Сертификат на токарный станок по ТР ТС
Этот вид оборудования можно назвать базовым для металлообрабатывающей промышленности. Для обработки дерева токарные станки также достаточно широко применяются, однако относятся к узкоспециализированному оборудованию. Что, впрочем, никак не отражается на процедуре и форме оценки соответствия требованиям безопасности. Сертификат на токарный станок оформляется только в случае, если он предназначен для обработки дерева в бытовых условиях. Любой другой станок должен пройти декларирование по требованиям профильных технических регламентов Таможенного союза.
Нормы безопасности, а также порядок оценки соответствия станков формулирует сразу три технических регламента:
- ТР ТС 010/2011 «О безопасности машин и оборудования».
- ТР ТС 004/2011 «О безопасности низковольтного оборудования».
- ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
Первый регламент прописывает требования к технической части всех механизмов и к безопасности функционирования оборудования.
В подавляющем большинстве случаев в качестве привода шпинделя используется электродвигатель. Более того, современные станки с числовым программным управлением оснащены сложной автоматикой и электронными системами. Очевидно, что без оценки соответствия безопасности всего электрооборудования говорить о безопасности всего станка не очень разумно. Именно поэтому два «электрических регламента» также актуальны для токарных станков. Согласно положению ТР ТС 004/2011 в части оценки соответствия, этот вид оборудования не входит в перечень подлежащего обязательной сертификации. Оценка соответствия осуществляется в форме декларирования.
Получается, что нужны две декларации по требованиям двух разных регламентов? Нет, не получается. По сути, бумага и запись в реестре будет одна. Однако в программу испытаний будет входить как оценка соответствия требованиям ТР ТС 010/2011, так и ТР ТС 004/2011.
Теперь стоит вернуться к вопросу об оформлении сертификата на токарный станок. Такая форма оценки соответствия принята для бытовой техники. Это касается и регламента ТР ТС 010 и ТР ТС 004. Меж тем, в перечне Приложения №3 к регламенту на машины и оборудование прямо указано, что речь идет именно о деревообрабатывающем станке. Предполагается, что металлообработка априори не может осуществляться в бытовых условиях. Интересно, что регламент на низковольтное оборудование и для бытовых стационарных станков предусматривает обязательное декларирование. Получается, что на один вид оборудования требуется уже два разных документа: декларацию и сертификат. Что не очень удобно и экономно.
Собственно именно по причине неоправданных сложностей с оформлением сертификата на токарный станок, в описании крайне редко указывается, что оборудование предназначено для бытового использования.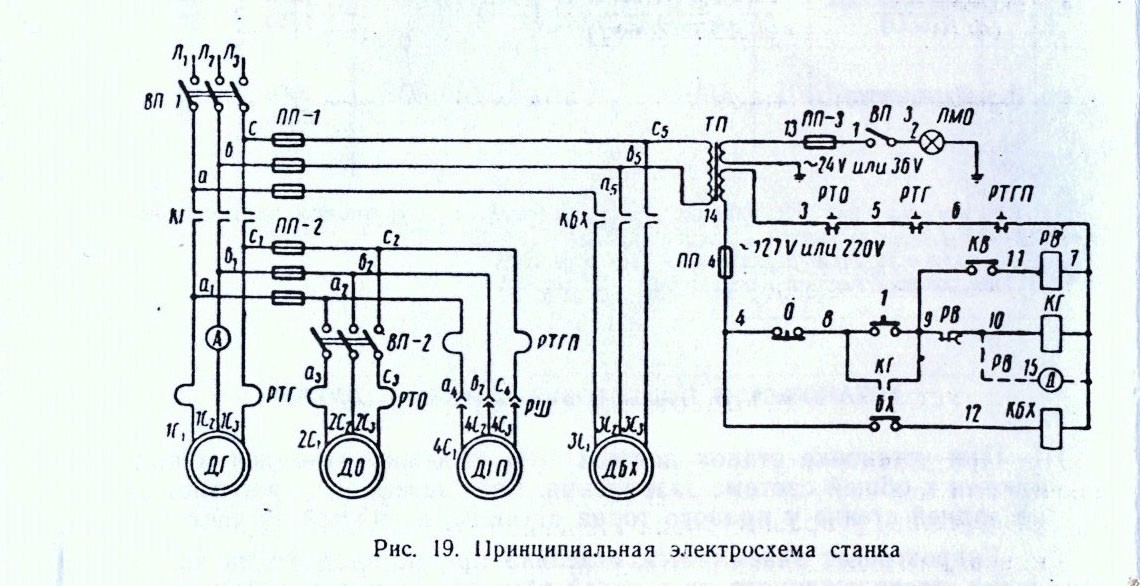
Пункт первый – это идентификация оборудования. В случае с регламентом ТР ТС 010/2011 это крайне важно в плане установления формы оценки соответствия. И тут следует учитывать многообразие типов и модификаций токарных станков. Согласно принятой классификации различают следующие виды этого оборудования:
- токарно-винторезные станки;
- карусельные станки;
- лоботокарные станки;
- фрезерно-токарные комплексы;
- многошпиндельные токарные станки;
- токарно-револьверные станки;
- станки с ЧПУ.
Кроме того, установка дополнительного оборудования серьезно расширяет возможности станка, что, порой, создает сложности в классификации. Впрочем, это уже проблемы специалистов сертификационного центра, в котором будет оформляться документ.
Второе – определение схемы декларирования. Здесь тоже не все так просто, на первый взгляд. Регламента три, а значить и набора схем три. Но совместить процедуру стало возможным именно благодаря тому, что набор схем почти совпадает: 1Д, 2Д, 3Д, 4Д и 6Д для ТР ТС 004/2011. Регламент ТР ТС 010 дополнительно имеет схему 5Д, однако так как токарный станок является самостоятельным оборудованием, она к нему неприменима.
Регламента три, а значить и набора схем три. Но совместить процедуру стало возможным именно благодаря тому, что набор схем почти совпадает: 1Д, 2Д, 3Д, 4Д и 6Д для ТР ТС 004/2011. Регламент ТР ТС 010 дополнительно имеет схему 5Д, однако так как токарный станок является самостоятельным оборудованием, она к нему неприменима.
Для оформления декларации на токарный станок чаще всего применяется схема 1Д или 2Д. Они не предусматривают необходимость проведения экспертизы в аккредитованной лаборатории, что несколько упрощает процедуру.
Для подачи заявки на регистрацию декларации нужно сформировать пакет документов, в который будет входить стандартный для этой процедуры набор, плюс, паспорт станка. Большая часть оборудования, к сожалению, импортируется в РФ, поэтому следует позаботиться о переводе инвойса и всех сопроводительных документов. Так же, совсем не лишним будет наличие сертификатов на токарный станок или его компоненты, выданных в системе сертификации страны-производителя (чаще всего КНР, Корея или Япония).
Декларация выдается после проведения всех необходимых процедур, предписанных схемой. Срок действия документа, как правило, не превышает 5 лет для серийной продукции и не имеет срока для партии или единичного изделия.
Заказать декларацию или сертификат на токарный станок
16Б20П Станок токарно-винторезный повышенной точности универсальный паспорт, руководство, схемы, описание, характеристики
Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм — 16Б20П-010
- Станина РМЦ 1000 мм — 16Б20П-011
- Станина РМЦ 710 мм — 16Б20П-012
- Ножка левая — 16Б20П-013
- Ножка правая — 16Б20П-014
- Шпиндельная бабка — 16Б20П-020 (опоры подшипников «Гамет»)
- Коробка скоростей — 16Б20П-024
- Задняя бабка — 16Б20П-030
- Суппорт с механической подачей — 16Б20П-040
- Суппорт без механической подачи — 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель — 16Б20П-043
- Каретка с механической подачей — 16Б20П-050
- Каретка без механической подачи — 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук — 16Б20П-060
- Коробка подач — 16Б20П-070
- Коробка передач — 16Б20П-080
- Таблица настройки сменных шестерен (гитары) — 16Б20П-081
- Патрон поводковый — 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм — 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм — 16Б20П-152
- Ходовой винт РМЦ 1000 мм — 16Б20П-153
- Ходовой винт РМЦ 710 мм — 16Б20П-154
- Шкивы главного привода — 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16.
 .1600)
.1600) - Шкивы главного привода — 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода — 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода — 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование — 16Б20П-180
- Таблица чисел оборотов и подач — 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач — 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач — 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная — 16Б20П-240
- Охлаждение — 16Б20П-250
- Охлаждение — 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта — 16Б20П-52
- Левая рукоятка управления шпинделем — 16Б20П-071
 .1600)
.1600)Документация, паспорт
К настольному станку в комплекте идет паспорт, который включает в себя руководство по эксплуатации, а также подробное описание самого станка со всеми комплектующими. С паспортом станка следует обязательно ознакомиться, поскольку там указана информация о правильном обслуживании оборудования и о правилах безопасности.
С паспортом станка следует обязательно ознакомиться, поскольку там указана информация о правильном обслуживании оборудования и о правилах безопасности.
Для частных мастерских и использования в домашних условиях также будет полезен раздел о ремонте и наладке агрегата. Этот раздел поможет заменить или отрегулировать основные узлы конструкции при их поломке.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 16Т02П.
Инструкция по эксплуатации токарного станка 16б20п-061
Инструкция по эксплуатации необходима для рабочих-токарей, специалистов по наладке, сервисному обслуживанию и ремонту станочного оборудования, инженеров-технологов, разрабатывающих процессы металлообработки резанием, и нормировщиков, занятых детализацией выполняемых операций. Инструкция должна облегчить корректную эксплуатацию станков и помочь исполнителям освоить наиболее эффективное их использование. Документ содержит сведения о конструкции оборудования, его монтажу, подключению электропитания и первому запуску станка в эксплуатацию.
Аналоги
Есть несколько аналогов настольного токарного станка 16Т02П, но основной и наиболее часто встречающейся модификацией являются следующие модели:
- 16Т02А – это станок особо повышенной точности. По остальным техническим параметрам полностью соответствует рассматриваемому оборудованию.
- 1Р103 – станок особой точности для мелкосерийного производства.
- Т-28 – станок нормального уровня точности с минимальными габаритами.
- 1Б023 – еще один аналог настольного токарного оборудования.
Все разновидности могут использоваться на небольших производствах, частных токарных мастерских, учебных классах школ, училищ и техникумов.
Настольный токарный станок 16Т02П является небольшим видом оборудования, которое с успехом применяется в производстве часов, электротехники и других товаров, требующих при сборке повышенной точности. Технические характеристики позволяют выполнять тонкие работы в условиях мелкосерийного производства, а также обучающие операции для школьных мастерских.
Паспорта токарных станков
1а62
станок токарно-винторезный: — 1955, pdf; 110 Мб. Фото станка
1А62
1а1616п
станок токарный: — djvu. Фото станка
1а1616п
1а240
станок токарный шестишпиндельный прутковый: — djvu; 5,7 Мб. Фото станка
1а240
1а616п станок токарно-винторезный: — djvu; 0,5 Мб. Фото станка 1А616п
1а625
станок токарно-винторезный: — djvu; 1,8 Мб. Фото станка
1а625
1а983
станок трубонарезной: — pdf; 95,7 Мб. Фото станка
1а983
1в62г, 16в20
станок токарный: — pdf. Фото станка
1в62г
, Фото станка
16в20
1д62м (ДИП 200)
станок токарный: — djvu. Фото станка
1д62м (ДИП 200)
1д63а
станок токарный: — djvu. Фото станка
1д63а
1д601
станок токарный: — djvu. Фото станка
1д601
1е61пм, 1е61вм, с1в61пм, с1в61вм
станок токарно-винторезный: — 1981, pdf; 24,9 Мб. Фото станка
Фото станка
1Е61ПМ
1е95, 1е95г
станок токарно-винторезный: — 1986, pdf; 28,9 Мб. Фото станка
1Е95, 1Е95Г
1и140п
станок токарный револьверный: — pdf. Фото станка
1и140п
1и611п
станок токарно-винторезный: — 1968, djvu; 1,1 Мб. Фото станка
1И611П
1ис611в
станок токарно-винторезный: — 1968, djvu; 2,62 Мб. Фото станка
1ИС611В
1к62
станок токарно-винторезный: — 1966, djvu; 1,8 Мб. Фото станка
1К62
1к62д, 1к62дг, 1к625д, 1к625дг
станок токарно-винторезный: — 2001, djvu; 1,8 Мб. Фото станка
1К62Д
1м61, 1м61П
станок токарно-винторезный: — djvu; 2,8 Мб. Фото станка
1М61
1м63
станок токарно-винторезный: — djvu; 2,0 Мб. Фото станка
1М63
1м63н_1
станок токарно-винторезный. Часть 1: — djvu; 3,8 Мб. Фото станка
1м63н
1м63н_2
станок токарно-винторезный. Часть 2: — djvu; 0,7 Мб. Фото станка
Часть 2: — djvu; 0,7 Мб. Фото станка
1м63н
1м95
станок токарно-винторезный: — djvu; 1,0 Мб. Фото станка
1м95
1п611
станок токарно-винторезный: — djvu; 3,2 Мб. Фото станка
1п611
1к341
станок токарно-револьверный: — djvu; 2,3 Мб. Фото станка
1к341
9м14
станок трубонарезной: — djvu; 11,1 Мб. Фото станка
9м14
16Б04п, 16Б05п
станок токарный: — djvu. Фото станка
16Б04п, 16Б05п
16Б16, 16л20
станок токарно-винторезный: — djvu; 3,3 Мб. Фото станка
16Б16
16Б16п, 16л20
станок токарно-винторезный: — djvu; 3,3 Мб. Фото станка
16Б16п
16Б20п
станок токарно-винторезный: — djvu; 8,9 Мб. Фото станка
16Б20п
16Б25псп
станок токарно-винторезный: — djvu; 5,0 Мб. Фото станка
16Б25псп
16в20
станок токарно-винторезный: — 1993, Формат: djvu; 4,1 Мб. Фото станка
Фото станка
16В20
16е16кп
станок токарный: — djvu. Фото станка
16е16кп
16к20, 16к20п, 16к20г, 16к25
станок токарно-винторезный: — 1975, pdf; 3,6 Мб. Фото станка
16К20
163
станок токарно-винторезный (Тбилиси). Руководство. Руководство по электрооборудованию: — djvu, pdf; 12 Мб. Фото станка
163
250итвм
станок токарно-винторезный: — djvu; 1,5 Мб. Фото станка
250итвм
1341
станок токарный револьверный: — djvu. Фото станка
1341
1341 наладка
станок токарный револьверный: — pdf. Фото станка
1341
1603
станок токарный: — pdf. Фото станка
1603
1615
станок токарный: — djvu. Фото станка
1615
1616п
станок токарный: — djvu. Фото станка
1616п
иж250
станок токарно-винторезный: — djvu; 1,0 Мб. Фото станка
иж250
ит-1м, ит-1гм
станок токарно-винторезный: — djvu. Фото станка
Фото станка
ИТ-1М, ИТ-1ГМ
mn80a
станок токарный: — djvu. Фото станка
mn80a
сн-1
станок токарный настольный: — djvu. Фото станка
сн-1
СУ-400 (CU 400)
станок токарно-винторезный: — doc, 4.9 Мб. Фото станка
СУ-400 (CU 400)
СУ-500 (CU 500)
станок токарно-винторезный: — doc, 4.9 Мб. Фото станка
СУ-500 (CU 500)
т-4
станок токарный: — pdf. Фото станка
т-4
тв-250
станок токарный: — pdf. Фото станка
тв-250
тв-320, тв-320П
станок токарно-винторезный: — djvu; 1,93 Мб. Фото станка
ТВ-320
Паспорта фрезерных станков
6р82ш
станок консольно-фрезерный широкоуниверсальный: — djvu; 1,6 Мб. Фото станка
6р82ш
6т82 электрооборудование
станок консольно-фрезерный — электрооборудование: — djvu; 1,8 Мб. Фото станка
6т82 электрооборудование
679
станок фрезерный универсальный: — djvu.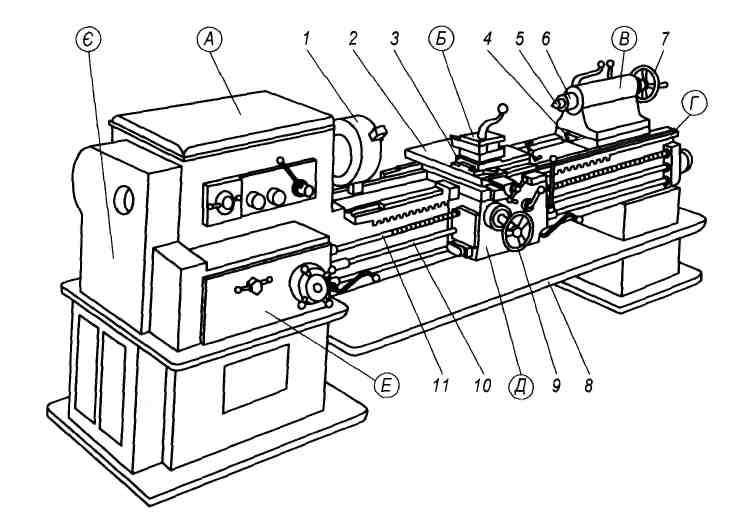 Фото станка
Фото станка
679
6н10, 6н80
станок фрезерный консольный: — djvu, Фото станка
6н10
. Фото станка
6н80
6м76п
станок фрезерный широкоуниверсальный: — djvu; 5,2 Мб. Фото станка
6м76п
6р10, 6р80, 6р80г
станок консольно-фрезерный: — djvu; 2,2 Мб. Фото станка
6р10
. Фото станка
6р80, 6р80г
6М82, 6М82Г, 6М82ГБ
станок горизонтальный консольно-фрезерный: — 1961, djvu; 4,4 Мб. Фото станка
6М82
6Р12, 6Р12Б, 6Р13, 6Р13Б
станок вертикальный консольно-фрезерный: — djvu; 1,2 Мб. Фото станка
6Р12
6Р82, 6Р82Г, 6Р83, 6Р83Г
станок горизонтальный консольно-фрезерный: — pdf; 3,4 Мб. Фото станка
6Р82
, Фото станка
6р82г
, Фото станка
6Р83
, Фото станка
6Р83г
67К25ПФ2
станок фрезерный универсальный с ЧПУ: — 1989, djvu; 1,58 Мб. Фото станка
67К25ПФ2
СФ-676
станок широкоуниверсальный консольно-фрезерный: — 2001, djvu; 1,1 Мб. Фото станка
Фото станка
СФ-676
400v
станок сверлильно-фрезерно-расточной: — pdf; 2,07 Мб. Фото станка
400v
Разработка управляющих программ для станка 400V в системе ЧПУ Siemens Sinumerik 802D SL, pdf; 3,13 Мб. Фото станка 400V
5к32п, 5к324п
станок зубофрезерный: — djvu; 18,3 Мб. Фото станка
5к32п
Паспорта шлифовальных станков
3Б634
станок точильно-шлифовальный: — djvu; 6,3 Мб. Фото станка
3Б634
3Б722
станок плоскошлифовальный: — 1973, djvu; 2,9 Мб. Фото станка
3Б722
3д642е
станок универсальный заточный: — 1991, djvu; 1,2 Мб. Фото станка
3Д642Е
3г71
станок плоскошлифовальный: — 1977, djvu; 1,1 Мб. Фото станка
3Г71
3л722а, 3л722в
станок плоскошлифовальный: — djvu; 2,8 Мб. Фото станка
3л722а, 3л722в
3м642, 3м642е
станок заточный универсальный: — 1982, djvu; 1,6 Мб. Фото станка
Фото станка
3М642
Энергомаш ТС-6010С
станок настольный заточный: — pdf; 0,4 Мб. Фото станка
Энергомаш ТС-6010С
Детали токарного станка: схема (объяснение)
Токарные станки — это мощные инструменты, которые находят свое применение почти в каждой механической мастерской.
Эти машины просты в эксплуатации, но имеют сложную конструкцию с различными частями.
Поэтому, чтобы понять функциональность токарного станка, важно знать его части и их функции.
В этой статье дается подробное описание различных частей токарного станка.
Я также обсудил части токарного станка с ЧПУ и токарного станка по дереву, чтобы помочь вам понять различия между каждым типом токарного станка.
Что в этой статье?
- Детали токарного станка по металлу
- Детали токарного станка с ЧПУ
- Детали токарного станка по дереву
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями.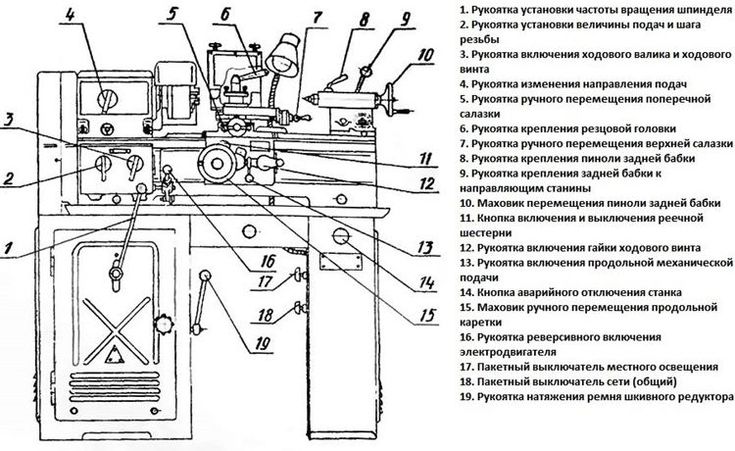 Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Детали токарного станка по металлу
Детали токарного станка (Источник: Kingston lathes)Сложная конструкция токарного станка по металлу состоит из различных важных частей, выполняющих свои функции для успешного выполнения операции обработки.
Передняя бабка
Передняя бабка обычно представляет собой громоздкую часть токарного станка, расположенную слева от станины.
Это силовая часть токарного станка, в которой размещены различные компоненты привода, такие как двигатель шпинделя, редуктор, ременный привод и удерживающие устройства.
Кроме того, здесь находятся рычаги управления скоростью/подачей и другие важные переключатели управления.
Передняя бабка имеет цельнометаллическую конструкцию, как правило, чугунную, что обеспечивает прочность и жесткость для сопротивления сильным вибрациям, возникающим при работе станка.
Стационарный компонент токарного станка, который не имеет относительного движения по отношению к станине станка.
Как правило, токарные станки с ЧПУ предоставляют возможность модернизации, когда устройство подачи прутка подключается к передней бабке станка для автоматизации подачи сырья для непрерывной работы.
Коробка передач
Токарные станки — это универсальные инструменты, которые можно использовать для обработки различных материалов.
Эта универсальность достигается за счет возможности изменять скорость вращения шпинделя для обеспечения оптимальных параметров для различных процессов обработки.
Изменение скорости токарного станка может быть достигнуто различными способами, такими как изменение скорости двигателя путем изменения электрического напряжения, с помощью механизма с ремнем и шкивом или с помощью системы зубчатого привода.
Коробка передач токарного станка похожа на коробку передач, используемую в автомобиле для изменения скорости движения.
Он состоит из различных комбинаций зубчатых колес, которые могут обеспечивать конфигурации «низкая скорость/высокий крутящий момент» или «высокая скорость/низкий крутящий момент», в зависимости от применения обработки.
Редуктор передает вращательное движение от электродвигателя на шпиндель токарного станка.
Шпиндель токарного станка
A Шпиндель токарного станкаШпиндель токарного станка — это вращающийся компонент токарного станка, который обеспечивает необходимое движение заготовки.
Вращательное движение электродвигателя передается на шпиндель через соответствующий редукторный механизм, который таким образом вращает патрон и заготовку.
Расположен внутри передней бабки и состоит из шпиндельного вала, отличающегося различной геометрией поперечного сечения, с нарезанной на переднем конце резьбой.
Эти резьбы служат для крепления приспособлений, удерживающих заготовку, таких как патрон или цанга.
Типичный токарный станок состоит из одного шпинделя для вращения заготовки, но вы также можете найти токарные станки с многошпиндельными конфигурациями, которые повышают их производительность.
Патрон
4-х кулачковый патронПатрон представляет собой зажимное устройство, используемое для установки заготовок различного диаметра.
Кулачковые патроны чаще всего используются на токарных станках по металлу и встречаются в конфигурациях с 3 и 4 кулачками.
Трехкулачковые патроны, как правило, имеют автоматическую регулировку, тогда как четырехкулачковые патроны могут иметь ручную регулировку, при которой каждый кулачок следует отдельно ослаблять или затягивать с помощью зажимного ключа.
Эта регулировка губок помогает выровнять заготовку, чтобы обеспечить эксцентриситет относительно оси шпинделя.
Следует отметить, что небольшое смещение по оси может привести к неправильным результатам обработки, поэтому важно использовать инструменты для выравнивания, такие как циферблатные индикаторы, чтобы свести к минимуму смещение заготовки.
Станина
Станина — самая длинная деталь токарного станка, обычно имеющая чугунную конструкцию.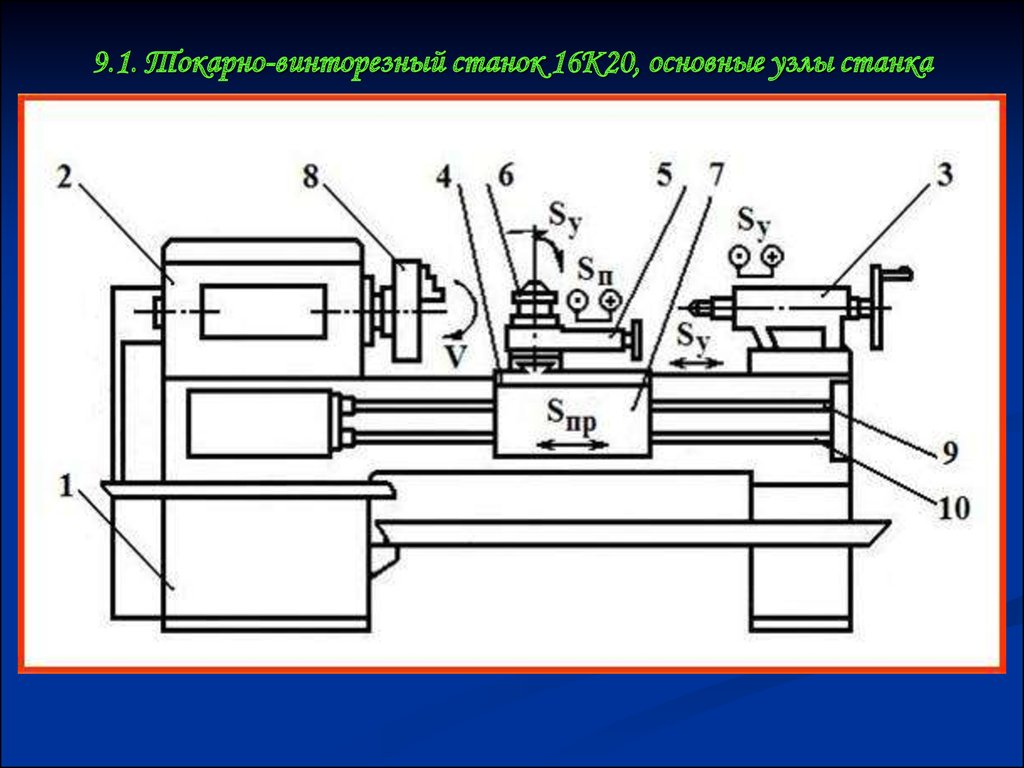
Он обеспечивает токарному станку жесткую конструкцию и содержит все основные компоненты, такие как шпиндель, резцедержатель, портал, задняя бабка и т. д.
Как правило, длина станины определяет максимальную длину обрабатываемой детали на станке. токарный станок, и чем больше размер станины, тем выше будет стоимость станка.
Поддон для стружки
Поддон для стружки представляет собой металлический поддон, расположенный в нижней части токарного станка.
Он собирает стружку, образующуюся в процессе обработки, что устраняет необходимость сбора стружки из цеха.
Направляющие
Направляющие представляют собой металлические рельсы с перевернутой V-образной конструкцией, установленные на станине токарного станка.
Как следует из названия, они направляют движение каретки и стойки инструмента по оси Z.
Каретка
Каретка токарного станка, установленная на направляющих Каретка представляет собой подвижную часть токарного станка, в которой размещены другие части, такие как стойка инструмента, фартук, седло, поперечный салазок и т.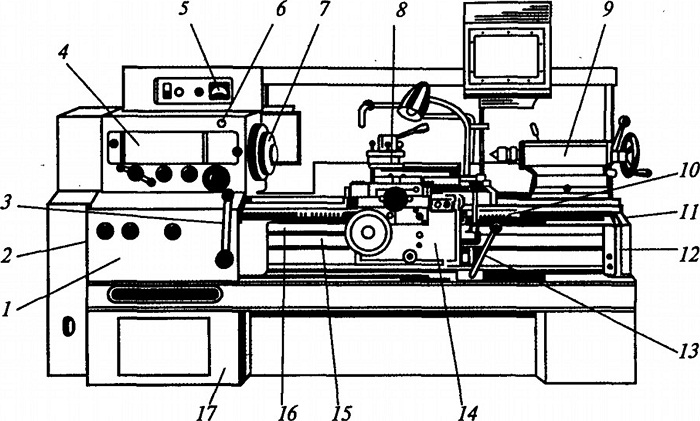 д. и состоит из маховика для управления его перемещением по длине станка (ось Z).
д. и состоит из маховика для управления его перемещением по длине станка (ось Z).
Таким образом, скорость каретки определяет скорость подачи в процессе обработки.
Седло
Седло представляет собой небольшой Н-образный литой элемент, который служит креплением для крепления стойки инструмента.
Находится в верхней части каретки токарного станка.
Поперечный суппорт
Поперечный суппорт расположен на суппорте и отвечает за боковое перемещение (по оси X) режущего инструмента.
Это движение режущего инструмента определяет глубину резания в процессе обработки.
Составной суппорт
Составной суппорт устанавливается на поперечный суппорт с помощью составного упора.
Обеспечивает возможность установки режущего инструмента под углом к заготовке. Это позволяет выполнять операции резания под углом, такие как снятие фаски, сужение и т. д.
В отличие от каретки и поперечных салазок, составные салазки нельзя позиционировать с помощью маховиков, поэтому перед выполнением процесса их необходимо установить под нужным углом.
Инструментальная стойка
Инструментальная стойка и задняя бабка токарного станкаИнструментальная стойка, как следует из названия, содержит режущий инструмент, используемый при работе на токарном станке.
Он устанавливается на поперечный суппорт и может перемещаться в продольном направлении (по оси Z) или в поперечном направлении (по оси X), а комбинированное перемещение резцедержателя по осям X и Z приводит к желаемой операции обработки.
Стойки инструментов, используемые на токарных станках по металлу, могут иметь четыре конфигурации: один винт, открытая сторона, четыре болта и четырехсторонняя стойка инструмента.
Одновинтовые и открытые боковые стойки могут удерживать один режущий инструмент. Тем не менее, открытая боковая резцедержатель способна создавать сравнительно большие силы резания.
Инструментальная стойка с четырьмя болтами может удерживать два режущих инструмента и идеально подходит для создания больших усилий резания.
Принимая во внимание, что четырехсторонний резцедержатель может удерживать четыре режущих инструмента, каждый из которых закреплен двумя болтами, что делает его идеальным для тяжелых операций обработки.
Кроме того, некоторые токарные станки, такие как многоцелевые токарные станки, могут иметь специальные стойки для инструментов, которые могут удерживать несколько режущих инструментов для различных токарных операций.
Фартук
Фартук — важный элемент, обеспечивающий возможность установки автоматической подачи во время операции механической обработки.
Расположен на каретке токарного станка и соединен с подающим стержнем для облегчения его автоматического перемещения.
Ходовой винт
Ходовой винт представляет собой длинный приводной вал с нарезанной на нем крестообразной резьбой.
Облегчает продольное перемещение каретки, аналогично подающему стержню, но служит для установки автоматической подачи режущего инструмента.
Эта настройка автоматической подачи обычно используется для нарезания резьбы и чистового точения, где требуется равномерная и точная подача режущего инструмента.
Маховик
Маховик токарного станка Маховик используется для позиционирования различных элементов токарного станка. Каждый элемент имеет специальный маховик, который можно вращать, чтобы установить его точное положение для операции обработки.
Каждый элемент имеет специальный маховик, который можно вращать, чтобы установить его точное положение для операции обработки.
Типичные токарные станки состоят из трех ручных колес, каждое из которых управляет движением каретки, задней бабки и режущего инструмента.
Система СОЖ
Система СОЖ токарного станкаОбработка металлических заготовок требует больших усилий резания, которые выделяют тепло от трения, поэтому токарным станкам по металлу требуется система СОЖ для предотвращения повреждения инструмента или заготовки.
Система СОЖ состоит из резервуара для хранения смазочно-охлаждающей жидкости, насоса для подачи смазочно-охлаждающей жидкости в зону обработки и напорного шланга, расположенного непосредственно над зоной резания.
Эта смазочно-охлаждающая жидкость служит для смазки и действует как охлаждающая среда, отводя тепло от точки контакта.
Задняя бабка
Задняя бабка — еще одна важная часть токарного станка, расположенная на правом конце станины.
Обеспечивает поддержку переднего конца вращающейся заготовки в процессе обработки.
Как и каретка, может скользить по направляющим и фиксироваться в нужном положении.
Это движение вдоль станины станка позволяет задней бабке поддерживать заготовки переменной длины.
Кроме того, задняя бабка также может использоваться для установки режущих инструментов для таких операций, как сверление, растачивание, развертывание и т. д.
Револьверная головка
Револьверная головка токарного станкаРевольверная головка представляет собой модифицированную заднюю бабку, которая обычно используется в револьверных токарных станках и токарных станках с токарным станком. .
Как правило, он имеет шестигранную форму и может вмещать шесть режущих инструментов. Револьверную головку можно поворачивать для доступа к различным режущим инструментам во время процесса обработки, тем самым повышая производительность токарного станка.
Револьверные головки также можно найти в токарных станках с ЧПУ, таких как швейцарские токарные станки, где для процесса обработки требуется несколько режущих инструментов.
Ноги
Ноги токарного станка обычно имеют чугунную конструкцию, которая придает им прочность и жесткость, чтобы выдерживать весь вес токарного станка.
Ножки токарного станка рекомендуется крепить к полу цеха путем заделки их в фундамент или с помощью крепежных элементов, таких как болты.
Помогает свести к минимуму вибрации и улучшить качество обработки токарного станка.
Однако настольные токарные станки не имеют ножек и устанавливаются на столе.
Детали токарного станка с ЧПУ
Детали токарного станка с ЧПУ (Источник: Kent USA)Конструкция токарного станка с ЧПУ аналогична ручным токарным станкам по металлу с некоторыми модификациями, которые повышают его производительность и обеспечивают возможность автоматизации процесса обработки.
Серводвигатель
Токарные станки с ЧПУ обычно состоят из серводвигателя вместо двигателя постоянного тока для привода шпинделя.
Серводвигатели обеспечивают лучшее управление скоростью и готовы к автоматизации.
Эти двигатели работают в системе с замкнутым контуром, где они могут обнаруживать и устранять ошибки в работе двигателя без необходимости вмешательства человека, что делает его идеальным для токарных станков с ЧПУ.
Однако серводвигатели являются дорогостоящими по сравнению с другими двигателями, используемыми в станках с ЧПУ.
Гидравлический патрон
Основной целью токарных станков с ЧПУ является обеспечение быстрой обработки с высокой точностью и эффективностью.
Гидравлические патроны по сравнению с ручными кулачковыми патронами легче выравнивать, поскольку они могут автоматически зажимать заготовку под действием гидравлической жидкости.
Обычно на токарных станках с ЧПУ используются 3-кулачковые гидравлические патроны с внутренним диаметром (ID) и внешним диаметром (OD).
Инструментальная револьверная головка
Инструментальная револьверная головка токарного станка с ЧПУ (Источник: CMZ) Инструментальная револьверная головка токарного станка с ЧПУ содержит несколько режущих инструментов, которые используются во время операции обработки.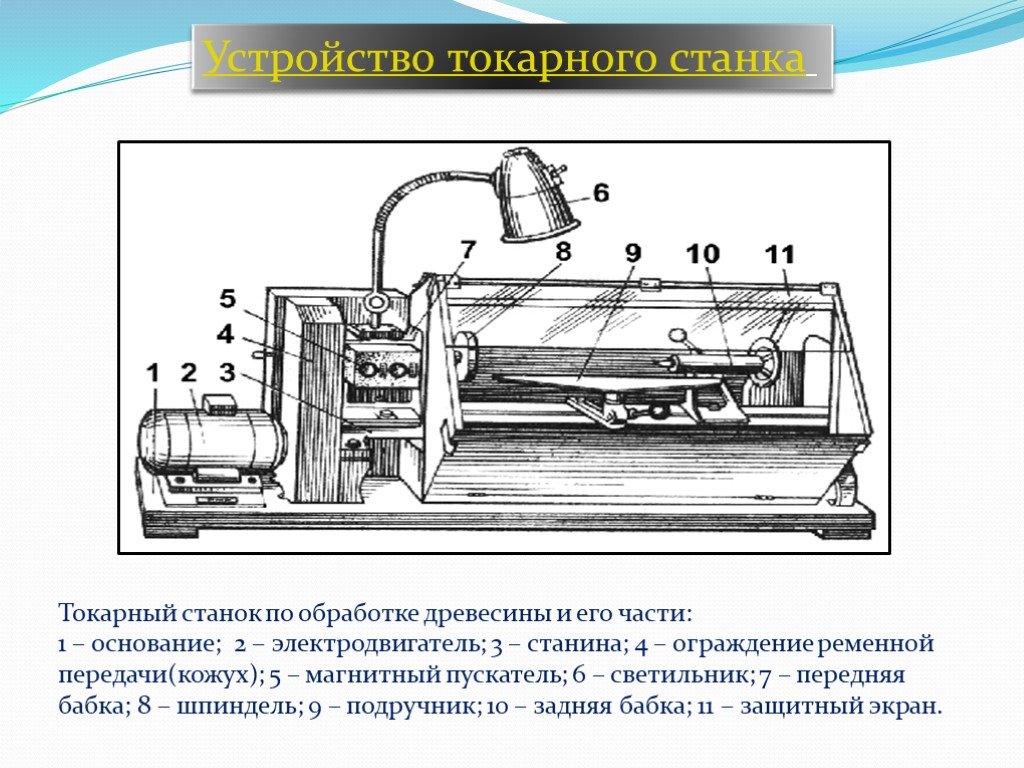
Каждая позиция инструмента в револьверной головке пронумерована и может автоматически индексироваться в соответствии с программой обработки.
Револьверные головки доступны в различных формах и размерах в зависимости от количества инструментов, которые они могут удерживать.
Блок управления станком (MCU)
Токарные станки с ЧПУ состоят из блока управления, который принимает G-код от компьютера и преобразует его в электрические сигналы для управления различными элементами токарного станка.
Блок управления токарным станком состоит из контроллера, входных переключателей и экрана для установки и контроля параметров обработки.
MCU токарных станков работает со специальным программным обеспечением для управления ЧПУ, таким как FANUC, Hass, Siemens, Hydro-Dyne и Mitsubishi.
Ножные педали
Ножные педали для токарного станка с ЧПУ (Haas CNC) Ножные педали или ножные органы управления на токарном станке с ЧПУ позволяют оператору ЧПУ управлять некоторыми функциями с помощью ног.
Как правило, левая педаль управляет зажимом и разжимом зажимного приспособления, а правая педаль управляет задней бабкой.
Детали токарного станка по дереву
Детали токарного станка по дереву (Источник: Powermatic)Токарные станки по дереву обычно меньше по размеру, но имеют аналогичную конструкцию токарных станков по металлу, с той лишь разницей, что станок токарного станка.
Режущий инструмент, используемый в токарных станках по дереву, представляет собой ручной инструмент, который оператор может свободно перемещать, чтобы вырезать желаемую форму из деревянного ложа.
Это устраняет необходимость в различных элементах, таких как резцедержатель, каретка, подающий стержень и т. д., которые удерживают режущий инструмент и облегчают его перемещение по разным осям токарного станка.
Токарные станки по дереву состоят из подручника, который используется для поддержки режущего инструмента во время операции обработки.
Подручник состоит из различных элементов, таких как банджо, банджо-замок и замок подручника, которые помогают в точном позиционировании режущего инструмента для эффективной обработки дерева.
Банджо
Банджо является основанием подручника. Он состоит из O-образной зажимной гайки, которая входит в направляющую и облегчает ее перемещение по станине станка.
Замок банджо
Замок банджо — это рычаг, который используется для блокировки банджо в его положении.
После перемещения банджо в нужное место вдоль направляющих можно задействовать замок банджо, чтобы надежно удерживать подручник во время обработки.
Подручник Замок
Подручник токарного станка по дереву обычно имеет плоскую геометрию, позволяющую размещать режущий инструмент перпендикулярно заготовке.
Однако, чтобы поместить режущий инструмент под углом, вы можете отключить фиксатор подручника, установить желаемую ориентацию подручника, а затем снова включить фиксатор подручника, чтобы зафиксировать его в этом положении.
Устройство крепления заготовки
Варианты крепления заготовки на токарном станке по дереву Токарные станки по дереву обычно используют шпиндель или планшайбу для установки заготовки.
Цилиндр шпинделя представляет собой удлинение вала шпинделя с острым профилем, которое врезается в заготовку и прочно удерживает ее между передней и задней бабками.
Планшайба представляет собой металлическую пластину, удерживающую деревянную заготовку с помощью крепежных элементов, таких как винты.
Кроме того, токарные станки по дереву могут также состоять из кулачковых патронов или цанг для установки заготовки.
Часто задаваемые вопросы (FAQ)
Что означает «качание над станиной» в токарных станках?
Поворот над станиной (SOB) токарного станка означает максимальный диаметр обрабатываемой детали на этом токарном станке. Обычно оно равно удвоенному расстоянию между верхом станины и центром шпинделя.
Что такое “расстояние между центрами”?
Расстояние между центрами (DBC) — это расстояние между задней и передней бабками токарного станка. Обычно она равна длине станины и определяет максимальную длину заготовки, которую можно обточить на токарном станке.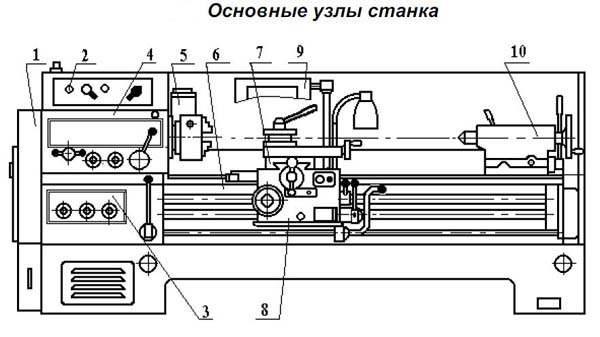
Можно ли использовать токарный станок с ЧПУ для обработки дерева?
Да, токарный станок с ЧПУ обеспечивает регулировку скорости и поэтому может быть приспособлен для обработки древесины. Тем не менее, каждая деревянная заготовка отличается от другой ориентацией волокон, структурой зерна и т. д., а ручной инструмент обеспечивает вибрационную обратную связь, чтобы помочь машинисту соответствующим образом адаптировать процесс. Этого нельзя достичь на токарных станках с ЧПУ, и поэтому токарные станки с ЧПУ можно использовать для обработки дерева, но за счет обработки его поверхности.
Какие части токарного станка – Детали и функции токарного станка
2020/4/10 14:59:36
Токарный станок является универсальным в металлообработке и обычно используется для резки цилиндрических заготовок для изготовления конкретных токарных станков с ЧПУ . части , какие части токарного станка и их функции? Основной механизм и функциональные инструменты объединены для выполнения различных операций.
Что такое токарный станок?
Токарный станок — это тип станка, который в основном использует токарные инструменты для резки вращающейся заготовки и удаления лишнего материала. Токарный станок также можно использовать для сверления, развертывания, нарезания резьбы, накатки, нарезания канавок, торцевания, нарезания резьбы и других процессов. Токарный станок с ЧПУ относится к оборудованию, управляемому компьютеризированными устройствами и информацией. Токарные станки можно разделить на токарные станки с двигателем, револьверные токарные станки, скоростные токарные станки, токарные станки в инструментальном цехе и т. д.
Какие части токарного станка? – Основные части и функции токарного станка
Ряд деталей, образующих токарный станок и реализующих различные функции, для удаления материала и получения желаемой формы и размеров. Сколько деталей в токарном станке? Различные типы токарных станков могут иметь разные детали и различные характеристики, ориентированные на различные производственные и прикладные потребности. Здесь мы представляем основные и основные части и их функции токарного станка общего назначения.
Здесь мы представляем основные и основные части и их функции токарного станка общего назначения.
1. Включение/выключение питания
Включение или выключение токарного станка
2. Станина
Основная часть станка, часто сделанная из чугуна, используемая для поддержки и установки других частей токарного станка, таких как поскольку передняя бабка, задняя бабка и направляющая каретки и обеспечивают их взаимное расположение, обладают высокой жесткостью и прочностью, для правильного перемещения каретки (подручника) и задней бабки относительно передней бабки используются четыре параллельных направляющих.
3. Передняя бабка
Устанавливается в фиксированном положении на внутренних направляющих для поддержки и вращения шпинделя. Шпиндель представляет собой полую конструкцию с установленным трехкулачковым патроном и другими приспособлениями для удержания заготовки.
4. Шпиндель
Шпиндель токарного станка используется для удержания и вращения патрона, отверстия в передней бабке, к которому может подаваться прутковый материал.
5. Коробка передач
Внутри передней бабки двигатель приводит во вращение вал шестерни в коробке передач, обеспечивая несколько скоростей за счет изменения положения согласования (зацепления) шестерни в коробке передач, а затем движение передается на шпиндель через шкив.
6. Патрон
Привинчивается к шпинделю и используется для удержания заготовки или прутка, существуют различные типы, такие как 3-х кулачковый (самоцентрирующийся) или 4-х кулачковый (независимый), а также патроны для зажима нецилиндрических деталей.
7. Задняя бабка
Может располагаться с правой стороны или внутри станка, используется для центрирования детали, когда длинная деталь привязана к патрону. Он обеспечивает хорошую поддержку для гашения вибрации.
8. Каретка
Перемещается наружу, используется для установки большинства токарных режущих инструментов и позволяет им двигаться вертикально, горизонтально или наклонно.
9. Стойка для инструмента
Крепится болтами к каретке, чтобы удерживать фрезы в правильном положении с держателем инструмента.