, что важно для отраслей, стремящихся снизить воздействие на окружающую среду.
7. Простота обслуживания:
Токарные станки с ЧПУ просты в обслуживании и ремонте, что помогает сократить время простоя и обеспечить бесперебойную работу производства.
8. Экономичность:
В долгосрочной перспективе токарные станки с ЧПУ могут быть более рентабельными по сравнению с токарными станками с ручным управлением, поскольку они предназначены для более быстрого изготовления деталей с более высоким уровнем точности, что снижает потребность в доработке.