Станок 1к62 и его аналоги. Технические характеристики 1к62
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод “Красный пролетарий” (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги.
Токарно винторезный станок 1к62 снят с производства.
Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
Технические характеристики станка 1к62:
| Параметр | Значение |
| Мах диаметр обработки над станиной | 435 мм |
| Мах диаметр обработки над суппортом | 224 мм |
| Длина обрабатываемой заготовки | 1000, 1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12. 5…2000 об/мин. 5…2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0.70…4.16 мм/об |
| Поперечные подачи | 0.035…2.08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали |
5 |
| Шаг нарезания метрической резьбы | 0.5…192 мм |
| Шаг нарезания дюймовой резьбы | 24…1 5/8 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.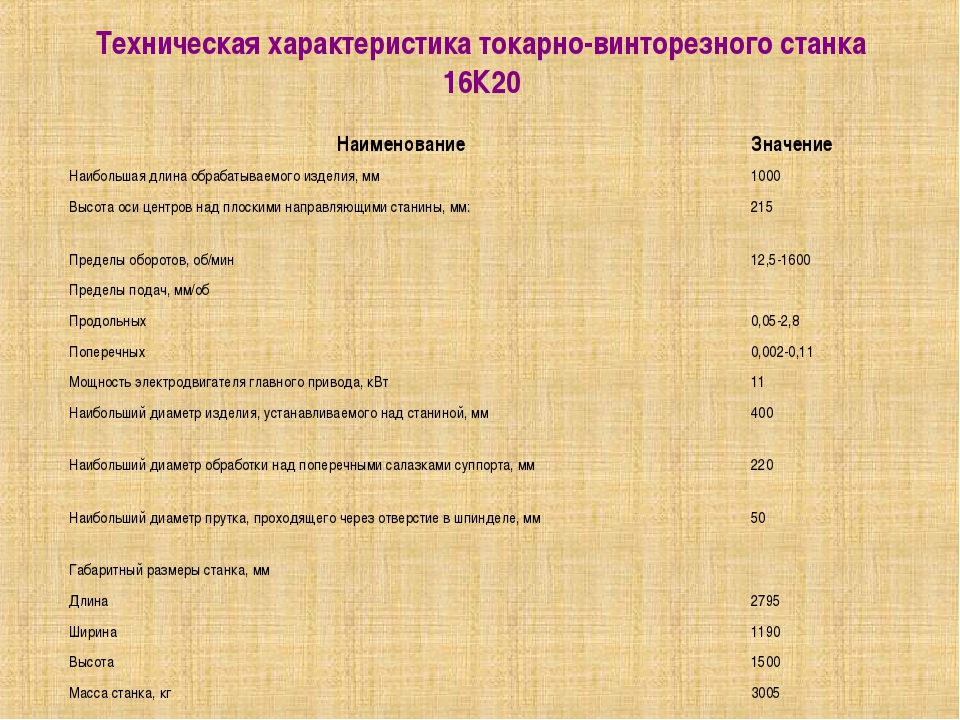 5…48 модулей 5…48 модулей |
| Шаг нарезания питчевой резьбы | 96…1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
| Быстрые установочные продольного перемещения суппорта | 4.5 м/мин |
| Быстрые установочные поперечного перемещения суппорта | 2.25 м/мин |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее сечение резца | 25 |
| Давление воздуха | 0.4…0.6 МПа |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 11 кВт |
| Габаритные размеры (длина*ширина*высота) | 2786,3286,3786*1200*1500 мм |
| Масса | 3080, 3440, 3800 кг |
Основные характеристики токарного станка – Ресурс
Станки токарной группы, считающейся наиболее многообразной, используются с целью механообработки тел вращения.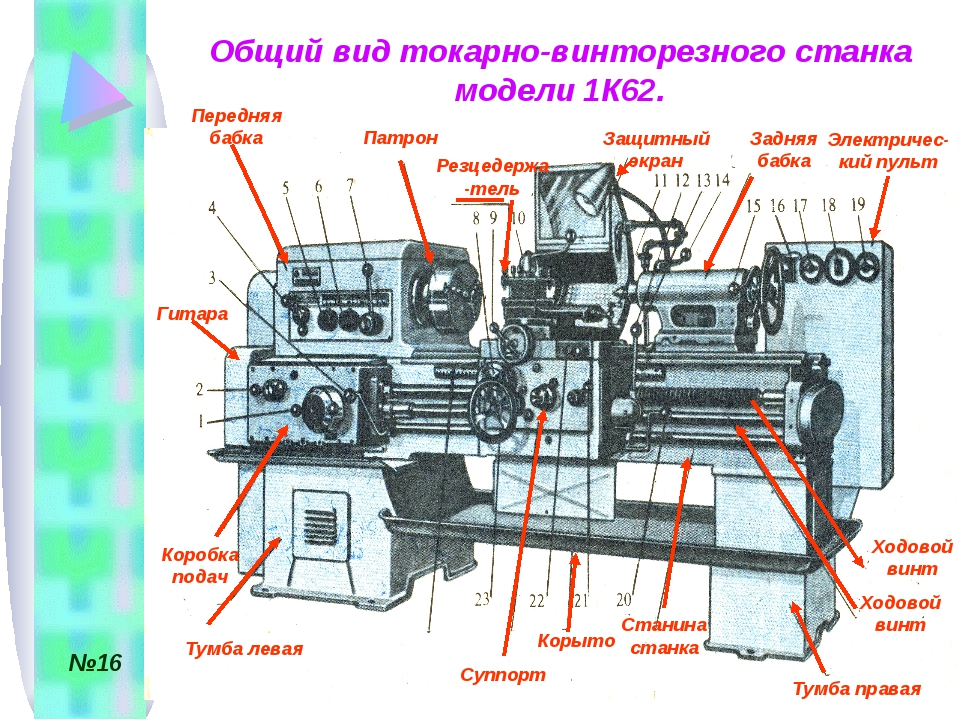 Суть металлообработки на подобных агрегатах заключается в снятии с обрабатываемой детали слоя металла. Токарный станок был спроектирован одним из первых, поэтому на его основе в дальнейшем разрабатывались металлорежущие машины других видов.
Суть металлообработки на подобных агрегатах заключается в снятии с обрабатываемой детали слоя металла. Токарный станок был спроектирован одним из первых, поэтому на его основе в дальнейшем разрабатывались металлорежущие машины других видов.
Токарный станок подходит для выполнения различных видов работ, ведь на нем можно:
- обтачивать поверхности тел вращения;
- подрезать торцы;
- сверлить, растачивать, развертывать отверстия;
- нарезать резьбу;
- накатывать рифления и т.д.
На таких агрегатах допускается даже нарезать зубья, а также производить фрезерование и шлифование, стоит лишь использовать соответствующее приспособление. Следует отметить, что на специализированных станках выполняется обработка колесных пар, муфт, труб и прочих металлоизделий.
Основные принципы действия токарного агрегата сводятся к тому, что главное движение обеспечивается вращением заготовки, закрепленной в шпинделе, а движение подачи осуществляется металлорежущим инструментом, который фиксируется в суппорте.
К шпиндельному узлу предъявляется два основных требования относительно жесткости и стойкости к вибрациям. В качестве опор шпинделя зачастую используются подшипники качения. Для фиксации болванки используется патрон или планшайба. Оба этих приспособлений крепятся на шпинделе.
Функциональное назначение задней бабки – обработка длинных деталей, сверление, зенкерование и развертывание отверстий. В первом случае в бабке закрепляется центр для поддержания заготовки, а во втором – режущий инструмент (сверло, зенкер, развертка).
Привод главного движения может включать такие узлы, как асинхронный двигатель, ступенчатую коробку скоростей, вариатор или коробку скоростей с электромотором постоянного тока.
Станки, оснащенные системой ЧПУ
Предприятия, специализирующиеся на мелкосерийном производстве металлоизделий, всегда стремились автоматизировать процессы механообработки.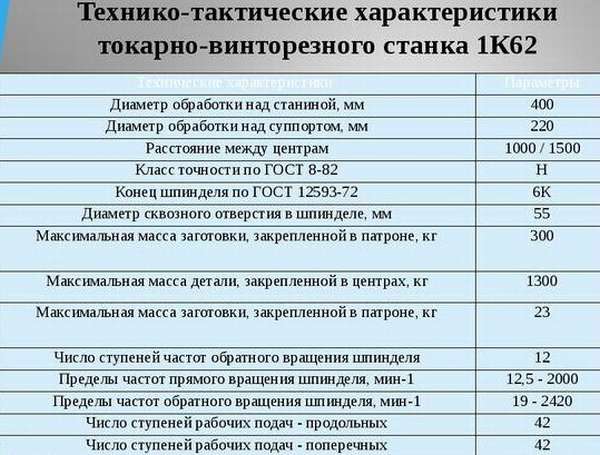 Усилия инженеров и конструкторов привели к развитию и совершенствованию оборудования, оснащенного системой ЧПУ. Такие станки отличаются от обычных компоновкой, например, в агрегатах с ЧПУ предусмотрены наклонные направляющие. Этот конструкционный элемент упрощает сход стружки, защищая таким образом зону резания.
Усилия инженеров и конструкторов привели к развитию и совершенствованию оборудования, оснащенного системой ЧПУ. Такие станки отличаются от обычных компоновкой, например, в агрегатах с ЧПУ предусмотрены наклонные направляющие. Этот конструкционный элемент упрощает сход стружки, защищая таким образом зону резания.
Запрограммировать токарный станок с ЧПУ можно так, чтобы автоматически выполнялись следующие действия:
- переключались скорости шпинделя;
- перемещался суппорт;
- поворачивалась револьверная головка;
- запускался и останавливался привод главного движения;
- автоматически сменялся инструмент (конечно, если предусмотрен многоинструментальный магазин).
Настройка инструмента выполняется не на станке. Данная процедура производится посредством оптических устройств либо специальных приспособлений по индикаторам и шаблонам. На металлорежущее оборудование устанавливаются уже налаженные блоки или целый резцедержатель.
Агрегаты, оснащенные системой ЧПУ, отличаются друг от друга спецификой вспомогательных движений. В связи с этим выделяют следующие группы станков:
В связи с этим выделяют следующие группы станков:
- с одним распредвалом, вращающимся с постоянной частотой;
- с одним распредвалом, способным вращаться с одной частотой из двух возможных;
- с распредвалом и быстроходным валом.
Сфера применения оборудования
Автоматические и полуавтоматические машины больше характерны для крупносерийного и массового производства. Техобслуживание таких станков состоит из комплекса мероприятий, в ходе которых производится наладка инструмента, после чего выполняется механообработка и контроль полученных поверхностей.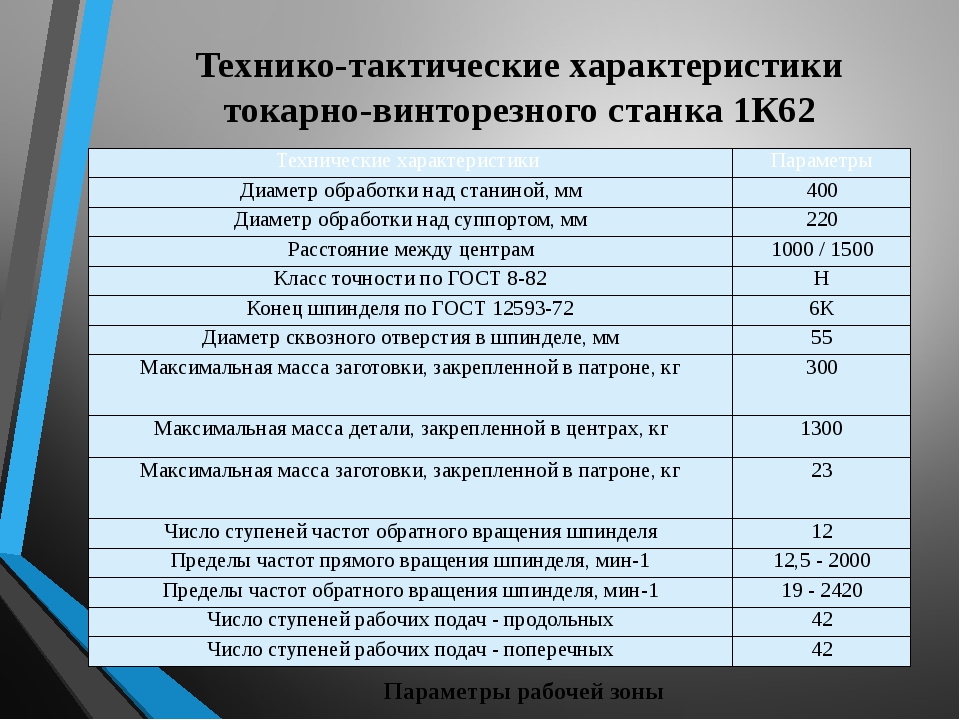 Особенность полуавтоматов заключается в том, что все движения, касающиеся установки заготовки и снятия готового изделия, производятся вручную. Следует отметить, что автоматическое управление рабочими процессами выполняется за счет распредвала и закрепленных на нем кулачков.
Особенность полуавтоматов заключается в том, что все движения, касающиеся установки заготовки и снятия готового изделия, производятся вручную. Следует отметить, что автоматическое управление рабочими процессами выполняется за счет распредвала и закрепленных на нем кулачков.
Токарно-винторезный станок 1к62 и технические характеристики
Токарный станок 1к62 заслуженно считается одним из самых популярных станков на отечественном пространстве. Качество, проверенное временем, высокая производительность обеспечили доброе имя и множество положительных отзывов от специалистов, которые осуществляли обработку заготовок на этом устройстве.В статье ниже будут указаны основные технические характеристики токарного станка 1к62, а также немного информации о самом оборудовании, включая немного истории о самом устройстве.
История
Токарный станок 1к62 является плодом советского станкостроения, которое активно начало развиваться в пятидесятые годы двадцатого века. Именно в те года был создан рассматриваемый экземпляр, на котором впоследствии проработало не одно поколение специалистов.
Именно в те года был создан рассматриваемый экземпляр, на котором впоследствии проработало не одно поколение специалистов.
Устройство было создано инженерами завода «Красный пролетарий» в Москве и сразу же получило большое признание у мастеров всей огромной страны. Советские создатели данной модели токарного станка успешно соединили в данном оборудовании качество, многозадачность и высокую точность обработки детали.
Надёжность и универсальность данного агрегата обеспечили ему популярность не только в годы создания, но и по нынешний день. Даже учитывая тот факт, что сейчас создаются новые модели, на общем рынке можно найти иностранные аналоги, но токарный станок 1к62 всё равно ещё успешно используется огромным количеством мастеров в их мастерских, ничем не уступая более новым экземплярам, что, конечно, впечатляет.
По названию данного устройства можно узнать его назначение, а также серию оборудования, так что 1к62 — это не просто набор цифр и букв. Индекс 1 обозначает группу, к которой относится данное устройство, — токарные станки.![]() Буква «К», идущая следом, указывает поколение оборудования. Цифра 6 может рассказать о том, что данный станок входит в определённую подгруппу, а именно — токарно-винторезных станков. И, наконец, двойка обозначает 22 сантиметра. Именно столько составляет высота центров над станиной агрегата.
Буква «К», идущая следом, указывает поколение оборудования. Цифра 6 может рассказать о том, что данный станок входит в определённую подгруппу, а именно — токарно-винторезных станков. И, наконец, двойка обозначает 22 сантиметра. Именно столько составляет высота центров над станиной агрегата.
Применение
Токарный станок 1к62 может похвастать универсальностью. Данное оборудование призвано осуществлять работу по выполнению самых разных задач. Главная функция станка 1к62 заключается в нарезании различных видов резьбы. Но можно упомянуть и о возможности данного агрегата осуществлять создание архимедовых спиралей различного шага.Благодаря особой конструкции токарного станка 1к62, которая является максимально жёсткой, что обеспечивается при монтировании агрегатного шпинделя на особые подшипники, данное оборудование может применяться мастерами для сложной работы с закалёнными заготовками. Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Высокая мощность агрегата является одним из главных преимуществ токарных станков модели 1к62. Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Конструктивная особенность задней балки токарного станка 1к62 обеспечивает работу с пологими конусами, причём без особого труда. Особенность заключается в возможность задней балки смещаться в поперечном направлении. Это облегчает работу мастера и улучшает производительность оборудования. К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
Токарно-винторезные станки 1к62 имеют способность агрегироваться со следующими люнетами: подвижными (их диаметр равен от 20 до 80 мм) и неподвижными (от 20 до 130 мм). Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Технические характеристики токарного станка 1к62
После того, как были рассмотрены особенности устройства данных устройств, можно перейти непосредственно к техническим характеристикам:
- Диаметр прутка составляет 45 миллиметров;
- При фиксации над станиной, предельный диаметр заготовки составляет 400 миллиметров;
- Шпиндель агрегата имеет двадцать три скорости вращения. Диапазон данных скоростей составляет от 12,5 до 2000 оборотов в минуту;
- Двигатель этого агрегата 1к62 является десятикиловаттным;
- Пользователь может осуществлять выбор оптимального режима продольной и поперечной передачи суппорта с помощью коробки передач.
 Для переключения используются встроенные рукояти;
Для переключения используются встроенные рукояти; - Агрегат защищён от продолжительных перегрузок, благодаря наличию специального теплового реле, а также имеет защиту от коротких замыкания, так как у него имеются предохранители;
- Заготовка не может превышать следующих весовых показателей: масса заготовки в центрах не может быть больше 1500 килограмм, в то время когда в патроне допустимая масса составляет 500 килограмм;
- Токарно-винторезный станок 1к62 относится к устройствам класса точности Н. Это характеристика согласно ГОСТ 8-82;
- Устройство оснащено сразу четырьмя двигателями, которые отвечают за разные функции: двигатель быстрых перемещений, электродвигатель насоса охлаждения, электродвигатель гидростанции и, наконец, основной силовой агрегат главного привода.
- Можно сказать и о габаритах токарного станка 1к62. Данный агрегат является довольно внушительным устройством, о чём свидетельствуют его параметры: 2812*1166*1324 миллиметров. Масса этого устройства составляет 2140 килограмм.
 Для переключения используются встроенные рукояти;
Для переключения используются встроенные рукояти;
Выводы
- При более подробном рассмотрении всех технических характеристик токарного станка 1к62 можно заметить тот факт, что данный агрегат является весьма сильным устройством, которое может выполнять довольно большой перечень задач. Станок может стать настоящей палочкой-выручалочкой (как бы иронично это ни звучало по отношению к аппарату таких внушительных размеров) для любого мастера. Токарно-винторезный станок уж точно пригодится и на небольших предприятиях и больших цехах.
- Конечно, можно назвать данный станок уже устаревшим, так как он был произведён больше полувека назад, но это нисколько не преуменьшает всех достоинств агрегата модели 1к62. Он с лёгкостью навязывает конкуренцию более новым импортным станкам, даже где-то выигрывая у них. Мастер, использующий именно это оборудования для обработки деталей, спокойно может ощутить всю лёгкость его эксплуатации и производительность устройства.
- Особенность конструкции этого агрегата также является его сильной стороной. Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
 Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.Токарный станок с ЧПУ: технические характеристики, описание, плюсы
ТокарныйТокарный станок с ЧПУ, технические характеристики которого использует электроника, может работать с высокой точностью. Применяю в мелкосерийном производстве.
В настоящей статье рассмотрим токарный станок с ЧПУ, технические характеристики которого задействованы специальными программами числового управления, а также целой системой приводов, двигателей. Рассматривая описание таких станков, нужно отметить, что они оборудованы специальными револьверными головками, которые обеспечивают автоматическую замену инструментов.
Токарные станки обычно применяют для обрабатывания всевозможных вращательных поверхностей сферического, цилиндрического или конического вида, нарезания внутренней резьбы. Такой агрегат может работать с достаточно высокой точностью. Применяются подобные устройства чаще при мелкосерийном производстве.
Функциональное оснащение токарных приспособлений дает возможность практично применять их в виде не дорогостоящих многозадачных систем, которые способны взять на себя выполнение различных производственных заданий при небольшой их себестоимости за минимально короткие сроки.
Об оснащении и некоторых особенностях
Основные узлы станка и жесткие закаленные направляющие, для гарантии выполнения точных работ, требуют к себе применения специальной импульсной смазки. Охлаждение их смазочно-охлаждающими жидкостями (СОЖ), подведенными непосредственно к каждому инструменту, дает доступность обработки детали, используя высокие режимы резки, что существенно увеличивает сроки их изнашиваемости.
К тому же для улучшения работы оператора:
- пиноль задней бабки управляется гидрофицированным прибором;
- производится автоматическое транспортирование стружки;
- патрон можно разжимать или зажимать механизированным способом;
- станок оснащен специальной борштангой для расточки глубоких отверстий и одной револьверной головкой.
Подобное оснащение оборудования под программным управлениеми и техническими характеристиками такого вида, существенно расширяет область их технологических возможностей, повышается класс точности.
О технических свойствах устройств типа РТ305М
Токарный станок РТ305М с ЧПУ, технические характеристики коего дают возможность выполнять ротационную вытяжку изделий цилиндрического, а также сферического или конического типа, может производить все необходимые действия токарно-производственного режима.
Технические свойства этого устройства, его жесткость дают возможность использования его в качестве твердосплавного или быстрорежущего инструмента для обрабатывания цветных или черных металлов. Основными техническими характеристиками таких установок являются:
Основными техническими характеристиками таких установок являются:
- максимальный допуск диаметра детали, установленной над станиной, может быть до 500мм;
- детали, для обработки могут быть диаметром до 350мм;
- отверстия шпинделя допускаются диаметром до 110мм;
- максимальная толщина стального листа имеет предел прочности не более 120кг/мм2;
- максимальный вес деталей, устанавливаемых на оборудовании, может достигать до 3000кг;
- станина имеет ширину 560мм;
- мощность двигателя в киловаттах – 22.
При всех этих характеристиках, такая установка имеет цельную, литую из чугуна, станину, а жесткость ей придают ребра и коробчатые формы конструкции. Также к техническим характеристикам токарного станка относят наличие двух закаленных призматического вида направляющих, которые способны многократно уменьшать диапазон движения и направления каретки станка, что способствует повышению качества обрабатывания деталей.
 youtube.com/embed/50nL1UgB3xg” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/50nL1UgB3xg” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
О назначении
Такие специализированные токарно-давильные устройства программного управления обычно предназначаются для выполнения операций связанных токарной обработкой изделий. Станки с ЧПУ на основе устройств РТ305М, устанавливают для раскатывания деталей, у которых впоследствии завальцовывают и подрезают торцы.
О преимуществах устройств с ЧПУ
Главным преимуществом специального токарно-давильного станка с ЧПУ РТ305М, является высокий показатель степени автоматизации производства, так как вмешательство оператора устройства в его технологический процесс сведено минимально. Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
- установка и закрепление детали;
- снятие уже обработанного изделия;
- техническая наладка инструментов.
Важно. Оператор наладчик, при подобном программном управлении, способен проводить техническое обслуживание одновременно нескольких таких токарных устройств с ЧПУ.
К преимуществам использования токарных приспособлений с числовым управлением также относят:
- производственная гибкость, при которой для обрабатывания разных изделий достаточно только заменить или скорректировать управляющую программу;
- бесконечное число повторяющих циклов при достаточно высоком уровне параметра обработки деталей;
- возможность такой обработки изделий, которая порой недоступна на обычных простых токарных устройствах;
- долгий срок эксплуатации токарных станков с ЧПУ, технические характеристики, которых на порядок выше, по сравнению с обычными станками, особенно при использовании автоматической подачи СОЖ (смазочно-охлаждающих жидкостей) в области резки.
О функциональности токарных устройств
На таких токарных станках ЧПУ благодаря наличию специальных программ, можно выполнять токарные операции в патронах, к примеру:
- расточку;
- обточку;
- нарезку резцами внутренней резьбы;
- обработку таких изделий как крышки, втулки.

Для этого в станке используют специальные центровые инструменты. Применяя закаленные шлифовальные направляющие скольжения можно делать обработку деталей, имеющих большую толщину снимания припуска. При этом все направляющие плоскости шлифуются, имеют специальное антифрикционное покрытие, позволяющее достигать наиболее точного расположения необходимых узлов, перемещений.
Общая характеристика токарно-винторезного станка 16К20
Общая характеристика токарно-винторезного станка 16К20
Категория:
Токарное дело
Общая характеристика токарно-винторезного станка 16К20
Токарно-винторезный станок 16К20, выпускаемый московским заводом «Красный пролетарий» им. Ефремова, предназначен для выполнения различных токарных и резьбонарезных работ, скоростного резания «сырых», закаленных, а также труднообрабатываемых материалов (нержавеющих и жаропрочных сталей) в условиях единичного и серийного производства.
Техническая характеристика токарно-винто-резного станка 16К20
Наибольший диаметр обрабатываемой заготовки мм;
над станиной…….400
над поперечными салазками суппорта……..220
Расстояние между центрами (РМЦ) 710,1000 1400, 2000
Число частот вращения шпинделя 24-(22 различные значения)
Пределы частот вращения шпинделя, об/мин…….12,5-1600
Пределы подач, мм / об:
продольных…….0,05—2,8
поперечных…………..0,025—1,4
Шаги нарезаемых резьб:
метрической, мм……0,5—112
дюймовой, число ниток на 1” 56—0,5
Мощность электродвигателя главного привода, кВт……7,5; 10
Габаритные размеры станка, мм: 2470, 2760
длина………………..3160,3760
высота………1470
ширина…..1195
Масса станка (РМЦ 1000 мм), кг…3000
Станок обеспечивает наиболее полное использование стойкостных возможностей инструментов, оснащенных твердым сплавом, минеральной керамикой, алмазом или эльбором. Общий вид станка показан на рис. 1. Жесткая (жесткость в 1,5 раза более, чем у станка 1К62) коробчатой формы станина с закаленными шлифованными направляющими установлена на монолитном основании, одновременно служащем стружкосборником и резервуаром для охлаждающей жидкости. Направляющие станины, а также ходовой винт и ходовой вал защищены от попадания мелкой стружки и пыли щитками. Фартук оснащен механизмом отключения подачи, который позволяет вести обработку по упорам при продольном и поперечном точении.
Направляющие станины, а также ходовой винт и ходовой вал защищены от попадания мелкой стружки и пыли щитками. Фартук оснащен механизмом отключения подачи, который позволяет вести обработку по упорам при продольном и поперечном точении.
Новое конструктивное исполнение механизма индексации четырехпозиционного резцедержателя обеспечивает высокую точность фиксации и виброустойчивость.
Задняя бабка станка установлена на аэростатической опоре (воздушной подушке), что значительно снизило удельное давление при ее перемещении и износ направляющих станины. Для перемещения задней бабки при включенном аэростатическом устройстве требуется небольшое усилие.
На основе станка 16К20, как базовой модели, выпускается ряд модификаций: станок 16К20Г с выемкой в станине для обтачивания заготовок диаметром до 600 мм на длине 295 мм от торца фланца шпинделя; 16К25 — облегченного типа для обработки заготовок диаметром до 500 мм над направляющими станины; 16К20П — повышенного класса точности для инструментального производства, оснащенный механизмом автоматической подачи верхних салазок суппорта; 16К20ФЗ—с числовым программным управлением.
На модель 16К20 перенесены все лучшие качества системы управления станка 1К62: управление всеми рабочими и вспомогательными операциями централизовано, все рукоятки размещены удобно для токаря, рабочими и ускоренными перемещениями суппорта (продольными и поперечными) управляют одной рукояткой.
1. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20
Реклама:
Читать далее:
Механизмы станка
Статьи по теме:
1А62 токарно-винторезный станок: характеристики, паспорт, устройство
Промышленный токарный станок 1А62 является типичным представителем отечественного станкостроения. Несмотря на то, что производство серии давно прекращено, подобные станки все еще встречаются на предприятиях. Универсальное назначение и устройство винторезного станка серии 1А62 делают его востребованным при выполнении работ различного назначения. На основе базовой модификации также разработан токарный станок 1А62Г, ориентированный на обработку заготовок повышенного размера.
Технические характеристики станка
Возможности станков типа 1А62 направлены на производство токарных работ по металлу. Они обеспечивают точение заготовок с максимальным диаметром до 400 мм. Допустимый размер детали при обработке над суппортом ограничен диаметром 200 мм. Модернизированная модель — токарный станок с индексом 1А62Г, позволяет протачивать заготовки диаметром 600 мм над специальным углублением в конструкции станины. При этом длина заготовки большого диаметра не должна превышать 300 мм. Максимальный продольный размер протачиваемой детали в зависимости от модификации составляет 750, 1000 или 1500 мм.
Коробка скоростей токарного станка позволяет задавать скорость вращения шпинделя в диапазоне от 11,5 до 1200 об/мин в прямом направлении.
Весь диапазон разбит на 24 ступени. В обратном направлении, коробка реализует 12 скоростей со значениями от 18 до 760 об/мин. Станок оснащен коробкой переключения подач, обеспечивающей перемещения фартука со скоростью от 0,082 до 1,59 мм/об, а поперечные перемещения суппорта — от 0,027 до 0,522 мм/об. Технические характеристики редуктора позволяют точить метрические резьбы с шагом от 1 до 12 мм. Таблица резьб также включает дюймовые, модульные и питчевые ряды.
Технические характеристики редуктора позволяют точить метрические резьбы с шагом от 1 до 12 мм. Таблица резьб также включает дюймовые, модульные и питчевые ряды.
Для главного привода используется трехфазный асинхронный двигатель мощностью 7,0 кВт. Суммарная потребляемая мощность не превышает 7,2 кВт. Габариты станка, обеспечивающего работу с метровыми заготовками, составляют 1295×2785×1500 мм. Вес такой модели равен 1960 кг.
Устройство станка 1А62
Конструкция 1А62 заимствовала много решений от своего предшественника ДИП-200. При этом в кинематику были внесены многочисленные изменения, направленные на повышение долговечности и упрощение конструкции. Цельнолитая станина П-образного сечения имеет большую массу и высокую жесткость. Заодно со станиной выполнены каленые призматические направляющие продольной подачи. Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Шпиндель токарного станка установлен на одном переднем и двух задних подшипниках. Пуск и реверс шпинделя производится через фрикционную муфту. Рукоятки управления установлены на передней бабке и подвижном на фартуке станка. Ленточный тормоз гарантирует быстрый останов вращения при отключении муфты. Полый шпиндельный вал допускает установку обрабатываемого прутка диаметром до 36 мм. В базовом варианте устанавливаются токарные патроны диаметром 200 или 250 мм.
Кинематическая схема коробки скоростей токарного станка 1А62Г реализована с использованием зубчатых шестерен.
Передача вращения от электромотора на входной вал редуктора осуществляется с использованием клиноременной передачи. Органы управления коробкой скоростей представляют собой три рукоятки, смонтированные на боковой поверхности шпиндельной бабки.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1А62
Коробка переключения подач обеспечивает механические перемещения суппорта токарно-винторезного станка 1А62. В конструкцию заложена возможность выполнения метрической и других видов резьб, как в правом, так и в левом варианте. Предусмотрено прямое подключение ходового вала к валу шпинделя, используемое для выполнения точных изделий. Для перекрытия всего возможного диапазона скоростей, дополнительно используются две пары сменных шестерен, устанавливаемых в гитаре станка. Циркуляционная система смазки обеспечивает поступление масла на элементы коробки скоростей и коробки переключения подач. Привод маслонасоса выполнен от отдельного электродвигателя.
В конструкцию заложена возможность выполнения метрической и других видов резьб, как в правом, так и в левом варианте. Предусмотрено прямое подключение ходового вала к валу шпинделя, используемое для выполнения точных изделий. Для перекрытия всего возможного диапазона скоростей, дополнительно используются две пары сменных шестерен, устанавливаемых в гитаре станка. Циркуляционная система смазки обеспечивает поступление масла на элементы коробки скоростей и коробки переключения подач. Привод маслонасоса выполнен от отдельного электродвигателя.
Подвижный фартук позволяет выполнять перемещения суппорта по продольной и поперечной осям в ручном и механизированном режиме. Изменение направления движения выполняется через реверсивный механизм. В состав оборудования фартука включены два предохранительных устройства. Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Схема электрооборудования станка обеспечивает единственную функцию запуска двигателя главного движения. Защиты и блокировки, за исключением тепловой защиты электродвигателей, не реализованы. В схеме, дополнительно предусмотрен понижающий трансформатор для питания цепей освещения.
Назначение оборудования
Назначение 1А62 соответствует другим универсальным станкам токарно-винторезной группы. С его помощью выполняется точение, сверление, нарезание резьбы и другие токарные операции. Исходная заготовка может устанавливаться как в патроне, так и в центрах. Качество токарной обработки позволяет использовать станок в составе чистовой и получистовой групп оборудования. Руководство по эксплуатации, рекомендует использовать данную модель при изготовлении единичной или мелкосерийной продукции.
Руководство по эксплуатации, рекомендует использовать данную модель при изготовлении единичной или мелкосерийной продукции.
Сведения о производителе
Модель 1А62 выпускал с 1947 по 1956 Московский станкостроительной завод «Красный пролетарий» им. А.И. Ефремова. Токарно-винторезный станок модификации 1А62Г изготавливался Астраханским станкостроительным заводом в период с 1955 по 1980 годы.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| П |
Размеры обрабатываемых изделий | ||
Наибольший диаметр обрабатываемого изделия над станиной | мм | 250 |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 145 |
Расстояние между центрами (РМЦ) | мм | 500 |
Наибольший диаметр прутка, проходящего через отверстие в шпинделе | мм | 25 |
Наибольший диаметр прутка в цанге | мм | 16 |
Наибольшая длина обрабатываемого изделия | мм | 500 |
Шпиндель | ||
Диаметр отверстия в шпинделе | мм | 26 |
Центр в шпинделе по ГОСТ 13214-67 |
| 7032-0029 Морзе 4 |
Конец шпинделя по ГОСТ 12595-72 |
| 4К |
Количество скоростей |
| Бесступенчатое регулирование |
Частота вращения шпинделя | об/мин | 30…3000 |
Торможение шпинделя |
| есть |
Коробка подач | ||
Количество подач |
| 28 |
Подача |
|
|
продольная | мм/об | 0,02…0,35 |
поперечная | мм/об | 0,01…0,175 |
Параметры нарезаемых резьб | ||
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 0,2-28 |
модульных | модуль | 0,1-14 |
дюймовых | ниток/дюйм | 5-96 |
питчевых | питч | нет |
Суппорт | ||
Число резцов, установленных в резцедержателе |
| 4 |
Высота от опорной поверхности резца до линии центров | мм | 16 |
Наибольшее расстояние от оси центров до кромки резцедержателя | мм | 135 |
Резцовые салазки | ||
Наибольшее перемещение салазок | мм | 110 |
Наибольший угол поворота | град | ±45 |
Цена одного деления шкалы поворота | град | 1 |
Цена одного деления лимба | мм | 0,02 |
Задняя бабка | ||
Центр в пиноли по ГОСТ 13214-67 |
| 7032-0023 Морзе 3 |
Наибольшее перемещение пиноли | мм | 85 |
Цена одного деления лимба | мм | 0,02 |
Электрооборудование | ||
Количество электродвигателей на станке (с электронасосом) |
| 2 |
Привод станка |
|
|
Число оборотов | об/мин | 1430 |
Мощность | кВт | 1,5 |
Тип |
| АОЛ2-22-1 |
Привод насоса охлаждения |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ПА-22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 1510 |
ширина | мм | 725 |
высота | мм | 1360 |
Масса станка | кг | 765 |
Токарный станок с ЧПУ Особенности и терминология
При покупке токарного станка с ЧПУ вы должны задать себе несколько вопросов, прежде чем начать процесс. Некоторые из этих вопросов будут совершенно очевидными: сколько перемещения оси мне нужно? Патрон какого размера мне следует искать? Сколько инструментальных позиций на револьверной головке? Какой размер отверстия шпинделя? И т.д. … Однако есть и другие характеристики, которые не менее важны, но не всегда так очевидны: Какое максимальное расстояние поворота потребуется для моей работы? Какой максимальный диаметр точения необходим для моего семейства деталей? Какую мощность и крутящий момент шпинделя будет потреблять мой тип работы? На первый набор вышеупомянутых вопросов относительно легко ответить, но вторая группа требует лучшего понимания токарных станков в целом.
Некоторые из этих вопросов будут совершенно очевидными: сколько перемещения оси мне нужно? Патрон какого размера мне следует искать? Сколько инструментальных позиций на револьверной головке? Какой размер отверстия шпинделя? И т.д. … Однако есть и другие характеристики, которые не менее важны, но не всегда так очевидны: Какое максимальное расстояние поворота потребуется для моей работы? Какой максимальный диаметр точения необходим для моего семейства деталей? Какую мощность и крутящий момент шпинделя будет потреблять мой тип работы? На первый набор вышеупомянутых вопросов относительно легко ответить, но вторая группа требует лучшего понимания токарных станков в целом.
Меня часто удивляет количество высококвалифицированных станков с ЧПУ и операторов, которые могут сделать почти все на фрезерном станке, но которые очень обеспокоены и напуганы токарным станком, потому что они действительно не понимают смысла базовой терминологии токарного станка. Это цель данной статьи. Я попытаюсь прояснить значение и преимущества некоторых «не столь очевидных» функций, которые присутствуют в типовой спецификации токарного станка, и попытаюсь уточнить их определение и объяснить, почему они могут быть важным фактором при покупке ЧПУ. токарный станок.
токарный станок.
Максимальный диаметр поворота : это просто указывает на самый большой размер детали, которую можно повернуть на станке – с использованием инструментов стандартной длины – без столкновения или столкновения с ограждением или другими элементами станка. Если ось X полностью втянута в положительное положение, детали какого размера можно безопасно обрабатывать … поскольку это связано с перемещениями станка по оси X. Например: если вы смотрите на станок с максимальным диаметром поворота 16 дюймов, а детали, которые вы используете на регулярной основе, имеют диаметр 15 дюймов или больше, то вы, вероятно, захотите взглянуть на станок с больший максимальный диаметр поворота.Несмотря на то, что в нашем примере выше, деталь технически «подходит» в этом случае, вы должны понимать, что вы бежите по самому краю конверта … и если бы вам пришлось вывесить инструмент из револьверной головки дальше, чем в норме – по той или иной причине – у вас, скорее всего, НЕ будет достаточно хода по оси X для размещения детали.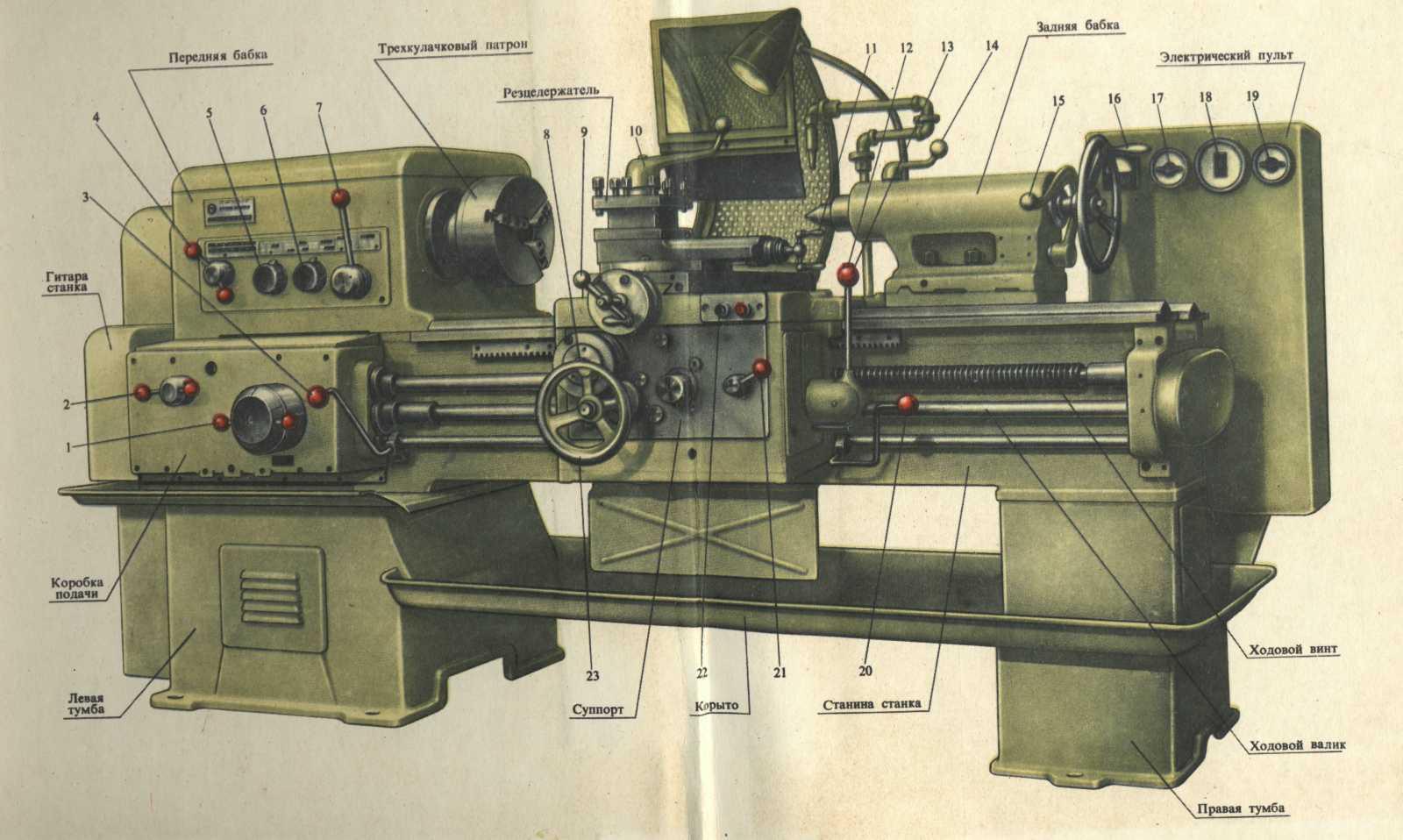
Максимальный поворот : относится к детали наибольшего диаметра, которая может вращаться в патроне без механического столкновения с ограждением, поперечным салазками или другими компонентами станка, расположенными рядом с зоной зажима.В зависимости от стиля и конструкции рассматриваемого станка, это значение может быть больше, чем максимальный диаметр точения, упомянутый выше … однако это НЕ означает, что вы можете повернуть деталь больше, чем указано в спецификации максимального диаметра точения. .
Мощность и крутящий момент : мощность и крутящий момент являются очевидными соображениями при покупке новой машины, но их необходимость может быть не так очевидна во всех случаях. Если вы выполняете такие работы, как литье и поковки, сверление отверстий большого диаметра в стали или в целом точение деталей большого диаметра, то мощность и крутящий момент будут для вас очень важны…и вы должны быть уверены, что на данной машине достаточно для вашего приложения. Однако, если вы больше сосредоточены на высокопроизводительной или общей токарной обработке деталей малого и среднего размера, то в вашем случае частота вращения шпинделя может стать более важной, чем мощность.
Однако, если вы больше сосредоточены на высокопроизводительной или общей токарной обработке деталей малого и среднего размера, то в вашем случае частота вращения шпинделя может стать более важной, чем мощность.
Как мы видели на фрезерной арене за последние несколько лет, высокоскоростная обработка быстро превращается в токарную. По мере того, как технология токарного инструмента становится все более распространенной и все более распространенными становятся варианты подачи охлаждающей жидкости, все более распространенными становятся принципы более мелкой, но быстрой резки…и скорость шпинделя, ускоренный ход и максимальная программируемая скорость подачи становятся гораздо важнее чистой мощности и крутящего момента.
Максимальная длина токарной обработки : очень похожа на максимальный диаметр токарной обработки, в этой спецификации указывается самая длинная деталь, которую можно повернуть в зависимости от механических ограничений и перемещений оси станка. Имейте в виду: эффективная максимальная длина поворота для конкретной детали может быть меньше указанной при использовании более крупных или более глубоких патронов или инструментов, которые выступают с торца револьверной головки дальше, чем считается «нормальным».В обоих случаях вы представляете возможность механических столкновений, которые ограничивают длину обрабатываемой детали, даже если физические перемещения и пределы станка не изменились.
Имейте в виду: эффективная максимальная длина поворота для конкретной детали может быть меньше указанной при использовании более крупных или более глубоких патронов или инструментов, которые выступают с торца револьверной головки дальше, чем считается «нормальным».В обоих случаях вы представляете возможность механических столкновений, которые ограничивают длину обрабатываемой детали, даже если физические перемещения и пределы станка не изменились.
ProtoTRAK CNC Model | ELX | RLX | RLX | RLX | RLX | RLX | |
|---|---|---|---|---|---|---|---|
Вместимость | |||||||
| Высота центров | 7 ″ | 8 ″ | 8 ″ | 9 ″ | 12 ″ | 16.5 ″ | |
| Расстояние между центрами | 40 ″ | 30 ″ | 30 ″ | 45 ″ | 70 ″ | 118 ″ | |
| Качели над станиной | 14 ″ | 16 ″ | 16 ″ | 18,1 ″ | 24 ″ | 33 ″ | |
| Поворотные крылья над седлом | 14 ″ | 16 ″ | 16 ″ | 17 ″ | 24 ″ | 33 ″ | |
| Поворотная поперечная направляющая | 7 ″ | 8. 6 ″ 6 ″ | 8,6 ″ | 9,13 ″ | 14,5 ″ | 21,2 ″ | |
| Поперечное смещение | 8 ″ | 8,5 ″ | 8,5 ″ | 10,6 ″ | 12,5 ″ | 20,5 ″ | |
| Макс.сечение инструмента | 3/4 ″ | 3/4 ″ | 3/4 ″ | 1 ″ | 1 ″ | 1.5 ″ | |
| Емкость бака охлаждающей жидкости | 3 галлона | 8 галлонов | 8 галлонов | 13 галлонов | 15 галлонов | 48 галлонов | |
| Масляный насос – способ смазки | – | 2 л | 2 л | 2 л | 2 л | 2 л | |
| Смазка головной части | – | 1.5 галлонов | 1,5 галлона | 1,85 галлона | 5,3 галлона 6,3 галлона с дополнительным маслоохладителем | 10 галлонов | |
| Быстрые скорости | 100 IPM по оси Z 100 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | |
Кровать | |||||||
| Ширина кровати | 8. 1 ″ 1 ″ | 12,6 ″ | 12,6 ″ | 13,4 ″ | 14,57 ″ | 19,69 ″ | |
| Высота кровати | 10,6 ″ | 12,6 ″ | 12,6 ″ | 12,4 ″ | 15 ″ | 18,7 ″ | |
Передняя бабка | |||||||
| Носик шпинделя | Д1-4 | Д1-6 | A2-4 | Д1-6 | Д1-8 | A2-11 | |
| Сквозное отверстие шпинделя | 1.56 ″ | 2,12 ″ | 1,57 ″ | 2,36 ″ | 4,09 ″ | 6,30 ″ | |
| Конус шпинделя | МТ № 5 | MT № 6 | МТ № 5 | MT № 6 | MT № 8 | Конус без MT | |
| Конус в переходной втулке | 3 | н / д | н / д | МТ № 4 | МТ № 5 | MT № 6 | |
| Диаметр шпинделя на переднем подшипнике | 2. 36 ″ 36 ″ | 3,15 ″ | 2,56 ″ | 3,35 ″ | 5,51 ″ | 7,87 ″ | |
| Количество подшипников | 2 | 2 | 5 | 2 | 2 | 2 | |
| Количество скоростей | 12 | 1 | 1 | 2 | 2 | 2 | |
| Диапазон скорости вращения шпинделя об / мин | 60–2400 | 150–2500 | 150–4 000 | 80-850, 250-2,500 | 40–670, 100–1800 | 20–415, 40–1300 | |
| ID шпинделя Резьба (конец шпинделя) | н / д | M56 x 2 мм Шаг | M56 x 2 мм Шаг | н / д | н / д | M185 x 3.0 | |
Задняя бабка | |||||||
| Quill Travel | 5 ″ | 5,75 ″ | 5,75 ″ | 6 ″ | 8,5 ″ | 8 ″ | |
| Диаметр пиноли | 1,575 ″ | 2,36 ″ | 2,36 ″ | 2,56 ″ | 3,5 ″ | 4.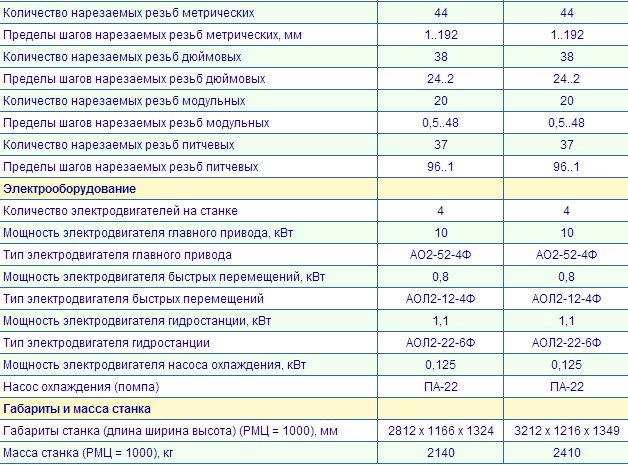 13 ″ 13 ″ | |
| Отверстие под коническое перо | МТ № 3 | МТ № 4 | МТ № 4 | МТ № 4 | МТ № 5 | MT № 6 | |
Мотор шпинделя | |||||||
| Мощность | 5 л.с. | 7.5 л.с. | 7.5 л.с. | 10 л.с. | 15 л.с. | 30 л.с. | |
Требования к питанию, машина | |||||||
| Напряжение | Управление: 110 В Машина: 200 В – 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | 480 В +/- 10% (432–528 В) | |
| А, ток полной нагрузки | Управление: 8A Станок: 15A | 44A | 44A | 54A | 75A | 62A | |
| Фаза / Гц | Управление: 1/60 Станок: 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | |
Размеры | |||||||
Нетто (Д x Ш x В), фунт. | 73 ″ x 44 ″ x 57 ″ 1800 фунтов | 82 ″ x 45 ″ x 72 ″ 2750 фунтов | 82 ″ x 45 ″ x 72 ″ 2750 фунтов | 88 ″ x 55 ″ x 70 ″ 3285 фунтов | 129 ″ x 84 ″ x 79 ″ 6 500 фунтов | 212,6 ″ x 86,61 ″ x 79,53 ″ 18 920 фунтов | |
| В упаковке (Д x Ш x В), фунты. | 78 ″ x 49 ″ x 67 ″ 2200 фунтов | 87 ″ x 45 ″ x 70 ″ 3420 фунтов | 87 ″ x 45 ″ x 70 ″ 3420 фунтов | 91 ″ x 52 ″ x 79 ″ 3 800 фунтов | 134 ″ x 65 ″ x 79 ″ 6900 фунтов | 222.44 ″ x 90,55 ″ x 110,23 ″ 19 270 фунтов | |
Другое | |||||||
| Двигатель насоса охлаждающей жидкости HP | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/4 л.с. | |
| Тормоз двигателя шпинделя | Магнитный | Динамический | Динамический | Динамический | Динамический | Динамический | |
| Твердость поверхности пути | 400-450 HB | 400-450 HB | 400-450 HB | 480-560 HB | 480-560 HB | 480-560 HB | |
| Смазка головной части | Смазка для брызг | Масляная ванна | Смазка | Масляная ванна | Масляная ванна | Масляная ванна | |
Опции | |||||||
| Набор инструментов | 3/4 ″ | 3/4 ″ | 3/4 ″ | 3/4 ″ или 1 ″ | 1 ″ | 1-1 / 4 ″ | |
| Патрон | 6 ″, D1-4 | 8 ″, D1-6 | 6 ″, A2-4 | 8 ″, D1-6 | 12 ″, D1-8 | 20 ″, A2-11 | |
| 5C Цанговый доводчик | Д1-4 | Д1-6 | A2-4 | Д1-6 | н / д | н / д | |
| Вариант револьвера | н / д | 3/4 ″, 8 позиций 3/4 ″, 4 позиции | 3/4 ″, 8 позиций 3/4 ″, 4 позиции | 3/4 ″ или 1 ″, 8 позиций 3/4 ″ или 1 ″, 4 позиции | 1 ″, 8 позиций 1 ″, 4 позиции | н / д |
| Фартук | Передняя часть каретки в сборе, на которой установлена каретка маховик установлен |
| Кровать | Основная опорная отливка длина токарного станка |
| Между Центры | 1.Способ удержания заготовки путем установки ее между центром.
в шпинделе передней бабки и центр в
шпиндель задней бабки (см. Центр). В
заготовку захватывает и ведет собака. 2. Размер, представляющий максимальную длину заготовки. которые можно повернуть между центрами. Токарный станок 7×10 имеет расстояние между центрами 10 дюймов; токарный станок 7×12 расстояние между центрами составляет 12 дюймов.  Так как, как правило, чем больше, тем лучше, производители токарных станков иногда
завысить это число. Так как, как правило, чем больше, тем лучше, производители токарных станков иногда
завысить это число. |
| Насадка | Заточенный режущий инструмент, например сверло или токарное сверло, используемое для удаления металла или другого материала с заготовки |
| Карбид | Чрезвычайно твердый, жаро- и износостойкий материал, используемый для изготовления режущего инструмента. Что касается станков, обычно относится к карбиду вольфрама. Несмотря на то, что он очень твердый, он хрупкий и подвержен сколам при ударе. |
| Тележка | Узел, который перемещает стойку и режущий инструмент по путям |
| Маховик каретки | Колесо с ручкой для перемещения каретка вручную при помощи реечной передачи |
| Замок каретки | А
механизм фиксации каретки в направляющих, чтобы седло не двигалось вдоль
способы при облицовочных операциях. Стандартная функция на большинстве больших
токарные станки, но не на мини-токарном станке. А вот добавить легко. Стандартная функция на большинстве больших
токарные станки, но не на мини-токарном станке. А вот добавить легко. |
| Отливка | Металлический компонент, сформированный в определенной формы путем заливки расплавленного металла в полую форму желаемой формы. После металл остывает и застывает, из формы удаляется фасонная отливка и излишки металла, известный как перепрошивка, удаляется. Форма обычно изготавливается из специальной смеси песок и вяжущее средство и разделен на две половины, которые разделены для удаления закончил литье.Также может относиться к процессу изготовления отливки. Кастинг процесс используется для изготовления большинства крупных металлических деталей станков. В необработанные литые детали обрабатываются станками для формирования прецизионных сопрягаемых поверхностей, таких как как способы токарного станка или стола фрезерного станка. |
| Центр | Прецизионный шлифованный конический цилиндр
с 60 заостренным наконечником и валом с конусом МорзеПроводится в
Задняя бабка токарного станка для поддержки конца длинной заготовки. Может также использоваться в передней бабке.
шпиндель для поддержки работы между центрами на обоих концах. Также
процесс позиционирования заготовки точно в соответствии с дрелью или фрезой. Может также использоваться в передней бабке.
шпиндель для поддержки работы между центрами на обоих концах. Также
процесс позиционирования заготовки точно в соответствии с дрелью или фрезой. Живой центр – это центр с интегральной подшипники для уменьшения трения; мертвая точка не имеет подшипников, поэтому наконечник необходимо держать смазанным, чтобы не допустить перегрева центра и заготовки из-за трение. глагол: для точного позиционирования заготовки так, чтобы центр детали или центр элемента, такого как отверстие, концентрично осевая линия токарного станка или шпиндель фрезерного станка. Также может применяться для центрирования поворотного стол или другое удерживающее устройство, концентричное шпинделю фрезерного станка. |
| Центровочное сверло | 1. Короткая, короткая дрель, используемая для
сформировать пилотное отверстие для сверления и неглубокое отверстие с потайной головкой
для установки конца заготовки по центру. 2. В процесс сверления заготовки центрирующим сверлом |
| Средняя линия | Воображаемая линия, идущая от центр шпинделя через центр ползуна задней бабки, представляющий центральную ось токарного станка вокруг вращается работа. |
| Патрон | Зажимное устройство для удержания работ в токарном станке или для удержания сверла в задней бабке.Сверлильные патроны иногда называют Jacobs Chucks – бренд, который популяризировал этот стиль патронов. |
| Соединение | Подвижная платформа, на которой крепится стойка для инструментов; можно установить под углом к заготовке. Также известен как соединение слайд и составной упор. |
| Соединение Маховик | Колесо с ручкой для перемещения
соединение скользит внутрь и наружу. Также известен как комбикорм. Также известен как комбикорм. |
| Цековка | 1. Для бурения неглубокого плоскодонного
отверстие немного больше и концентрично с ранее просверленным отверстием, чтобы позволить головке
винта, который должен быть погружен под поверхность заготовки. Специальный инструмент для расточки
или концевую фрезу просверливают так, чтобы дно было ровным. 2. Отверстие, просверленное с помощью этого процесса. |
| Зенковка | 1.Чтобы сформировать неглубокий конусообразный
отверстие, окружающее просверленное отверстие меньшего диаметра. Зенковка часто используется, чтобы
головка винта с плоской головкой будет на одном уровне или немного ниже поверхности, на которой
винт уже используется. 2. Режущий инструмент, похожий на сверло, с коническим наконечником, используемый для резки отверстие зенковки.  Часто сочетается с коротким наконечником сверла в качестве комбинированного сверла.
и зенковка », или по центру
дрель. Часто сочетается с коротким наконечником сверла в качестве комбинированного сверла.
и зенковка », или по центру
дрель. |
| Поперечная подача | Маховик или кривошип, который перемещает поперечное скольжение поворотом винта. Также действие перемещения крестовины с помощью крестовины маховик подачи. |
| Поперечное скольжение | Платформа, перемещающаяся перпендикулярно к оси токарного станка под управлением поперечно-суппорта |
| Маховик с поперечным смещением | Колесо с ручкой для перемещения поперечное скольжение внутрь и наружу.Также известен как поперечная подача. |
| Резка Инструмент | Инструмент, который выполняет резку, или
удаление металла или другого материала. Может относиться к любому типу режущего инструмента, например, сверлу,
развертка или токарный бит. Токарный станок
долото обычно имеет квадратное поперечное сечение с заостренным концом на одном конце. Это сделано
из очень твердого и жаропрочного материала, такого как быстрорежущая сталь или карбид. Может относиться к любому типу режущего инструмента, например, сверлу,
развертка или токарный бит. Токарный станок
долото обычно имеет квадратное поперечное сечение с заостренным концом на одном конце. Это сделано
из очень твердого и жаропрочного материала, такого как быстрорежущая сталь или карбид. |
| Мертвый Центр | А токарный центр изготовлен из цельного куска стали без подшипников, обычно используется для поддержки задней бабки конец относительно длинной, гибкой заготовки. Поскольку подшипников нет, наконечник должен быть хорошо смазан, чтобы предотвратить нагревание из-за трения. См. Также: Live Center. |
| Собака | Также известен как токарный станок или
Dogleg.Адаптер L-образной формы, обычно из чугуна, с отверстием для
заготовку и стопорный винт для фиксации заготовки. Используется для зажима заготовки и
приложите к нему вращающую силу, пока заготовка устанавливается между
центрируется вместе с лицевой панелью. Собака вступает в бой
в лицевой панели, чтобы приложить усилие к заготовке. Используется вместо патрона, особенно
в работах до 1940-х годов и / или когда конус сокращается путем смещения задней бабки. Используется для зажима заготовки и
приложите к нему вращающую силу, пока заготовка устанавливается между
центрируется вместе с лицевой панелью. Собака вступает в бой
в лицевой панели, чтобы приложить усилие к заготовке. Используется вместо патрона, особенно
в работах до 1940-х годов и / или когда конус сокращается путем смещения задней бабки. |
| Ласточкин хвост или слайд «ласточкин хвост» | Скользящая поверхность между двумя точно согласованные компоненты на станке, таком как поперечный суппорт токарного станка.Ласточкин хвост гарантирует, что два компонента могут двигаться в точном линейном движении с очень небольшим из стороны в сторону. Назван так потому, что на виде с конца он похож на форму голубиный хвост. Также распространенный тип соединения, используемый в деревообработке и названный так по та же самая причина. |
| Лицевая панель | Металлическая пластина с плоской гранью,
устанавливается на шпиндель токарного станка для удержания деталей нестандартной формы. |
| Облицовка | Токарный станок, при котором металл снимается с конца заготовки для создания гладкого перпендикулярная поверхность или лицо. Режущий инструмент перемещают поперек путём поворота маховик с поперечным смещением, также известный как поперечная подача. |
| Штифт | Отрезок из стали или латуни с ромбовидное поперечное сечение, которое входит в зацепление с одной стороной ласточкиного хвоста и может быть отрегулирован с помощью винтов, чтобы компенсировать любое провисание ползуна «ласточкин хвост».Привыкший отрегулируйте ласточкин хвост для оптимальной герметичности и компенсации износа. |
| Полугайка или полугайка | Гайка, состоящая из двух половинок,
зажим вокруг ходового винта под управлением рычага с половинной гайкой для перемещения каретки под действием усилия, приводимого
ходовой винт. Полугайка обычно имеет длину 6-10 полных ниток для распределения движущей силы.
на большей площади. Полугайка обычно имеет длину 6-10 полных ниток для распределения движущей силы.
на большей площади. |
| Рычаг полугайки | Рычаг для фиксации каретки с ходовой винт для перемещения каретки с усилием |
| Маховик | Колесо, повернутое вручную для перемещения компонент токарного или другого станка.Часто ручка выходит из лицевая сторона. Рукоятка позволяет быстро вращать маховик. |
| Высота помещения | Расстояние между кончиками шпиндель (или патрон) и стол на фрезерном станке или сверлильном станке. |
| Передняя бабка | Основная отливка смонтирована на
левый конец станины, в котором установлен шпиндель.Вмещает изменение скорости шпинделя
шестерни. |
| Быстрорежущая сталь (HSS) | Стальной сплав, используемый для резки инструменты, такие как токарные биты и сверла. HSS обладает высокой устойчивостью к потере твердости из-за нагрева от трения. При использовании для токарных фрез заготовка из быстрорежущей стали измельчить до нужной формы на скамейке-болгарке. |
| Прерывистый рез | Операция резания на токарном станке или
фреза, в которой поверхность, по которой движется режущий инструмент, имеет зазоры или отверстия.В
режущее действие инструмента, таким образом, “прерывается” каждый раз, когда он проходит через такую
открытие. Из-за вибрации, вызванной этим процессом, необходимо проявлять особую осторожность.
убедитесь, что режущий инструмент и заготовка надежно закреплены и не
работать свободно. На фрезерном станке головка должна быть надежно зафиксирована на месте, чтобы она
не скользит. |
| Патрон Джейкобса | Стандартный сверлильный патрон, который использует внешнее кольцо с зубчатой передачей вместе с ключом патрона, который входит в зацепление с зубчатым кольцом для удержания сверло очень плотно.До появления патронов “без ключа” эти повсеместно использовались на ручных перфораторах и сверлильных станках. Jacobs – торговая марка торговая марка, которая часто используется в качестве общего названия патронов этого стиля. |
| Джейкобс Конус | Один из нескольких отраслевых стандартов
спецификации для конических хвостовиков инструмента. Конические валы на инструментах входят в паз
согласование конуса в токарном станке, сверлильном станке, шпинделе фрезерного станка или
на поворотном столе или аналогичных инструментах.Конусы подвергаются прецизионной обработке и при правильном соединении
и свободный от масла и песка, держите инструмент плотно и концентрично относительно шпинделя станка.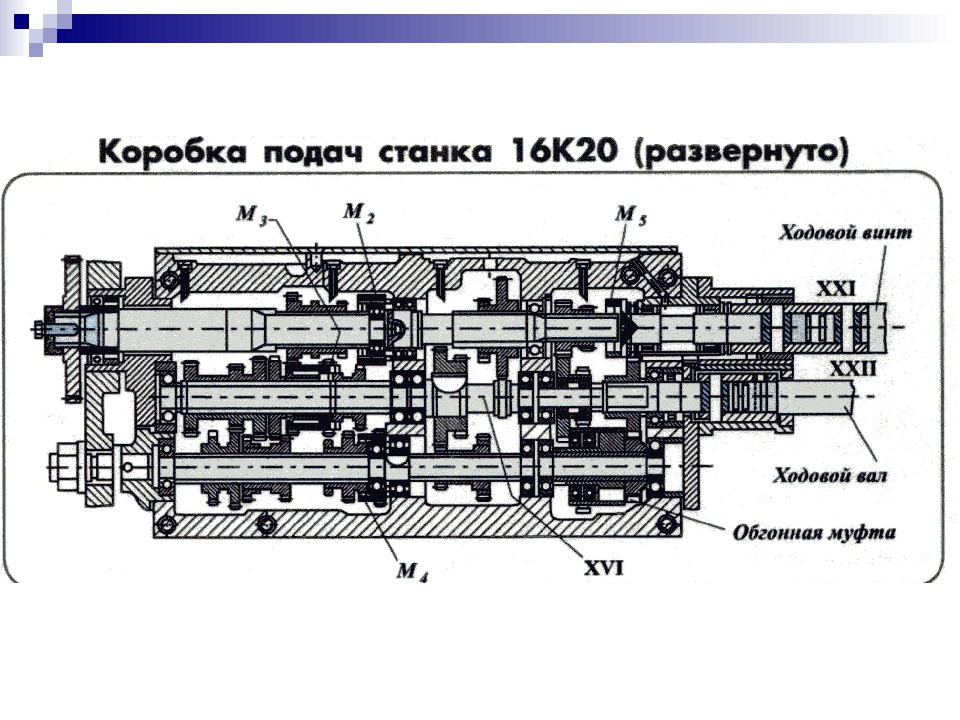 После совмещения инструменты, удерживаемые конусом, необходимо извлечь, высвободив их, забив мягкую
вал с задней стороны инструмента, используя молоток или винт для приложения силы. После совмещения инструменты, удерживаемые конусом, необходимо извлечь, высвободив их, забив мягкую
вал с задней стороны инструмента, используя молоток или винт для приложения силы. |
| Ходовой винт | Прецизионный винт, длина кровати. Используется для управления каретой под властью для поворота и нарезание резьбы.Меньшие ходовые винты используются в поперечном суппорте и соединении для перемещения этих частей в точном количестве. Промышленные токарные станки имеют отдельный привод для подачи питания и Зарезервируйте ходовой винт для нарезания винта, чтобы уменьшить ненужный износ ходового винта. |
| Вживую Центр | А токарный центр
со встроенными шарикоподшипниками, которые позволяют наконечнику поворачиваться независимо от конического конца.
уменьшить трение при использовании центра для поддержки конца заготовки. См. «Мертвая точка». См. «Мертвая точка». |
| длинный Конус | Конус, срез
на токарном станке, который обычно слишком длинный, чтобы резать путем смещения компаунда.
На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может
быть смещенным относительно средней линии токарного станка. Заготовка просверливается по центру
на обоих концах и поддерживается между центрами с помощью упора для перемещения заготовки. Задняя бабка смещена к
желаемый угол конуса.По мере движения каретки по траекториям режущий инструмент остается
параллельно центральной линии токарного станка, но заготовка разрезается по конусу, потому что она
компенсировать. Токарные станки промышленного класса иногда имеют коническую насадку, позволяющую резать длинные
конусность без смещения задней бабки. По мере движения каретки по траекториям конус
насадка перемещает поперечные салазки внутрь и наружу с постоянной скоростью, что приводит к сужающемуся сечению. |
| Станок Инструмент | Станок, например токарный, сверлильный пресс или фрезерный станок, предназначенный для формовки и формовки металла и других материалов с высокой степень точности.Типичная точность размеров составляет порядка тысячных долей дюйм или сотые доли миллиметра. Станки могут быть от настольных до огромных. многотонные машины, используемые для промышленных работ. |
| Обработка | Процесс формовки металла или другой материал с помощью станка, такого как токарный или фрезерный станок. Большая часть обработки такие операции, как сверление или токарная обработка, срезают лишний материал, оставляя желаемый форма и размеры. |
| Морзе Конус | Используемый конус определенных размеров
сопрягать совпадающие охватываемые и охватываемые части так, чтобы они плотно сцеплялись и
концентрически. Конусы бывают разных размеров, например # 0, # 1, # 2, # 3 и т. Д., С большим
числа, представляющие большие размеры. Шпиндель мини-токарного станка имеет конус Морзе №3 и
ползун задней бабки имеет конус Морзе №2. Конусы бывают разных размеров, например # 0, # 1, # 2, # 3 и т. Д., С большим
числа, представляющие большие размеры. Шпиндель мини-токарного станка имеет конус Морзе №3 и
ползун задней бабки имеет конус Морзе №2. |
| Пилот Отверстие | Мелкое отверстие, обычно в форме конуса, просверливается как стартовое отверстие перед сверлением более глубокого отверстия.Пилотное отверстие помогает чтобы сверло попадало в материал в нужном месте и не дрейфовать или блуждать, когда сверло начинает врезаться в сверлильный материал |
| Перо | Часть сверлильного станка, фрезерная
станок, задняя бабка токарного станка или другой станок, который выходит из детали и втягивается внутрь
машины под управлением ручного рычага или маховика. Обычно перо имеет
стандартный конус для крепления патрона или другого приспособления для крепления инструмента.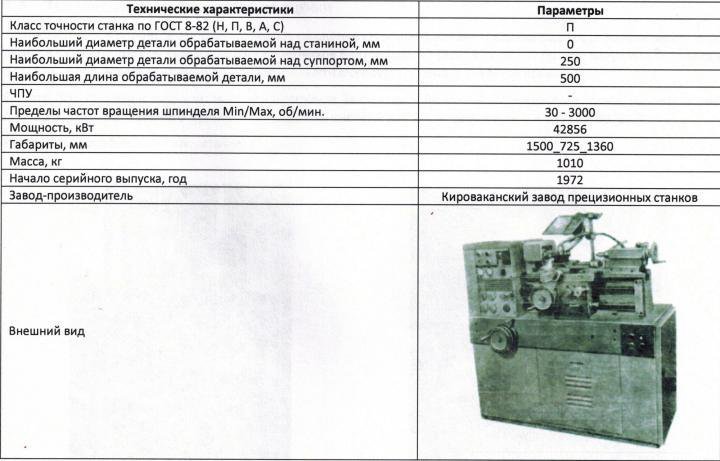 |
| R8 Конус | Стандартный конус часто используется для обработки отверстий шпинделя и хвостовиков инструмента на фрезерных станках среднего размера. Конические хвостовики обеспечивают точное соосность станков со шпинделем и сопротивляться боковым силам, возникающим при фрезеровании. Конусы R8 считаются “самораспускание”, требующее небольшого усилия или совсем без него, чтобы вырвать их из шпинделя при смене инструментов. |
| Рейка и шестерня | Зубчатая передача для перемещения линейная шестерня (рейка) путем поворота круговой шестерни (шестерни). Используется для преобразования вращательного движения, обычно маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки на микроскопе. |
| Седло | Отливка, часто имеющая форму
“H”, если смотреть сверху, это едет по дорогам. Наряду с фартуком он
является одним из двух основных компонентов, из которых состоит каретка. Наряду с фартуком он
является одним из двух основных компонентов, из которых состоит каретка. |
| Короткий Конус | Конус, срез на токарном станке, который достаточно короткий по длине, чтобы его можно было разрезать, сместив компаунд на желаемый угол конуса. |
| Плечо | Точка, в которой находится заготовка резко меняется от одного диаметра к другому. |
| Шпиндель | Главный вращающийся вал, на котором патрон или другое приспособление для удержания заготовок. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем плане основные вращающаяся часть станка. |
| Шпиндель со сквозным отверстием | Размер, указывающий минимум
диаметр отверстия, проходящего через шпиндель. Заготовка диаметром меньше
чем он может проходить через шпиндель для облегчения работы с длинными деталями. На
у мини-станка это 3/4 дюйма, но его можно безопасно развернуть до 13/16 дюйма. Обратите внимание, что рядом
в передней части шпинделя отверстие имеет коническую форму, чтобы удерживать конический инструмент, и больше, чем
3/4 дюйма, если смотреть на шпиндель. Заготовка диаметром меньше
чем он может проходить через шпиндель для облегчения работы с длинными деталями. На
у мини-станка это 3/4 дюйма, но его можно безопасно развернуть до 13/16 дюйма. Обратите внимание, что рядом
в передней части шпинделя отверстие имеет коническую форму, чтобы удерживать конический инструмент, и больше, чем
3/4 дюйма, если смотреть на шпиндель. |
| Фондовая | 1. Металлический или иной предмет
обрабатываемый на токарном станке материал 2.Сырье, такое как металлический стержень, которое будет обрезано до рабочего размера и обработано на станке |
| Качели | Размер, представляющий
заготовка наибольшего диаметра, которую может повернуть токарный станок. В
Мини-токарные станки 7×10, 7×12 и 7×14 имеют поворот на 7 дюймов, что означает, что максимальное
размер заготовки, которая может вращаться, не касаясь станины, составляет 7 дюймов
диаметр. Связанный размер, поворотная каретка или поворотная поперечная направляющая, является
максимальный диаметр заготовки, которая может вращаться над поперечным суппортом.Это примерно 4 дюйма на токарных станках 7x, поэтому заготовки длиной более 3 дюймов не могут
быть больше 4 дюймов в диаметре. Связанный размер, поворотная каретка или поворотная поперечная направляющая, является
максимальный диаметр заготовки, которая может вращаться над поперечным суппортом.Это примерно 4 дюйма на токарных станках 7x, поэтому заготовки длиной более 3 дюймов не могут
быть больше 4 дюймов в диаметре. |
| Задняя бабка | Узел чугун на правом конце токарного станка, который может скользить по путям и фиксироваться на месте. Использовал для удержания длительной работы на месте или для установки сверлильного патрона для сверления в конец работай. |
| Маховик задней бабки | Колесо с ручкой для перемещения задняя бабка входит и выходит из задней бабки Кастинг. |
| Задняя бабка Баран | Поршневой вал, который может быть
перемещался в заднюю бабку и выходил из нее, поворачивая заднюю бабку
маховик. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика конуса Морзе. Вал, или толкатель, выдвигается или снимается с помощью
вращая маховик задней бабки, расположенный на правом конце задней бабки. Баран
обычно обозначается в дюймах и / или миллиметрах и может быть зафиксирован на определенном
точка с помощью фиксирующего рычага. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика конуса Морзе. Вал, или толкатель, выдвигается или снимается с помощью
вращая маховик задней бабки, расположенный на правом конце задней бабки. Баран
обычно обозначается в дюймах и / или миллиметрах и может быть зафиксирован на определенном
точка с помощью фиксирующего рычага. |
| Конус | 1. Равномерное постепенное изменение диаметра.
заготовки. 2. Процесс резки заготовки для получения конического диаметра. 3. Конический участок заготовки, вырезанный на токарном станке . 4. Конический конец инструмента или шпинделя, соответствующий стандартный образец, такой как Морзе Конус, конус Якобса или конус R8. |
| Сквозное отверстие | Отверстие, проходящее через шпиндель. Стержни, которые
имеют меньший диаметр, чем сквозное отверстие может проходить через отверстие, что делает его
можно обработать концы стержня, которые в противном случае были бы слишком длинными для токарного станка. Стержни, которые
имеют меньший диаметр, чем сквозное отверстие может проходить через отверстие, что делает его
можно обработать концы стержня, которые в противном случае были бы слишком длинными для токарного станка. |
| Инструмент | Режущий инструмент, используемый для удаления металла из заготовки; обычно изготавливается из быстрорежущей стали или карбида. |
| Заготовка инструмента | Кусок быстрорежущей стали, из которого режущий инструмент заточен на скамейка-шлифовальная машина.Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для мини-токарного станка. |
| Стойка инструмента | Удерживающее устройство, установленное на компаунд, в который зажимается режущий инструмент |
| Токарная обработка | Токарный станок, при котором металл
снимается с внешнего диаметра заготовки, таким образом
уменьшение его диаметра до желаемого размера. |
| Способы | Прецизионные шлифованные поверхности вдоль верх кровати, на которой едет седло.В пути точно совмещены с центральной линией токарного станка. |
| Заготовка | Материал, удерживаемый в токарном станке для операции механической обработки. Обычно стержень или цилиндр из металла или пластик, но может быть и более сложной формы, например, отливка для модели самолета. мотор. |
 Хуз-младший домой
Хуз-младший домой  В результате материал может быть удален из
заготовка под очень точным контролем для создания действительно точных форм.
Точность размеров составляет одну тысячную дюйма (0,001 дюйма) или одну десятую часть
миллиметр являются типичными. Из-за присущей токарному станку вращательной природы
Большая часть произведенных на нем работ имеет в основном цилиндрическую форму. Несмотря на это,
Токарный станок – чрезвычайно универсальный станок, способный производить удивительное разнообразие
объекты, используемые в основном как составные части механических систем.
В результате материал может быть удален из
заготовка под очень точным контролем для создания действительно точных форм.
Точность размеров составляет одну тысячную дюйма (0,001 дюйма) или одну десятую часть
миллиметр являются типичными. Из-за присущей токарному станку вращательной природы
Большая часть произведенных на нем работ имеет в основном цилиндрическую форму. Несмотря на это,
Токарный станок – чрезвычайно универсальный станок, способный производить удивительное разнообразие
объекты, используемые в основном как составные части механических систем.

L1017 Micro Lathe II – TAIG Tools
Описание
MicroLathe II – это станок, который вам не нужен.Это прочная и точная машина. MicroLathe II имеет обработанную, отшлифованную и стабилизированную стальную станину. Он имеет два герметичных шарикоподшипника в шпинделе в сочетании с шестиступенчатым клиноременным приводом с положительным приводом. Скорость вращения шпинделя задается в геометрической прогрессии от 525 до 5200 об / мин. Прецизионный станок, способный выполнять резку «HOG» 1/8 дюйма в мягкой стали, но при этом «пылить» на несколько десятых долей, делает MicroLathe II очень универсальным станком.
Прецизионный станок, способный выполнять резку «HOG» 1/8 дюйма в мягкой стали, но при этом «пылить» на несколько десятых долей, делает MicroLathe II очень универсальным станком.
Некоторые большие особенности токарного станка включают большие 0,001 дюйма деления на шкале поперечных салазок, регулируемый резцедержатель и ограничитель глубины каретки.Благодаря регулируемым латунным клинкам, обеспечивающим полную компенсацию износа каретки и поперечных суппортов, все это обеспечивает НАИЛУЧШУЮ ЦЕННОСТЬ для малых токарных станков!
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА
ОБЩЕЕ
Общая рабочая точность 0,0005 дюйма
Макс. нормальность передней бабки относительно станины 0,0004 дюйма
Макс. коническая кровать «ласточкин хвост» над штифтами 0,0001 дюйма
Винт крестового скольжения 1/4 – 20
Макс. рекомендуемая частота вращения шпинделя 7000 об / мин
Длина передней бабки по направляющим 2,625 дюйма
Ширина поперечного суппорта на каретке 2. 000 дюйма
000 дюйма
Максимальное биение подшипника 0,0004 дюйма
Макс. Нормальность поперечного суппорта относительно станины 0,0004 дюйма
Градуировка шкалы поперечного суппорта 0,001 дюйма
Ход каретки 0,600 дюйма на 1 оборот маховика.
Тип шкива std. Многоступенчатый клиновидный ремень с отверстием 5/8 дюйма.
Длина каретки на направляющих 3,250 дюйма.
Станина «ласточкин хвост» 45 град.
ОБЪЕМ
Макс. поворотный диам. 4,5 дюйма (с возможностью увеличения до 6,5 дюйма)
Поворот над поперечными суппортами 2.375 дюймов
Общая длина станины 15,5 дюйма
Общая длина токарного станка 16,5 дюйма
Стандартный размер резца 1/4 дюйма
Макс.размер сверлильного патрона 1/2 дюйма
Расстояние между центрами 9,75 дюйма (с задней бабкой) .
Ход каретки 9,0 дюйма
Поперечный ход суппорта 1,75 дюйма
ШПИНДЕЛЬ
Герметичный прецизионный шарикоподшипник
Внешний диаметр подшипника 1,5748 дюйма, внутренний диаметр 0,6692 дюйма
Носик шпинделя 3/4 дюйма – 16 (3/4 дюйма по SAE)
Отверстие шпинделя 0,343 дюйма
Внутренний диаметр шпинделя Конус 15 градусов (включая 30 градусов )
Макс. диаметр цанги 9/32 дюйма
диаметр цанги 9/32 дюйма
Размер шкива 5/8 дюйма, внутреннее отверстие.
в сравнении – LittleMachineShop.com
В этой таблице сравниваются характеристики основных брендов мини токарный станок. Жирные строки выделяют то, что мы считаем важным. различия, а не ошибки или вариации в измерениях.
| LittleMachineShop.com | LittleMachineShop.com | Портовые грузовые инструменты | Grizzly Industrial, Inc. | Портовые грузовые инструменты | Микро-Марк | ||
| Марка | HiTorque | SIEG | Центральное оборудование | Гризли | Центральное оборудование | MicroLux | |
| Модель | 5100/5200 | C3 | G8688 | 84631 | |||
| Размер | 7×16 | 7×14 | 7×10 | 7×12 | 7×12 | 7×16 | |
| Цена | Поиск | Поиск | Поиск | Поиск | Поиск | Поиск | |
| Цвет | Синий и белый | Красный | Красный | зеленый | Красный | Серый | |
| Диаметр патрона | 4 “ | 3 “ | 3 “ | 3 “ | 3 “ | 3 “ | |
| Диаметр шпинделя | 0. 8 ″ 8 ″ | 0,8 ″ | 3/4 ″ | 25/32 ″ | 3/4 ″ | 0,787 ″ | |
| Конус шпинделя | Конус Морзе № 3 | Конус Морзе № 3 | Конус Морзе № 3 | Конус Морзе № 3 | Конус Морзе № 3 | Конус Морзе № 3 | |
| Конус задней бабки | Конус Морзе № 2 | Конус Морзе № 2 | Конус Морзе № 2 | Конус Морзе № 2 | Конус Морзе № 2 | Конус Морзе № 2 | |
| Размер инструмента | 5/16 ″ (5100) 1/4 “- 1/2” (5200) | 5/16 ″ | 5/16 ″ | 5/16 ″ | 5/16 ″ | 5/16 ″ | |
| Скорость шпинделя | 50-2500 об / мин | 100-1500, 200-3000 об / мин | 186-1100, 440-3000 об / мин | 0-1100, 0-2500 об / мин | 186-1100, 440-3000 об / мин | 0-2500 об / мин | |
| Контроллер двигателя | Бесщеточный DC | ШИМ | ШИМ | ШИМ | ШИМ | Бесщеточный DC | |
| Выключатель блокировки двигателя | Не требуется | Есть | Нет | Есть | Нет | Не требуется | |
| Мощность | 0. 67 л.с. 67 л.с. (Двигатель 500 Вт) | 0,47 л.с. (Двигатель 350 Вт) | 0,34 л.с. (Двигатель 250 Вт) | 0,34 л.с. (Двигатель 250 Вт) | 0,34 л.с. (Двигатель 250 Вт) | 0,67 л.с. (Двигатель 500 Вт) | |
| Нарезание резьбы | 28 ниток от 4 до 80 TPI | 28 ниток от 4 до 80 TPI | 18 ниток от 12 до 52 TPI | 18 ниток от 12 до 52 TPI | 18 ниток от 12 до 52 TPI | 18 ниток от 12 до 52 TPI | |
| Циферблаты с поперечным смещением и комбинированной опорой | 1 мм / оборот (0.0394 ″) | 1 мм / оборот (0,0394 ″) | 1 мм / оборот (0,0394 ″) | 1 мм / оборот (0,0394 ″) | 1 мм / оборот (0,0394 ″) | 0,050 ″ / оборот | |
| Ходовой винт | 16 TPI | 16 TPI | 16 TPI | 16 TPI | 16 TPI | 16 TPI | |
| Удлинитель задней бабки | 2. 125 ″ 125 ″ | 2,125 ″ | 2 ″ | 2-1 / 2 ″ | 2 ″ | 2,125 ″ | |
| Поперечное скольжение | 2,56 ″ | 2,56 ″ | 2-3 / 4 ″ | 2-3 / 4 ″ | 2-3 / 4 ″ | 2,56 ″ | |
| Комбинированный упор для перемещения | 2.165 ″ | 2,165 ″ | 2 7/8 ″ | 2 7/8 ″ | 2,165 ″ | ||
| Тахометр шпинделя | Дополнительно | Есть | Нет | Нет | Нет | Дополнительно | |
| Camlock Задняя бабка | Есть | Есть | Нет | Нет | Нет | Есть | |
| Лицевая панель | Нет | Нет | Нет | Есть | Нет | Нет | |
| Люнет | Нет | Нет | Нет | Есть | Нет | Нет | |
| Упор толкателя | Нет | Нет | Нет | Нет | Нет | Нет | |
| Живой центр | Нет | Нет | № 2 MT | Нет | № 2 MT | Нет | |
| Мертвая точка | № 2 MT | № 2 MT | Нет | № 2 MT | Нет | № 2 MT | |
| Монтажные отверстия патрона во фланце шпинделя | 6 (схемы с 3 и 4 отверстиями) | 6 (схемы с 3 и 4 отверстиями) | 6 (схемы с 3 и 4 отверстиями) | 6 (схемы с 3 и 4 отверстиями) | 6 (схемы с 3 и 4 отверстиями) | 6 (схемы с 3 и 4 отверстиями) |
Все мини-токарные станки, перечисленные на этой странице, производятся на одном заводе в Китае. Детали взаимозаменяемы, за исключением случаев, когда они имеют разные функции. В нашем
по опыту нет заметной разницы в качестве между брендами.
Детали взаимозаменяемы, за исключением случаев, когда они имеют разные функции. В нашем
по опыту нет заметной разницы в качестве между брендами.
LittleMachineShop.com модели 5100 и 5200 HiTorque 7×16 мини-токарные станки
лучшие в своем классе. Они обладают наибольшей мощностью, наибольшим крутящим моментом и более длительным сроком службы.
межосевое расстояние, чем у других токарных станков в их диапазоне размеров.
Бесщеточный приводной двигатель шпинделя мощностью 500 Вт (0,67 л.
крутящий момент.И вы можете непрерывно изменять скорость от 50 до 2500 об / мин в обоих
направления. Нет передач, которые нужно переключать.
Циферблаты поперечной подачи и составной опоры имеют градуировку 0,001 дюйма и 0,025 мм.
Токарный станок оснащен 4-позиционным набором резцедержателей для инструментов диаметром 5/16 дюйма (8 мм).
Настоящие верхняя и нижняя полугайки и двусторонний ходовой винт 16 TPI обеспечивают
расширенные возможности многопоточности. Вы можете создать любой унифицированный американский стандарт
класс 2A дюймовая резьба от 4 до 100 витков на дюйм, и вы можете создать
каждая резьба американского стандарта метрического класса 6h от 0.С шагом от 25 до 8 мм с
дополнительная 21 зубчатая шестерня, которая входит в комплект.
Вы можете создать любой унифицированный американский стандарт
класс 2A дюймовая резьба от 4 до 100 витков на дюйм, и вы можете создать
каждая резьба американского стандарта метрического класса 6h от 0.С шагом от 25 до 8 мм с
дополнительная 21 зубчатая шестерня, которая входит в комплект.
Модель Grizzly G8688 – это мини-токарный станок 7х12. Токарный мини-станок Grizzly поставляется с дополнительными принадлежностями чем большинство других мини токарные станки, включая планшайбу, люнет и мёртвую точку с конусом Морзе 2.
Портовый фрахт Tools продает две версии токарного мини-станка. Центральная машина модели мини токарный станок – это мини токарный станок 7х10.(Harbour Freight использует другую линейку от всех остальных при измерении их мини-токарного станка 7х10, потому что на самом деле это На 4 дюйма короче, чем у мини-токарных станков 7×12.) Модель Central Machinery
 Это такой же размер, как и все остальные 7×12
мини токарные станки. Harbour Freight включает в себя 2 центра обработки конусов Морзе с их мини-токарными станками.
Ранняя версия мини-токарного станка Harbour Freight 7×10 – модель 33684.
В более новых версиях есть несколько дополнительных защитных приспособлений, но в основном это та же машина.
Это такой же размер, как и все остальные 7×12
мини токарные станки. Harbour Freight включает в себя 2 центра обработки конусов Морзе с их мини-токарными станками.
Ранняя версия мини-токарного станка Harbour Freight 7×10 – модель 33684.
В более новых версиях есть несколько дополнительных защитных приспособлений, но в основном это та же машина. LittleMachineShop.com носит
токарный мини-станок SIEG C3. Мини-токарный станок SIEG C3 – это мини-токарный станок 7×14, что составляет 2 дюйма
длиннее, чем мини-токарные станки Grizzly и Harbour Freight 7×12, и на 6 дюймов длиннее, чем
Мини-токарный станок Harbour Freight 7х10. Токарный мини-станок SIEG C3 поставляется с конусом Морзе 2.
центр. Двигатель на мини-токарном станке SIEG C3 также больше, чем у большинства других мини-токарных станков; 350 Вт до
другой – 250 Вт. Кроме того, токарный мини-станок SIEG C3 имеет заднюю бабку с рычажным фиксатором, в то время как большая часть
другие требуют, чтобы вы затянули гайку, чтобы зафиксировать заднюю бабку.
Micro-Mark несет токарный мини-станок MicroLux модель 84631 7×16. Это самый длинный мини-токарный станок имеется в наличии. Он оснащен бесщеточной системой привода постоянного тока мощностью 500 Вт и рычажным замком. задняя бабка. Перекрестные суппорты и комбинированные упоры выдвигаются на 0,050 дюйма за революция.
Homier Mobile Merchants ранее распространял мини-токарный станок Speedway модель 03911. Мини токарный станок Speedway – это миниатюрный станок 7х12. токарный станок. Токарный мини-станок Homier имел мертвую точку с конусом Морзе 2.
ToolsNow.com (Промышленные инструменты Cummins) Ранее распространялись токарные мини-станки модели 5278. Токарный мини-станок ToolsNow – это миниатюрный станок 7х12. токарный станок. Токарный мини-станок ToolsNow имел больше принадлежностей, чем любой другой, в том числе планшайба, люнет, толкатель, мертвая точка 2MT и сверлильный патрон задней бабки.
Эта информация основана на опубликованных спецификациях и измерениях, выполненных пользователями. машин.Считается точным, но нет никаких гарантий.
машин.Считается точным, но нет никаких гарантий.
Инструментальные токарные станки | Ручное управление и ЧПУ
Токарные станки для инструментальных цехов серии Milltronics ML предлагают как ручное управление, так и ЧПУ для инструментальных цехов и мастерских. Они могут быть сконфигурированы с множеством опций и других функций, таких как размеры отверстий и длина станины, включая рабочий инструмент и ось C (на большинстве моделей токарных станков для инструментальных цехов).
 Обладая шпинделем мощностью 24 л.с. и 2600 об / мин, он производит 255 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций.Опции включают патроны и конвейер для стружки.
Обладая шпинделем мощностью 24 л.с. и 2600 об / мин, он производит 255 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций.Опции включают патроны и конвейер для стружки.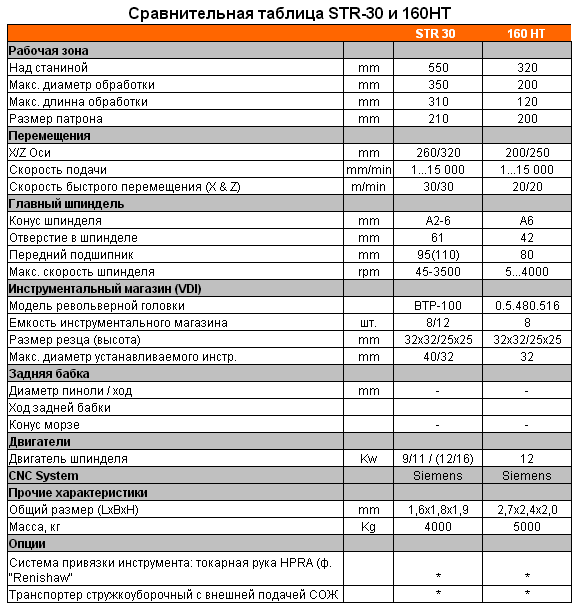 Он имеет поворотный механизм 27 дюймов, длину 40 дюймов и длину 3.Диаметр отверстия шпинделя 22 ″. Обладая шпинделем мощностью 24 л.с. и 2600 об / мин, он производит 255 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций. Опции включают патроны и конвейер для стружки.
Он имеет поворотный механизм 27 дюймов, длину 40 дюймов и длину 3.Диаметр отверстия шпинделя 22 ″. Обладая шпинделем мощностью 24 л.с. и 2600 об / мин, он производит 255 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций. Опции включают патроны и конвейер для стружки. MLII26 / 120 оснащен шпиндельным двигателем на 24 л.с., 1600 об / мин и развивает скорость 1250 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций. Опции включают патроны и конвейер для стружки.
MLII26 / 120 оснащен шпиндельным двигателем на 24 л.с., 1600 об / мин и развивает скорость 1250 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций. Опции включают патроны и конвейер для стружки. Диаметр отверстия 02 ″ (доступны другие размеры отверстия). Он оснащен шпиндельным двигателем мощностью 35 л.с., частотой вращения 900 об / мин и производительностью 1850 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций. Опции включают патроны и конвейер для стружки.
Диаметр отверстия 02 ″ (доступны другие размеры отверстия). Он оснащен шпиндельным двигателем мощностью 35 л.с., частотой вращения 900 об / мин и производительностью 1850 фут-фунтов. крутящего момента. Стандартная комплектация с электромеханической револьверной головкой на 8 станций. Опции включают патроны и конвейер для стружки.Таблица номеров моделей токарных станков Logan
Таблица номеров моделей токарных станков LoganЩелкните выделенный номер модели, чтобы закажите правильный перечень деталей / руководство по эксплуатации для модели
.
Модель | В.C. Коробка передач | Межосевое расстояние | Длина кровати | Носик шпинделя | Отверстие шпинделя | Задняя бабка /Револьвер | Ремень привода | Стенд | Комментарии | Приблизительный вес в упаковке(фунтов) |
Качели 9 дюймов | ||||||||||
| Вт 2129 | Нет | 18 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | Модель 400 | ||
| 400 | Нет | 18 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 240 | ||
| 1400 | Нет | 18 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | |||
| 9Б-17-1 | Есть | 17 | 33 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 285 | |
| 9Б-17-21 | Есть | 17 | 33 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 275 | |
| 9Б-17-41 | Нет | 17 | 33 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 275 | |
| 9Б-17-61 | Нет | 17 | 33 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 265 | |
| 9Б-28-1 | Есть | 28 | 44 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 310 | |
| 9Б-28-21 | Есть | 28 | 44 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 300 | |
| 9Б-28-41 | Нет | 28 | 44 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 300 | |
| 9Б-28-61 | Нет | 28 | 44 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 290 | |
Модель | Q.C. Коробка передач | Межосевое расстояние | Длина кровати | Носик шпинделя | Отверстие шпинделя | Задняя бабка /Револьвер | Ремень привода | Стенд | Комментарии | |
Качели 10 дюймов | ||||||||||
| Вт 699 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Станок токарный» | |
| Вт 700 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Станок токарный» | |
| Вт 701 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Станок токарный» | |
| Вт 2130 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Станок токарный» | |
| Вт 2131 | Нет | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Револьверная головка | Плоский ремень | Ноги | Модель 830 | ||
| Вт 2132 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Револьверная головка | Плоский ремень | Ноги | Модель 850 | ||
| Вт 2134 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Шкаф | Модель 825 | |
| Вт 2135 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 820 | |
| Вт 2136 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Станок токарный» | |
| Вт 2138 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Добавлена коробка передач | |
| Вт 2139 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Добавлена коробка передач | |
| Вт 2217 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 821 | |
| Вт 2218 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.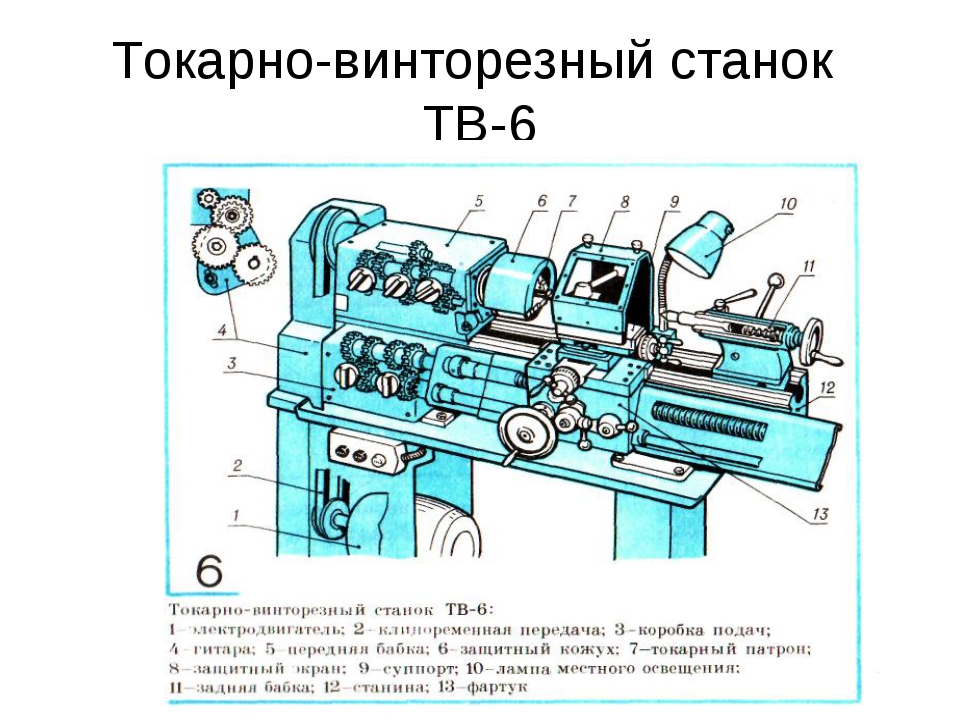 Т. Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 815 | |
| Вт 2219 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 816 | |
| Вт 2232 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 210 | |
| Вт 2233 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 211 | |
| Вт 2234 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 200 | |
| Вт 2235 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 201 | |
| 200 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | 520 | |
| 200–1 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Задняя бабка рычага | Плоский ремень | Ноги | ||
| 201 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M.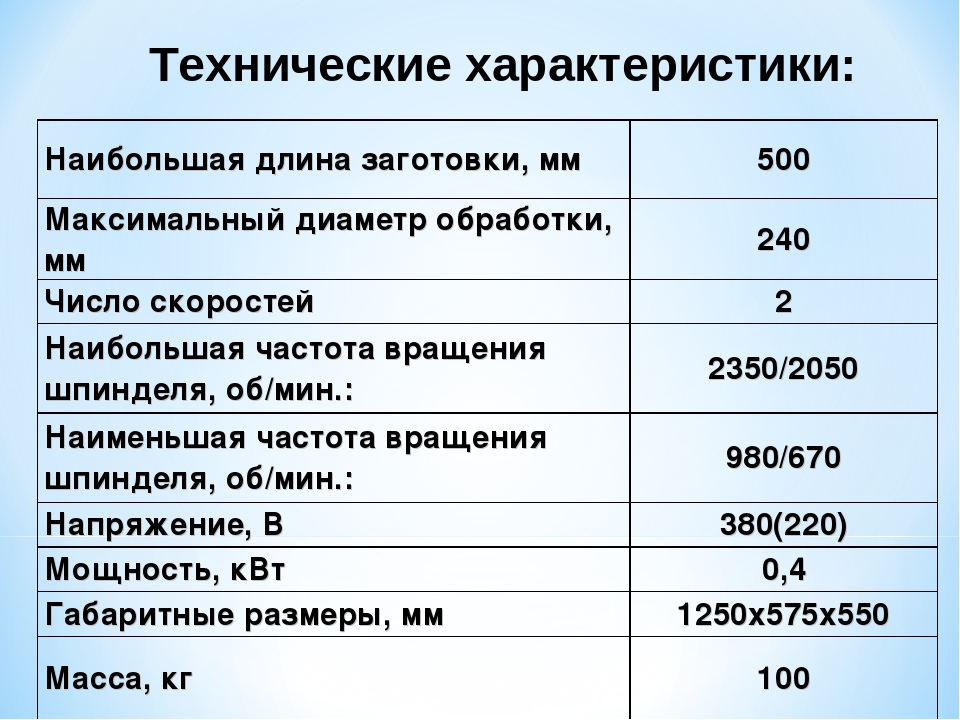 Т. Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 210 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 400 | |
| 210-1 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Задняя бабка рычага | Плоский ремень | Скамья | ||
| 211 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 437 | |
| 815 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 440 | |
| 815-1 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Задняя бабка рычага | Плоский ремень | Скамья | ||
| 816 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 475 | |
| 820 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | 530 | |
| 820-1 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Задняя бабка рычага | Плоский ремень | Ноги | ||
| 821 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | 565 | |
| 825 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Плоский ремень | Шкаф | 830 | |
| 825-1 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Задняя бабка рычага | Плоский ремень | Шкаф | ||
| 830 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.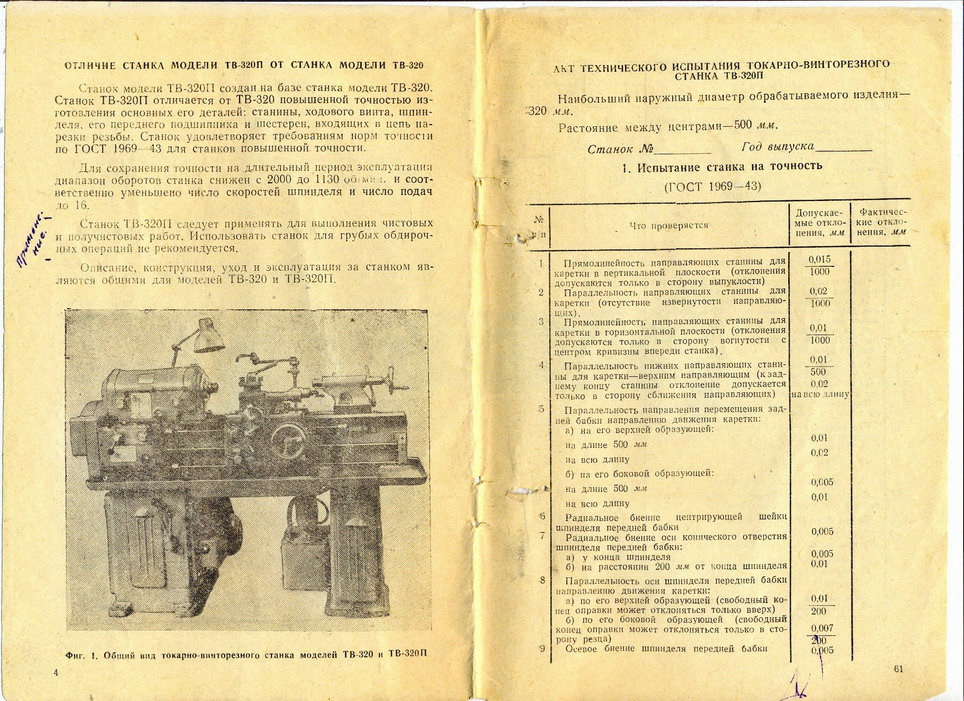 Т. Т. | 25/32 | Револьверная головка | Плоский ремень | Ноги | 475 | ||
| 830-2 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Колесная револьверная головка | Плоский ремень | Ноги | 550 | ||
| 840 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Револьверная головка | Плоский ремень | Ноги | 595 | ||
| 840-2 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Колесная револьверная головка | Плоский ремень | Ноги | 610 | ||
| 845 | Есть | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Револьверная головка | Плоский ремень | Шкаф | |||
| 845-2 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Колесная револьверная головка | Плоский ремень | Шкаф | 880 | ||
| 850 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Револьверная головка | Плоский ремень | Ноги | 535 | ||
| 850-2 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Колесная револьверная головка | Плоский ремень | Ноги | 580 | ||
| 1805 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1806 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1810 | Нет | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1811 | Нет | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1815 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.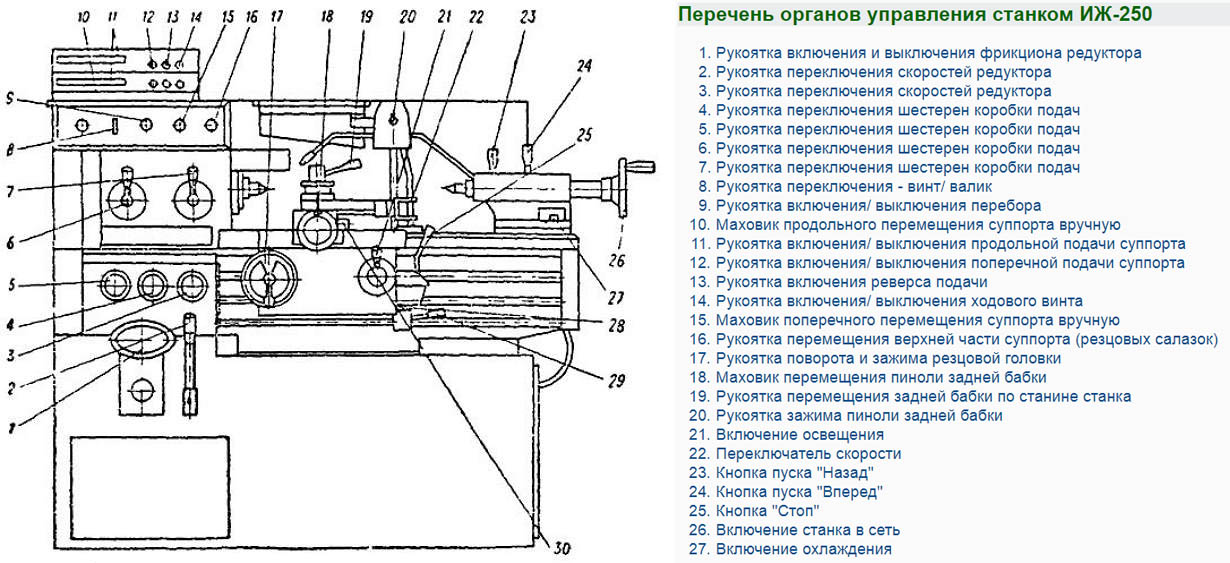 Т. Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1816 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1820 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1821 | Есть | 31 | 50 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1825 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 790 | |
| 1830 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Револьверная головка | Клиновой ремень | Ноги | |||
| 1830-2 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Колесная револьверная головка | Клиновой ремень | Ноги | |||
| 1835 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Револьверная головка | Клиновой ремень | Пьедестал | |||
| 1835-2 | Есть | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Колесная револьверная головка | Клиновой ремень | Пьедестал | 830 | ||
| 1840 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Револьверная головка | Клиновой ремень | Ноги | |||
| 1840-2 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Колесная револьверная головка | Клиновой ремень | Ноги | |||
| 1845 | Есть | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Револьверная головка | Клиновой ремень | Шкаф | |||
| 1845-2 | Есть | 43 | 1-1 / 2 “-8 x # 3 M. Т. Т. | 25/32 | Колесная револьверная головка | Клиновой ремень | Шкаф | 855 | ||
| 1850 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Револьверная головка | Клиновой ремень | Ноги | |||
| 1850-2 | Нет | 43 | 1-1 / 2 “-8 x # 3 M.Т. | 25/32 | Колесная револьверная головка | Клиновой ремень | Ноги | |||
| 1875 | Есть | 24 | 43 | 1-1 / 2 “-8 x # 3 M.T. | 25/32 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | 765 | |
Модель | В. C. Коробка передач C. Коробка передач | Межосевое расстояние | Длина кровати | Носик шпинделя | Отверстие шпинделя | Задняя бабка /Револьвер | Ремень привода | Стенд | Комментарии | |
Качели 11 дюймов | ||||||||||
| 905 | Нет | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 907 | Нет | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 910 | Нет | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 912 | Нет | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 915 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 917 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 920 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 922 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 925 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Шкаф | ||
| 927 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Шкаф | ||
| 935 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Плоский ремень | Пьедестал | |||
| 935-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Плоский ремень | Пьедестал | |||
| 940 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Плоский ремень | Ноги | |||
| 940-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Плоский ремень | Ноги | |||
| 945 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Плоский ремень | Шкаф | |||
| 945-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Плоский ремень | Шкаф | |||
| 950 | Нет | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Плоский ремень | Ноги | |||
| 950-2 | Нет | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Плоский ремень | Ноги | |||
| 955 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Пьедестал | ||
| 957 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Плоский ремень | Пьедестал | ||
| 1915 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1917 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1920 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1922 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1925 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 870 | |
| 1927 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 915 | |
| 1935 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Пьедестал | |||
| 1935-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Пьедестал | 905 | ||
| 1937 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Пьедестал | |||
| 1937-2 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Пьедестал | 955 | ||
| 1940 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Ноги | |||
| 1940-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Ноги | |||
| 1942 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Ноги | |||
| 1942-2 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Ноги | |||
| 1945 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Шкаф | |||
| 1945-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Шкаф | 930 | ||
| 1947 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Шкаф | |||
| 1947-2 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Шкаф | 980 | ||
| 1955 | Есть | 24 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | 840 | |
| 1957 | Есть | 36 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | 890 | |
| 1975 | Есть | 22 | 43 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | 850 | |
| 1977 | Есть | 34 | 55 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | 900 | |
| 1985 | Есть | 22 | 43 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 880 | |
| 1987 | Есть | 34 | 55 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 925 | |
| 1110007 | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость Скорость | Шкаф | Powermatic | 900 |
| 1110008 | Есть | 35 | 55 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость | Шкаф | Powermatic | 900 |
| 1111011 | Есть | 55 | L-00 | 1-3 / 8 | Колесная револьверная головка | Var.Скорость | Шкаф | Powermatic | 960 | |
Модель | Q.C. Коробка передач | Межосевое расстояние | Длина кровати | Носик шпинделя | Отверстие шпинделя | Задняя бабка /Револьвер | Ремень привода | Стенд | Комментарии | |
Качели 12 дюймов | ||||||||||
| 2525-В | Есть | 23 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость Скорость | Шкаф | 1040 | |
| 2527-В | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость | Шкаф | 1090 | |
| 2535 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Пьедестал | |||
| 2535-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Пьедестал | |||
| 2535-2-В | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Var.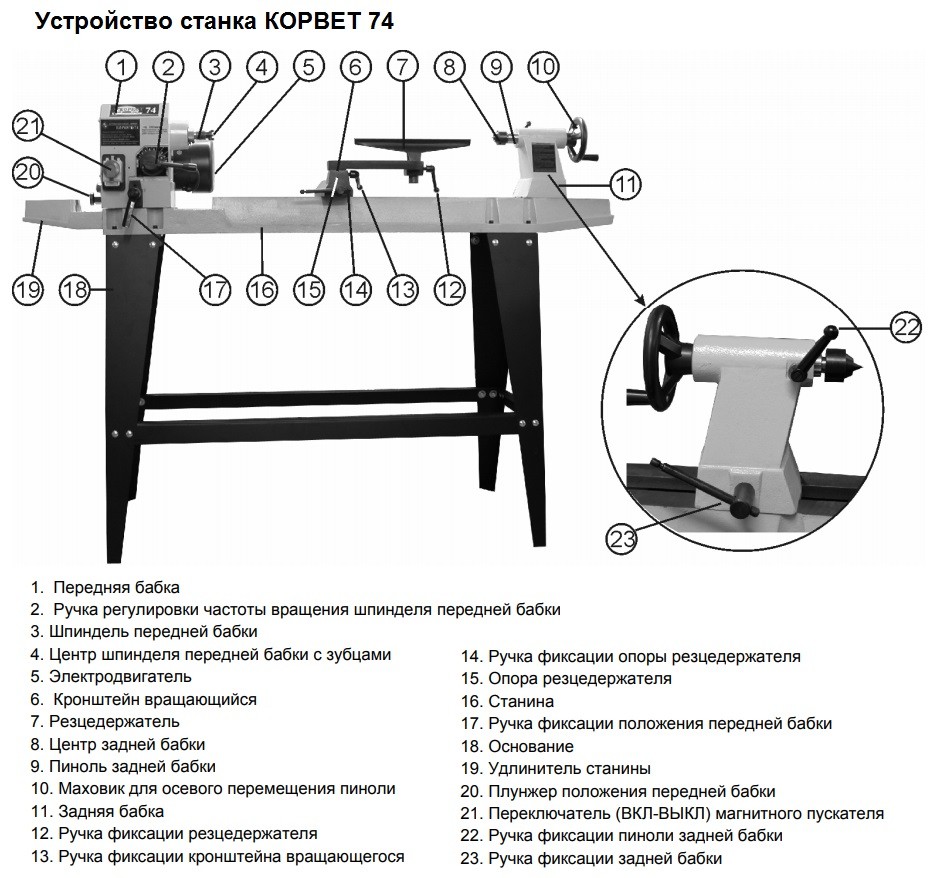 Скорость Скорость | Пьедестал | 1180 | ||
| 2535-В | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Var. Скорость | Пьедестал | |||
| 2537-2-В | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Var.Скорость | Пьедестал | 1240 | ||
| 2537-В | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Var. Скорость | Пьедестал | |||
| 2545-2-В | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Var. Скорость Скорость | Шкаф | 1200 | ||
| 2545-В | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Var. Скорость | Шкаф | |||
| 2547-2-В | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Var.Скорость | Шкаф | 1250 | ||
| 2547-В | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Var. Скорость | Шкаф | |||
| 2555 | Есть | 23 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | ||
| 2555-В | Есть | 23 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var.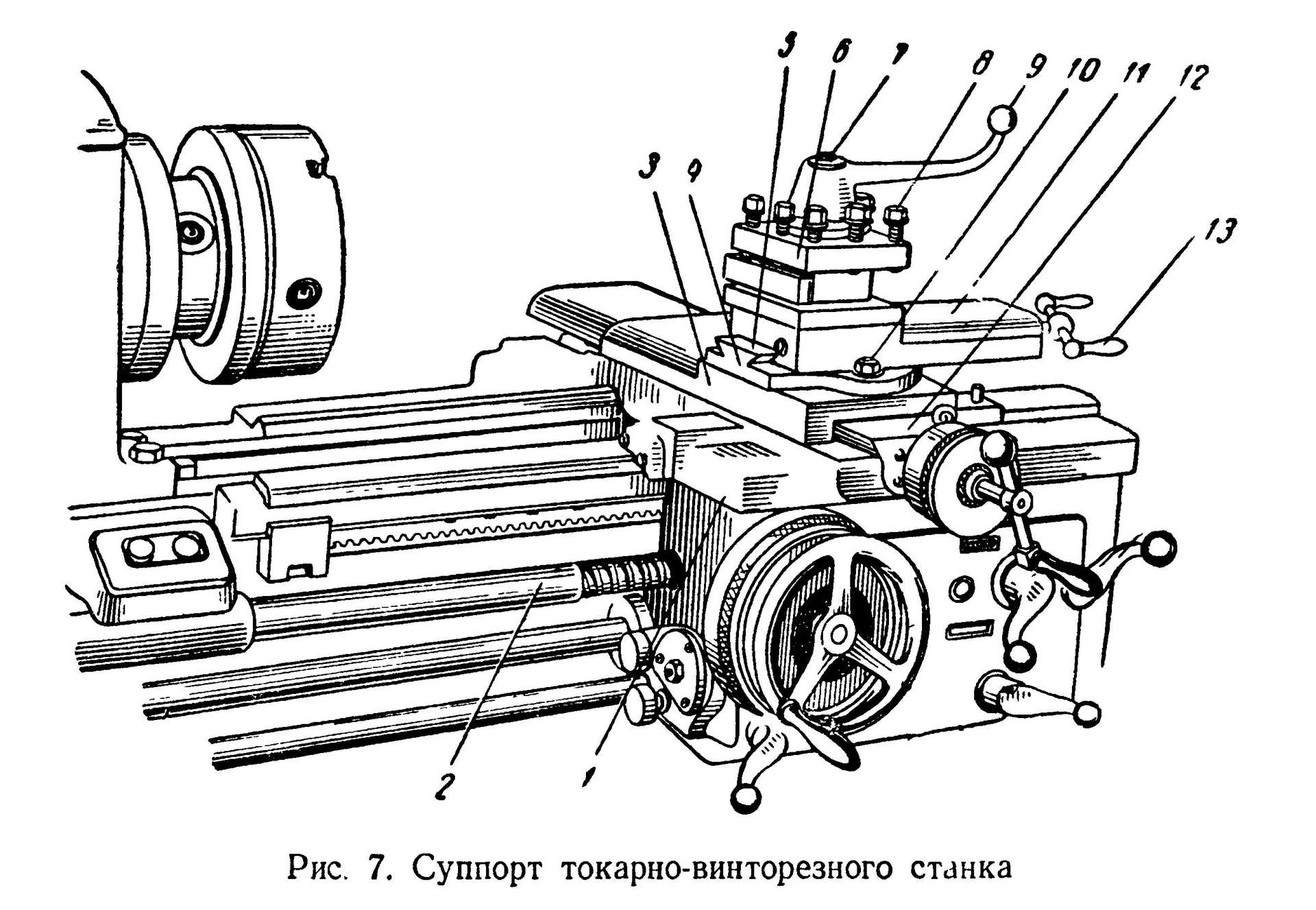 Скорость Скорость | Пьедестал | 1015 | |
| 2557 | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | ||
| 2557-V | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Пьедестал | 1075 | |
| 2935 | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Клиновой ремень | Пьедестал | |||
| 2935-2 | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Клиновой ремень | Пьедестал | |||
| 2935-2-В | Есть | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Колесная револьверная головка | Var.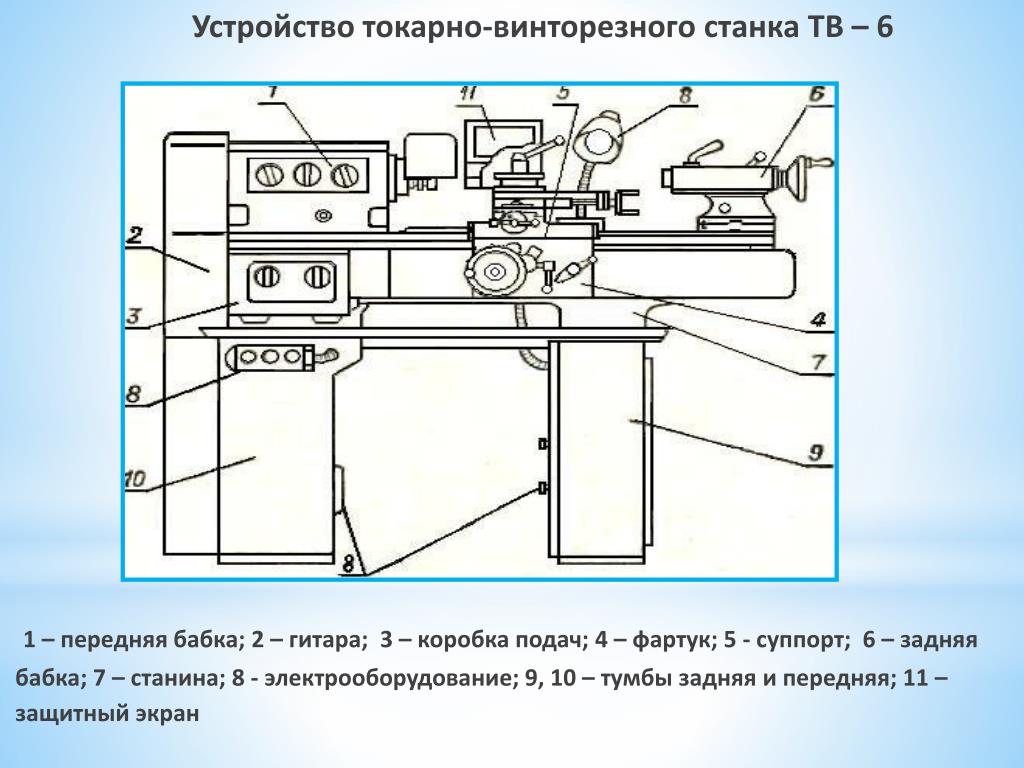 Скорость Скорость | Пьедестал | |||
| 2935-В | Есть | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Револьверная головка | Var. Скорость | Пьедестал | |||
| 2955 | Есть | 23 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | ||
| 2955-В | Есть | 23 | 43 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Пьедестал | ||
| 2957 | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | ||
| 2957-V | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость Скорость | Пьедестал | ||
| 1120003 | Есть | 35 | 55 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость | Пьедестал | Powermatic | 1060 |
| 1120004 | Есть | 34 | 55 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Пьедестал | Powermatic | 1060 |
| 1121007 | Есть | 55 | L-00 | 1-3 / 8 | Колесная револьверная головка | Var. Скорость | Пьедестал | Powermatic | 1110 | |
Модель | В. C. Коробка передач C. Коробка передач | Межосевое расстояние | Длина кровати | Носик шпинделя | Отверстие шпинделя | Задняя бабка /Револьвер | Ремень привода | Стенд | Комментарии | |
Качели 14 дюймов | ||||||||||
| 6510-H | Есть | 28 | 56 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Пьедестал | 1625 | |
| 6515 | Есть | 28 | 56 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость Скорость | Пьедестал | Слой повышенной прочности | |
| 6520-H | Есть | 28 | 56 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Пьедестал | 1625 | |
| 6525 | Есть | 28 | 56 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость | Пьедестал | Слой повышенной прочности | |
| 6530 | Есть | 68 | L-0 | 1-5 / 8 | Колесная револьверная головка | Var.Скорость | Шкаф | 2200 | ||
| 6560-H | Есть | 40 | 68 | 2-1 / 4 “-8 | 1-3 / 8 | Стандартная задняя бабка | Var. Скорость Скорость | Шкаф | Слой повышенной прочности | 1850 |
| 6561-H | Есть | 40 | 68 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Шкаф | Слой повышенной прочности | 1850 |
| 6565 | Есть | 40 | 68 | L-0 | 1-5 / 8 | Стандартная задняя бабка | Var. Скорость | Шкаф | 1950 | |
| 7500 | Есть | 56 | 2-1 / 4 “-8 | 1-3 / 8 | Чакер | Var.Скорость | Пьедестал | 2200 | ||
| 7500-L | Есть | 56 | L-00 | 1-3 / 8 | Чакер | Var.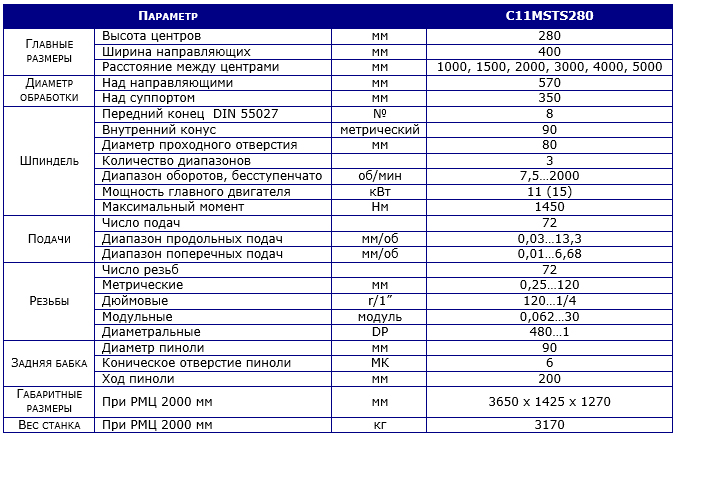 Скорость Скорость | Пьедестал | |||
| 7502 | Есть | 56 | 2-1 / 4 “-8 | 1-3 / 8 | Чакер | Var.Скорость | Пьедестал | |||
| 7502-L | Есть | 56 | L-00 | 1-3 / 8 | Чакер | Var. Скорость | Пьедестал | |||
| 7510 | D.C. Привод | 56 | 2-1 / 4 “-8 | 1-3 / 8 | Чакер | Var.Скорость | Пьедестал | |||
| 7510-L | D.C. Привод | 56 | L-00 | 1-3 / 8 | Чакер | Var. Скорость Скорость | Пьедестал | |||
| 7515 | D.C. Привод | 56 | 2-1 / 4 “-8 | 1-3 / 8 | Чакер | Var.Скорость | Пьедестал | |||
| 7515-L | D.C. Привод | 56 | L-00 | 1-3 / 8 | Чакер | Var. Скорость | Пьедестал | |||
| 1140005 | Есть | 42 | 68 | L-00 | 1-3 / 8 | Стандартная задняя бабка | Var.Скорость | Пьедестал | Powermatic | 1820 |
| 1140010 | Есть | 42 | 68 | Д1-4 | 1-5 / 8 | Стандартная задняя бабка | Var. Скорость Скорость | Шкаф | Powermatic | 1820 |
| 1140015 | Есть | 68 | Д1-4 | 1-5 / 8 | Колесная револьверная головка | Var.Скорость | Шкаф | Powermatic | 1970 | |
Модель | Q.C. Коробка передач | Межосевое расстояние | Длина кровати | Носик шпинделя | Отверстие шпинделя | Задняя бабка /Револьвер | Ремень привода | Стенд | Комментарии | |
Качели 15 дюймов | ||||||||||
| 400 | Авто. | 68 | A1-6 “ | 1-27 / 32 | Авто. Башня | Клиновой ремень | Шкаф | |||
| 410 | Авто. | 68 | A1-6 “ | 1-27 / 32 | Авто. Башня | Клиновой ремень | Шкаф | Воздушное поперечное скольжение | ||
| 450 | Авто. | 68 | A1-6 “ | 1-27 / 32 | Авто. Башня | Клиновой ремень | Шкаф | «Электри-Матик» | ||
| Примечания: | “M-” = метрические транспозиционные шестерни |
| “-L” = L-00 Носик шпинделя | |
| “-H” = слой закаленной пламенем | |
| “-V” = привод с регулируемой скоростью | |
| 1941 – Построен первый токарный станок Logan, серийный номер 10101 | |
| 1953 – Привод с плоским ремнем снято с производства | |
| 1955 – Серия 2900 заменена на серию 2500 | |
31 августа 1971 г. |